
Многие хозяева задаются вопросом, какое оборудование требуется для качественного изготовления корпусной мебели. Специалисты утверждают, что это форматно-раскроечные станки, которые в народе называют станками круглопильными форматными или круглопильными с кареткой. Каждый хозяин может собрать такой аппарат собственноручно.
Содержание:
- Назначение форматно-раскроечного станка
- Конструкция форматно-раскроечного станка
- Пильной узел
- Основанная пила
- Подвижный и неподвижный стол
- Направляющие и каретки
- Дополнительные опции
- Изготовление форматно-раскроечного станка
Назначение форматно-раскроечного станка
Форматно-раскроечное оборудование предназначается для поперечного, продольного раскроя пиломатериалов и раскроя под определенным углом, форматной обрезки и раскроя щитовых заготовок, включая и удаление свесов после проведения их облицовывания, а также с целью раскроя на заготовки заданного размера полноформатных плит.
Форматно-раскроечное оборудование, что используется при производстве корпусной мебели, позволяет выпускать готовую продукцию высокого качества. Функция этих станков кроется в задаче базовых параметров деталям мебели для проведения последующей обработки. Подобные станки предназначены для поштучного и пакетного раскроя заготовок.
Фабричные и самодельные форматно-раскроечные станки работают с разными материалами: различными породами древесины, фанерой любой толщины, панелями МДФ, ДСП, ДВП, в том числе композиционными листовыми материалами, облицованными пластиком, ламинированными бумажными и пленочными материалами, шпоном и меламином. Данное оборудование, как правило, используется для раскроя материала, который имеет точные геометрические размеры.
Форматно-раскроечные станки используются на мелкосерийных производствах, средне- и крупно-масштабных мебельных фабриках, а также в небольших столярных мастерских. Возможность предварительной подрезки заготовок отдельной пилой непосредственно под зоной совершения пропила позволяет раскраивать облицованные натуральным или искусственным материалом заготовки без возникновения сколов облицовки.
Конструкция форматно-раскроечного станка
Конструктивно форматно-раскроечные станки состоят из таких элементов: станины, рабочего неподвижного рабочего стола и подвижного дополнительного стола (каретка, тележка, опорная рама, сепаратор, линейка), пильного узла, состоящего из 2 пильных дисков, направляющих,
Пильной узел
Сварная конструкция форматно-раскроечного станка гарантирует высокий уровень устойчивости и отсутствие при пилении вибрации. При раскрое облицованных плит главной проблемой является образование на облицовке сколов в той области, где зуб пильного диска выходит. Чтобы справиться с этой проблемой, в чертежах форматно-раскроечных станков предусмотрен пильный узел с двумя пильными дисками.
Пильный агрегат представляет из себя цельный узел, что отлит из чугуна. Установлены на его корпусе два электродвигателя, которые вращают при помощи ременной передачи подрезной и основной пильные диски. Подрезной диск находится ближе к заготовке, его размер доходит до 120 миллиметров, а в попутном направлении частота вращения достигает 8000 оборотов в минуту.
Этот диск и требуется для пропила слоя облицовки с той стороны, где выходят зубки основного диска, который вращается во встречном направлении к заготовкам и выполняет основной пропил в плите, как показано на видео о форматно-раскроечном станке. Подобная конструкция позволяет получить ровный и чистый пропил, который не испорчен задирами и сколами.
На некоторых видах станков устанавливают пильный узел при помощи специальных поворотных секторов, который может перестраиваться на распил под углом. При этом соотношение подрезного и основного пильных дисков не нарушается. Пильный агрегат может устанавливаться на рабочем столе или на станине.
Основанная пила
В форматно-раскроечных станках частота вращения главной пилы колеблется в пределах 4 — 6 тысяч оборотов в минуту. Плавная регулировка скорости позволяет быстрее производить настройку форматно-раскроечного станка и точно подбирать режимы работы для разных распиливаемых материалов. Как правило, мощность привода пилы составляет 3−5,5 киловатт. Помните, что не всегда уместна высокая потребляемая мощность, которая обычно характерна для технологического процесса, в котором проводиться пиление пакета листов или раскраиваются твердые сортов древесины.
Высоту пропила или положения основной пилы в форматно-раскроечных станках устанавливают посредством вертикального передвижения пильного агрегата. При этом применяются два метода: по вертикальным направляющим и за посредством качания вокруг горизонтальной оси.
Максимальная высота, на которую пила поднимается относительно стола, должна указываться в технических характеристиках агрегата.

Традиционно она достигает 80 — 130 миллиметров. При наклоне пилы этот показатель соответственно уменьшается. В некоторых моделях предусмотрен автоматический подъем и опускание пилы, работающий от электропривода, иногда с даже заданием высоты с помощью пульта управления.
Пилы форматно-раскроечного станка имеют, как правило, наклон до 45 градусов, как на фото форматно-раскроечных станков. При этом будет наклоняться весь пильный агрегат. Горизонтальная ось поворота станка благодаря наличию специальных цапф проходит по линии пересечения плоскости неподвижного стола и основной пилы, что исключает в прорези стола заклинивание пилы. Такая функция является необходимой при изготовлении элементов корпусной мебели.
Подвижный и неподвижный стол
Основной неподвижный стол, что отлит из чугуна, имеет верхнюю фрезерованную поверхность, размеры которой можно корректировать при помощи дополнительной установки на нем столов удлинения и расширения и параллельной упорной линейки, которая способна перемещаться.
Подвижный стол состоит конструктивно из каретки, которая изготовлена из многокамерного алюминиевого профиля, опорной рамы, угловой упорной линейки, что имеет откидывающиеся упоры и телескопическим удлинением, опорной рамы и её поддержки. Каретка благодаря собственной конструкции является устойчивой к нагрузкам на изгибание и скручивание.
Чаще всего в мебельном производстве используются форматно-раскроечные станки с длиной каретки приблизительно 3200 миллиметров. Это самое приемлемое решение для аппаратов с подвижной кареткой, потому что оно соответствует большинству габаритов плит, которые используются предприятиями.

Не стоит гнаться за высокими ценами форматно-раскроечных станков, полагая, что они работают качественнее. Помните, что всегда самая большая длина реза будет меньшей хода каретки, если имеется подрезная пила. Для полного прохождения зоны пиления заготовкой требуется дополнительно 200−300 миллиметров.
Для перемещения заготовки используется роликовая тележка, что передвигается по стальным направляющим, и сепаратор с шариками или роликами, которые перемещаются между V-образными стальными направляющими. Для регулировки подвижного относительно плоскости основного стола или пилы в конструкции форматно-раскроечных станков, как правило, предусматриваются соответствующие компенсаторы или регуляторы.
Направляющие и каретки
Подвижный стол форматно-раскроечных станков выполняет функцию базирующей поверхности, предназначенной для укладки раскраиваемых плит, он должен выдерживать вес материала. Нагрузку воспринимает сама каретка и ее направляющие. Если они недостаточно жесткие, на направляющие каретки будут воздействовать не только вертикальные нагрузки, но также крутящий момент.
Из-за существенной длины рычага приложения нагрузки в местах контакта роликов или шариков в линейных направляющих доходит до максимального значения. Поэтому используются в станках с кареткой специальные направляющие, которые обеспечивают легкость ее перемещения и исключают возникновение в них зазоров, что напрямую влияют на точность обработки раскраиваемой заготовки.
В различных станках разных изготовителей используются направляющие разной конструкции с применением роликов, шариков и их комбинаций. Наиболее распространенной конструкцией, не зависимо от стоимости форматно-раскроечного станка, является алюминиевая каретка, которая перемещается по стальным направляющим на линейных шарикоподшипниках.

Направляющие зачастую выполняются в виде стальных полос, которые встроены в алюминиевый корпус каретки таким способом, что образуются для размещения шариков два «канала». Подобная «призматическая» схема способна воспринимать нагрузки в любом направлении. Для возрастания срока службы накладки до установки конструкцию подвергают термическому упрочнению. И анодированию, что предотвращает возникновение на обрабатываемой заготовке полос от загрязнения алюминием.
Существуют и направляющие, в которых шарики являются не стальными, а пластиковыми, жесткость которых достигается с помощью использования алюминиевого профиля с большим количеством внутренних ребер. В некоторых направляющих имеются встроенные компенсаторы износа, но этот узел обычно ремонту в домашних условиях не подлежит.
Дополнительные опции
Многие форматно-раскроечные станки оснащаются цифровыми указателями положения упоров и линеек, которые установлены непосредственно на них. Имеются и станки, в которых текущее положение линейки или упора задается на экране монитора с помощью пульта управления, а затем подобные устройства перемещаются в заданное положение автоматически путем индивидуального электропривода.

На форматно-раскроечном оборудовании в качестве обычной или дополнительной комплектации могут применяться:
- система электроторможения основного пильного диска,
- регулировка скорости движения основного пильного диска,
- система автоматической смазки и регулировки угла пильного узла,
- электромеханические приводы,
- электрические двигатели с увеличенной мощностью,
- верхняя защита пильных дисков, что оснащена патрубком для отвода опилок,
- пневматические или эксцентриковые прижимы для удерживания заготовок,
- дополнительная опорная рама,
- поворотная линейка для раскроя заготовок и плит под непрямым углом,
- двойной угловой упор,
- датчик вибрации,
- система защиты от попадания стружки и пыли.
Изготовление форматно-раскроечного станка
Если вы планируете заняться изготовлением корпусной мебели, то вам стоит поинтересоваться, как сделать форматно-раскроечный станок. Проще простого его принцип работы, но цена форматно-раскроечного станка заводского изготовления достаточно приличная. Не каждый частный хозяин может себе позволить купить такое оборудование. А вот собрать станок своими руками по силам каждому человеку, который способен обращаться с инструментами и хоть немного знаком с техникой.
В процессе работы вам понадобятся: металлические трубы, швеллеры и металлические уголки, два электрических двигателя, основной пыльный и подрезной диск, валы от сельскохозяйственной техники, крепежные детали (гайки и болты), набор инструментов по металлу, сварочный аппарат.
Для начала вам необходимо изготовить прочную стальную станину для форматно-раскроечного станка, используя металлические швеллеры. Габариты заготовок для основания должны быть следующими: длина станка 6500-6700 миллиметров, ширина 2500 миллиметров, высота 800-1100 миллиметров. Затем сконструируйте основную и напольную направляющую станка и на станине укрепите их. Для изготовления направляющих принято использовать трубу, что имеет размеры 60 на 5 на 6500 миллиметров.

Подвижный рабочий стол нужно сделать перемещающимся по направляющей, потому что стол во время работы будет совершать подачу листа. Предусмотрите длину линии реза на уровне 3000-3200 миллиметров. При желании можно увеличить или уменьшить данный параметр, для этого нужно только изменить длину направляющих.
На станок навесьте две пилы – подрезную и основную. Пилы следует устанавливать на пильном блоке, они вращаются друг другу навстречу и в движение приводятся двумя асинхронными двигателями. В обязательном порядке предусмотрите возможность наклона для блока под острым углом до 45 градусов. Снабдите для этого пильный блок специальным поворотным механизмом.
К выбору двигателей отнеситесь внимательно, ведь они приводят в движение пилы. Мощность мотора должна составлять не меньше 2,9 кВт. Двигатели должны вращать основную пилу со скоростью порядка 5000 оборотов, а подрезную – 8000 оборотов в минуту. В конструкции станка используйте пильные диски диаметром 250 миллиметров, что позволяет совершать раскройку ламинированных древесно-стружечных плит и обрезку листов.
Для безопасного использования форматно-раскроечных станков своими руками в производственном помещении предусмотрите хорошую вытяжную вентиляцию, потому что частицы древесины способны воспламениться от самой маленькой искры, возникающей при работе двигателей. Учитывая большую скорость движения пильных дисков, рекомендуется соблюдать при работе на станке повышенную осторожность, так как диски, которые вращаются на большой скорости, могут нанести травмы работнику, вплоть до потери кисти руки и всей конечности.
После изготовления форматно-раскроечного станка в домашних условиях можно приступать к непосредственной обработке материала. Листы обычно имеют большие габариты, поэтому перед установкой листа в механизм стоит провести первоначальные разметки в местах, где будут проделаны разрезы. Размер заготовки при этом должен быть больше хотя бы на 7 – 8 миллиметров с каждой стороны. После создания небольшой стопки заготовок с разметками, можно заниматься раскройкой и обрезкой материала.
Во время изготовления корпусной мебели применяются различные типы инструментов. Для получения ровных заготовок необходимо форматно-раскроечное оборудование. В большинстве случаев небольшое производство не имеет возможности приобрести этот станок. Поэтому в качестве альтернативы можно рассмотреть вариант самостоятельного изготовления.
Назначение форматно раскроечного станка
Основные функции форматно-раскроечного станка заключаются в формировании ровного реза на поверхности ламинированного ДСП или ДВП. При этом предъявляются особые требования к качеству кромки.
Внешне конструкция напоминает простую пилораму. Разница заключается в жесткой фиксации заготовки относительно режущих компонентов. Для увеличения качества присутствуют два диска различных диаметров. Один из них больше другого и вращается в обратную сторону. Это дает возможность уменьшить вероятность появления сколов на торце деревянной поверхности.
При изготовлении самодельной конструкции следует учитывать такие моменты:
- устойчивость оборудования во время работы;
- наличие измерительных инструментов для предварительной раскройки деревянного листа.
- размеры рабочего стола. Они напрямую зависят от габаритов заготовки;
- меры безопасности. Это относится к оборудованию и рабочему персоналу. Для удаления стружки обязательно должен присутствовать вытяжной механизм, режущие компоненты находятся под специальным чехлом.
Важным фактором является предварительный расчет всех элементов конструкции. Она должна выполнять свои функции в зависимости от степени нагрузки. Одним из недостатков форматно-раскроечного станка является невозможность формирования резов фигурной формы. Для этого необходимы другие типы оборудования.
Во время анализа заводских моделей следует учитывать толщину обрабатываемого материала и его удельную плотность. Это повлияет на выбор пильных дисков.
Конструкция самодельного форматно раскроечного станка

Следующим этапом проектирования является разработка оптимальной схемы изготовления. Лучшим вариантом будет детальный анализ заводских самодельных моделей для создания уникального оборудования для мебельной мастерской.
Основным рабочим компонентом является блок реза, который состоит из двух пильных дисков, электродвигателя и раструба для подключения к стружкопылесосу. Для комплектации станков рекомендуется приобретать заводскую модель этого блока, так как самостоятельное изготовление может повлечь за собой возникновение трудностей в работе оборудования.
Компоненты, которыми должен обладать форматно раскроечный станок своими руками:
- станина. Является основным корпусом оборудования, на который в дальнейшем будут монтироваться остальные элементы. Чаще всего это трубчатые конструкции с регулировочными ножками;
- рабочий стол. На него устанавливается заготовка. Основные требования к материалам: идеально ровная поверхность, отсутствие дефектов, способных повредить ламинированный лист;
- прижимы для заготовки. Они необходимы для фиксации деревянного листа для обрезания его части определенного размера;
- подвижная каретка. Это несущий элемент для пильного блока. Чаще всего изготавливается из двутавровой балки или двух труб круглого сечения;
- защитные кожухи.
Это самая простая конструкция форматно-раскроечного станка, которую можно сделать своими руками из подручных материалов. Одним из главных условий их выбора является надежность и возможность выдерживать механические нагрузки, постоянную вибрацию. Любой самодельный форматник должен отвечать этим требованиям.
В некоторых конструкциях пильные диски располагаются по разным сторонам относительно заготовки. Отрезной находится внизу, а основной вверху. Это значительно улучшает качество реза, но усложняет процесс изготовления.
Порядок изготовления форматно раскроечного станка

После составления оптимальной схемы и выбора комплектующих можно приступать непосредственно к процессу производства оборудования. Для этого потребуется сварочный аппарат, болгарка с диском по металлу, электродрель, измерительный инструмент.
Сначала изготавливается станина. Для этого применяются трубы квадратного или круглого сечения. Они обрезаются согласно схеме изготовления и крепятся между собой с помощью струбцин. После проверки размеров и правильного расположения компонентов можно приступать к сварке. Для увеличения жесткости конструкции рекомендуется установить несколько профилей между ножками станины.
Последующие этапы самостоятельного изготовления форматно-раскроечного станка.
- Подвижная каретка. Сначала устанавливаются направляющие. Это может быть балка или две трубы круглого сечения соединенные между собой. В конструкции самой каретки должны присутствовать ролики для плавного передвижения.
- Рабочий стол. Помимо требований к его поверхности стол является компонентом устойчивости всей конструкции. Специалисты рекомендуют делать его из двух материалов. Основа изготавливается из стального листа толщиной не менее 3 мм, рабочая поверхность — из листа ДСП, на ней же крепятся измерительные линейки.
- Прижимы для листов. Это может быть рычажный механизм любой конфигурации. Определяющим условием является относительно большая площадь фиксирующих компонентов. Давление на поверхность заготовки не должно оказать разрушающего воздействия.
В качестве дополнительных компонентов можно сделать узел изменения высоты дисков относительно поверхности деревянного листа. Для этого необходимо предусмотреть механизм подъема и последующей фиксацией блока резки относительно заготовки. На практике подобные механизмы не делают. Это обусловлено значительным повышением трудоемкости работ, закупки дополнительных комплектующих или их самостоятельное изготовление.
По окончании изготовления режущий блок подключается к стружкоотсосу. Перед полноценной эксплуатацией следует провести ряд испытательных работ. Во время выполнения контролируется качество реза, плавный ход пилы, отсутствие ощутимых вибраций.
В видеоматериале показан самодельный станок в процессе работы:
В производстве корпусной мебели, не получится обойтись без станка для раскройки материала. Такие мебельные конструкции, как кухонная стенка, компьютерные столы и даже кровати, потребуют детали с высокой точностью в размерах. Не стоит заблуждаться в том, что можно начать производство мебели, используя лишь циркулярную пилу для раскроя. Придется прибегнуть к изготовлению форматно-раскроечного станка своими руками.
Дело в том, что циркулярная пила может производить раскрой с маленькой скоростью, при этом качество готовой детали, полностью зависит от мастера. Таким образом, производство мебели будет не только медленным, но и, возможно, убыточным, ведь велика возможность изготовления бракованных изделий.
Вертикальный форматно-раскроечный механизм для плитового материала, позволяет снять ответственность с мастера и делать точные линейные движения во время распила.
Заготовки для мебели, оказываются точными, а скорость их производства достигает 15 деталей в минуту.
Изготовление распилочного станка
Плюсов у такого станка достаточно много, однако, присутствует и минус – большая стоимость высокоточного оборудования. Не всем, начинающим производителям, выпадает возможность приобрести такой механизм, поэтому многие решают сделать форматно-раскроечный станок своими руками.
Конструкция ФРС
Для изготовления станка, который будет отвечать требованиям к качеству и скорости производства, нужно быть готовым к затратам на материалы и уметь использовать чертежи, ведь агрегат состоит из сложных механизмов и объемных конструкций.
Необходимые элементы:
- Станина – должна быть выполнена в соответствии с размерами обрабатываемого материала, для ДСП – это 3.5х2.5 м. Как показывает практика, больше и не требуется, конечно же, если производство не достигло заводских масштабов. Также, данная конструкция, как и весь , должна иметь низкий уровень вибрации. Для этого, станина выполняется из сварных соединений и устанавливается на резиновые каблуки, которые поглощают вибрацию;
- Столешница – для самодельного форматно-раскроечного станка, подойдет из ламинированной плиты ДСП или металлического листа. Главное, чтобы поверхность была идеально гладкой, иначе возможно появление дефектов на обрабатываемом материале, в виде царапин и сколов. Также, на поверхности столешницы не должно быть впадин или выпуклостей, это приведет к неточности размеров изделия;
- Передвигающаяся каретка – может быть выполнена в 3 вариантах, в зависимости от выбора функциональности станка. Однако, главным ее качеством служит ровное линейное перемещение пилы или распильного материала;
- Двигатель – лучше всего использовать без передаточных приспособлений (ремни, шестерни). В качестве движущей силы для пилы, можно применить высокооборотистые электродвигатели и даже моторы от болгарок;
- Система пылесборника – обязательно вмещает в себя рукав для отвода стружки и пыли, емкость для отходов и насос. Данная система оказывается крайне важной для длительной работы;
- – не дают листам сдвигаться во время разделки. Важными характеристиками прижимов оказываются прочность удержания и отсутствие следов после использования. Для этого, прижимы оснащаются резиновыми подложками и осуществляется подбор необходимого давления на деталь.
Как изготовить настольный распиловочный станок
Как исключить появление сколов на ДСП
Такой материал, как ламинированный ДСП, имеет вредное свойство, оставлять сколы на торцах, после раскроя. Избежать такой неприятности, позволяет лишь увеличение скорости вращения пилы или медленная подача пилы на материал. Однако, не все так просто. Листы ДСП состоят из прессованных опилок и ламинирующего слоя. Ламинирующий слой, тонкий, но очень прочный материал, а прессованные опилки толстый и мягкий слой.
Используя мощный двигатель, мягкие опилки режутся как масло, вследствие чего твердый ламинат просто откалывается. Решение – использовать 2 пилы с разной скоростью вращения или медленно осуществлять рез.
Со скоростью подачи пилы на материал все понятно, а вот с использованием двух пил стоит разобраться. Стоит отметить что, тут понадобятся чертежи форматно-раскроечных станков. Для достижения необходимого результата, диск для распила ламината размещается так, чтобы он прорезал не больше 2 мм, а скорость вращения достигается уменьшением диска или более мощным двигателем.

Деталь для распила
Для распила основного слоя, используется крупный диск с глубиной прореза до 40 мм. Стоит отметить, что такой вариант устройства распилочного механизма, позволяет достичь скорости разреза в 1 м за 10 сек.
Варианты использования механизма для распила
Существует 3 варианта, благодаря которым вертикальный форматно-раскроечный аппарат осуществляет распил материалов:
- подача пилы на материал – пилы располагаются под столом;
- подача пилы на материал – пилы располагаются над столом;
- подача материала на пилу – пилы располагаются под столом.
В случае подачи пилы на материал, которая располагается над столом, двигатель и режущие диски закрепляются на каретке. Каретка устанавливается на полозья, размещенные на нужной высоте, которые позволяют удерживаться и перемещаться всей конструкции для распила, по плоскости стола. Полозья или направляющие, могут быть выполнены из или мощных труб.
Расположение пилы под столом, которая подается на материал, также предполагает наличие направляющих и передвигающейся по ним каретки. Отличие такого расположения заключается в том, что система пылесборника оказывается скрытой под столом и не мешает перемещению габаритных предметов.
Когда распил осуществляется при подаче материала на пилу, требуется мощный механизм, передвигающий листы. В этом случае, кареткой для перемещения служит стол, с ножками на роликах. Стоит отметить, что конструкция такого распильного механизма требует больше места и обладает меньшей пропускной способностью.
Прижимы
За основу простейших прижимных механизмов могут быть взяты , однако, в этом случае увеличивается время на выполнение работ. В идеале, для раскроечного агрегата, изготовить прижимное устройство в области прохода пилы. Довольно простым устройством, будет проложенная над столом, вдоль линии отреза труба, на которой разместятся прижимы.
Видео: Форматно-раскроечный станок
Форматно-раскроечный станок – это основной вид оборудования, который применяют при изготовлении мебели.
Станки осуществляют раскрой ДСП, ЛДСП, МДФ и ДВП. Основное их свойство – точность распила, от которого зависит качество готовой мебели и создание скошенной кромки.
1
Принцип работы оборудования
Оборудование для работы с древесиной:
- раскроечный станок;
- фрезер для обработки кромки;
- устройство для ламинирования ЛДСП;
- сверлильный станок.
Конструкция станка отвечает за его функциональность – как эффективно будет происходить процесс распиловки.
Основные составляющие:
- Станина. Это основа на которой фиксируют все механизмы. Чем устойчивее основание, тем точнее будет разрез. Тяжелые станины исключают любые вибрации и колебания – это залог точного распила.
- Пильный узел (состоит из двух дисков). Подрезной диск небольшого диаметра находится спереди узла и выполняет предварительное подпиливание заготовки. Второй диск предназначен для полной распиловки материала.
- Рабочие столы. На первом неподвижном столе располагается узел. Второй форматный стол, является подвижным, осуществляет подачу материала на диск. Третий стол поддерживает отрезные части и выступает в качестве дополнительной опоры для детали.
- Каретка. Это механизм станка, который позволяет форматному столу передвигаться. Лучше будет использовать алюминиевую каретку. Ее небольшой вес позволит передвигать стол без лишних усилий.
- Упоры и линейки. Элементы расположены на столах и размещают заготовку ДСП в необходимое положение.

Принцип работы станка: для распила ДСП, заготовка устанавливается на левом неподвижном столу до регулируемого упора и отмеряют необходимую длину. Затем приводят в работу пильный узел. Когда диск достиг необходимых оборотов, стол продвигают вперед. Таким образом, заготовка подается на диск, где отпиливается нужный кусок.
Основные настройки станка:
- положение заготовки;
- глубина разреза;
- угол распила.
1.1
Разновидности и особенности станков
Три группы оборудования:
- Легкое. Простой по конструкции и доступный по стоимости станок. У него отсутствуют некоторые дополнительные опции (специальные прижимы, дополнительные упоры и т.д.), и имеет небольшой размер. Устройство рассчитано на нагрузку до 5 часов. Подойдет для мелкосерийного производства.
- Среднее. Стандартное устройство, предназначено для эксплуатации 8-10 часов. Имеет все необходимые элементы (столы, дополнительные опоры, линейки и упоры). Предназначено для применения на производстве.
- Тяжелое. Промышленная модель, которая оснащена новыми технологиями и обладает самой прочной конструкцией.
Возможно использование на протяжении 16-20 часов. Это отличный вариант для крупных предприятий.
Дополнительные опции:
- патрубок, который отводит стружку и опилки и подключает систему пылеудаления;
- струбцины для надежного размещения ДСП на столе;
- поворотная линейка и угловые упоры отвечают за осуществление распила под необходимым углом и без разметки;
- рама с упорной ногой чтобы обрабатывать длинные заготовки;
- шариковые и роликовые каретки.
Для выполнения фигурных деталей и пазов используют кромочный станок.

Кромочный фрезер (триммер) применяют:
- для снятия фаски;
- для округления или создания сложного профиля края;
- для формирования желобков вдоль кромки;
- для подгонки шпона;
- для создания рисунка.
Кромочный фрезер можно принять за менее функциональный вариант вертикального фрезера. Но триммер имеет свои достоинства.
Кромочный, он же окантовочный фрезер имеет небольшую мощность (450-720Вт). Компактность и небольшой вес позволяют маневрировать инструментом без особых усилий.
Для ламинирования ДСП применяют специальную сушильную машину.
Во время производства важно равномерно распределить нагрузку, чтобы повысить износостойкость готовой плиты.
Бумагу изготавливают в пропиточных машинах. В этих устройствах проходит процесс ламинирования. Готовую бумагу обрабатывают смолой и получают декоративную пленку, которая под воздействием пресса становится пластикоподобной и подходит для ламинирования своими руками.
Во время ламинирования заготовленную плиту намертво соединяют с бумагой.

Сверлильные станки используют для создания отверстий.
Виды станков:
- горизонтально-сверлильные;
- вертикально-сверлильные;
- одношпиндельные;
- многошпиндельные.
Сверлильно-пазовальный станок. Оснащен шпинделем с патроном, куда вставляют сверло с кареткой. Рукоятка позволяет перемещать шпиндель по оси сверла, а каретка двигается в поперечном направлении. С помощью этого станка можно сверлить продольные пазы.
Это возможно благодаря тому, что пазовое сверло имеет боковые кромки.
Для сверления отверстия заготовка крепится на столе с помощью прижима. После фиксации, сверло со шпинделем надвигают на ДСП.
Сверло по дереву (от 10 мм) для дрели должно иметь шестигранный хвостовик, чтобы избежать поворачиваний. Чем тоньше сверло, тем оно будет короче, иначе даже небольшое нажатие может его сломать. 10-ти миллиметровое сверло может иметь длину до 45 см, тогда как 12-ти миллиметровое сверло уже будет 60 см.
Сверло Форстнера пользуется особой популярностью в создании мебели. Оно позволяет сверлить глухие отверстия с плоскими, ровными и гладкими донышками.
2
Форматно-раскроечные станки для обработки ДСП: обзор моделей
Итальянская компания ITALMAC (Omnia-3200BR). На любой раскроечный станок дается один год гарантии. Модель среднего классам может работать 8-10 часов. Отлично подходит для производства мебели. Наличие дополнительных столов и регулировка скорости пилы сделали этот станок универсальным. Подходит для распиловки разного размера ДСП.
Болгарская компания Brassa. Раскроечные устройства подходят для эксплуатации на протяжении целой рабочей смены.
Brassa S315 – предназначен для крупногабаритных заготовок. Идеальный вариант для распила паркета,
ДСП, МДФ. Станок оснащен дополнительной металлической опорой, что позволяет обрабатывать крупногабаритные и тяжелые заготовки.
Американская компания HighPoint. Все устройства имеют дополнительные опции и приспособления.

HighPoint STS3200. Представитель «бизнес-класса», предназначен для полной рабочей смены. Устройство позволяет регулировать скорость вращения пильного диска. Благодаря этой функции можно обрабатывать материалы различной твердости. Дается гарантия на каретку (3 года) и на пильный узел (2 года).
Чешская компания PROMA. Гарантия на продукцию 3 года. Тщательная проверка комплектации и работоспособности станков.
PROMA PKS-315F. Оснащен долговечными направляющими, которые выполнены из хромированной стали. На угловом упоре находится градусная шкала, что позволяет производить распилку без предварительной разметки.
2.1
Форматно-раскроечный станок JET — JTSS-3200 (видео)
2.2
Раскроечный станок своими руками
Основной рабочий компонент – это блок рез. В его состав входят два пильных диска, электродвигатель и раструб (подключение к стружкопылесосу). Комплектация станков своими руками предполагает использование заводской модели блока (самодельное оборудование может иметь проблемы в работе).
Компоненты для форматно-раскроечного станка своими руками:
- станина – трубчатая конструкция с регулировочными ножами;
- рабочий стол должен иметь идеально ровную поверхность,
без наличия дефектов; - прижимы;
- каретка (при изготовлении используют двутавровую балку или две трубы круглого сечения);
- защитные кожухи.
Необходимые инструменты:
- сварочный аппарат;
- болгарка;
- электродрель;
- измерительное устройство.
Для начала необходимо изготовить станину (используем трубы с квадратным или круглым сечением).

Обрезаем их согласно схеме и прикрепляем друг к другу струбциной. Затем приступаем к сварке. Чтобы конструкция было более жесткой можно установить профили между ножками станины.
Этапы изготовления станка своими руками:
- Подвижная каретка. Устанавливаем направляющие. Можно использовать балку или две трубы с круглым сечением. Конструкция каретки должна быть снабжена роликами для плавного передвижения.
- Рабочий стол. В основе – стальной лист 3 мм. Рабочую поверхность делаем из листа ДСП.
- Прижимы – рычажные механизмы с относительно большой площадью.
В конце сборки режущий блок подключаем к стружкоотсосу.
Форматно-раскроечные станки – это один из основных видов необходимого оборудования для изготовления мебели. Раскрой плит ДСП, ДВП и МДФ и других листовых материалов производится с помощью форматно-раскроечных станков.
Одно из основных свойств форматников – точность распила, так как этот параметр оказывает большое влияние на качество изготовляемой мебели.
Без форматно-раскроечного станка в мебельном производстве делать нечего, но не у всех есть возможность начать бизнес с покупки хорошего оборудования. И тут на помощь приходит бесценный опыт товарищей-мебельщиков, которые с удовольствием делятся своими наработками на форуме мебельщиков .
Рассмотрим изобретение пользователя DokaLe, это НЕ первый его форматник, потому в данном варианте учтен опыт предыдущей работы над станком. Станок обеспечивает достаточно высокую точность раскроя, 0.1 мм при прямолинейной обработке по длине 2750мм, что является отличным показателем для самодельного оборудования. Сам станок занимает места меньше чем «заводские» образцы, длина станка составляет 4,5 метра и умещается в гараже размерами от стены до стены 6м, в то время когда для размещения «заводского» станка необходимо порядка 7 м. что является причиной поиска помещений с более высокой арендной платой.

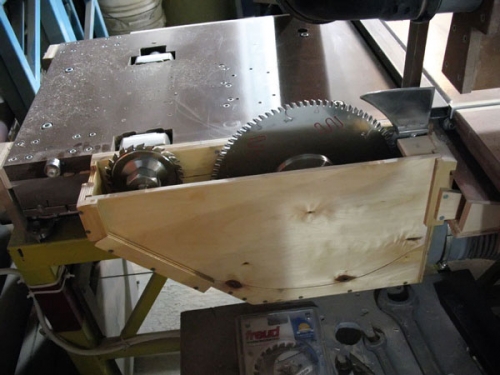
Пильный узел с коробом для сбора опилок. Обратите внимание, что диски крутятся «друг на друга».

Пульт управления.

Линейка, с ограничительным прижимом.

Прижимы.

Станина.
Посмотрите видео ролик о работе данного станка:
Перед тем как продолжить расссказ про данный станок, хочу показать, как выглядел предыдущий вариант. Он был очень прост в изготовлении и имеет низкую себестоимость. Проработал 10 лет.На станке стоят дешевые китайские диски АТАКА, но пилят они почти без сколов. Каретка перемещается с помощью 12 подшипниковых колес от болгарского накопителя на магнитных носителях. На каждый пильный диск был установлен отдельный двигатель.

Станина.


Перемещение каретки.


Вал с ременной передачей.
Итак, вернемся к новой модели. Станок позволяет обрабатывать детали с длиной пропила 2770мм, при длине стандартного листа 2750мм. Если необходимо распилить лист длиной 3500 мм. тогда потребуется его предварительно распилить на две части.
На станке предусмотрен расклинивающий нож, и это не случайно.

При обкатке нового станка отлетел обрезок (100х100мм) по ходу основной пилы. После экспериментов стало понятно, что обрезок подкидывает задним фронтом основной пилы и выкидывает вперед на подающего материал. (на видео есть момент без расклинивающего ножа и корпуса), после чего поставили нож. Это единственная его функция при данной конструкции станка.
Дело в том, что листы ЛДСП имеют внутреннее напряжение. Особенно это заметно на залежалых деталях или отсыревшем материале. Такой материал после пропила основным диском, начинает сжимать пропиленную щель. Если лист большой, то обратным ходом диска может поколоть лицевую сторону матераила. Если деталька маленькая, то ее может подбросить вверх. Поэтому расклинивающий нож необходим. Толщина ножа должна быть не меньше ширины диска, тоесть примерно 4 мм.
Рассмотрим более подробно из чего состоит станок и основные характеристики:
— двигатель основного вала – АИРЕ 80, 220В, 2800 об/мин, 2,2 кВт;
— двигатель подрезного узла – АИРЕ 71, 220В, 2800 об/мин, 1,1 кВт;
— ступенчатая скорость каретки обеспечивается двигателем постоянного напряжения 36В;
— редуктор червячный самый маленький из серии, 28-й, итальянского производства, оказался дешевле российского аналога почему-то.
На редукторе два шкива с двух сторон, каретка передвигается при помощи двух трехмиллиметровых тросиков в оплетке. На основном валу получаем скорость вращения 3500 об/мин, установлен клиновой ремень. Для подрезки получается более скоростной выход — 5800 об/мин, установлен поликлиновой ремень на 8 ручьев.
Основная пила имеет подъем 0-52мм, подрезная 0-4мм. Наклона пилы под углом нет. В качестве направляющих выступает калиброванный прут 25мм длиной 4,2 метра.

Каретка сделана из 30мм текстолита, размер 750х500мм. Все 8 роликов каретки каленые, по два подшипника в каждом. Стоят они парами под различными углами наклона, потому касание роликов с направляющей происходит в разных точках, это уменьшает износ направляющих, не дает накатывать канавку. С обеих сторон направляющей установлены конечные выключатели. На обратном ходу установлен дублирующий резервный конечник, на случай выхода из строя основного, а для индикации неисправности основного конечника установлена световая сигнализация.
Для цепи управления станком в силовой шкаф установили стабилизатор Ресанта 500Вт.
Столы изготовлены из МДФ толщиной 21мм и 32 (16+16)мм.
В качестве прижимов используются обычные мебельные газ-лифты на 5 килограмм.
Джойстик используется самодельный, трещетку взяли из автомобильного набора головок.
Везде использовались закрытые с обеих сторон малошумящие немецкие подшипники.
Габаритные размеры станка – 4500х2800мм.
Настройка станка производилась прибором (в быту называют цешкой) на замыкание с помощью двух натянутых струн. Настройка подрезки под основную пилу производилась с помощью прокладочных колец.
Процесс настройки происходит следующим образом.
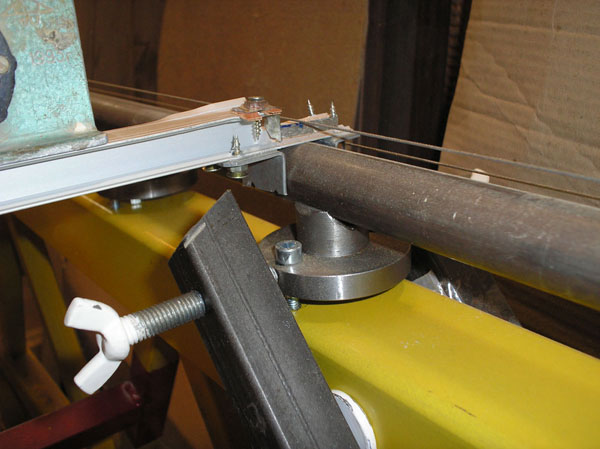





Натягиваем два тросика 1мм сбоку и сверху. На направляющей устанавливается специальное приспособление с двумя пластинками, которые стоят в вертикальной и горизонтальной плоскости. Ее поверхности касаются с тросиком (на фото видно намеченные места касания). К тросикам подключен первый вывод «цешки», а к направляющей второй, установлен режим «ОМ». Направляющая и тросики изолированы (нет гальванической связки). Между верхним тросом и верхней пластинкой вставляем лист бумаги, внизу к профилю прикручивается струбцина (см. фото), у нее есть два болта. Настраиваем на касание с тросом (смотрим по прибору). После этого убираем бумагу и вставляем между боковым тросом и боковой пластиной (у автора штырь). С помощью болтов настраивается высота на замыкание (видно по прибору). Процедура повторяется отдельно с каждым узлом, в авторском варианте по 25 на каждой направляющей.
Ниже представлены рисунки каретки и валов, а также чертежи роликов и шарниров.
Также интерес представляет и оригинальная конструкция кабель-каналов из фанеры, за работой которых можно понаблюдать в видеоролике. Как видно, уложенные в них провода и шланги нигде не перегибаются и не придавливаются, что увеличивает износостойкость и продляет жизнь станку.



Направляющие, сделанные из стали повышенной прочности 40Х, калибруются в специальных цехах методом волочения (разг. Протаскивания) через отверстие определенного диаметра, такие предприятия есть в любом среднем городе.
Регулировка плоскости стола относительно направляющей осуществляется следующим образом:

К столу под углом 90° клеится упор.
Выравниваем стол параллельно ходу каретки (на глаз). Стол прикручиваем одним саморезом к основанию станка. Берем прямоугольный кусок ЛДСП 600х600 мм. Поочередно срезаем с каждого края по 3мм (при этом деталь вращается строго по часовой стрелке 4 раза). После этого пятый раз поворачиваем деталь по часовой стрелке и делаем срез 15мм, берем этот отрезок, ставим на ребро и ломаем посередине. Полученные две части складываем вместе.
Если куски не совпали – начинаем двигать столешню в нужную сторону и повторяем процедуру с пилением ламината до получения идеального результата – точного совпадения высоты двух частей. Когда нужный результат достигнут – прикручиваем намертво столешню.
При работе со станком следует учесть следующие моменты:
Если не отвести каретку назад и положить деталь на стол – каретка будет возвращаться в автоматическом режиме не зависимо от того держит ли рабочий джойстик или нет. При этом она врежется в деталь рассекателем, если рабочий не успеет нажать красную кнопку аварийной остановки. Ничего страшного не произойдет, максимум испортится деталь, но в принципе при небольшой доработке эта проблема решаема.
Если нужно отпилить угол с детали немного неудобно целиться, но это легко решается установкой лазерной полосы там где движется пила.
Максимальная длина детали которую можно прогнать 2800мм, это следует учитывать.
А так получается очень надежный, удобный и компактный форматный станок для небольшого производства. Сейчас один из пользователей, dabasov, успешно повторяет опыт автора и собирает такой же аппарат для своего строящегося цеха.
Наблюдать за темой можно на форуме.
Не забудьте поблагадарить автора концепта, за предоставленную информацию. Отдельное спасибо пользователю DokaLe от «Блога интересных идей».
Возможно, будет полезно почитать:
- История конфликта на юго-востоке Украины ;
- Как работают списки желаний Как НЕ работают волшебные списки ;
- Полная инструкция по применению облепихового масла для детей и взрослых ;
- «три сестры прованса» или старинное французское блюдо «кассуле Косуле французское блюдо рецепт ;
- Ароматный и бодрящий — полезный кофе по утрам ;
- Норвегия какая страна. Норвегия. География, описание и характеристики страны. Как лучше добраться ;
- Умение убеждать Как называется специалист владеющий искусством убеждения потребителя ;
- Пример сочинения на тему: «Должен ли разум брать верх над чувствами»? ;
Во время изготовления корпусной мебели применяются различные типы инструментов. Для получения ровных заготовок необходимо форматно-раскроечное оборудование. В большинстве случаев небольшое производство не имеет возможности приобрести этот станок. Поэтому в качестве альтернативы можно рассмотреть вариант самостоятельного изготовления.
Назначение форматно раскроечного станка

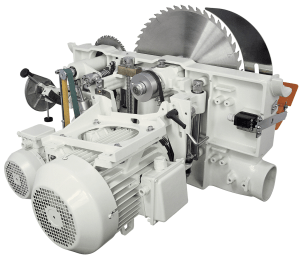
Заводской форматно-раскроечный станок
Основные функции форматно-раскроечного станка заключаются в формировании ровного реза на поверхности ламинированного ДСП или ДВП. При этом предъявляются особые требования к качеству кромки.
Внешне конструкция напоминает простую пилораму. Разница заключается в жесткой фиксации заготовки относительно режущих компонентов. Для увеличения качества присутствуют два диска различных диаметров. Один из них больше другого и вращается в обратную сторону. Это дает возможность уменьшить вероятность появления сколов на торце деревянной поверхности.
При изготовлении самодельной конструкции следует учитывать такие моменты:
- устойчивость оборудования во время работы;
- наличие измерительных инструментов для предварительной раскройки деревянного листа.
- размеры рабочего стола. Они напрямую зависят от габаритов заготовки;
- меры безопасности. Это относится к оборудованию и рабочему персоналу. Для удаления стружки обязательно должен присутствовать вытяжной механизм, режущие компоненты находятся под специальным чехлом.
Важным фактором является предварительный расчет всех элементов конструкции. Она должна выполнять свои функции в зависимости от степени нагрузки. Одним из недостатков форматно-раскроечного станка является невозможность формирования резов фигурной формы. Для этого необходимы другие типы оборудования.
Во время анализа заводских моделей следует учитывать толщину обрабатываемого материала и его удельную плотность. Это повлияет на выбор пильных дисков.
Конструкция самодельного форматно раскроечного станка
Блок реза станка
Следующим этапом проектирования является разработка оптимальной схемы изготовления. Лучшим вариантом будет детальный анализ заводских самодельных моделей для создания уникального оборудования для мебельной мастерской.
Основным рабочим компонентом является блок реза, который состоит из двух пильных дисков, электродвигателя и раструба для подключения к стружкопылесосу. Для комплектации станков рекомендуется приобретать заводскую модель этого блока, так как самостоятельное изготовление может повлечь за собой возникновение трудностей в работе оборудования.
Компоненты, которыми должен обладать форматно раскроечный станок своими руками:
- станина. Является основным корпусом оборудования, на который в дальнейшем будут монтироваться остальные элементы. Чаще всего это трубчатые конструкции с регулировочными ножками;
- рабочий стол. На него устанавливается заготовка. Основные требования к материалам: идеально ровная поверхность, отсутствие дефектов, способных повредить ламинированный лист;
- прижимы для заготовки. Они необходимы для фиксации деревянного листа для обрезания его части определенного размера;
- подвижная каретка. Это несущий элемент для пильного блока. Чаще всего изготавливается из двутавровой балки или двух труб круглого сечения;
- защитные кожухи.
Это самая простая конструкция форматно-раскроечного станка, которую можно сделать своими руками из подручных материалов. Одним из главных условий их выбора является надежность и возможность выдерживать механические нагрузки, постоянную вибрацию. Любой самодельный форматник должен отвечать этим требованиям.
В некоторых конструкциях пильные диски располагаются по разным сторонам относительно заготовки. Отрезной находится внизу, а основной вверху. Это значительно улучшает качество реза, но усложняет процесс изготовления.
Порядок изготовления форматно раскроечного станка

Самодельный форматно-раскроечный станок
После составления оптимальной схемы и выбора комплектующих можно приступать непосредственно к процессу производства оборудования. Для этого потребуется сварочный аппарат, болгарка с диском по металлу, электродрель, измерительный инструмент.
Сначала изготавливается станина. Для этого применяются трубы квадратного или круглого сечения. Они обрезаются согласно схеме изготовления и крепятся между собой с помощью струбцин. После проверки размеров и правильного расположения компонентов можно приступать к сварке. Для увеличения жесткости конструкции рекомендуется установить несколько профилей между ножками станины.
Последующие этапы самостоятельного изготовления форматно-раскроечного станка.
- Подвижная каретка. Сначала устанавливаются направляющие. Это может быть балка или две трубы круглого сечения соединенные между собой. В конструкции самой каретки должны присутствовать ролики для плавного передвижения.
- Рабочий стол. Помимо требований к его поверхности стол является компонентом устойчивости всей конструкции. Специалисты рекомендуют делать его из двух материалов. Основа изготавливается из стального листа толщиной не менее 3 мм, рабочая поверхность — из листа ДСП, на ней же крепятся измерительные линейки.
- Прижимы для листов. Это может быть рычажный механизм любой конфигурации. Определяющим условием является относительно большая площадь фиксирующих компонентов. Давление на поверхность заготовки не должно оказать разрушающего воздействия.
В качестве дополнительных компонентов можно сделать узел изменения высоты дисков относительно поверхности деревянного листа. Для этого необходимо предусмотреть механизм подъема и последующей фиксацией блока резки относительно заготовки. На практике подобные механизмы не делают. Это обусловлено значительным повышением трудоемкости работ, закупки дополнительных комплектующих или их самостоятельное изготовление.
По окончании изготовления режущий блок подключается к стружкоотсосу. Перед полноценной эксплуатацией следует провести ряд испытательных работ. Во время выполнения контролируется качество реза, плавный ход пилы, отсутствие ощутимых вибраций.
В видеоматериале показан самодельный станок в процессе работы:
Примеры чертежей и фото
При рассмотрении того, какое оборудование требуется для качественного самостоятельного изготовления мебели следует обратить внимание на форматно-раскроечный станок. Многие специалисты утверждают, что форматно-раскроечный станок при необходимости можно сделать самостоятельно. Рассмотрим все особенности самостоятельного создания станка для обработки дерева.

Самодельный форматно-раскроечный станок со стружкоотсосом
Предназначение форматно-раскроечного станка
Форматно-раскроечный станок используется для раскроя в поперечном или продольном направлении с возможностью выдерживания заданного угла, а также обрезки и раскроя щитовых заготовок.
К особенностям использования форматно-раскроечного станка можно отнести:
- При его использовании можно получить готовую продукцию высокого качества. Это связано с тем, что раскройка и другие технологически процессы проходят с высокой точностью.
- Предназначение станка кроется в задаче основных параметров оборудованию, после чего деталь будет более подготовленной к дальнейшей обработке.
- Некоторые модели могут проводить поштучную раскройку, другие предназначены для обработки целого пакета.
При рассмотрении функционала достаточно важно обратить внимание на то, с какими материалами может работать форматно-раскроечный станок. Самодельный и промышленный вариант исполнения рассматриваемого оборудования предназначен для работы с:
- ДСП, ДВП, МДФ;
- облицовочным пластиком и композитными листовыми материалами;
- порода массива дерева не определяет возможность использования оборудования;
- заготовки из шпона и меламина также могут обрабатывать на форматно-раскроечной станке;
- ламинированный и бумажные заготовки.
Существенным ограничением по области применения можно назвать то, что заготовка должна иметь точные геометрические размеры, то есть массив дерева или другой материл должен пройти первичную обработку.
Целесообразно использовать форматно-раскроечный станок на мелкосерийном производстве. Многие мелкие, средние и достаточно крупные фабрики по производству мебели устанавливают подобное оборудование с автоматизированной системой обработки. Для бытового применения в большей степени самодельный вариант исполнения, так как он будет обладать меньшей стоимостью, а процесс наладки и обслуживания можно провести самостоятельно. В домашней мастерской многие решают установить самодельный форматно-раскроечный станок по причине того, что он проводит раскройку заготовок с высокой точностью и качеством. При использовании обычной пилорамы есть вероятность нарушения правильности геометрии, а также торцевая поверхность может иметь другого рода дефекты.
Особенности конструкции
Для того чтобы сделать раскроечный станок своими руками следует разобраться с его конструктивными особенностями. Следует отметить, что стандартная конструкция представлена следующими узлами:
- Станина – элемент, служащий основанием для всей конструкции. Также станина предназначена для гашения части вибрации.
- Рабочего подвижного и неподвижного стола.
- Пильного узла, который состоит из 2-х пильных дисков, регулируемых фиксаторв.

Основные узлы оборудования
Подвижный стол имеет достаточно сложную конструкцию, которая состоит из тележки, опорной рамы, линейки, сепаратора, каретки. Практически все узлы изготавливаются из металла.
Пильный узел
Важным элементом конструкции можно назвать пильный узел. Самодельный вариант исполнения зачастую представлен сварной конструкцией, так как подобный метод соединения элементов позволяет эффективно бороться с вибрацией, возникающий при пилении. Главной проблемой рассматриваемого технологического процесса является образование на облицовке сколов, которые снижают качество получаемого материала. Именно поэтому пильный узел имеет два пильных диска, что и позволяет исключить вероятность появления проблемы.

Устройство пильного узла
К особенностям пильного агрегата можно отнести:
- Узел цельный, зачастую его отливают из чугуна.
- Некоторые модели могут иметь один электродвигатель, но зачастую устанавливают два – для каждой пилы.
- Ременная передача используется для того чтобы привести в движение подрезной диск. Отметим, что наличие ременной передачи – обязательное условие обеспечения длительной работы электродвигателя, так как подобный способ передачи усилия позволяет сгладить нагрузку, оказываемую на выходной вал электродвигателя.
- Диаметр пильных дисков может достигать 120 миллиметров. Изготавливают их из инструментальной стали, так как она более устойчива к истиранию.
- Электродвигатель через ременную передачу с различными шкивами должен обеспечивать до 8000 об/мин. Отметим, что чем выше показатель, тем более качественную поверхность можно получить. Однако повышение частоты приводит к уменьшению величины подачи и возникновению конструкционных проблем из-за оказания большой нагрузки на узел.
Важно отметить тот момент, что сделанный своими руками вертикальный форматно станок может иметь поворотный пильный узел. Сделать его достаточно сложно, необходим для проведения распила под углом.
Основная пила
Разрабатывая форматно раскроечный станок дома своими руками чертежи следует учитывать, что вращение основной пилы должно быть с частотой 4-6 тысяч оборотов в минуту. При снижении показателя есть вероятность повреждения кромки. Если при создании конструкции использовать современный электродвигатель, то есть возможность регулировать чистоту вращения согласно особенностям обрабатываемого материала. Мощность электродвигателя должна варьировать в пределе от 3 до 5 кВт. С увеличением показателя мощности существенно повышается производительность, но также и расходы из-за потребления большего количества электричества. Провести регулировку можно также путем подбора шкивов ременной передачи, однако подобная перенастройка форматно-раскроечного станка требует определенного времени и расчетов.
В большей части моделей высота пропила и положение пилы регулируется путем передвижения всего пильного агрегата. При этом обеспечить подобную регулировку можно двумя основными методами:
- по вертикальным направляющим;
- за счет качения вокруг горизонтальной оси.
Также важным параметром можно назвать то, на какую высоты подымается пила относительно стола, так как этот показатель определяет максимальную толщину пропила.
Для перемещения заготовки во многих случаях используется роликовая тележка. Тележка движется по стальным направляющим, для чего в конструкцию включены сепаратор с шариками или роликами. Компенсаторы и регуляторы могут выглядеть различным образом, все зависит от достигаемой точности и качества при обработке.
Особенности подвижного стала
Большие трудности возникают при создании подвижного стола. Эта поверхность выступает в качестве базирующей поверхности, поэтому она должна выдерживать оказываемое воздействие. Нагрузка оказывается на саму каретку и соединительный элемент.
Из-за конструктивных особенностей на месте контакта шариков и роликов возникает довольно большая нагрузка. Именно поэтому создавая свой форматно-раскроечный станок следует использовать специальные направляющие, которые не создают люфт при работе. От этого напрямую зависит точность обработки.
В качестве направляющих могут использоваться:
- ролики;
- шарики;
- комбинация роликов и шариков.
Наиболее популярной схемой является сочетание алюминиевой каретки и стальных направляющих, на которые устанавливаются линейные подшипники.
При самостоятельном изготовлении направляющих следует учитывать нижеприведенные моменты:
- сами направляющие могут быть выполнены в виде стальных полос;
- встраивание направляющих проводится таким образом, чтобы можно было размещать шарики в два канала.
Рассматриваемая схема позволяет раскрыть возможности рассматриваемого оборудования, так как нагрузка может эффективно гаситься в любом направлении. Для того чтобы они работали на протяжении нескольких лет следует выбирать материал для их изготовления, который был подвержен термической обработке.
В последнее время направляющие стали изготавливать из пластика. Достигнуть необходимой точности передвижения можно только в случае использования алюминиевого профиля с большим количеством внутренних ребер.
В заключении при рассмотрении вопроса того, как сделать форматно раскроечный станок отметим то, что самодельные варианты исполнения по показателю точности и функциональности существенно уступает моделям промышленного производства. Это связано с тем, что из-за наличия большого количества подвижных элементов существенно понижается жесткость конструкции. Самостоятельно создать направляющие, которые будут обеспечивать точное базирование заготовки, достаточно сложно.
Что бы сделать форматно раскроечный станок своими руками необходимо:
Как сделать кромкообрезной станок своими руками
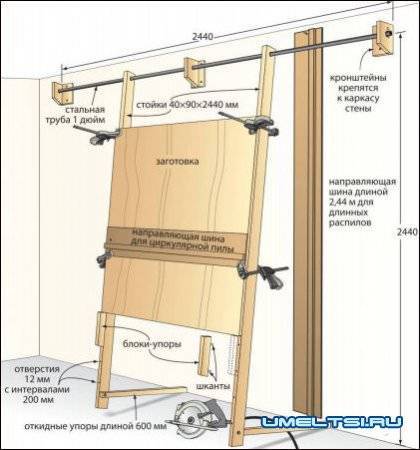
Первым делом закрепить болтами откидные упоры длиной 600 мм на нижних концах стоек сечением 40×90 мм. Внизу стоек сделайте 12-миллиметровые отверстия с шагом 200 мм для шкантов, фиксирующих переставные блоки-упоры. У верхних концов стоек и в трех настенных кронштейнах просверлите отверстия диаметром 38 мм для стальной трубы диаметром 1 дюйм. На концах трубы сделайте отверстия для шплинтов. Труба продевается в отверстия кронштейнов и стоек, а затем фиксируется шплинтами. Для работы расставьте стойки так, чтобы обеспечить поддержку внешних краев заготовки. Если нужно распилить поперек целый лист, поставьте его торцом на пол и прижмите струбцинами к стойкам выше линии раскроя, чтобы струбцины не были помехой для пилы. Для раскроя меньшего куска, а также когда нужно распилить целый лист вдоль, поставьте его на блоки-упоры, чтобы расположить на удобной высоте, и зафиксируйте струбцинами к стойкам.
Чтобы точно установить направляющую шину для циркулярной пилы, закрепите у одного края струбцину ниже линии разметки и положите на нее один конец направляющей, зафиксировав второй конец, переходите к первому и окончательно его выровняйте.
Для этой цели можно даже самому собрать промышленное оборудование — раскроечный станок.
Изготовление самодельного форматно-раскроечного станка
1) Формируется основная опорная рама, на которую будет ложиться полотно. Можно изготовить самостоятельно из металлических уголков или профиля или взять уже готовую, к примеру, со старой пилорамы или другой установки.
На готовую раму укладывается полотно с пропилом для хода распилочных дисков. Поверхность полотна должна быть ровной и гладкой, чтобы обеспечивать нормальное скольжение листов ДСП.
2) Потом изготавливаем каретку из листов прочного ДСП или подобного материала. Она позволит надежно зафиксировать две пилы и свободно перемещать их по направляющим. Между собой листы соединяются в четырех углах посредством конусного вала на таком расстоянии, чтобы вал четко двигался по направляющим.
Наверху каретки монтируется автомат пуска пилорамы. Под кареткой прочно закрепляется первая и вторая пила с фронтальным расположением дисков. Диски следует закрыть специальным экраном. Лучшим вариантом станет прозрачный материал.
3)Для изготовления направляющих потребуется две трубы большого диаметра. Между собой они соединяются посредством металлической полосы. Поверхность должна быть гладкой без дефектов.
На краю стеллажа располагается упор. По высоте упор должен с легкостью выдерживать прислоненный лист или деталь. Рядом с упором размещается металлическая линейка, ноль которой должен располагаться у распила полотна. Она позволит вычислять размер на месте.
4)Перпендикулярно упору размещается прижимной механизм. Предварительно прижимной механизм изготавливается из металлического профиля. Крепится болтами.
5)К верху экрана подвижной каретки крепится гибкая гофра, а другой ее конец вместе с приводом крепится на стену у вентиляционного люка. На стену под вытяжкой монтируется автомат пуска.
Станок готов к пуску и ведению раскроечных работ. Перед включением пилы, обязательно нужно включить вытяжку для соблюдения чистоты в помещении.
Видео: самодельный форматнораскроечный станок
Форматно-раскроечный станок – это основной вид оборудования, который применяют при изготовлении мебели.
Станки осуществляют раскрой ДСП, ЛДСП, МДФ и ДВП. Основное их свойство – точность распила, от которого зависит качество готовой мебели и создание скошенной кромки.
Эксплуатация
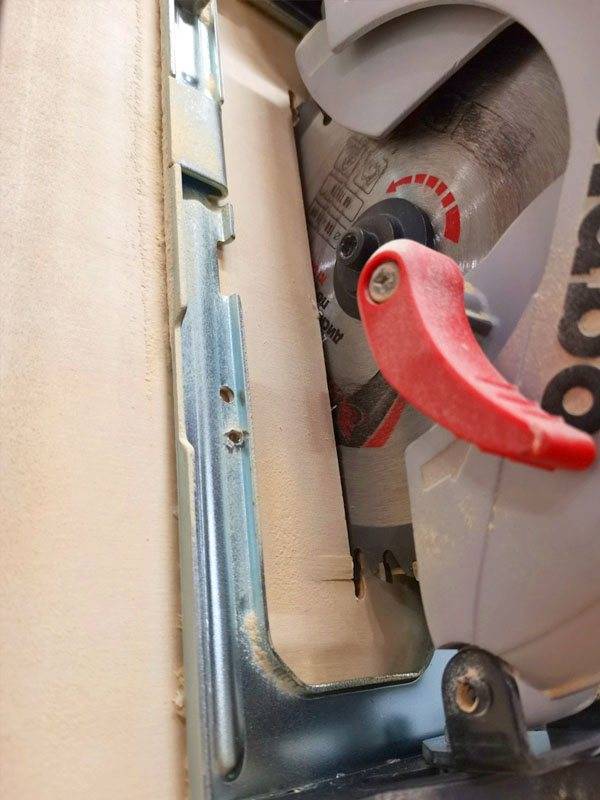
Этот же принцип мы использовали в данной конструкции. Пильный диск вплотную подходит к плите каретки

Зазор между фанерой каретки и диском минимальный — так мы избегаем больших сколов
Тыльная сторона листа точно будет с идеальным резом, а вот лицевая может сколоться. Задача простая — лист, который мы будем пилить, должен прижаться к листу каретки форматника. Мы будем пилить фанеру 4, 6 и 10 мм. Поэтому просвет между плоскостью наклонного «стола» форматника и самой кареткой мы выставили 20 мм, чтобы можно было одновременно пилить несколько листов (5 листов по 4мм, три листа по 6мм или 2 листа по 10 мм).
Поэтому когда нужно отпилить только один лист, то под него подкладываем обрезок нужной толщины.

Материал нужно прижать к листу каретки, чтобы не было сколов. Используем подкладки из обрезков

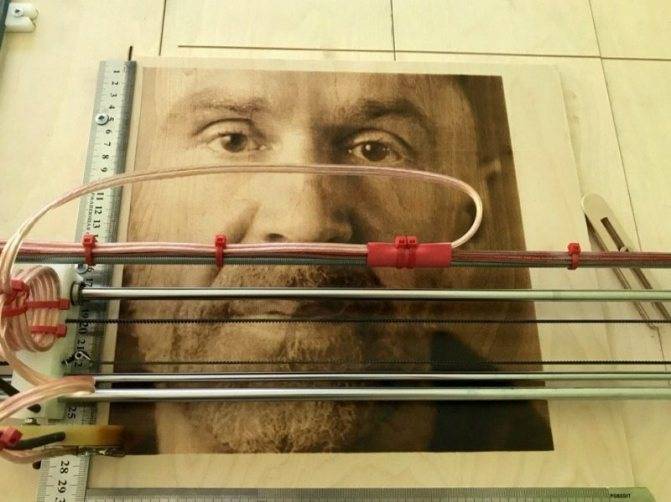
Также на наклонном столе я сделал разметку и упоры под стандартные для нас размеры фанеры.
Теперь процесс роспуска фанеры заметно ускорился, а рез оказался очень неплохим
Полезные советы

Чтобы эксплуатация проходила безопасно, в помещении, где он установлен, рекомендуется устроить хорошую вентиляцию вытяжного типа. В этом случае частички древесины не смогут накапливаться и воспламеняться от случайной искры, которая может возникнуть от рабочего мотора
Следует помнить, что скорость вращения пил достаточно высокая, поэтому при работе необходимо действовать осторожно

Прижимать листовой материал лучше всего специальной лапой, проворачивая эксцентрик, перемещаемый оператором вручную. Вместо шкалы для измерения можно воспользоваться готовой линейкой от старого оборудования либо рулетки. Упор фиксируется эксцентриком либо винтом с крупной резьбой. Для соблюдения техники безопасности все подвижные участки оборудования обязательно прикрываются съемной экранировкой из стали. Пильный узел должен быть расположен на безопасном расстоянии от того места, где находится оператор.
Стружкоудаление
После первых запусков вскрылась еще одна неприятная особенность — когда начинаешь резать лист сверху, то вся стружка красивым фонтаном летит ровно на голову оператору. Поэтому быстро стали решать вопрос с удалением стружки, пока оператору приходилось ходить в технической кофте с капюшоном и очках.
К тому моменту у нас назрело приобретение стружкоотсоса, чтобы вытягивать пыль от 2х фрезерных чпу, циркулярного станка, места шкурения шлифмашинкой и от будущего форматника. Раз приборов много, то взяли стружкоотсос Jet 2300 2.2 кВт с 2мя мешками за 35 тр (подобный на 1 мешок стоит 25 тр).

Стружкоотсос, без которого голова работника постоянно была в опилках от пиления
В принципе, если бы у меня был только один форматник, то я бы приделал к нему пылесос с длинным шлангом. В этом варианте резоннее подобрать циркулярку с патрубком для шланга пылесоса. А пылесос лучше взять с большим мешком и со встроенной розеткой для ручного инструмента (форматник подключить через него). Тогда при включении форматника пылесос включится автоматически и также выключится после выключения пилы (я пользуюсь пылесосом Керхер с тканевыми мешками, но предпочел бы мешок по больше). Но в моем случае выбор в пользу стружкоотсоса был очевиден — к каждому станку пылесос не поставишь (по деньгам выйдет то же, но будет очень шумно и большая нагрузка на сеть). Из канализационных труб собрал воздуховоды под потолком, проклеил внутри алюминиевым скотчем для снятия статики и развел ко всем станкам.

Это не канализация под потолком))), а воздуховоды для отвода стружки до стружкоотсоса
Чтобы не бегать каждый раз до стружкоотсоса, чтобы включить его, кнопку включения вынесли и подвесили под потолком в середине комнате.
Чтобы подключить его к форматнику, я смастерил все из той же фанеры и поворота от воздуховода (купил в строительном магазине) небольшой кожух, который одевается поверх циркулярки. Одевается он туго, поэтому крепления не потребовались. В любой момент можно легко снять, чтобы сменить диск. Признаю, смотрится колхозно, но мне уже было не до красоты — нужно было решить вопрос как можно быстрее, и было не до красоты. Как обычно, все временное становится постоянным. Может, как нибудь переделаю.

Насадку сделал колхозно на скорую руку, но нужно было быстро решить этот вопрос

Насадка упруго одевается, поэтому не понадобилось придумывать никаких креплений
Кстати, по поводу смены диска — моя циркулярка имеет погружную конструкцию, то есть диск можно вытащить полностью, не снимая циркулярку со станка. Это опять же упрощает эксплуатацию.
Какие недостатки обнаружились и что я бы переделал
- Диаметр валов 20 мм. Профессиональные форматники используют валы по 40 мм, поэтому их сложно изогнуть при раскрое. Почему не взяли 40 мм? Если честно, задушила жаба — один вал 2 метра диаметром 40 мм стоит почти 10 тыс руб. А их нужно 2 (напомню, весь форматник вышел в 10-11 тыс руб вместе с циркуляркой). Если решите собрать на мебельной штанге (для плечиков) — сразу не советую — у нас полнотелые 20 мм валы немного изгибаются, а штанги просто погнет.
- Деревянный каркас. Дерево имеет свойство «гулять» и рассыхаться. Поэтому какие-то бруски может немного погнуть от изменения влажности. Алюминиевая рама из станочного профиля обошлась бы в 30-40 тыс руб. Из простых квадратных труб из алюминия примерно вдвое дешевле, но у них жесткость на изгиб ниже, чем у станочного профиля. По идее, можно ключевые места укрепить металлическими уголками (речь про погонажные изделия, а не угловые крепления деталей под углом 90 град). Но опять же рама прикреплена к полу и стене, а проблема изгибания решается периодической регулировкой положения валов.
- Фанеру все же предпочтительно взять ламинированную, а не простую ФК. Так листы будут ездить веселее. Почему мы не использовали ламинированную? Потому что на нашем складе была только ФК, а отдельно заказывать лист ламинированной желания и времени не было. Возможно, исправим в будущей модификации.
- Втулки из полипропилена для скольжения подвижной каретки иногда немного подклинивают и они посвистывают. Сейчас я бы сделал чуть иначе, но показываю именно так, как это было у меня в процессе изготовления
- Вместо валов с противовесом лучше все же поискать трос с «рулеткой с обратной тягой» (прошу прощения — точное название не искал этого узла). Должно выйти не дороже моего варианта, но собрать будет такую конструкцию будет проще. Плюс, пропадет лишнее сопротивление в роликах, которые я использовал над станком.
P.S. Если вы впервые на нашем сайте и интересуетесь столяркой, то посмотрите какие классные вещи делает наш станок ЧПУ выжигатель Пиропринтер (это не краска — это ВЫЖИГАНИЕ):
О самом станке ПИРОПРИНТЕР можно почитат тут
Форматно-раскроечный станок своими руками: чертежи, видео, фото
По мере развития проекта Пиропринтер, нашей команде приходится оптимизировать какие-то процессы. Нам давно требовалось сделать какой-то станок или приспособление для быстрого и аккуратного роспуска фанеры для последующей фрезеровки. Не буду утомлять, сразу покажу результат, который мы получили:
Вот такой форматно-раскроечный станок мы сделали своими руками Поясню сразу — мы не мебельное производство, где форматник — это один из основных инструментов.
И к нему идет требование обязательного наличия подрезного пильного диска для пиления без малейших сколов и высокой производительности.
Раскрой фанеры (и другого листового материала) для нас — это вспомогательный производственный процесс, не требующий высокого качества реза.
Те, кто когда-либо сталкивался с раскроем листов фанеры (1,5*1,5м), знают, что распиливание сопровождается рядом сложностей:
- Лист громоздкий и требуется много места, если пилить его в горизонтальном положении;
- При раскрое поперек волокон появляется много сколов;
- Выдержать ровную линию от края до края, просто отпиливая по нарисованной линии не просто — рез немного плывет.
Исходные требования были простыми: нужен бюджетный вариант форматно-раскроечного станка, который можно собрать своими руками. Рез должен быть прямым и без сколов. При раскрое тратить минимум времени на выставление размеров. Форматник должен занимать минимум места.
Назначение форматно раскроечного станка
Основные функции форматно-раскроечного станка заключаются в формировании ровного реза на поверхности ламинированного ДСП или ДВП. При этом предъявляются особые требования к качеству кромки.
Внешне конструкция напоминает простую пилораму. Разница заключается в жесткой фиксации заготовки относительно режущих компонентов. Для увеличения качества присутствуют два диска различных диаметров. Один из них больше другого и вращается в обратную сторону. Это дает возможность уменьшить вероятность появления сколов на торце деревянной поверхности.
При изготовлении самодельной конструкции следует учитывать такие моменты:
- устойчивость оборудования во время работы;
- наличие измерительных инструментов для предварительной раскройки деревянного листа.
- размеры рабочего стола. Они напрямую зависят от габаритов заготовки;
- меры безопасности. Это относится к оборудованию и рабочему персоналу. Для удаления стружки обязательно должен присутствовать вытяжной механизм, режущие компоненты находятся под специальным чехлом.
Важным фактором является предварительный расчет всех элементов конструкции. Она должна выполнять свои функции в зависимости от степени нагрузки. Одним из недостатков форматно-раскроечного станка является невозможность формирования резов фигурной формы. Для этого необходимы другие типы оборудования.
Во время анализа заводских моделей следует учитывать толщину обрабатываемого материала и его удельную плотность. Это повлияет на выбор пильных дисков.
Почему решили сделать форматно-раскроечный станок своими руками, а не купили готовый?
Самый дешевый готовый форматник с горизонтальным расположением листа стоит 220 тыс руб. (марка Jet).
Пример готового горизонтального форматника. С листом фанеры он занимает очень много места
В данной конструкции есть подрезная пила. И по идее можно было самим собрать что-то подобное из готового циркулярного (распиловочного) станка или ручной циркулярной пилы. Самый простой дешевый циркулярный станок стоит 7 тыс руб, что-то по серьезнее обойдется в 30 тыс руб.
А со свободным местом у нас в мастерской проблематично (напомню, что раскрой фанеры — у нас вспомогательная функция). Поэтому нам подходил только вертикальный форматно раскроечный станок.
Самый простой вертикальный форматник обойдется в 230 тыс руб.
Бюджетный вариант вертикального форматинка, который нам не очень понравился
Тот, что нам понравился стоит около 300 тыс руб (причем, это бюджетный, так как серьезные форматники стоят от 500 тр до 1,5 млн). Правда, я нашел вариант на авито самодельный на металлической раме с закрепленной на нем простой ручной циркулярной пилой за 100 тыс руб. (+доставка).
Да, есть еще и простое готовое решение — пилить вдоль специальной шины (если ваша модель циркулярки предусматривает пазы под шину и шина под вашу пилу в принципе существует). Так рез будет ровным.
Но есть некоторые неудобства, связанные с шиной: долго размечать и выставлять, руки находятся в напряжении от веса циркулярки, распускать так придется либо в горизонтальном положении листа или как-то его фиксировать на расстоянии от пола, не удобно длинную шину использовать для распила коротких кусков фанеры и пр.
Изготовление самодельного форматно-раскроечного станка
1) Формируется основная опорная рама, на которую будет ложиться полотно. Можно изготовить самостоятельно из металлических уголков или профиля или взять уже готовую, к примеру, со старой пилорамы или другой установки.
На готовую раму укладывается полотно с пропилом для хода распилочных дисков. Поверхность полотна должна быть ровной и гладкой, чтобы обеспечивать нормальное скольжение листов ДСП.
2) Потом изготавливаем каретку из листов прочного ДСП или подобного материала. Она позволит надежно зафиксировать две пилы и свободно перемещать их по направляющим. Между собой листы соединяются в четырех углах посредством конусного вала на таком расстоянии, чтобы вал четко двигался по направляющим.
Наверху каретки монтируется автомат пуска пилорамы. Под кареткой прочно закрепляется первая и вторая пила с фронтальным расположением дисков. Диски следует закрыть специальным экраном. Лучшим вариантом станет прозрачный материал.
3)Для изготовления направляющих потребуется две трубы большого диаметра. Между собой они соединяются посредством металлической полосы. Поверхность должна быть гладкой без дефектов.
На краю стеллажа располагается упор. По высоте упор должен с легкостью выдерживать прислоненный лист или деталь. Рядом с упором размещается металлическая линейка, ноль которой должен располагаться у распила полотна. Она позволит вычислять размер на месте.
4)Перпендикулярно упору размещается прижимной механизм. Предварительно прижимной механизм изготавливается из металлического профиля. Крепится болтами.
5)К верху экрана подвижной каретки крепится гибкая гофра, а другой ее конец вместе с приводом крепится на стену у вентиляционного люка. На стену под вытяжкой монтируется автомат пуска.
Станок готов к пуску и ведению раскроечных работ. Перед включением пилы, обязательно нужно включить вытяжку для соблюдения чистоты в помещении.
Видео: самодельный форматнораскроечный станок
Эксплуатация
Этот же принцип мы использовали в данной конструкции. Пильный диск вплотную подходит к плите каретки
Зазор между фанерой каретки и диском минимальный — так мы избегаем больших сколов
Тыльная сторона листа точно будет с идеальным резом, а вот лицевая может сколоться. Задача простая — лист, который мы будем пилить, должен прижаться к листу каретки форматника. Мы будем пилить фанеру 4, 6 и 10 мм. Поэтому просвет между плоскостью наклонного «стола» форматника и самой кареткой мы выставили 20 мм, чтобы можно было одновременно пилить несколько листов (5 листов по 4мм, три листа по 6мм или 2 листа по 10 мм).
Поэтому когда нужно отпилить только один лист, то под него подкладываем обрезок нужной толщины.

Материал нужно прижать к листу каретки, чтобы не было сколов. Используем подкладки из обрезков

Также на наклонном столе я сделал разметку и упоры под стандартные для нас размеры фанеры.
Теперь процесс роспуска фанеры заметно ускорился, а рез оказался очень неплохим
Особенности выбора
Если с типом и конфигурацией оборудования покупатель уже определился, то напоследок ему стоит обратить внимание также на следующие характеристики:
-
Мощность двигателя
. Лёгкие станки обладают мотором мощностью 1,5 – 2 кВт. Этого достаточно для распиливания тонкой фанеры и древесно-волокнистых плит. В случае с древесно-стружечными скорость раскроя будет невелика. Для резания одинарного слоя большого формата подойдёт станки мощностью до 4-х киловатт. Промышленные агрегаты, работающие от трёхфазной электросети, допускают раскроя материала пачками и стопками, а мощность их достигает 6 – 8 кВт.
- Размер диска. Станины и места крепления оснастки делают таким образом, чтобы модно было закрепить диск в определённом диапазоне величин. Минимальным стандартом считается диск 200 мм, а в тяжёлые и некоторые средние устройства можно установить и 550 мм. От данного параметра зависит максимальная толщина разрезаемого материала.
- Частота оборотов. От этого числа зависит скорость реза и производительность оборудования. В некоторых моделях есть регулировка числа оборотов. Для работы с древесиной и материалами на её основе обычно используется частота от 2500 до 6000 об/мин.
- Механизм каретки. Может быть сделан с использованием шариковых подшипников или роликовых устройств качения по алюминиевым направляющим. Шариковые каретки менее подвержены загрязнению, зато роликовые способны выдержать больший вес листов, уложенных на раскроечный стол и отличаются долгим сроком службы.
Раскроечно-форматный станок – это необходимое оборудование для производителей корпусной мебели, обладающее высокой степенью универсальности
При выборе и покупке станков обращайте пристальное внимание на гарантийное обслуживание и ремонт, так как любая поломка чревата простоями в работе
Форматно-раскроечные станки для обработки ДСП: обзор моделей
Итальянская компания ITALMAC (Omnia-3200BR). На любой раскроечный станок дается один год гарантии. Модель среднего классам может работать 8-10 часов. Отлично подходит для производства мебели. Наличие дополнительных столов и регулировка скорости пилы сделали этот станок универсальным. Подходит для распиловки разного размера ДСП.
Болгарская компания Brassa. Раскроечные устройства подходят для эксплуатации на протяжении целой рабочей смены.
Brassa S315 – предназначен для крупногабаритных заготовок. Идеальный вариант для распила паркета, ДСП, МДФ. Станок оснащен дополнительной металлической опорой, что позволяет обрабатывать крупногабаритные и тяжелые заготовки.
Американская компания HighPoint. Все устройства имеют дополнительные опции и приспособления.
Форматно-раскроечный станок Brassa S 315
HighPoint STS3200. Представитель «бизнес-класса», предназначен для полной рабочей смены. Устройство позволяет регулировать скорость вращения пильного диска. Благодаря этой функции можно обрабатывать материалы различной твердости. Дается гарантия на каретку (3 года) и на пильный узел (2 года).
PROMA PKS-315F. Оснащен долговечными направляющими, которые выполнены из хромированной стали. На угловом упоре находится градусная шкала, что позволяет производить распилку без предварительной разметки. к меню
к меню
Раскроечный станок своими руками
Основной рабочий компонент – это блок рез. В его состав входят два пильных диска, электродвигатель и раструб (подключение к стружкопылесосу). Комплектация станков своими руками предполагает использование заводской модели блока (самодельное оборудование может иметь проблемы в работе).
Компоненты для форматно-раскроечного станка своими руками:
- станина – трубчатая конструкция с регулировочными ножами;
- рабочий стол должен иметь идеально ровную поверхность, без наличия дефектов;
- прижимы;
- каретка (при изготовлении используют двутавровую балку или две трубы круглого сечения);
- защитные кожухи.
Необходимые инструменты:
- сварочный аппарат;
- болгарка;
- электродрель;
- измерительное устройство.
Для начала необходимо изготовить станину (используем трубы с квадратным или круглым сечением).
Самодельный форматно-раскроечный станок
Обрезаем их согласно схеме и прикрепляем друг к другу струбциной. Затем приступаем к сварке. Чтобы конструкция было более жесткой можно установить профили между ножками станины.
Этапы изготовления станка своими руками:
- Подвижная каретка. Устанавливаем направляющие. Можно использовать балку или две трубы с круглым сечением. Конструкция каретки должна быть снабжена роликами для плавного передвижения.
- Рабочий стол. В основе – стальной лист 3 мм. Рабочую поверхность делаем из листа ДСП.
- Прижимы – рычажные механизмы с относительно большой площадью.
В конце сборки режущий блок подключаем к стружкоотсосу.
data-full-width-responsive=»true» data-ad-client=»ca-pub-8514915293567855″data-ad-slot=»8040443333″>
С помощью форматно-раскроечных станков Вы можете:
- производить раскрой ДСП, ДВП, древесины, фанеры, ламинированных, шпонированных и облицованных плёнкой материалов, МДФ, пластика и оргстекла;
- выполнять распил высокого качества, без сколов;
- некоторые станки могут одновременно распиливать несколько листов ДСП, что актуально для производства крупных масштабов.
Какие недостатки обнаружились и что я бы переделал
- Диаметр валов 20 мм. Профессиональные форматники используют валы по 40 мм, поэтому их сложно изогнуть при раскрое. Почему не взяли 40 мм? Если честно, задушила жаба — один вал 2 метра диаметром 40 мм стоит почти 10 тыс руб. А их нужно 2 (напомню, весь форматник вышел в 10-11 тыс руб вместе с циркуляркой). Если решите собрать на мебельной штанге (для плечиков) — сразу не советую — у нас полнотелые 20 мм валы немного изгибаются, а штанги просто погнет.
- Деревянный каркас. Дерево имеет свойство «гулять» и рассыхаться. Поэтому какие-то бруски может немного погнуть от изменения влажности. Алюминиевая рама из станочного профиля обошлась бы в 30-40 тыс руб. Из простых квадратных труб из алюминия примерно вдвое дешевле, но у них жесткость на изгиб ниже, чем у станочного профиля. По идее, можно ключевые места укрепить металлическими уголками (речь про погонажные изделия, а не угловые крепления деталей под углом 90 град). Но опять же рама прикреплена к полу и стене, а проблема изгибания решается периодической регулировкой положения валов.
- Фанеру все же предпочтительно взять ламинированную, а не простую ФК. Так листы будут ездить веселее. Почему мы не использовали ламинированную? Потому что на нашем складе была только ФК, а отдельно заказывать лист ламинированной желания и времени не было. Возможно, исправим в будущей модификации.
- Втулки из полипропилена для скольжения подвижной каретки иногда немного подклинивают и они посвистывают. Сейчас я бы сделал чуть иначе, но показываю именно так, как это было у меня в процессе изготовления
- Вместо валов с противовесом лучше все же поискать трос с «рулеткой с обратной тягой» (прошу прощения — точное название не искал этого узла). Должно выйти не дороже моего варианта, но собрать будет такую конструкцию будет проще. Плюс, пропадет лишнее сопротивление в роликах, которые я использовал над станком.
P.S. Если вы впервые на нашем сайте и интересуетесь столяркой, то посмотрите какие классные вещи делает наш станок ЧПУ выжигатель Пиропринтер (это не краска — это ВЫЖИГАНИЕ):
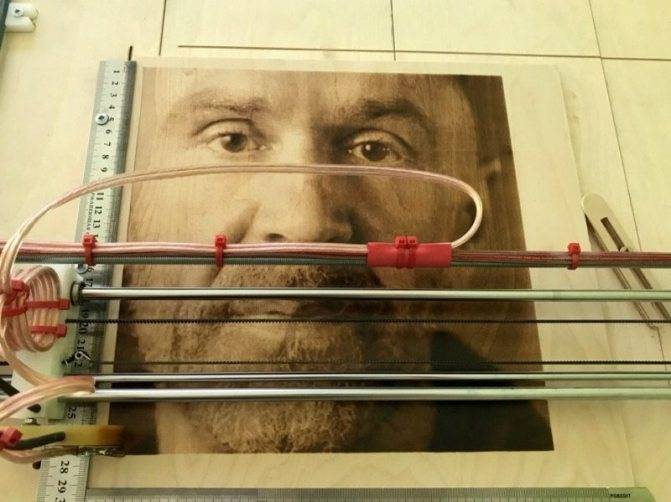
О самом станке ПИРОПРИНТЕР можно почитат тут
Форматно-раскроечный станок своими руками: чертежи, видео, фото
По мере развития проекта Пиропринтер, нашей команде приходится оптимизировать какие-то процессы. Нам давно требовалось сделать какой-то станок или приспособление для быстрого и аккуратного роспуска фанеры для последующей фрезеровки. Не буду утомлять, сразу покажу результат, который мы получили:
Вот такой форматно-раскроечный станок мы сделали своими руками Поясню сразу — мы не мебельное производство, где форматник — это один из основных инструментов.
И к нему идет требование обязательного наличия подрезного пильного диска для пиления без малейших сколов и высокой производительности.
Раскрой фанеры (и другого листового материала) для нас — это вспомогательный производственный процесс, не требующий высокого качества реза.
Те, кто когда-либо сталкивался с раскроем листов фанеры (1,5*1,5м), знают, что распиливание сопровождается рядом сложностей:
- Лист громоздкий и требуется много места, если пилить его в горизонтальном положении;
- При раскрое поперек волокон появляется много сколов;
- Выдержать ровную линию от края до края, просто отпиливая по нарисованной линии не просто — рез немного плывет.
Исходные требования были простыми: нужен бюджетный вариант форматно-раскроечного станка, который можно собрать своими руками. Рез должен быть прямым и без сколов. При раскрое тратить минимум времени на выставление размеров. Форматник должен занимать минимум места.
Назначение форматно раскроечного станка
Основные функции форматно-раскроечного станка заключаются в формировании ровного реза на поверхности ламинированного ДСП или ДВП. При этом предъявляются особые требования к качеству кромки.
Внешне конструкция напоминает простую пилораму. Разница заключается в жесткой фиксации заготовки относительно режущих компонентов. Для увеличения качества присутствуют два диска различных диаметров. Один из них больше другого и вращается в обратную сторону. Это дает возможность уменьшить вероятность появления сколов на торце деревянной поверхности.
При изготовлении самодельной конструкции следует учитывать такие моменты:
- устойчивость оборудования во время работы;
- наличие измерительных инструментов для предварительной раскройки деревянного листа.
- размеры рабочего стола. Они напрямую зависят от габаритов заготовки;
- меры безопасности. Это относится к оборудованию и рабочему персоналу. Для удаления стружки обязательно должен присутствовать вытяжной механизм, режущие компоненты находятся под специальным чехлом.
Важным фактором является предварительный расчет всех элементов конструкции. Она должна выполнять свои функции в зависимости от степени нагрузки. Одним из недостатков форматно-раскроечного станка является невозможность формирования резов фигурной формы. Для этого необходимы другие типы оборудования.
Во время анализа заводских моделей следует учитывать толщину обрабатываемого материала и его удельную плотность. Это повлияет на выбор пильных дисков.
Почему решили сделать форматно-раскроечный станок своими руками, а не купили готовый?
Самый дешевый готовый форматник с горизонтальным расположением листа стоит 220 тыс руб. (марка Jet).
Пример готового горизонтального форматника. С листом фанеры он занимает очень много места
В данной конструкции есть подрезная пила. И по идее можно было самим собрать что-то подобное из готового циркулярного (распиловочного) станка или ручной циркулярной пилы. Самый простой дешевый циркулярный станок стоит 7 тыс руб, что-то по серьезнее обойдется в 30 тыс руб.
А со свободным местом у нас в мастерской проблематично (напомню, что раскрой фанеры — у нас вспомогательная функция). Поэтому нам подходил только вертикальный форматно раскроечный станок.
Самый простой вертикальный форматник обойдется в 230 тыс руб.
Бюджетный вариант вертикального форматинка, который нам не очень понравился
Тот, что нам понравился стоит около 300 тыс руб (причем, это бюджетный, так как серьезные форматники стоят от 500 тр до 1,5 млн). Правда, я нашел вариант на авито самодельный на металлической раме с закрепленной на нем простой ручной циркулярной пилой за 100 тыс руб. (+доставка).
Да, есть еще и простое готовое решение — пилить вдоль специальной шины (если ваша модель циркулярки предусматривает пазы под шину и шина под вашу пилу в принципе существует). Так рез будет ровным.
Но есть некоторые неудобства, связанные с шиной: долго размечать и выставлять, руки находятся в напряжении от веса циркулярки, распускать так придется либо в горизонтальном положении листа или как-то его фиксировать на расстоянии от пола, не удобно длинную шину использовать для распила коротких кусков фанеры и пр.