В процессе изготовления современной корпусной мебели используется большое количество самого разного оборудования, в том числе и форматно-раскроечные станки. Эти станки предназначены для обработки древесины, полноформатных древесно-стружечных плит с покрытием или без его, фанеры, ДВП, МДФ-панелей, шпона и разных видов облицовочного пластика. С помощью форматно-раскроечного станка выполняют продольное, поперечное и угловое разрезание материала с целью придания ему определенной формы и размеров. Упрощенный вариант такого оборудования не останется без работы в домашней мастерской и вполне может быть изготовлен из подручных средств собственными руками.
Конструкция
Основными частями форматно-раскроечного станка являются:
- Станина – этот элемент воспринимает на себя основную нагрузку во время работы станка. На станину крепятся все остальные навесные элементы;
- Неподвижный рабочий стол – на него укладывают лист обрабатываемого материала, а также крепят рамку с прижимами, упор и линейку;
- Направляющие для подвижной каретки;
- Дополнительный подвижный стол (на нем установлена каретка пильного узла, электродвигатели и привод пильного узла);
- Пильный узел, который состоит из двух дисковых пил, которые вращаются навстречу друг другу;
- Защитные кожухи.
Как сделать форматно-раскроечный станок
- Изготовление станка начинается со станины. В качестве материала для нее хорошо подходят стальные трубы квадратного или прямоугольного сечения, из которых сваривается пространственная ферма. Габаритные размеры рамы выбираются исходя из того, насколько большие листы вы планируете обрабатывать, вдобавок к этому необходимо учесть вылет направляющих для каретки пильного узла. Сначала закрепляем элементы будущей рамы с помощью струбцин и начерно прихватываем их между собой. После проверки геометрии рамы на параллельность и перпендикулярность её основных несущих частей, они окончательно свариваются между собой.
- В качестве направляющих для подвижной каретки пильного узла можно использовать профиль в виде двутавра или швеллера. Такая форма профиля обеспечивает его достаточную жесткость, а также хорошо подходит в качестве опорной поверхности для качения роликов каретки. Крепление профиля к раме станка производится с помощью болтовых соединений. Для этого, в верхних трубах рамы с той стороны, где будет перемещаться каретка (обычно это слева от оператора) с помощью сверла выполняется ряд отверстий на равном расстоянии друг от друга. Необходимо тщательно разметить отверстия, так как от этого во многом зависит точность установки направляющих. Кроме этого, желательно проверить кривизну профиля в вертикальной плоскости, так как от этого будет зависеть, насколько ровным будет пропил в обрабатываемом материале.
- Неподвижный стол служит опорой для листовой заготовки, которая обрабатывается на данном станке. Его можно изготовить из любого материала, который обладает толщиной 10…15 мм и имеет ровную гладкую поверхность (например, ламинированное ДСП или толстая фанера). На краю стола при помощи винтов будут закреплены кронштейны для прижима заготовки, измерительная линейка, а также подвижный упор.
- Подвижная каретка является одним из самых ответственных узлов форматно-раскроечного станка. Именно она при помощи опорных роликов передвигается на направляющих и служит основой для закрепления электродвигателей привода дисковых пил. Перемещение каретки осуществляется либо вручную, либо с помощью тросового привода и дополнительного мотора. В нашем случае каретка изготавливается методом сварки из квадратных труб и листового металла толщиной 5…10 мм, что обеспечивает ей хорошую жесткость. Опорные ролики вытачиваются из стали или прочного капрона. По внешнему виду каретка напоминает собой прямоугольный короб, к нижней части которого при помощи болтов закреплены два электродвигателя мощностью 3-3,5 кВт, а сверху расположен пильный узел.
- Вращение дисковых пил осуществляется с помощью ременной передачи, один шкив которой закреплен на валу электродвигателя, а второй жестко соединен с валом, на котором сидит посадочный фланец для пилы. В качестве заготовки для этого узла можно взять пильный блок с любой подходящей по размерам заводской циркулярной пилы. Там все детали уже подогнаны по размерам и просчитаны на прочность. Аналогичным образом обеспечивается вращение в обратном направлении второй дисковой пилы, расположенной впереди основного инструмента на небольшом расстоянии. Эта пила нужна нам для того, чтобы обеспечить ровный пропил без сколов на обрабатываемом материале. Передаточное отношение шкивов подбирается таким образом, чтобы обеспечить частоту вращения пил в диапазоне 4-6 тысяч оборотов в минуту.
- Механизм регулировки положения пильного узла по высоте представляет собой четыре болта с широкими шайбами, которые перемещаются по продольным пропилам в боковых стойках каретки. Изменение высоты положения пильного узла производится путем ослабления затяжки болтов и перемещения его на необходимое расстояние вверх или вниз по пазам.
- Прижим и упор для листов обрабатываемого материала делаются из кусков уголка размером 50х50 мм. Нижняя часть уголка оклеивается плотной резиной или войлоком для того, чтобы прижим не портил поверхность обрабатываемого материала. Прижим листа осуществляется специальной лапкой путем поворота эксцентрика с приводом от рычага, который вручную перемещается оператором.
- В качестве измерительной шкалы для упора используем готовую линейку от списанного металлорежущего станка или ленту из рулетки. Фиксация упора осуществляется либо эксцентриком (по аналогии с прижимом листа), либо винтом с крупным шагом резьбы, наподобие того, что используется на ручных мясорубках.
- По требованиям техники безопасности все подвижные части станка в обязательном порядке закрываются съемными экранами из листовой стали, а пильный узел располагается на расстоянии от того места, где стоит оператор.


Сегодня рассмотрим способ чистового раскроя ЛДСП без использования форматно-раскроечного станка. Данный способ отлично подходит для небольших мастерских и с успехом применяется Сергеем Новиковым, который и предоставил нам этот фото-отчет.
Речь пойдет об использовании для распила ЛДСП погружной пилы Festool TS 55 EBQ с шиной (линейкой). Пила обладает интеллектуальной начинкой, позволяющей изменять скорость вращения диска, в зависимости от нагрузки.Для разметки применяется простейший инструмент: столярный угольник, рулетка, а для проведения линий — тонкий маркер и канцелярский нож (для светлых и темных декоров).

Инструмент обладает достаточно высокой точностью (то есть, рез проходит строго параллельно краю шины).

Методика раскроя в принципе, аналогична рассмотренной мной для своей . То есть, пиление в два прохода. Сначала не глубоко (2-3 мм) подрезаем верхний слой ламината, а потом вторым проходом режем на всю глубину листа.
В моей пиле такие резы не всегда получаются идеально чистыми. Особенностью же Festool является использование сменного противоскольного вкладыша , который дополняет противоскольную ленту на шине.
Эти противоскольные элементы являются, как и диски, расходными материалами. Только кратность их использования значительно меньше. По сути, они одноразовые. Конечно, производитель рекомендует их менять после каждого использования, но и тут наши Кулибины нашлись, как сэкономить. О т использованной противоскольной ленты (которая снимается с шины) отрезаются кусочки и лепятся на двусторонний скотч на место вкладыша.
О т использованной противоскольной ленты (которая снимается с шины) отрезаются кусочки и лепятся на двусторонний скотч на место вкладыша.
Рез получается очень чистым. для примера специально взято ЛДСП темного цвета, на котором хорошо видны сколы. Раскрой одного листа, когда набьешь руку, занимает 30-45 минут, что, конечно, дольше, чем форматником. Но, в принципе, не так уж и долго.
Если вы задались вопросом о том, какое устройство лучше остальных подойдет для изготовления корпусной мебели, то следует рассмотреть форматно-раскроечный станок. Своими руками его вполне можно выполнить.
Назначение станка
Такое оборудование предназначается для продольного и поперечного раскроя материалов, а также для резки изделий под определённым углом. С помощью подобной техники можно выполнять щитовые заготовки и форматные обрезки. С помощью форматно-раскроечных станков можно выпускать продукцию высокого качества. Роль этого оборудования выражена в том, чтобы задавать определённые параметры деталям мебели для последующей их обработки.
Особенности пильного узла
Сварная конструкция описываемого агрегата обеспечивает хорошую устойчивость и отсутствие вибрации. Когда мастер раскраивает облицованные плиты, то в качестве основной проблемы выступает образование сколов, где зуб пильного диска выносится за пределы. Для того чтобы избежать этой проблемы, в конструкции описываемого оборудования присутствует пильный узел форматно-раскроечного станка. Своими руками его можно выполнить без проблем, он будет иметь вид цельной системы. В заводских аналогах эта часть отливается из чугуна.

На корпусе устанавливаются два электрических мотора, которые вращаются ременной передачей. Подрезной диск располагается ближе к заготовке, а его размеры могут достигать 120 мм. В попутном направлении вращение может достигать 8000 оборотов в минуту. Диск необходим для пропила облицовки, где выходят зубки главного диска, вращающегося во встречном направлении по отношению к заготовкам.
Такая конструкция позволяет добиться чистого и ровного пропила, который не будет испорчен сколами и задирами. На некоторых узел устанавливается с помощью поворотных секторов, при этом он перестраивается на распил под определённым углом. Соотношение основного и подвесного пильных дисков при этом не нарушается. Пильный агрегат иногда располагается на станине, иногда — на рабочем столе.
Подготовка к проведению работ
Если вы намерены выполнить форматно-раскроечный станок своими руками, то необходимо ближе ознакомиться с его конструктивными особенностями. Главным рабочим узлом является блок реза, состоящий из:
- пильных дисков;
- раструба для подключения к стружкопылесосу;
- электродвигателя.

Мастеру необходимо будет подготовить определённые узлы, в качестве которых выступит не только станина, но и рабочий стол, прижимы для заготовки, подвижная каретка и защитные кожухи. Основным корпусом является станина, на нее в дальнейшем устанавливаются остальные элементы. На рабочем столе будет располагаться заготовка. Для ее изготовления нужно подготовить ровную поверхность, которая будет лишена дефектов, ведь они могут повредить ламинированный лист. Для фиксации деревянного полотна нужны будут прижимы.
Подвижная каретка представляет собой несущий элемент, который выполняется из труб круглого сечения или двутавровой балки. Если форматно-раскроечный станок своими руками изготовить с учётом вышеописанной конструкции, он станет наиболее простым вариантом, а собрать его можно будет из подручных материалов. При их выборе следует учитывать их способность претерпевать механические нагрузки, ведь функционирование станка сопровождается вибрацией. Иногда пильные диски располагаются в разных углах по отношению к заготовке. Основной при этом находится сверху, тогда как отрезной — снизу. Это повышает качество раскроя, однако усложняет процесс изготовления.
Как только удастся выбрать комплектующие, можно начинать сборку станка. Для этого понадобятся:
- УШМ с диском по металлу;
- измерительный инструмент;
- сварочный аппарат;
- электрическая дрель.

Когда выполняется форматно-раскроечный станок своими руками, на первом этапе необходимо сделать станину, для чего используются трубы круглого или квадратного сечения. Их необходимо обрезать, учитывая схему, и укрепить между собой струбцинами. Как только удастся выверить размеры и правильно расположить элементы, можно начинать сваривать их. Для повышения жесткости необходимо расположить профили между ножками станины.
Методика проведения работ
Начиная манипуляции над подвижной кареткой, необходимо установить направляющие, в качестве которых может выступить труба или балка. Заготовки соединяются между собой. Конструкция каретки должна иметь ролики для передвижения. Что касается рабочего стола, то он должен быть максимально устойчивым. Его можно выполнить из двух материалов. Таким образом, основа выполняется из 3-миллиметрового листа, тогда как поверхность — из ДСП, на которую следует укрепить измерительную линейку.

Если вы решили выполнить вертикальный форматно-раскроечный станок своими руками, то необходимо будет изготовить еще и прижимы для листов. Они будут представлять собой а конфигурация при этом может быть любой. Важным условием является большая площадь фиксирующих компонентов. В роли дополнительного узла может выступить компонент для изменения высоты дисков по отношению к поверхности листа. Для этого устанавливается механизм подъема, блок резки укрепляется относительно заготовки. Трудоемкость работ при этом будет повышена, придется приобретать дополнительные комплектующие или самостоятельно их изготавливать.
Описание станка «Силкин»
Вас может заинтересовать форматно-раскроечный станок «Силкин». Своими руками подобное оборудование вы можете изготовить по вышеописанной технологии. Если же речь идет об упомянутой модели, то она известна потребителю уже в течение 10 лет. По габаритам обработки, а точнее по длине пропила, в продаже можно встретить 3 модификации:
- 1830 мм;
- 2800 мм;
- 3660 мм.

По специальному заказу может быть изготовлено оборудование, длина пропила которого составляет 5000 мм. Перед тем как сделать форматно-раскроечный станок своими руками, вы должны помнить, что заводские модели и варианты, выполненные в собственном гараже, будут предполагать в процессе эксплуатации необходимость проведения ремонта. Обычно он заключается в замене подшипников. Описываемые агрегаты, как показывает практика, работают без нареканий в течение 5 лет. А вот ремонтировать или менять направляющие не потребуется вовсе, ведь конструкция выбирает люфты при работе.
Заключение
Для проведения работ по изготовлению описываемого оборудования необходимо подготовить подрезной диск, валы, позаимствованные у сельскохозяйственной техники, набор инструментов по металлу, а также сварочный аппарат. Когда выполняется форматно-раскроечный станок своими руками, чертежи рассматриваются или подготавливаются заранее. Ознакомившись с ними, вы сможете понять, что конструкция предполагает необходимость выполнения прочной станины, для которой можно использовать металлические швеллеры.
Древесно-стружечная плита (ДСП), а в наше время, в основном, ламинированная (ЛДСП) — один из главных материалов для изготовления в домашней мастерской доступной по цене мебели. Эта плита сделана из хвойных и лиственных древесных материалов, поэтому обладает такими качествами, как прочность и легкость в обработке. Но при неправильном распиле возможны сколы этого материала. Поэтому перед изготовлением мебели следует выяснить, как правильно произвести распиловку ЛДСП.
Для этой цели можно даже самому собрать промышленное оборудование — раскроечный станок.
Правила распиловки
Сначала нужно выбрать метод распиловки.
Обязательно провести следующую подготовку (раскрой):
- для защиты ламинированного покрытия плиты от повреждений во время работы необходимо приготовить малярную ленту или скотч;
- для разметки заготовок — линейку и карандаш;
- с торцов плиты отметить карандашом будущие точки распила;
- для того, чтобы не появлялись сколы, нужно наклеить на место распила малярную ленту или скотч;
- после наклеивания ленты точки предварительной разметки соединить карандашом;
- приготовить наждачную бумагу для окончательной обработки линий среза.
Следующее правило относится уже не к подготовке, а к действиям после распила, но является общим при любом методе: е
сли на краях обнаружены неровности, то их нужно обработать напильником или рашпилем. Торцы, получившиеся в результате распила, покрыть шпоном с рисунком, похожим на рисунок ламинированного покрытия.

Чем нельзя распиливать
ЛДСП нельзя пилить с помощью углошлифовальной машины, которая также называется «болгаркой». При работе с этим инструментом велика вероятность травматизма, особенно при применении дисков большого диаметра. Также можно получить травму, когда с инструмента снимается защитный кожух.
Методы распила ЛДСП без сколов
Пилить можно на форматно-раскроечном станке. Но его стоимость начинается от 50 000 и достигает 1 000 000 рублей. Если нужно распилить ЛДСП, чтобы сделать для себя несколько предметов мебели, больше подойдут другие методы.
Царапина
Следует по линейке процарапать шилом или гвоздем разметочную линию на толщину ламинированного покрытия. Пилить вдоль этой линии, следя за тем, чтобы края зубьев пилы попадали точно в царапину. Пилить можно лобзиком или ручной ножовкой.

Электролобзик
Подходит для разрезания небольшого по протяженности участка. Пилка должна быть с самым маленьким размером зубьев. Двигать лобзик нужно плавно, без нажима, обороты задать чуть выше среднего уровня.
С той стороны, где зубья входят в плиту, сколов практически не будет, а с противоположной — при недостаточном опыте появятся, но в небольшом количестве.

Циркулярная пила
Потребуется диск для пилы с мелкими зубьями. При этом способе длинные прямые разрезы будут более удачными, чем при распиле лобзиком. На стороне, где зубья врезаются в плиту, сколов не будет. Если они появятся, то с противоположной стороны, как и в случае с лобзиком.
Применение направляющих повышает точность распила. Пилу при этом лучше закрепить на столе.

Пиление с подрезанием
Потребуется большая линейка (шина), которая фиксируется на заготовке струбцинами. Первый рез проводится для подрезания ламината по разметочной линии. Шину нужно установить на линии, а рез провести на глубину 6-10 мм — сколов не будет.
Второй рез проводится насквозь. На линии входа зубьев в плиту сколов не будет, а в месте выхода ламинат уже срезан, так что их просто не может быть.

Фрезер
В этом случае, сначала следует пилить заготовку лобзиком, отступая от разметочной линии на 2-3 мм, а затем выравнивать линию по шаблону. Фреза должна быть с подшипником. При таком способе можно разрезать и криволинейно.

Распил форматно-раскроечным станком
Для распила станком заготовка устанавливается на левом неподвижном столе до регулируемого упора. Отмеряется необходимая длина. Запускается пильный узел. Когда диск достигнет необходимых оборотов, стол продвигается вперед.
Заготовка вместе со столом подается на диск для отпиливания нужного куска.
Основные настройки станка:
- положение заготовки;
- глубина разреза;
- угол распила.
Существуют станки трех разновидностей:
- легкие (рассчитанные на рабочую нагрузку в пять часов);
- средние (8-10 часов);
- тяжелые (16- 20 часов).

Конструкция
Наиболее популярные модели — Mj 45kb-2, JTS-315SP SM, Woodtec ps 45, Altendorf F 45. Несмотря на разные особенности, они имеют общность конструкции.
Обязательные составляющие раскроечного станка:
- Станина — основа, на которой крепятся все механизмы. Тяжелые станины исключают вибрации и колебания, что крайне важно для точного распила.
- Пильный узел, состоящий из двух дисков. Первый диск расположен спереди узла и служит для предварительного подпиливания заготовки. Второй — для полного распиливания плиты.
- Три рабочих стола. Первый — неподвижный, на нем располагается узел. Второй, форматный — подвижный, на нем происходит подача плиты на диск. Третий поддерживает отпиливаемые части.
- Каретка — деталь, позволяющая форматному столу передвигаться.
- Упоры и линейки, которые закрепляют заготовку в необходимом положении.
В зависимости от модели, цены и особенностей резки станки могут иметь различные нюансы конструкции.
Дополнительные составляющие станка:
- патрубок, отводящий стружку и опилки, и подключающий систему удаления пыли;
- струбцины для надежного закрепления заготовки на столе;
- поворотная линейка и угловые упоры, при помощи которых распил производится под нужным углом и без разметки;
- рама с упорной ногой для распила длинных заготовок;
- шариковые и роликовые каретки.
Первый форматный станок с движущейся кареткой был собран в 1906 году немецким столяром Вильгельмом Альтендорфом.

Как изготовить станок своими руками
При использовании форматно-раскроечного станка можно получить детали для мебели высокого качества. Это связано с высокой точностью процесса производства, в том числе и раскройки. Поэтому, если приобрести готовое оборудование затруднительно, но начать бизнес по обработке ЛДСП очень хочется, можно собрать станок своими руками.
Необходимые инструменты и материалы
Пильный узел станка чаще всего представляет собой сварную конструкцию, так как она наиболее эффективно противостоит вибрации.
Инструменты:
- сварочный аппарат;
- «болгарка» с диском по металлу;
- электродрель;
- измерительный инструмент.
Для того чтобы оборудование работало на протяжении нескольких лет, лучше выбирать те материалы для его изготовления, которые были подвергнуты термической обработке.
Материалы:
- трубы квадратного или круглого сечения;
- балка или две трубы круглого сечения, соединенные между собой;
- ролики;
- стальной лист толщиной не менее трех миллиметров;
- лист ДСП;
- рычажный механизм любой конфигурации.

Изготовление
Изготовление начинается с основных составляющих и завершается более мелкими.
Этапы изготовления станка для распила ДСП своими руками:
- Изготовление станины. Потребуются трубы квадратного или круглого сечения. Они обрезаются и крепятся друг с другом с помощью струбцин. После проверки размеров и правильного расположения компонентов — сварка.
- Изготовление подвижной каретки. Установить направляющие, лучше всего балку или две трубы круглого сечения, соединенные между собой. Каретка должна быть снабжена роликами для плавного скольжения.
- Изготовление рабочего стола. Основа — из стального листа толщиной не менее трех миллиметров, рабочая поверхность — из листа ДСП, на ней крепятся измерительные линейки.
- Изготовление прижимов для листов, например, из рычажного механизма любой конфигурации.
- По окончании режущий блок подключается с стружкоотсосу.
Качество готовых изделий, произведенных на станках собственного изготовления, выше, чем у изделий, созданных полностью ручными инструментами, но все же ниже, чем на станках промышленного изготовления.
Видео о распиле ЛДСП без сколов
В видео можно наглядно увидеть процесс распиловки ЛДСП без сколов.
В данном материале мы затронем такой злободневный для мастеров-гаражников, занимающихся мебелью из ЛДСП, вопрос как раскрой ЛДСП без сколов. На самом деле, вопрос достаточно злободневен, ведь профессиональное оборудование (форматно-раскроечный станок) на котором производится раскрой в мебельных цехах, стоит около миллиона рублей, что не всем по карману, да и площадь для его размещения должна быть чуть больше, чем стандартные 18 кв. метров. Особенностью таких станков является наличие двух пильных дисков (первый маленький подрезной и второй основной, следующий точно за ним). Чем же можно заменить такой станок в условиях любительской мастерской?
Наиболее оптимальной, на мой взгляд, заменой является погружная циркулярная пила в комплекте с направляющей шиной. Вот о ней мы сегодня и поговорим.
Лично я пользуюсь погружной пилой Elitech – это отечественная бюджетная модель, которая, несмотря на простоту, позволяет добиваться неплохих результатов.
Профессиональные модели (например, пилы Festool, пилят еще лучше, но и стоят в 5 раз больше).
Итак, чем же погружная циркулярная пила отличается от обычной? Во-первых – своей подпружиненной рабочей частью с ограничителем глубины. За счет этого очень легко выставлять и изменять глубину реза, вдобавок «голова» возвращается в исходное положение самостоятельно при отсутствии нажима оператора. Во-вторых – это обязательные пазы на подошве для интеграции с направляющей шиной. В-третьих – жесткая конструкция, исключающая люфты (рез проходит строго по одному месту).
Сама шина оснащается противоскольной лентой (как правило, это лента из жесткой резины — черная полоса справа)

Лента прижимает ламинат, не давая его кусочкам отрываться в местах выхода зубьев пильного диска. Так же шина имеет пазы для фиксации на заготовки струбцинами и ленты для более легкого скольжения (красные полоски).

Кстати, пила Festool оснащена противоскольными вкладышами и с противоположной от шины стороны, что делает рез чистым с обеих сторон от диска.
Сам шина жестко крепится на заготовке и не сдвигается. Фиксация осуществляется специальными струбцинами (их форма несколько отличается от стандартных F-образных. Цена, кстати, тоже).

Все эти особенности позволяют пилить в «два прохода». Первый – не глубокий срезает верхний слой ламината. Второй – сквозной пилит на всю глубину. При этом в месте выхода зуба из заготовки материала уже нет, поэтому и вырывать нечего, соответственно, сколы не образуются. Все это в теории. Рассмотрим, как это все осуществляется на практике.
Разметка вполне традиционна. С помощью рулетки отмечаем точки начала и конца реза (можно воспользоваться столярным угольником).

Проводим разметочную линию, соединив данные риски.
По линии выставляем направляющую шину, чтобы край противоскольной ленты совмещался с разметкой.

Обратите внимание, что шина лежит на детали, которая должна остаться (на ней сколов не будет – поможет лента на шине). На сводобновисящем куске они возможны из-за отсутствия вкладыша на самой пиле.

Можно, конечно, пилить, уложив лист ЛДСП на верстак, но при этом повреждается поверхность верстака и надо использовать сменные столешницы (я так не делаю, хотя с большими кусками это может быть единственно верной методой).

Шина крепится на заготовке парой F-образных струбцин, заведенных в специальные пазы на шине.

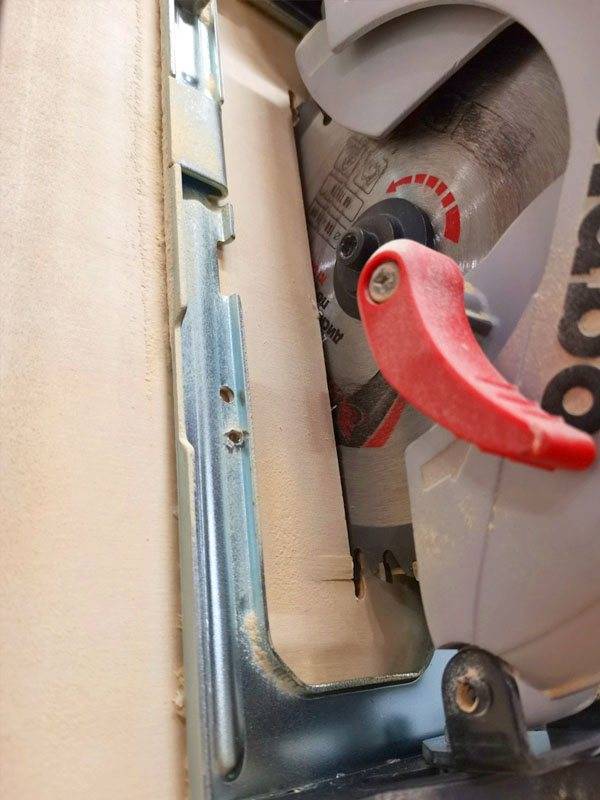
Берем в руки пилу и на регуляторе глубины выставляем 11-12 мм, что соответствует 5-6 мм глубины реза (сама шина «съедает» около 5 мм).

Ставим пилу на шину, совмещая пазы на подошве с выступами на шине.

Проводим первый неглубокий рез. На фото видно, что небольшое количество сколов на неприкрытой лентой части заготовки имеется.

И еще одно фото с другого ракурса.

И крупный план

Меняем глубину на 35-40 мм и делаем второй сквозной рез, не меняя положения шины.

Сняв шину, мы видим достаточно аккуратный пропил, который не требует дополнительной обработки.

Отдельно сфотографировал деталь после удаления шины сверху

И с нижней стороны.

Кстати, снизу рез традиционно более «чистый» ведь в этом месте зубья диска лишь врезаются в материал, вырывают его они на выходе.
Еще отмечу один немаловажный факт. Работать следует острыми дисками. Диск, использованный в данном уроке, уже прилично «подустал» и требует правки. Думаю, что с нулевым диском, сколов бы не был вовсе.
Кроме остроты зубьев, на качество реза сильно влияет и сам раскраиваемый материал. Есть более колкие покрытия и более прочные покрытия. В данном примере использовались плиты 16 мм ЛДСП Lamarty – одни из лучших отечественных плит. ЛДСП Egger или Кроношпан значительно больше подвержены скалыванию, и такого результата у меня бы с этим диском, скорее всего, не получилось.
Все эти моменты приходят с опытом, дело за малым – развестись на покупку данного девайса.
В принципе, можно кроить в «два прохода» и обычными циркулярками с самодельными направляющими шинами, главное, чтобы подошва не болталась, но делать это менее удобно, чем погружными пилами, в первую очередь из-за неудобства перестановки глубины пиления.
При изготовлении мебели из доступных материалов часто используют древесно-стружечную плиту (ДСП) или ламинированный вариант (ЛДСП). Её невозможно точно обрезать без использования специального станка. Сделав форматно-раскроечный станок своими руками, работник может не только сэкономить значительные средства, но и изготовить оборудование с учётом собственных требований.

Особенности конструкции
Самостоятельное изготовление мебели по доступной цене обычно предполагает использование древесно-стружечной плиты. Для этого необходим станок для распила ДСП. Он должен обеспечивать точный распил без образования сколов.
Покупное оборудование может иметь размеры свыше 7 метров, что создаёт необходимость искать соответствующее помещение для аренды форматно-раскроечного станка. Изготовление его своими руками позволяет его сделать более компактным, давая возможность установить его в своём гараже.
Устройство стола для форматно-раскроечного станка включает в себя следующее:
- Большая ровная столешница, на которой кладут лист ДСП.
- Пила, которая предусмотрена для выполнения распила.
Плиту перемещают навстречу диску для выполнения прореза.

Разрез ДСП с помощью станка потребуется в следующих случаях:
- Если необходимо за короткое время выполнить значительный объём работы.
- При необходимости сделать точный и аккуратный разрез.
- Если необходимо обеспечить ровный и качественный разрез.
В ситуациях, где такая необходимость не возникает, можно работать вручную. Однако при этом работа будет менее эффективной и аккуратной.
Существуют следующие разновидности форматно-раскроечных станков:
- Бытовые отличаются относительно небольшими размерами и массой. Их можно легко устанавливать или демонтировать при необходимости. Обычно масса не превышает 20 кг.
- Круглопильные станки дают возможность делать пропилы в любом нужном направлении. Работают с материалом толщиной до 9 см. Станки используют в домашних условиях или в небольших мастерских.
- Существует разновидность, где лист закреплён вертикально. Здесь требуется меньше места для размещения. Такой станок называется вертикальным.
- Стационарные станки не перемещаются на другое место. Эти механизмы громоздкие, но обеспечивают высокие качество и эффективность работы. Лист закреплён неподвижно, а пила перемещается для выполнения разреза. Такое оборудование имеет мощную станину и относительно большую столешницу.
Нужная разновидность станка выбирается исходя из имеющихся задач.

С помощью такого оборудования можно обрабатывать следующие материалы:
- плиты типов МДФ, ДСП, ЛДСП, ДВП и USB;
- древесина;
- фанера различной толщины;
- листы, состоящие из композитных материалов, в том числе и такие, которые имеют пластиковую облицовку.
Форматно-раскроечные станки чаще всего используются для изготовления мебели.
При выборе подходящей конструкции, нужно учитывать следующие параметры:
- В небольших бытовых моделях применяются двигатели, мощность которых не превышает 2 кВт. Их используют для распиливания материалов, имеющих небольшие размеры. Для самостоятельного изготовления мебели лучше использовать такие, мощность которых составляет 3-5 кВт.
- Глубина распила в большинстве случаев равна 4-14 см. Этот параметр определяется отдельно для разреза под прямым углом или по углом 45 градусов.
- Бытовой станок должен иметь такую массу, чтобы один человек мог переместить в нужное место. Обычно вес не превышает нескольких десятков килограммов.

Важно учитывать напряжение электросети. Для домашнего форматно-раскроечного станка более удобно, когда используется 220 В. Более мощные стационарные модели используют 380 В.
Пильный узел
Основной частью форматно-раскроечного станка является пильный узел. Обычно он состоит из двух дисков. Один из них, меньшего размера, делает разрез на небольшую глубину. Другой осуществляет разрез ДСП. Первый из них особенно полезен в том случае, если обработке подвергается плита ламинированного ДСП. Он делает разрез в верхнем слое материала.
Самостоятельно созданный механизм для распила представляет собой сварную конструкцию. Эта особенность позволяет успешно бороться с вредным воздействием вибрации, неизбежной при выполнении таких работ.
Применение двух дисков важно, чтобы обеспечить отсутствие сколов на облицовке при разрезе. Чтобы обеспечить их вращение, могут использовать один или два мотора. В последнем случае каждый из них вращает свою пилу.

От мотора вращение передаётся на вал пилы при помощи ременной передачи. Диски нужно изготавливать из инструментальной стали, так как это позволит предотвратить воздействие истирания.
Основная пила
Скорость вращения циркулярки должна быть не менее 4000-5000 оборотов в минуту. Чем быстрее будет вращаться диск, тем более высоким будет качество разреза. Однако в этом случае будет повышаться нагрузка на конструкцию.
Снижение быстроты вращения приведёт к увеличению риска образования сколов. Если есть возможность, то нужно устанавливать двигатель с регулируемой скоростью вращения. В таком случае его показатели можно будет устанавливать в соответствии с особенностями материала. Конструкция для распила должна обеспечивать мощность не менее 3-5 кВт.
Особенности подвижного стола
Если распиловка происходит на подвижном столе, то важно обеспечить его точное движение во время работы. При этом используются не только роликовые держатели, но и специальные направляющие.

При этом используются алюминиевые каретки в сочетании с шариками и роликами, поддерживающими столешницу снизу. Также получили распространение пластиковые направляющие.
Порядок изготовления форматно-раскроечного станка
Перед тем, как сделать форматно-раскроечный станок своими руками, нужно решить, какая именно разновидность оборудования необходима. Нужно учитывать, что покупные станки обеспечивают более высокие точность и качество работы. В то же время при самостоятельном изготовлении можно обеспечить выгодное соотношение затраты/качество работы станка.
Чтобы изготовить самодельный станок, потребуются такие инструменты:
- Болгарка с диском, предназначенным для работы по металлу.
- Сварочный аппарат.
- Электродрель с комплектом свёрл нужного диаметра.
- Измерительные инструменты.
Для создания конструкции будут необходимы следующие материалы:
- Рычажный механизм.
- Для столешницы потребуется листовая сталь толщиной не менее 3 мм.
- Ролики, которые будут обеспечивать движение листа ДСП или толстой фанеры.
- Две трубы, соединённые между собой, которые будут использоваться в качестве направляющих.
- Несколько труб квадратного или круглого сечения.
- Лист ДСП.
Для выполнения работы необходимо подготовить чертеж. Для изготовления станка необходимо сделать следующее:
- Сначала нужно сделать станину. Для неё берут заранее подготовленные трубы. Можно использовать те, которые имеют квадратное или круглое сечение. Их соединяют в цельную конструкцию при помощи струбцин. После того, как будут подготовлены детали, их соединяют при помощи сварки. На станину устанавливают пильный узел для форматно-раскроечного станка, сделанный своими руками.
- Для перемещения необходимо подготовить каретки и направляющие, по которым они будут двигаться. Для этого можно использовать круглые трубы. Каретки будут перемещаться вдоль них при помощи шариков.
- Делают стол, на котором будет размещаться древесно-стружечная плита. Его изготавливают из стального листа. На ней необходимо установить измерительные линейки.
- Нужно обеспечить прижим. Его делают при помощи рычажного механизма.

При изготовлении пильного узла рекомендуется использовать расклинивающий нож. Дело в том, что в некоторых материалах имеется внутреннее напряжение. После распила доска может изогнуться и способствовать некачественному выполнению прореза. Расклинивающий нож препятствует искажению формы ДСП. При его подборе нужно учитывать. Что его толщина должна быть не меньше, чем у диска.
Перед множеством потребителей сегодня встает вопрос о том, какое оборудование лучше использовать для изготовления корпусной мебели. Опираясь на мнение специалистов, можно сделать вывод, что в качестве отличного приобретения может выступить форматно-раскроечный станок, который еще называется круглопильным форматным или круглопильным с кареткой. Если вы тоже решили, что вам такой агрегат необходим, то собрать его можно самостоятельно.
Форматно-раскроечные станки имеют в составе следующие элементы:
- станину;
- подвижный дополнительный стол;
- рабочий неподвижный стол;
- каретку;
- опорную раму;
- сепаратор;
- тележку;
- линейку;
- пильный узел.
Последний состоит из направляющих и двух пильных дисков.
Назначение
Форматно-раскроечный станок используется для продольного и поперечного раскроя под определенным углом. Применять данное оборудование можно для работы со щитовыми заготовками, для удаления свесов после облицовывания, с целью раскроя полноформатных плит на отдельные элементы. Сегодня форматно-раскроечный станок нашел свое широкое распространение в производстве корпусной мебели. С его помощью можно изготавливать продукцию высокого качества.
Функцией данных устройств выступает возможность придания базовых параметров деталям для проведения последующей обработки. Такие станки могут использоваться для пакетного или поштучного раскроя. Самодельные или заводские модели способны работать с разными материалами:
- фанера;
- древесина;
- композиционные листовые материалы;
- ламинированные бумажные полотна;
- пленочные материалы;
- меламин;
- шпон.
Оборудование применяется для материала, который обладает точными геометрическими размерами.
Технология изготовления станка: подготовка инструментов

Форматно-раскроечный станок вы вполне можете выполнить самостоятельно. Принцип его работы достаточно прост, однако заводские модели имеют внушительную стоимость. Для проведения работ следует подготовить:
- швеллеры металлические;
- трубы;
- металлические уголки;
- электрические двигатели;
- валы от сельскохозяйственной техники;
- подрезной и пильный диск;
- крепежные детали;
- сварочный аппарат;
- инструменты для работы по металлу.
Работа над заготовками

Если вы решили выполнить форматно-раскроечный станок, то на первом этапе следует изготовить стальную станину, для которой нужно использовать металлические швеллеры. Размеры заготовок для основания будут следующими: ширина — 2500 мм, длина — в пределах от 6500 до 6700 мм, высота — от 800 до 1100 мм. Следующим шагом будет конструирование напольной и основной направляющих. Их крепление следует осуществлять на станине.
Для направляющих применяется труба, размеры которой будут равны 60х5х6500 мм. Изготавливая форматно-раскроечный станок своими руками, следует выполнить подвижный рабочий стол, который будет перемещаться по направляющим. Это позволит обеспечивать подачу листа во время раскроя. Мастеру следует предусмотреть длину линии раскроя, которая будет составлять предел от 3000 до 3200 мм. При необходимости этот параметр может быть уменьшен или увеличен, для этого длина направляющих изменяется.
Проведение сборки

Когда выполняется вертикальный форматно-раскроечный станок, на него следует навесить две пилы, одна из них будет основной, тогда как другая — подрезной. Эти элементы должны располагаться на пильном блоке и вращаться друг навстречу другу. Движение будет обеспечиваться асинхронными двигателями. Важно предусмотреть возможность наклона блока под углом 45 °. Пильный блок для этого снабжается поворотным механизмом.

Неплохое место, где можно достаточно недорого приобрести форматно-раскроечный станок — «Авито» (сайт объявлений). Однако если вы хотите сэкономить выполнить данное оборудование самостоятельно, то следует правильно подойти к выбору двигателя. От этого элемента будет зависеть эффективность движения пилы. Именно поэтому мотор должен обладать мощностью от 2,9 кВт.
Двигатель станет вращать основную пилу со скоростью от 5000 оборотов за минуту, а вот что касается подрезной пилы, то она будет вращаться со скоростью в 8000 оборотов. Пильные диски тоже должны присутствовать в конструкции, их диаметр составит 250 мм, что обеспечит возможность обрезки листов и раскроя древесностружечных ламинированных плит.
Безопасность использования

Для того чтобы использование станка было безопасным для здоровья, следует предусмотреть вытяжную вентиляцию, чтобы частицы пыли от древесины не воспламенились от маленькой искры, которая возникает при работе двигателя.
Как только изготовление станка будет завершено, можно начинать обрабатывать материал. По той причине, что листы обычно обладают большими размерами, перед установкой полотна в механизм необходимо осуществить разметку в тех местах, где будут проделаны разрезы. Размер заготовки должен быть больше примерно на 8 мм с каждой стороны. Как только небольшая стопка будет готова, можно начинать раскрой.

Форматно-раскроечный станок Filato обойдется потребителю в 230 000 руб. Если вы не располагаете такой суммой, то можно выполнить оборудование самостоятельно. Для этого следует изготовить основную опорную раму, на которую укладывается полотно. На нее пойдут металлические уголки, которые иногда заменяются профилем. На раму укладывается полотно с пропилом для дисков. Поверхность полотна должна быть гладкой, чтобы обеспечить скольжение заготовок. На следующем этапе можно приступать к изготовлению каретки из ДСП или любого другого подобного материала. С ее помощью можно будет зафиксировать пилы и перемещать их по направляющим. Листы между собой соединяются в четырех углах конусным валом, расстояние должно быть таким, чтобы вал смог передвигаться по направляющим.
Довольно часто мастера перед изготовлением описываемых устройств просматривают форматно-раскроечные станки, 3200 — это значение, которое указывает на длину роликовой каретки. Такими параметрами обладает оборудование WoodTec, которое стоит $4500. Весит устройство 900 кг, а также имеет большой защитный колпак на кронштейне. Основной упор дополнен механизмом постройки, которая обеспечивает точность пиления и скорость при настройке. Если подобная цена вас не устраивает, то вы можете заняться изготовлением такого агрегата самостоятельно.
На следующем этапе в верхней части каретки устанавливается автомат пуска пилорамы. Первая и вторая пила должны быть зафиксированы под кареткой. Диски при этом будут располагаться фронтально. Их закрывают экраном, для чего можно использовать любой прозрачный материал.
Для направляющих потребуется две трубы большого диаметра. Их соединяют металлической полосой, поверхность при этом должна получиться гладкой и не иметь дефектов. На краю стеллажа будет находиться упор. По высоте он должен выдерживать лист или деталь. Рядом располагается металлическая линейка, нулевой уровень которой должен находиться в точке распила полотна. Это позволит определить размер на листе.
Перпендикулярно к упору нужно разместить прижимной механизм. Его выполняют из металлического профиля и фиксируют болтами. К верхней части экрана каретки крепится гофра, другой конец можно будет подвести к вентиляционному люку. Как только под вытяжкой будет установлен автомат пуска, станок можно приводить в действие и выполнять раскроечные работы. Перед включением оборудования необходимо подключить вытяжку, что позволит соблюдать чистоту в помещении.
Заключение
Пилы для форматно-раскроечных станков понадобятся вам, если вы планируете выполнять оборудование самостоятельно. Например, дисковая пила с параметрами 300х3,2/2,2х30 обойдется потребителю в 4800 руб. А вот за отрезную пилу 120х2,8/3,6х20 нужно будет заплатить 2800 руб. Дисковая пила от производителя FREUD с параметрами 300х3/2х30 будет стоить 3400 руб.
Вот, собрал достаточное количество материала и решил накатать еще одну аналитическую записку. На этот раз тема — пиление ЛДСП без сколов
.
Бытует достаточно справедливое мнение, что чисто пилить ЛДСП можно только на профессиональном оборудовании (то есть форматно-раскроечном станке).
Вся изюминка этого станка в том, что в нем имеется два пильных диска, расположенных строго на одной оси. Первый подрезает ЛДСП, второй же режет его насквозь.
Стоимость этого агрегата около 700 000 — 1 000 000 рублей (конечно, есть и дороже))). ДЛЯ ЛЮБИТЕЛЯ НЕ ОЧЕНЬ ПРИЕМЛЕМО.
Неплохой способ для того, чтобы подрезать неправильно размеченные детали, но весь шкаф таким образом не напилишь. Сколы, конечно, присутствуют, но в количестве, вполне соотносимым с форматником (он тоже, по секрету, оставляет небольшое кол-во мелких сколов). Много мороки с разметкой. Можно делать только прямолинейные резы.
Способ 5 — Фрезер
Обеспечивает максимально чистый край заготовки качество ничуть не отличается от форматника, нередко, даже лучше.
При нем сначала пилим заготовку лобзиком, отступая от разметочной линии 2-3 мм, а потом выравниваем линию по шаблону (я обычно использую второй кусок ЛДСП, напиленный на форматнике, подходящего размера). должна быть копировальной, то есть, с подшипником.
Очень чистый рез. Возможность проведения криволинейных резов, то есть изготовления множества , в том числе, и нескольких совершенно одинаковых. Минусы — много мороки: необходимость точной разметки, предварительного подпиливания заготовок, выставление шаблона или шины под фрезер, то есть, для массового применения не очень пригоден.
 Очень чистый рез. Возможность проведения криволинейных резов, то есть изготовления множества , в том числе, и нескольких совершенно одинаковых. Минусы — много мороки: необходимость точной разметки, предварительного подпиливания заготовок, выставление шаблона или шины под фрезер, то есть, для массового применения не очень пригоден.
Очень чистый рез. Возможность проведения криволинейных резов, то есть изготовления множества , в том числе, и нескольких совершенно одинаковых. Минусы — много мороки: необходимость точной разметки, предварительного подпиливания заготовок, выставление шаблона или шины под фрезер, то есть, для массового применения не очень пригоден.В процессе изготовления современной корпусной мебели используется большое количество самого разного оборудования, в том числе и форматно-раскроечные станки. Эти станки предназначены для обработки древесины, полноформатных древесно-стружечных плит с покрытием или без его, фанеры, ДВП, МДФ-панелей, шпона и разных видов облицовочного пластика. С помощью форматно-раскроечного станка выполняют продольное, поперечное и угловое разрезание материала с целью придания ему определенной формы и размеров. Упрощенный вариант такого оборудования не останется без работы в домашней мастерской и вполне может быть изготовлен из подручных средств собственными руками.
Конструкция
Основными частями форматно-раскроечного станка являются:
- Станина – этот элемент воспринимает на себя основную нагрузку во время работы станка. На станину крепятся все остальные навесные элементы;
- Неподвижный рабочий стол – на него укладывают лист обрабатываемого материала, а также крепят рамку с прижимами, упор и линейку;
- Направляющие для подвижной каретки;
- Дополнительный подвижный стол (на нем установлена каретка пильного узла, электродвигатели и привод пильного узла);
- Пильный узел, который состоит из двух дисковых пил, которые вращаются навстречу друг другу;
- Защитные кожухи.
Как сделать форматно-раскроечный станок
- Изготовление станка начинается со станины. В качестве материала для нее хорошо подходят стальные трубы квадратного или прямоугольного сечения, из которых сваривается пространственная ферма. Габаритные размеры рамы выбираются исходя из того, насколько большие листы вы планируете обрабатывать, вдобавок к этому необходимо учесть вылет направляющих для каретки пильного узла. Сначала закрепляем элементы будущей рамы с помощью струбцин и начерно прихватываем их между собой. После проверки геометрии рамы на параллельность и перпендикулярность её основных несущих частей, они окончательно свариваются между собой.
- В качестве направляющих для подвижной каретки пильного узла можно использовать профиль в виде двутавра или швеллера. Такая форма профиля обеспечивает его достаточную жесткость, а также хорошо подходит в качестве опорной поверхности для качения роликов каретки. Крепление профиля к раме станка производится с помощью болтовых соединений. Для этого, в верхних трубах рамы с той стороны, где будет перемещаться каретка (обычно это слева от оператора) с помощью сверла выполняется ряд отверстий на равном расстоянии друг от друга. Необходимо тщательно разметить отверстия, так как от этого во многом зависит точность установки направляющих. Кроме этого, желательно проверить кривизну профиля в вертикальной плоскости, так как от этого будет зависеть, насколько ровным будет пропил в обрабатываемом материале.
- Неподвижный стол служит опорой для листовой заготовки, которая обрабатывается на данном станке. Его можно изготовить из любого материала, который обладает толщиной 10…15 мм и имеет ровную гладкую поверхность (например, ламинированное ДСП или толстая фанера). На краю стола при помощи винтов будут закреплены кронштейны для прижима заготовки, измерительная линейка, а также подвижный упор.
- Подвижная каретка является одним из самых ответственных узлов форматно-раскроечного станка. Именно она при помощи опорных роликов передвигается на направляющих и служит основой для закрепления электродвигателей привода дисковых пил. Перемещение каретки осуществляется либо вручную, либо с помощью тросового привода и дополнительного мотора. В нашем случае каретка изготавливается методом сварки из квадратных труб и листового металла толщиной 5…10 мм, что обеспечивает ей хорошую жесткость. Опорные ролики вытачиваются из стали или прочного капрона. По внешнему виду каретка напоминает собой прямоугольный короб, к нижней части которого при помощи болтов закреплены два электродвигателя мощностью 3-3,5 кВт, а сверху расположен пильный узел.
- Вращение дисковых пил осуществляется с помощью ременной передачи, один шкив которой закреплен на валу электродвигателя, а второй жестко соединен с валом, на котором сидит посадочный фланец для пилы. В качестве заготовки для этого узла можно взять пильный блок с любой подходящей по размерам заводской циркулярной пилы. Там все детали уже подогнаны по размерам и просчитаны на прочность. Аналогичным образом обеспечивается вращение в обратном направлении второй дисковой пилы, расположенной впереди основного инструмента на небольшом расстоянии. Эта пила нужна нам для того, чтобы обеспечить ровный пропил без сколов на обрабатываемом материале. Передаточное отношение шкивов подбирается таким образом, чтобы обеспечить частоту вращения пил в диапазоне 4-6 тысяч оборотов в минуту.
- Механизм регулировки положения пильного узла по высоте представляет собой четыре болта с широкими шайбами, которые перемещаются по продольным пропилам в боковых стойках каретки. Изменение высоты положения пильного узла производится путем ослабления затяжки болтов и перемещения его на необходимое расстояние вверх или вниз по пазам.
- Прижим и упор для листов обрабатываемого материала делаются из кусков уголка размером 50х50 мм. Нижняя часть уголка оклеивается плотной резиной или войлоком для того, чтобы прижим не портил поверхность обрабатываемого материала. Прижим листа осуществляется специальной лапкой путем поворота эксцентрика с приводом от рычага, который вручную перемещается оператором.
- В качестве измерительной шкалы для упора используем готовую линейку от списанного металлорежущего станка или ленту из рулетки. Фиксация упора осуществляется либо эксцентриком (по аналогии с прижимом листа), либо винтом с крупным шагом резьбы, наподобие того, что используется на ручных мясорубках.
- По требованиям техники безопасности все подвижные части станка в обязательном порядке закрываются съемными экранами из листовой стали, а пильный узел располагается на расстоянии от того места, где стоит оператор.


У меня небольшая мастерская, но мне нравится делать большие вещи, например, шкафы-купе. Чтобы с максимальной эффективностью использовать тесное пространство. стоит изготовить недорогое для чернового раскроя листовых материалов.
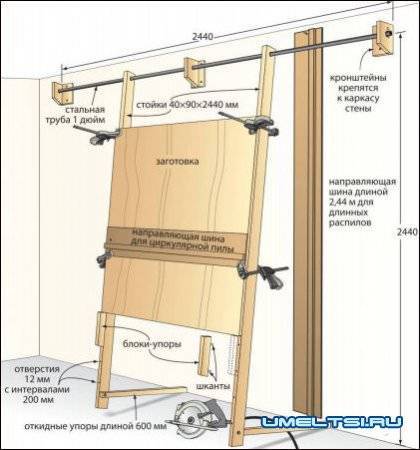
Что бы сделать форматно раскроечный станок своими руками необходимо:
Первым делом закрепить болтами откидные упоры длиной 600 мм на нижних концах стоек сечением 40×90 мм. Внизу стоек сделайте 12-миллиметровые отверстия с шагом 200 мм для шкантов, фиксирующих переставные блоки-упоры. У верхних концов стоек и в трех настенных кронштейнах просверлите отверстия диаметром 38 мм для стальной трубы диаметром 1 дюйм. На концах трубы сделайте отверстия для шплинтов. Труба продевается в отверстия кронштейнов и стоек, а затем фиксируется шплинтами.
Для работы расставьте стойки так, чтобы обеспечить поддержку внешних краев заготовки. Если нужно распилить поперек целый лист, поставьте его торцом на пол и прижмите струбцинами к стойкам выше линии раскроя, чтобы струбцины не были помехой для пилы. Для раскроя меньшего куска, а также когда нужно распилить целый лист вдоль, поставьте его на блоки-упоры, чтобы расположить на удобной высоте, и зафиксируйте струбцинами к стойкам.
Чтобы точно установить направляющую шину для циркулярной пилы, закрепите у одного края струбцину ниже линии разметки и положите на нее один конец направляющей, зафиксировав второй конец, переходите к первому и окончательно его выровняйте.

Древесно-стружечная плита (ДСП), а в наше время, в основном, ламинированная (ЛДСП) — один из главных материалов для изготовления в домашней мастерской доступной по цене мебели. Эта плита сделана из хвойных и лиственных древесных материалов, поэтому обладает такими качествами, как прочность и легкость в обработке. Но при неправильном распиле возможны сколы этого материала. Поэтому перед изготовлением мебели следует выяснить, как правильно произвести распиловку ЛДСП.
Для этой цели можно даже самому собрать промышленное оборудование — раскроечный станок.
Правила распиловки
Сначала нужно выбрать метод распиловки.
Обязательно провести следующую подготовку (раскрой):
- для защиты ламинированного покрытия плиты от повреждений во время работы необходимо приготовить малярную ленту или скотч;
- для разметки заготовок — линейку и карандаш;
- с торцов плиты отметить карандашом будущие точки распила;
- для того, чтобы не появлялись сколы, нужно наклеить на место распила малярную ленту или скотч;
- после наклеивания ленты точки предварительной разметки соединить карандашом;
- приготовить наждачную бумагу для окончательной обработки линий среза.
Следующее правило относится уже не к подготовке, а к действиям после распила, но является общим при любом методе: е
сли на краях обнаружены неровности, то их нужно обработать напильником или рашпилем. Торцы, получившиеся в результате распила, покрыть шпоном с рисунком, похожим на рисунок ламинированного покрытия.
Чем нельзя распиливать
ЛДСП нельзя пилить с помощью углошлифовальной машины, которая также называется «болгаркой». При работе с этим инструментом велика вероятность травматизма, особенно при применении дисков большого диаметра. Также можно получить травму, когда с инструмента снимается защитный кожух.
Методы распила ЛДСП без сколов
Пилить можно на форматно-раскроечном станке. Но его стоимость начинается от 50 000 и достигает 1 000 000 рублей. Если нужно распилить ЛДСП, чтобы сделать для себя несколько предметов мебели, больше подойдут другие методы.
Царапина
Следует по линейке процарапать шилом или гвоздем разметочную линию на толщину ламинированного покрытия. Пилить вдоль этой линии, следя за тем, чтобы края зубьев пилы попадали точно в царапину. Пилить можно лобзиком или ручной ножовкой.

Электролобзик
Подходит для разрезания небольшого по протяженности участка. Пилка должна быть с самым маленьким размером зубьев. Двигать лобзик нужно плавно, без нажима, обороты задать чуть выше среднего уровня.
С той стороны, где зубья входят в плиту, сколов практически не будет, а с противоположной — при недостаточном опыте появятся, но в небольшом количестве.

Циркулярная пила
Потребуется диск для пилы с мелкими зубьями. При этом способе длинные прямые разрезы будут более удачными, чем при распиле лобзиком. На стороне, где зубья врезаются в плиту, сколов не будет. Если они появятся, то с противоположной стороны, как и в случае с лобзиком.
Применение направляющих повышает точность распила. Пилу при этом лучше закрепить на столе.

Пиление с подрезанием
Потребуется большая линейка (шина), которая фиксируется на заготовке струбцинами. Первый рез проводится для подрезания ламината по разметочной линии. Шину нужно установить на линии, а рез провести на глубину 6-10 мм — сколов не будет.
Второй рез проводится насквозь. На линии входа зубьев в плиту сколов не будет, а в месте выхода ламинат уже срезан, так что их просто не может быть.

Фрезер
В этом случае, сначала следует пилить заготовку лобзиком, отступая от разметочной линии на 2-3 мм, а затем выравнивать линию по шаблону. Фреза должна быть с подшипником. При таком способе можно разрезать и криволинейно.

Распил форматно-раскроечным станком
Для распила станком заготовка устанавливается на левом неподвижном столе до регулируемого упора. Отмеряется необходимая длина. Запускается пильный узел. Когда диск достигнет необходимых оборотов, стол продвигается вперед.
Заготовка вместе со столом подается на диск для отпиливания нужного куска.
Основные настройки станка:
- положение заготовки;
- глубина разреза;
- угол распила.
Существуют станки трех разновидностей:
- легкие (рассчитанные на рабочую нагрузку в пять часов);
- средние (8-10 часов);
- тяжелые (16- 20 часов).

Конструкция
Наиболее популярные модели — Mj 45kb-2, JTS-315SP SM, Woodtec ps 45, Altendorf F 45. Несмотря на разные особенности, они имеют общность конструкции.
Обязательные составляющие раскроечного станка:
- Станина — основа, на которой крепятся все механизмы. Тяжелые станины исключают вибрации и колебания, что крайне важно для точного распила.
- Пильный узел, состоящий из двух дисков. Первый диск расположен спереди узла и служит для предварительного подпиливания заготовки. Второй — для полного распиливания плиты.
- Три рабочих стола. Первый — неподвижный, на нем располагается узел. Второй, форматный — подвижный, на нем происходит подача плиты на диск. Третий поддерживает отпиливаемые части.
- Каретка — деталь, позволяющая форматному столу передвигаться.
- Упоры и линейки, которые закрепляют заготовку в необходимом положении.
В зависимости от модели, цены и особенностей резки станки могут иметь различные нюансы конструкции.
Дополнительные составляющие станка:
- патрубок, отводящий стружку и опилки, и подключающий систему удаления пыли;
- струбцины для надежного закрепления заготовки на столе;
- поворотная линейка и угловые упоры, при помощи которых распил производится под нужным углом и без разметки;
- рама с упорной ногой для распила длинных заготовок;
- шариковые и роликовые каретки.
Первый форматный станок с движущейся кареткой был собран в 1906 году немецким столяром Вильгельмом Альтендорфом.

Как изготовить станок своими руками
При использовании форматно-раскроечного станка можно получить детали для мебели высокого качества. Это связано с высокой точностью процесса производства, в том числе и раскройки. Поэтому, если приобрести готовое оборудование затруднительно, но начать бизнес по обработке ЛДСП очень хочется, можно собрать станок своими руками.
Необходимые инструменты и материалы
Пильный узел станка чаще всего представляет собой сварную конструкцию, так как она наиболее эффективно противостоит вибрации.
Инструменты:
- сварочный аппарат;
- «болгарка» с диском по металлу;
- электродрель;
- измерительный инструмент.
Для того чтобы оборудование работало на протяжении нескольких лет, лучше выбирать те материалы для его изготовления, которые были подвергнуты термической обработке.
Материалы:
- трубы квадратного или круглого сечения;
- балка или две трубы круглого сечения, соединенные между собой;
- ролики;
- стальной лист толщиной не менее трех миллиметров;
- лист ДСП;
- рычажный механизм любой конфигурации.
Изготовление
Изготовление начинается с основных составляющих и завершается более мелкими.
Этапы изготовления станка для распила ДСП своими руками:
- Изготовление станины. Потребуются трубы квадратного или круглого сечения. Они обрезаются и крепятся друг с другом с помощью струбцин. После проверки размеров и правильного расположения компонентов — сварка.
- Изготовление подвижной каретки. Установить направляющие, лучше всего балку или две трубы круглого сечения, соединенные между собой. Каретка должна быть снабжена роликами для плавного скольжения.
- Изготовление рабочего стола. Основа — из стального листа толщиной не менее трех миллиметров, рабочая поверхность — из листа ДСП, на ней крепятся измерительные линейки.
- Изготовление прижимов для листов, например, из рычажного механизма любой конфигурации.
- По окончании режущий блок подключается с стружкоотсосу.
Качество готовых изделий, произведенных на станках собственного изготовления, выше, чем у изделий, созданных полностью ручными инструментами, но все же ниже, чем на станках промышленного изготовления.
Видео о распиле ЛДСП без сколов
В видео можно наглядно увидеть процесс распиловки ЛДСП без сколов.
Что бы сделать форматно раскроечный станок своими руками необходимо:
Как сделать кромкообрезной станок своими руками
Первым делом закрепить болтами откидные упоры длиной 600 мм на нижних концах стоек сечением 40×90 мм. Внизу стоек сделайте 12-миллиметровые отверстия с шагом 200 мм для шкантов, фиксирующих переставные блоки-упоры. У верхних концов стоек и в трех настенных кронштейнах просверлите отверстия диаметром 38 мм для стальной трубы диаметром 1 дюйм. На концах трубы сделайте отверстия для шплинтов. Труба продевается в отверстия кронштейнов и стоек, а затем фиксируется шплинтами. Для работы расставьте стойки так, чтобы обеспечить поддержку внешних краев заготовки. Если нужно распилить поперек целый лист, поставьте его торцом на пол и прижмите струбцинами к стойкам выше линии раскроя, чтобы струбцины не были помехой для пилы. Для раскроя меньшего куска, а также когда нужно распилить целый лист вдоль, поставьте его на блоки-упоры, чтобы расположить на удобной высоте, и зафиксируйте струбцинами к стойкам.
Чтобы точно установить направляющую шину для циркулярной пилы, закрепите у одного края струбцину ниже линии разметки и положите на нее один конец направляющей, зафиксировав второй конец, переходите к первому и окончательно его выровняйте.
Для этой цели можно даже самому собрать промышленное оборудование — раскроечный станок.
Изготовление самодельного форматно-раскроечного станка
1) Формируется основная опорная рама, на которую будет ложиться полотно. Можно изготовить самостоятельно из металлических уголков или профиля или взять уже готовую, к примеру, со старой пилорамы или другой установки.
На готовую раму укладывается полотно с пропилом для хода распилочных дисков. Поверхность полотна должна быть ровной и гладкой, чтобы обеспечивать нормальное скольжение листов ДСП.
2) Потом изготавливаем каретку из листов прочного ДСП или подобного материала. Она позволит надежно зафиксировать две пилы и свободно перемещать их по направляющим. Между собой листы соединяются в четырех углах посредством конусного вала на таком расстоянии, чтобы вал четко двигался по направляющим.
Наверху каретки монтируется автомат пуска пилорамы. Под кареткой прочно закрепляется первая и вторая пила с фронтальным расположением дисков. Диски следует закрыть специальным экраном. Лучшим вариантом станет прозрачный материал.
3)Для изготовления направляющих потребуется две трубы большого диаметра. Между собой они соединяются посредством металлической полосы. Поверхность должна быть гладкой без дефектов.
На краю стеллажа располагается упор. По высоте упор должен с легкостью выдерживать прислоненный лист или деталь. Рядом с упором размещается металлическая линейка, ноль которой должен располагаться у распила полотна. Она позволит вычислять размер на месте.
4)Перпендикулярно упору размещается прижимной механизм. Предварительно прижимной механизм изготавливается из металлического профиля. Крепится болтами.
5)К верху экрана подвижной каретки крепится гибкая гофра, а другой ее конец вместе с приводом крепится на стену у вентиляционного люка. На стену под вытяжкой монтируется автомат пуска.
Станок готов к пуску и ведению раскроечных работ. Перед включением пилы, обязательно нужно включить вытяжку для соблюдения чистоты в помещении.
Видео: самодельный форматнораскроечный станок
Форматно-раскроечный станок – это основной вид оборудования, который применяют при изготовлении мебели.
Станки осуществляют раскрой ДСП, ЛДСП, МДФ и ДВП. Основное их свойство – точность распила, от которого зависит качество готовой мебели и создание скошенной кромки.
Эксплуатация
Этот же принцип мы использовали в данной конструкции. Пильный диск вплотную подходит к плите каретки

Зазор между фанерой каретки и диском минимальный — так мы избегаем больших сколов
Тыльная сторона листа точно будет с идеальным резом, а вот лицевая может сколоться. Задача простая — лист, который мы будем пилить, должен прижаться к листу каретки форматника. Мы будем пилить фанеру 4, 6 и 10 мм. Поэтому просвет между плоскостью наклонного «стола» форматника и самой кареткой мы выставили 20 мм, чтобы можно было одновременно пилить несколько листов (5 листов по 4мм, три листа по 6мм или 2 листа по 10 мм).
Поэтому когда нужно отпилить только один лист, то под него подкладываем обрезок нужной толщины.

Материал нужно прижать к листу каретки, чтобы не было сколов. Используем подкладки из обрезков

Также на наклонном столе я сделал разметку и упоры под стандартные для нас размеры фанеры.
Теперь процесс роспуска фанеры заметно ускорился, а рез оказался очень неплохим
Полезные советы

Чтобы эксплуатация проходила безопасно, в помещении, где он установлен, рекомендуется устроить хорошую вентиляцию вытяжного типа. В этом случае частички древесины не смогут накапливаться и воспламеняться от случайной искры, которая может возникнуть от рабочего мотора
Следует помнить, что скорость вращения пил достаточно высокая, поэтому при работе необходимо действовать осторожно

Прижимать листовой материал лучше всего специальной лапой, проворачивая эксцентрик, перемещаемый оператором вручную. Вместо шкалы для измерения можно воспользоваться готовой линейкой от старого оборудования либо рулетки. Упор фиксируется эксцентриком либо винтом с крупной резьбой. Для соблюдения техники безопасности все подвижные участки оборудования обязательно прикрываются съемной экранировкой из стали. Пильный узел должен быть расположен на безопасном расстоянии от того места, где находится оператор.
Стружкоудаление
После первых запусков вскрылась еще одна неприятная особенность — когда начинаешь резать лист сверху, то вся стружка красивым фонтаном летит ровно на голову оператору. Поэтому быстро стали решать вопрос с удалением стружки, пока оператору приходилось ходить в технической кофте с капюшоном и очках.
К тому моменту у нас назрело приобретение стружкоотсоса, чтобы вытягивать пыль от 2х фрезерных чпу, циркулярного станка, места шкурения шлифмашинкой и от будущего форматника. Раз приборов много, то взяли стружкоотсос Jet 2300 2.2 кВт с 2мя мешками за 35 тр (подобный на 1 мешок стоит 25 тр).

Стружкоотсос, без которого голова работника постоянно была в опилках от пиления
В принципе, если бы у меня был только один форматник, то я бы приделал к нему пылесос с длинным шлангом. В этом варианте резоннее подобрать циркулярку с патрубком для шланга пылесоса. А пылесос лучше взять с большим мешком и со встроенной розеткой для ручного инструмента (форматник подключить через него). Тогда при включении форматника пылесос включится автоматически и также выключится после выключения пилы (я пользуюсь пылесосом Керхер с тканевыми мешками, но предпочел бы мешок по больше). Но в моем случае выбор в пользу стружкоотсоса был очевиден — к каждому станку пылесос не поставишь (по деньгам выйдет то же, но будет очень шумно и большая нагрузка на сеть). Из канализационных труб собрал воздуховоды под потолком, проклеил внутри алюминиевым скотчем для снятия статики и развел ко всем станкам.

Это не канализация под потолком))), а воздуховоды для отвода стружки до стружкоотсоса
Чтобы не бегать каждый раз до стружкоотсоса, чтобы включить его, кнопку включения вынесли и подвесили под потолком в середине комнате.
Чтобы подключить его к форматнику, я смастерил все из той же фанеры и поворота от воздуховода (купил в строительном магазине) небольшой кожух, который одевается поверх циркулярки. Одевается он туго, поэтому крепления не потребовались. В любой момент можно легко снять, чтобы сменить диск. Признаю, смотрится колхозно, но мне уже было не до красоты — нужно было решить вопрос как можно быстрее, и было не до красоты. Как обычно, все временное становится постоянным. Может, как нибудь переделаю.

Насадку сделал колхозно на скорую руку, но нужно было быстро решить этот вопрос

Насадка упруго одевается, поэтому не понадобилось придумывать никаких креплений
Кстати, по поводу смены диска — моя циркулярка имеет погружную конструкцию, то есть диск можно вытащить полностью, не снимая циркулярку со станка. Это опять же упрощает эксплуатацию.
Какие недостатки обнаружились и что я бы переделал
- Диаметр валов 20 мм. Профессиональные форматники используют валы по 40 мм, поэтому их сложно изогнуть при раскрое. Почему не взяли 40 мм? Если честно, задушила жаба — один вал 2 метра диаметром 40 мм стоит почти 10 тыс руб. А их нужно 2 (напомню, весь форматник вышел в 10-11 тыс руб вместе с циркуляркой). Если решите собрать на мебельной штанге (для плечиков) — сразу не советую — у нас полнотелые 20 мм валы немного изгибаются, а штанги просто погнет.
- Деревянный каркас. Дерево имеет свойство «гулять» и рассыхаться. Поэтому какие-то бруски может немного погнуть от изменения влажности. Алюминиевая рама из станочного профиля обошлась бы в 30-40 тыс руб. Из простых квадратных труб из алюминия примерно вдвое дешевле, но у них жесткость на изгиб ниже, чем у станочного профиля. По идее, можно ключевые места укрепить металлическими уголками (речь про погонажные изделия, а не угловые крепления деталей под углом 90 град). Но опять же рама прикреплена к полу и стене, а проблема изгибания решается периодической регулировкой положения валов.
- Фанеру все же предпочтительно взять ламинированную, а не простую ФК. Так листы будут ездить веселее. Почему мы не использовали ламинированную? Потому что на нашем складе была только ФК, а отдельно заказывать лист ламинированной желания и времени не было. Возможно, исправим в будущей модификации.
- Втулки из полипропилена для скольжения подвижной каретки иногда немного подклинивают и они посвистывают. Сейчас я бы сделал чуть иначе, но показываю именно так, как это было у меня в процессе изготовления
- Вместо валов с противовесом лучше все же поискать трос с «рулеткой с обратной тягой» (прошу прощения — точное название не искал этого узла). Должно выйти не дороже моего варианта, но собрать будет такую конструкцию будет проще. Плюс, пропадет лишнее сопротивление в роликах, которые я использовал над станком.
P.S. Если вы впервые на нашем сайте и интересуетесь столяркой, то посмотрите какие классные вещи делает наш станок ЧПУ выжигатель Пиропринтер (это не краска — это ВЫЖИГАНИЕ):
О самом станке ПИРОПРИНТЕР можно почитат тут
Форматно-раскроечный станок своими руками: чертежи, видео, фото
По мере развития проекта Пиропринтер, нашей команде приходится оптимизировать какие-то процессы. Нам давно требовалось сделать какой-то станок или приспособление для быстрого и аккуратного роспуска фанеры для последующей фрезеровки. Не буду утомлять, сразу покажу результат, который мы получили:
Вот такой форматно-раскроечный станок мы сделали своими руками Поясню сразу — мы не мебельное производство, где форматник — это один из основных инструментов.
И к нему идет требование обязательного наличия подрезного пильного диска для пиления без малейших сколов и высокой производительности.
Раскрой фанеры (и другого листового материала) для нас — это вспомогательный производственный процесс, не требующий высокого качества реза.
Те, кто когда-либо сталкивался с раскроем листов фанеры (1,5*1,5м), знают, что распиливание сопровождается рядом сложностей:
- Лист громоздкий и требуется много места, если пилить его в горизонтальном положении;
- При раскрое поперек волокон появляется много сколов;
- Выдержать ровную линию от края до края, просто отпиливая по нарисованной линии не просто — рез немного плывет.
Исходные требования были простыми: нужен бюджетный вариант форматно-раскроечного станка, который можно собрать своими руками. Рез должен быть прямым и без сколов. При раскрое тратить минимум времени на выставление размеров. Форматник должен занимать минимум места.
Назначение форматно раскроечного станка
Основные функции форматно-раскроечного станка заключаются в формировании ровного реза на поверхности ламинированного ДСП или ДВП. При этом предъявляются особые требования к качеству кромки.
Внешне конструкция напоминает простую пилораму. Разница заключается в жесткой фиксации заготовки относительно режущих компонентов. Для увеличения качества присутствуют два диска различных диаметров. Один из них больше другого и вращается в обратную сторону. Это дает возможность уменьшить вероятность появления сколов на торце деревянной поверхности.
При изготовлении самодельной конструкции следует учитывать такие моменты:
- устойчивость оборудования во время работы;
- наличие измерительных инструментов для предварительной раскройки деревянного листа.
- размеры рабочего стола. Они напрямую зависят от габаритов заготовки;
- меры безопасности. Это относится к оборудованию и рабочему персоналу. Для удаления стружки обязательно должен присутствовать вытяжной механизм, режущие компоненты находятся под специальным чехлом.
Важным фактором является предварительный расчет всех элементов конструкции. Она должна выполнять свои функции в зависимости от степени нагрузки. Одним из недостатков форматно-раскроечного станка является невозможность формирования резов фигурной формы. Для этого необходимы другие типы оборудования.
Во время анализа заводских моделей следует учитывать толщину обрабатываемого материала и его удельную плотность. Это повлияет на выбор пильных дисков.
Почему решили сделать форматно-раскроечный станок своими руками, а не купили готовый?
Самый дешевый готовый форматник с горизонтальным расположением листа стоит 220 тыс руб. (марка Jet).
Пример готового горизонтального форматника. С листом фанеры он занимает очень много места
В данной конструкции есть подрезная пила. И по идее можно было самим собрать что-то подобное из готового циркулярного (распиловочного) станка или ручной циркулярной пилы. Самый простой дешевый циркулярный станок стоит 7 тыс руб, что-то по серьезнее обойдется в 30 тыс руб.
А со свободным местом у нас в мастерской проблематично (напомню, что раскрой фанеры — у нас вспомогательная функция). Поэтому нам подходил только вертикальный форматно раскроечный станок.
Самый простой вертикальный форматник обойдется в 230 тыс руб.
Бюджетный вариант вертикального форматинка, который нам не очень понравился
Тот, что нам понравился стоит около 300 тыс руб (причем, это бюджетный, так как серьезные форматники стоят от 500 тр до 1,5 млн). Правда, я нашел вариант на авито самодельный на металлической раме с закрепленной на нем простой ручной циркулярной пилой за 100 тыс руб. (+доставка).
Да, есть еще и простое готовое решение — пилить вдоль специальной шины (если ваша модель циркулярки предусматривает пазы под шину и шина под вашу пилу в принципе существует). Так рез будет ровным.
Но есть некоторые неудобства, связанные с шиной: долго размечать и выставлять, руки находятся в напряжении от веса циркулярки, распускать так придется либо в горизонтальном положении листа или как-то его фиксировать на расстоянии от пола, не удобно длинную шину использовать для распила коротких кусков фанеры и пр.
Изготовление самодельного форматно-раскроечного станка
1) Формируется основная опорная рама, на которую будет ложиться полотно. Можно изготовить самостоятельно из металлических уголков или профиля или взять уже готовую, к примеру, со старой пилорамы или другой установки.
На готовую раму укладывается полотно с пропилом для хода распилочных дисков. Поверхность полотна должна быть ровной и гладкой, чтобы обеспечивать нормальное скольжение листов ДСП.
2) Потом изготавливаем каретку из листов прочного ДСП или подобного материала. Она позволит надежно зафиксировать две пилы и свободно перемещать их по направляющим. Между собой листы соединяются в четырех углах посредством конусного вала на таком расстоянии, чтобы вал четко двигался по направляющим.
Наверху каретки монтируется автомат пуска пилорамы. Под кареткой прочно закрепляется первая и вторая пила с фронтальным расположением дисков. Диски следует закрыть специальным экраном. Лучшим вариантом станет прозрачный материал.
3)Для изготовления направляющих потребуется две трубы большого диаметра. Между собой они соединяются посредством металлической полосы. Поверхность должна быть гладкой без дефектов.
На краю стеллажа располагается упор. По высоте упор должен с легкостью выдерживать прислоненный лист или деталь. Рядом с упором размещается металлическая линейка, ноль которой должен располагаться у распила полотна. Она позволит вычислять размер на месте.
4)Перпендикулярно упору размещается прижимной механизм. Предварительно прижимной механизм изготавливается из металлического профиля. Крепится болтами.
5)К верху экрана подвижной каретки крепится гибкая гофра, а другой ее конец вместе с приводом крепится на стену у вентиляционного люка. На стену под вытяжкой монтируется автомат пуска.
Станок готов к пуску и ведению раскроечных работ. Перед включением пилы, обязательно нужно включить вытяжку для соблюдения чистоты в помещении.
Видео: самодельный форматнораскроечный станок
Эксплуатация
Этот же принцип мы использовали в данной конструкции. Пильный диск вплотную подходит к плите каретки
Зазор между фанерой каретки и диском минимальный — так мы избегаем больших сколов
Тыльная сторона листа точно будет с идеальным резом, а вот лицевая может сколоться. Задача простая — лист, который мы будем пилить, должен прижаться к листу каретки форматника. Мы будем пилить фанеру 4, 6 и 10 мм. Поэтому просвет между плоскостью наклонного «стола» форматника и самой кареткой мы выставили 20 мм, чтобы можно было одновременно пилить несколько листов (5 листов по 4мм, три листа по 6мм или 2 листа по 10 мм).
Поэтому когда нужно отпилить только один лист, то под него подкладываем обрезок нужной толщины.

Материал нужно прижать к листу каретки, чтобы не было сколов. Используем подкладки из обрезков

Также на наклонном столе я сделал разметку и упоры под стандартные для нас размеры фанеры.
Теперь процесс роспуска фанеры заметно ускорился, а рез оказался очень неплохим
Особенности выбора
Если с типом и конфигурацией оборудования покупатель уже определился, то напоследок ему стоит обратить внимание также на следующие характеристики:
-
Мощность двигателя
. Лёгкие станки обладают мотором мощностью 1,5 – 2 кВт. Этого достаточно для распиливания тонкой фанеры и древесно-волокнистых плит. В случае с древесно-стружечными скорость раскроя будет невелика. Для резания одинарного слоя большого формата подойдёт станки мощностью до 4-х киловатт. Промышленные агрегаты, работающие от трёхфазной электросети, допускают раскроя материала пачками и стопками, а мощность их достигает 6 – 8 кВт.
- Размер диска. Станины и места крепления оснастки делают таким образом, чтобы модно было закрепить диск в определённом диапазоне величин. Минимальным стандартом считается диск 200 мм, а в тяжёлые и некоторые средние устройства можно установить и 550 мм. От данного параметра зависит максимальная толщина разрезаемого материала.
- Частота оборотов. От этого числа зависит скорость реза и производительность оборудования. В некоторых моделях есть регулировка числа оборотов. Для работы с древесиной и материалами на её основе обычно используется частота от 2500 до 6000 об/мин.
- Механизм каретки. Может быть сделан с использованием шариковых подшипников или роликовых устройств качения по алюминиевым направляющим. Шариковые каретки менее подвержены загрязнению, зато роликовые способны выдержать больший вес листов, уложенных на раскроечный стол и отличаются долгим сроком службы.
Раскроечно-форматный станок – это необходимое оборудование для производителей корпусной мебели, обладающее высокой степенью универсальности
При выборе и покупке станков обращайте пристальное внимание на гарантийное обслуживание и ремонт, так как любая поломка чревата простоями в работе
Форматно-раскроечные станки для обработки ДСП: обзор моделей
Итальянская компания ITALMAC (Omnia-3200BR). На любой раскроечный станок дается один год гарантии. Модель среднего классам может работать 8-10 часов. Отлично подходит для производства мебели. Наличие дополнительных столов и регулировка скорости пилы сделали этот станок универсальным. Подходит для распиловки разного размера ДСП.
Болгарская компания Brassa. Раскроечные устройства подходят для эксплуатации на протяжении целой рабочей смены.
Brassa S315 – предназначен для крупногабаритных заготовок. Идеальный вариант для распила паркета, ДСП, МДФ. Станок оснащен дополнительной металлической опорой, что позволяет обрабатывать крупногабаритные и тяжелые заготовки.
Американская компания HighPoint. Все устройства имеют дополнительные опции и приспособления.
Форматно-раскроечный станок Brassa S 315
HighPoint STS3200. Представитель «бизнес-класса», предназначен для полной рабочей смены. Устройство позволяет регулировать скорость вращения пильного диска. Благодаря этой функции можно обрабатывать материалы различной твердости. Дается гарантия на каретку (3 года) и на пильный узел (2 года).
PROMA PKS-315F. Оснащен долговечными направляющими, которые выполнены из хромированной стали. На угловом упоре находится градусная шкала, что позволяет производить распилку без предварительной разметки. к меню
к меню
Раскроечный станок своими руками
Основной рабочий компонент – это блок рез. В его состав входят два пильных диска, электродвигатель и раструб (подключение к стружкопылесосу). Комплектация станков своими руками предполагает использование заводской модели блока (самодельное оборудование может иметь проблемы в работе).
Компоненты для форматно-раскроечного станка своими руками:
- станина – трубчатая конструкция с регулировочными ножами;
- рабочий стол должен иметь идеально ровную поверхность, без наличия дефектов;
- прижимы;
- каретка (при изготовлении используют двутавровую балку или две трубы круглого сечения);
- защитные кожухи.
Необходимые инструменты:
- сварочный аппарат;
- болгарка;
- электродрель;
- измерительное устройство.
Для начала необходимо изготовить станину (используем трубы с квадратным или круглым сечением).
Самодельный форматно-раскроечный станок
Обрезаем их согласно схеме и прикрепляем друг к другу струбциной. Затем приступаем к сварке. Чтобы конструкция было более жесткой можно установить профили между ножками станины.
Этапы изготовления станка своими руками:
- Подвижная каретка. Устанавливаем направляющие. Можно использовать балку или две трубы с круглым сечением. Конструкция каретки должна быть снабжена роликами для плавного передвижения.
- Рабочий стол. В основе – стальной лист 3 мм. Рабочую поверхность делаем из листа ДСП.
- Прижимы – рычажные механизмы с относительно большой площадью.
В конце сборки режущий блок подключаем к стружкоотсосу.
data-full-width-responsive=»true» data-ad-client=»ca-pub-8514915293567855″data-ad-slot=»8040443333″>
С помощью форматно-раскроечных станков Вы можете:
- производить раскрой ДСП, ДВП, древесины, фанеры, ламинированных, шпонированных и облицованных плёнкой материалов, МДФ, пластика и оргстекла;
- выполнять распил высокого качества, без сколов;
- некоторые станки могут одновременно распиливать несколько листов ДСП, что актуально для производства крупных масштабов.
Какие недостатки обнаружились и что я бы переделал
- Диаметр валов 20 мм. Профессиональные форматники используют валы по 40 мм, поэтому их сложно изогнуть при раскрое. Почему не взяли 40 мм? Если честно, задушила жаба — один вал 2 метра диаметром 40 мм стоит почти 10 тыс руб. А их нужно 2 (напомню, весь форматник вышел в 10-11 тыс руб вместе с циркуляркой). Если решите собрать на мебельной штанге (для плечиков) — сразу не советую — у нас полнотелые 20 мм валы немного изгибаются, а штанги просто погнет.
- Деревянный каркас. Дерево имеет свойство «гулять» и рассыхаться. Поэтому какие-то бруски может немного погнуть от изменения влажности. Алюминиевая рама из станочного профиля обошлась бы в 30-40 тыс руб. Из простых квадратных труб из алюминия примерно вдвое дешевле, но у них жесткость на изгиб ниже, чем у станочного профиля. По идее, можно ключевые места укрепить металлическими уголками (речь про погонажные изделия, а не угловые крепления деталей под углом 90 град). Но опять же рама прикреплена к полу и стене, а проблема изгибания решается периодической регулировкой положения валов.
- Фанеру все же предпочтительно взять ламинированную, а не простую ФК. Так листы будут ездить веселее. Почему мы не использовали ламинированную? Потому что на нашем складе была только ФК, а отдельно заказывать лист ламинированной желания и времени не было. Возможно, исправим в будущей модификации.
- Втулки из полипропилена для скольжения подвижной каретки иногда немного подклинивают и они посвистывают. Сейчас я бы сделал чуть иначе, но показываю именно так, как это было у меня в процессе изготовления
- Вместо валов с противовесом лучше все же поискать трос с «рулеткой с обратной тягой» (прошу прощения — точное название не искал этого узла). Должно выйти не дороже моего варианта, но собрать будет такую конструкцию будет проще. Плюс, пропадет лишнее сопротивление в роликах, которые я использовал над станком.
P.S. Если вы впервые на нашем сайте и интересуетесь столяркой, то посмотрите какие классные вещи делает наш станок ЧПУ выжигатель Пиропринтер (это не краска — это ВЫЖИГАНИЕ):
О самом станке ПИРОПРИНТЕР можно почитат тут
Форматно-раскроечный станок своими руками: чертежи, видео, фото
По мере развития проекта Пиропринтер, нашей команде приходится оптимизировать какие-то процессы. Нам давно требовалось сделать какой-то станок или приспособление для быстрого и аккуратного роспуска фанеры для последующей фрезеровки. Не буду утомлять, сразу покажу результат, который мы получили:
Вот такой форматно-раскроечный станок мы сделали своими руками Поясню сразу — мы не мебельное производство, где форматник — это один из основных инструментов.
И к нему идет требование обязательного наличия подрезного пильного диска для пиления без малейших сколов и высокой производительности.
Раскрой фанеры (и другого листового материала) для нас — это вспомогательный производственный процесс, не требующий высокого качества реза.
Те, кто когда-либо сталкивался с раскроем листов фанеры (1,5*1,5м), знают, что распиливание сопровождается рядом сложностей:
- Лист громоздкий и требуется много места, если пилить его в горизонтальном положении;
- При раскрое поперек волокон появляется много сколов;
- Выдержать ровную линию от края до края, просто отпиливая по нарисованной линии не просто — рез немного плывет.
Исходные требования были простыми: нужен бюджетный вариант форматно-раскроечного станка, который можно собрать своими руками. Рез должен быть прямым и без сколов. При раскрое тратить минимум времени на выставление размеров. Форматник должен занимать минимум места.
Назначение форматно раскроечного станка
Основные функции форматно-раскроечного станка заключаются в формировании ровного реза на поверхности ламинированного ДСП или ДВП. При этом предъявляются особые требования к качеству кромки.
Внешне конструкция напоминает простую пилораму. Разница заключается в жесткой фиксации заготовки относительно режущих компонентов. Для увеличения качества присутствуют два диска различных диаметров. Один из них больше другого и вращается в обратную сторону. Это дает возможность уменьшить вероятность появления сколов на торце деревянной поверхности.
При изготовлении самодельной конструкции следует учитывать такие моменты:
- устойчивость оборудования во время работы;
- наличие измерительных инструментов для предварительной раскройки деревянного листа.
- размеры рабочего стола. Они напрямую зависят от габаритов заготовки;
- меры безопасности. Это относится к оборудованию и рабочему персоналу. Для удаления стружки обязательно должен присутствовать вытяжной механизм, режущие компоненты находятся под специальным чехлом.
Важным фактором является предварительный расчет всех элементов конструкции. Она должна выполнять свои функции в зависимости от степени нагрузки. Одним из недостатков форматно-раскроечного станка является невозможность формирования резов фигурной формы. Для этого необходимы другие типы оборудования.
Во время анализа заводских моделей следует учитывать толщину обрабатываемого материала и его удельную плотность. Это повлияет на выбор пильных дисков.
Почему решили сделать форматно-раскроечный станок своими руками, а не купили готовый?
Самый дешевый готовый форматник с горизонтальным расположением листа стоит 220 тыс руб. (марка Jet).
Пример готового горизонтального форматника. С листом фанеры он занимает очень много места
В данной конструкции есть подрезная пила. И по идее можно было самим собрать что-то подобное из готового циркулярного (распиловочного) станка или ручной циркулярной пилы. Самый простой дешевый циркулярный станок стоит 7 тыс руб, что-то по серьезнее обойдется в 30 тыс руб.
А со свободным местом у нас в мастерской проблематично (напомню, что раскрой фанеры — у нас вспомогательная функция). Поэтому нам подходил только вертикальный форматно раскроечный станок.
Самый простой вертикальный форматник обойдется в 230 тыс руб.
Бюджетный вариант вертикального форматинка, который нам не очень понравился
Тот, что нам понравился стоит около 300 тыс руб (причем, это бюджетный, так как серьезные форматники стоят от 500 тр до 1,5 млн). Правда, я нашел вариант на авито самодельный на металлической раме с закрепленной на нем простой ручной циркулярной пилой за 100 тыс руб. (+доставка).
Да, есть еще и простое готовое решение — пилить вдоль специальной шины (если ваша модель циркулярки предусматривает пазы под шину и шина под вашу пилу в принципе существует). Так рез будет ровным.
Но есть некоторые неудобства, связанные с шиной: долго размечать и выставлять, руки находятся в напряжении от веса циркулярки, распускать так придется либо в горизонтальном положении листа или как-то его фиксировать на расстоянии от пола, не удобно длинную шину использовать для распила коротких кусков фанеры и пр.
Как сделать форматно-раскроечный станок из подручных средств своими руками
В производстве корпусной мебели, не получится обойтись без станка для раскройки материала. Такие мебельные конструкции, как кухонная стенка, компьютерные столы и даже кровати, потребуют детали с высокой точностью в размерах. Не стоит заблуждаться в том, что можно начать производство мебели, используя лишь циркулярную пилу для раскроя. Придется прибегнуть к изготовлению форматно-раскроечного станка своими руками.
Дело в том, что циркулярная пила может производить раскрой с маленькой скоростью, при этом качество готовой детали, полностью зависит от мастера. Таким образом, производство мебели будет не только медленным, но и, возможно, убыточным, ведь велика возможность изготовления бракованных изделий.
Вертикальный форматно-раскроечный механизм для плитового материала, позволяет снять ответственность с мастера и делать точные линейные движения во время распила.
Заготовки для мебели, оказываются точными, а скорость их производства достигает 15 деталей в минуту.
Изготовление распилочного станка
Плюсов у такого станка достаточно много, однако, присутствует и минус – большая стоимость высокоточного оборудования. Не всем, начинающим производителям, выпадает возможность приобрести такой механизм, поэтому многие решают сделать форматно-раскроечный станок своими руками.
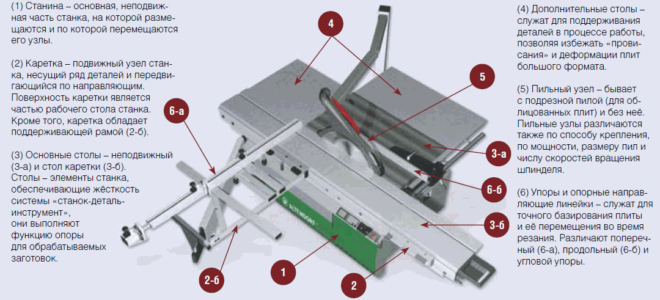
Для изготовления станка, который будет отвечать требованиям к качеству и скорости производства, нужно быть готовым к затратам на материалы и уметь использовать чертежи, ведь агрегат состоит из сложных механизмов и объемных конструкций.
- Станина – должна быть выполнена в соответствии с размерами обрабатываемого материала, для ДСП – это 3.5х2.5 м. Как показывает практика, больше и не требуется, конечно же, если производство не достигло заводских масштабов. Также, данная конструкция, как и весь форматнораскроечный агрегат, должна иметь низкий уровень вибрации. Для этого, станина выполняется из сварных соединений и устанавливается на резиновые каблуки, которые поглощают вибрацию;
- Столешница – для самодельного форматно-раскроечного станка, подойдет из ламинированной плиты ДСП или металлического листа. Главное, чтобы поверхность была идеально гладкой, иначе возможно появление дефектов на обрабатываемом материале, в виде царапин и сколов. Также, на поверхности столешницы не должно быть впадин или выпуклостей, это приведет к неточности размеров изделия;
- Передвигающаяся каретка – может быть выполнена в 3 вариантах, в зависимости от выбора функциональности станка. Однако, главным ее качеством служит ровное линейное перемещение пилы или распильного материала;
- Двигатель – лучше всего использовать без передаточных приспособлений (ремни, шестерни). В качестве движущей силы для пилы, можно применить высокооборотистые электродвигатели и даже моторы от болгарок;
- Система пылесборника – обязательно вмещает в себя рукав для отвода стружки и пыли, емкость для отходов и насос. Данная система оказывается крайне важной для длительной работы;
- Прижимы для материалов – не дают листам сдвигаться во время разделки. Важными характеристиками прижимов оказываются прочность удержания и отсутствие следов после использования. Для этого, прижимы оснащаются резиновыми подложками и осуществляется подбор необходимого давления на деталь.
Как исключить появление сколов на ДСП
Такой материал, как ламинированный ДСП, имеет вредное свойство, оставлять сколы на торцах, после раскроя. Избежать такой неприятности, позволяет лишь увеличение скорости вращения пилы или медленная подача пилы на материал. Однако, не все так просто. Листы ДСП состоят из прессованных опилок и ламинирующего слоя. Ламинирующий слой, тонкий, но очень прочный материал, а прессованные опилки толстый и мягкий слой.
Используя мощный двигатель, мягкие опилки режутся как масло, вследствие чего твердый ламинат просто откалывается. Решение – использовать 2 пилы с разной скоростью вращения или медленно осуществлять рез.
Со скоростью подачи пилы на материал все понятно, а вот с использованием двух пил стоит разобраться. Стоит отметить что, тут понадобятся чертежи форматно-раскроечных станков. Для достижения необходимого результата, диск для распила ламината размещается так, чтобы он прорезал не больше 2 мм, а скорость вращения достигается уменьшением диска или более мощным двигателем.
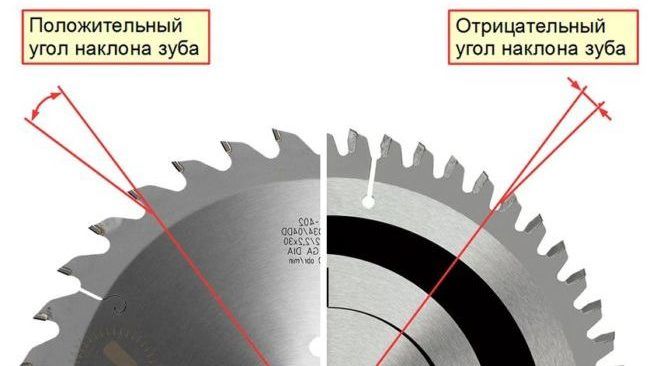
Для распила основного слоя, используется крупный диск с глубиной прореза до 40 мм. Стоит отметить, что такой вариант устройства распилочного механизма, позволяет достичь скорости разреза в 1 м за 10 сек.
Варианты использования механизма для распила
Существует 3 варианта, благодаря которым вертикальный форматно-раскроечный аппарат осуществляет распил материалов:
- подача пилы на материал – пилы располагаются под столом;
- подача пилы на материал – пилы располагаются над столом;
- подача материала на пилу – пилы располагаются под столом.
В случае подачи пилы на материал, которая располагается над столом, двигатель и режущие диски закрепляются на каретке. Каретка устанавливается на полозья, размещенные на нужной высоте, которые позволяют удерживаться и перемещаться всей конструкции для распила, по плоскости стола. Полозья или направляющие, могут быть выполнены из швеллера или мощных труб.
Расположение пилы под столом, которая подается на материал, также предполагает наличие направляющих и передвигающейся по ним каретки. Отличие такого расположения заключается в том, что система пылесборника оказывается скрытой под столом и не мешает перемещению габаритных предметов.
Когда распил осуществляется при подаче материала на пилу, требуется мощный механизм, передвигающий листы. В этом случае, кареткой для перемещения служит стол, с ножками на роликах. Стоит отметить, что конструкция такого распильного механизма требует больше места и обладает меньшей пропускной способностью.
За основу простейших прижимных механизмов могут быть взяты обычные струбцины, однако, в этом случае увеличивается время на выполнение работ. В идеале, для раскроечного агрегата, изготовить прижимное устройство в области прохода пилы. Довольно простым устройством, будет проложенная над столом, вдоль линии отреза труба, на которой разместятся прижимы.
Источник:
http://promzn.ru/stanki-i-oborudovanie/formatno-raskroechnyj-stanok.html
Как сделать форматно-раскроечный станок из подручных средств своими руками
В производстве корпусной мебели, не получится обойтись без станка для раскройки материала. Такие мебельные конструкции, как кухонная стенка, компьютерные столы и даже кровати, потребуют детали с высокой точностью в размерах. Не стоит заблуждаться в том, что можно начать производство мебели, используя лишь циркулярную пилу для раскроя. Придется прибегнуть к изготовлению форматно-раскроечного станка своими руками.
Дело в том, что циркулярная пила может производить раскрой с маленькой скоростью, при этом качество готовой детали, полностью зависит от мастера. Таким образом, производство мебели будет не только медленным, но и, возможно, убыточным, ведь велика возможность изготовления бракованных изделий.
Вертикальный форматно-раскроечный механизм для плитового материала, позволяет снять ответственность с мастера и делать точные линейные движения во время распила.
Заготовки для мебели, оказываются точными, а скорость их производства достигает 15 деталей в минуту.
Изготовление распилочного станка
Плюсов у такого станка достаточно много, однако, присутствует и минус – большая стоимость высокоточного оборудования. Не всем, начинающим производителям, выпадает возможность приобрести такой механизм, поэтому многие решают сделать форматно-раскроечный станок своими руками.

Конструкция ФРС
Для изготовления станка, который будет отвечать требованиям к качеству и скорости производства, нужно быть готовым к затратам на материалы и уметь использовать чертежи, ведь агрегат состоит из сложных механизмов и объемных конструкций.
- Станина – должна быть выполнена в соответствии с размерами обрабатываемого материала, для ДСП – это 3.5х2.5 м. Как показывает практика, больше и не требуется, конечно же, если производство не достигло заводских масштабов. Также, данная конструкция, как и весь форматнораскроечный агрегат, должна иметь низкий уровень вибрации. Для этого, станина выполняется из сварных соединений и устанавливается на резиновые каблуки, которые поглощают вибрацию;
- Столешница – для самодельного форматно-раскроечного станка, подойдет из ламинированной плиты ДСП или металлического листа. Главное, чтобы поверхность была идеально гладкой, иначе возможно появление дефектов на обрабатываемом материале, в виде царапин и сколов. Также, на поверхности столешницы не должно быть впадин или выпуклостей, это приведет к неточности размеров изделия;
- Передвигающаяся каретка – может быть выполнена в 3 вариантах, в зависимости от выбора функциональности станка. Однако, главным ее качеством служит ровное линейное перемещение пилы или распильного материала;
- Двигатель – лучше всего использовать без передаточных приспособлений (ремни, шестерни). В качестве движущей силы для пилы, можно применить высокооборотистые электродвигатели и даже моторы от болгарок;
- Система пылесборника – обязательно вмещает в себя рукав для отвода стружки и пыли, емкость для отходов и насос. Данная система оказывается крайне важной для длительной работы;
- Прижимы для материалов – не дают листам сдвигаться во время разделки. Важными характеристиками прижимов оказываются прочность удержания и отсутствие следов после использования. Для этого, прижимы оснащаются резиновыми подложками и осуществляется подбор необходимого давления на деталь.
Как изготовить настольный распиловочный станок
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Такое устройство предназначается для резки плит в мебельном производстве. Конструктивно оно состоит из распиловочного участка и основания. Пильный узел представляется парой дисков, имеющих оси вращения, располагающиеся на одном уровне. При этом диаметры дисков разные, вращение выполняется в противоположные направления – друг к другу.
Содержание:
Как исключить появление сколов на ДСП
Такой материал, как ламинированный ДСП, имеет вредное свойство, оставлять сколы на торцах, после раскроя. Избежать такой неприятности, позволяет лишь увеличение скорости вращения пилы или медленная подача пилы на материал. Однако, не все так просто. Листы ДСП состоят из прессованных опилок и ламинирующего слоя. Ламинирующий слой, тонкий, но очень прочный материал, а прессованные опилки толстый и мягкий слой.
Используя мощный двигатель, мягкие опилки режутся как масло, вследствие чего твердый ламинат просто откалывается. Решение – использовать 2 пилы с разной скоростью вращения или медленно осуществлять рез.
Со скоростью подачи пилы на материал все понятно, а вот с использованием двух пил стоит разобраться. Стоит отметить что, тут понадобятся чертежи форматно-раскроечных станков. Для достижения необходимого результата, диск для распила ламината размещается так, чтобы он прорезал не больше 2 мм, а скорость вращения достигается уменьшением диска или более мощным двигателем.
Деталь для распила
Для распила основного слоя, используется крупный диск с глубиной прореза до 40 мм. Стоит отметить, что такой вариант устройства распилочного механизма, позволяет достичь скорости разреза в 1 м за 10 сек.
Правила распиловки
Сначала нужно выбрать метод распиловки.
Обязательно провести следующую подготовку (раскрой):
- для защиты ламинированного покрытия плиты от повреждений во время работы необходимо приготовить малярную ленту или скотч;
- для разметки заготовок — линейку и карандаш;
- с торцов плиты отметить карандашом будущие точки распила;
- для того, чтобы не появлялись сколы, нужно наклеить на место распила малярную ленту или скотч;
- после наклеивания ленты точки предварительной разметки соединить карандашом;
- приготовить наждачную бумагу для окончательной обработки линий среза.
Следующее правило относится уже не к подготовке, а к действиям после распила, но является общим при любом методе: е сли на краях обнаружены неровности, то их нужно обработать напильником или рашпилем. Торцы, получившиеся в результате распила, покрыть шпоном с рисунком, похожим на рисунок ламинированного покрытия.
Чем нельзя распиливать
ЛДСП нельзя пилить с помощью углошлифовальной машины, которая также называется «болгаркой». При работе с этим инструментом велика вероятность травматизма, особенно при применении дисков большого диаметра. Также можно получить травму, когда с инструмента снимается защитный кожух.
Варианты использования механизма для распила
Существует 3 варианта, благодаря которым вертикальный форматно-раскроечный аппарат осуществляет распил материалов:
- подача пилы на материал – пилы располагаются под столом;
- подача пилы на материал – пилы располагаются над столом;
- подача материала на пилу – пилы располагаются под столом.
В случае подачи пилы на материал, которая располагается над столом, двигатель и режущие диски закрепляются на каретке. Каретка устанавливается на полозья, размещенные на нужной высоте, которые позволяют удерживаться и перемещаться всей конструкции для распила, по плоскости стола. Полозья или направляющие, могут быть выполнены из швеллера или мощных труб.
Расположение пилы под столом, которая подается на материал, также предполагает наличие направляющих и передвигающейся по ним каретки. Отличие такого расположения заключается в том, что система пылесборника оказывается скрытой под столом и не мешает перемещению габаритных предметов.
Когда распил осуществляется при подаче материала на пилу, требуется мощный механизм, передвигающий листы. В этом случае, кареткой для перемещения служит стол, с ножками на роликах. Стоит отметить, что конструкция такого распильного механизма требует больше места и обладает меньшей пропускной способностью.
Последовательность работ
Сначала готовится крепкая станина из металла, способная послужить основой станка. С этой целью лучше всего воспользоваться швеллером. Заготовки выбираются с тем расчетом, чтобы получился агрегат длиной 6.5 – 6.7 м, шириной 2.5 м, высотой от восьмидесяти до ста десяти сантиметров.
Конструируются главная направляющая раскроечного оборудования и напольная направляющая, крепятся на станине. Для них лучше всего воспользоваться трубами, размеры которых составят 6 см в диаметре, 6.5 м по длине, толщина стенки – 5 мм. Подвижную часть рабочего стола следует сделать подвижной по направляющим. Во время рабочего процесса с его помощью будет выполняться подача листового материала. Этот участок можно перемещать вручную либо установить дополнительный мотор с чпу. Линии реза по длине следует предусмотреть от трех метров. Данный параметр можно будет нарастить либо сократить, для чего просто меняется размер направляющих.
Читать также: Шаг резьбы на болгарке
На станину навешивается пара пил – для основного реза и подрезки. Их монтируют на пильный блок, чтобы вращение происходило во встречном направлении от движения пары асинхронных моторов. Рекомендуется предусмотреть возможность наклонять блок на сорок пять градусов, для чего следует использовать поворотное устройство на распиловочном блоке.
Выбирать электродвигатели следует внимательно, ведь они будут предназначаться для вращения пил. Мощность их должна быть не ниже 2.9 кВт. Мотор должен вращать главную пилу со скоростным режимом не менее 5 000 оборотов за минуту, а подрезной – выдавать на три тысячи оборотов больше.
Лучше всего при создании оборудования воспользоваться пильными дисками, диаметр которых равен двадцати пяти сантиметрам, что даст возможность раскраивать не только ламинированное ДСП и обрезать листы, но и использовать станок для сип-панелей.
Стационарная циркулярка своими руками из ручной циркулярки
Значительно увеличиваются эксплуатационные возможности ручной дисковой пилы, если она превращается в стационарный инструмент. Чтобы понять, как из ручной циркулярки сделать стационарную, стоит прежде всего разобраться в способах жесткого крепления электроинструмента.
В качестве подставки можно использовать козлы из металла или дерева. Это может быть как одно, так и два изделия (если размеры небольшие), соединенные между собой досками толщиной не менее 50 мм или брусками с аналогичным сечением. Далее к верхней части подставки нужно прикрепить столешницу, которая будет выполнять роль станины.
Для этих целей удобно применить толстую фанеру (не менее 10-12 мм) или два соединенных вместе листа из более тонкого материала, которые в совокупности дадут такую же толщину. Подойдут также полотна из древесно-стружечных плит или же металл. Если металл тонкий, его лучше прикрепить к деревянному основанию.
Ручную пилу устанавливают снизу. Предварительно в столешнице делается необходимый для выдвижения диска запил.
К верхней части подставки нужно прикрепить столешницу, которая будет выполнять роль станины.
Обратите внимание! Фиксировать инструмент необходимо так, чтобы пильный диск располагался строго параллельно линиям запила, то есть на одинаковом расст оянии от сторон. В противном случае не получится правильно установить дополнительные приспособления и добиться качественной распиловки.
Используя вышеперечисленные технические способы, можно изготовить циркулярную пилу из болгарки. Но этот ручной электроинструмент имеет определенные отличия, потому потребуется несколько иная схема сборки.
Источник:
http://instanko.ru/drugoe/formatno-raskroechnyj-stanok-svoimi-rukami.html
Советы по изготовлению распиловочного стола из влагостойкой фанеры

При ремонте или строительстве, изготовлении мебели и в других ситуациях, требующих обработки пиломатериалов, может понадобиться циркулярный станок. Мастера, работающие с древесиной, отмечают, что распиловочный стол намного удобнее и безопаснее в эксплуатации по сравнению с ручной пилой. Более того — точность выполнения действий при этом гораздо выше. Сделать такой станок можно своими руками — зачастую так получается выгоднее и быстрее. Кроме того, самостоятельно изготовленная конструкция будет точнее соответствовать требованиям мастера.
Особенности конструкции
Конструктивно самодельный распиловочный стол выглядит достаточно просто. Станок состоит из несущей рамы для крепления мотора, передаточного узла и рабочего стола с прорезью для режущего диска. Конструкция оснащается упорами для направления заготовки и защитным экраном, предотвращающим попадание стружки, а также повышающим безопасность работы.
Обязательные требования к распилочному столу:
- жесткая, устойчивая конструкция;
- гладкая поверхность столешницы;
- безопасное крепление диска;
- ограждение, защищающее оператора станка (стола);
- легкий доступ к управляющему устройству (кнопкам пуска и остановки).
Оборудование должно устанавливаться на каркасе, опирающемся не на сплошные листы, а на ножки. Это повышает удобство работы, хотя делает пильный стол менее устойчивым. Для повышения стойкости станину можно сделать из металла или укрепить металлическими элементами. Безопасность обеспечивается не только защитным экраном, но еще креплением диска с нижней (внутренней) стороны. Дополнительные требования зависят от особенностей работы — вспомогательные элементы помогают точнее обрабатывать детали, распиливать более длинные доски, а также толстые бревна.
Делая пильный стол своими руками, можно получить целый ряд преимуществ — начиная от снижения затрат до возможности изменить конструкцию так, как это нужно мастеру. При желании можно заменить часть деталей более выгодными по стоимости, использовать материалы, оставшиеся от ремонта или строительства. Единственный минус циркулярной пилы, самостоятельно закрепленной на станке, — снижение точности позиционирования заготовок. Но этот момент еще во многом зависит от мастерства самого исполнителя.
При сборке стола для распила из ДСП своими руками следует соблюдать оптимальный баланс между функциональностью, безопасностью, затратами времени и средств. Добиться этого можно, подобрав детали и материалы с нужными параметрами. Уменьшить затраты получается, задействовав старые детали других конструкций — мебели, каркасов деревянных домов и хозпостроек.
Столешница
Главные требования к пильному столу — устойчивость к сильной нагрузке, ударам и вибрации. Столешница должна быть достаточно гладкой для перемещения, не прогибаться под весом от 50 кг. Подходящими вариантами могут стать:
- Металл (сталь или дюралюминий) толщиной 3–5 мм. Преимущества металлических столешниц — высокая прочность, почти неограниченный срок службы, недостатки — большой вес, приличная стоимость.
- ЛДСП или влагоустойчивая фанера толщиной не менее 2 см. Стоимость такого варианта будет самой выгодной, однако прочность заметно снижается.
- Текстолит толщиной 15–20 мм. Материал получается более прочным по сравнению с фанерой, но уступает металлу. По стоимости текстолитовые столешницы тоже находятся между металлическими и фанерными листами.
Не рекомендуются в качестве материала для столешницы пластик, древесно-стружечная плита или ОСП. Конструкция, изготовленная из этого сырья, будет неустойчивой к вибрации от пилы. Делать стол полностью из натурального дерева можно — но слишком дорого.
Сократить расходы, повысив прочность, получится, используя комбинации материалов — например, обитую листовым металлом толстую фанеру.
В основании стола для распиловки досок могут стоять деревянные брусья, закрепляемые под крышкой для повышения жесткости. Элементы с сечением не меньше 5 х 5 см размещают, отступая на 50–90 мм от края столешницы. Для распиловочного стола рекомендуется выбирать бруски из твердых пород дерева — бука, граба, дуба. Преимущества дерева — невысокая стоимость, простой монтаж с помощью саморезов. Недостатки — меньшие прочность и срок службы, высокая вероятность возгорания.
Верхнюю часть каркаса стола для распила ДСП и других материалов часто делают своими руками из тех же листов, которые выбрали для столешницы. Для ножек деревянной конструкции рекомендуется использовать брус, закрепив его с помощью металлических уголков. Плюсы и минусы опор из дерева аналогичны особенностям сделанной из того же материала станины.
Основой стола для раскроя и распиловки досок может стать металл. Устойчивость повышается при выборе металлических уголков или швеллеров со сторонами 25–50 мм. Для экономии их покупают в пунктах приема металлолома или заменяют профильными трубами. Детали каркаса соединяются сваркой. Использование болтовых соединений не рекомендуется из-за возможности раскручивания под действием вибрации. Причины выбора металлической станины — максимальная прочность, надежность, простой уход. Минусы — высокая стоимость, необходимость использования сварочного аппарата.
Выбор габаритов
Выбирать размеры распиловочного стола стоит в зависимости от квадратуры мастерской. Небольшая площадь помещения позволяет использовать столешницу 50 х 50 см. Делать распиловочный стол меньше не имеет смысла — пользоваться им будет затруднительно при обработке длинных заготовок. Универсальный размер, обеспечивающий удобное пиление ЛДСП, — 80 х 80 см.
Максимальные рекомендованные габариты распиловочного станка — 120 х 120 см.
Для соблюдения требований безопасности пилу рекомендуется размещать посередине столешницы на расстоянии не менее 25 см от края — именно этот показатель и приводит к минимальной ширине в 500 мм. Расположение распиловочного диска также зависит от того, как именно его будут использовать. Всего существует три разновидности конструкции:
- для продольного распиливания;
- для поперечного распиливания;
- универсальные.
Глубина и расположение установки диска зависят от обрабатываемых на станке заготовок. Для досок и фанеры он должен выступать над столешницей на 50–80 мм, для бревен — на 110–125 мм. Высота верхней части каркаса из листов фанеры или ЛДСП может быть в пределах 35–40 см. Если делать станину только из бруса, этот параметр зависит от сечения. Оставшуюся часть конструкции представляют деревянные ножки, размер которых мастера обычно выбирают под свой рост. Общая высота распиловочного стола составляет около 1,0–1,1 м, но может уменьшаться до 900 мм.
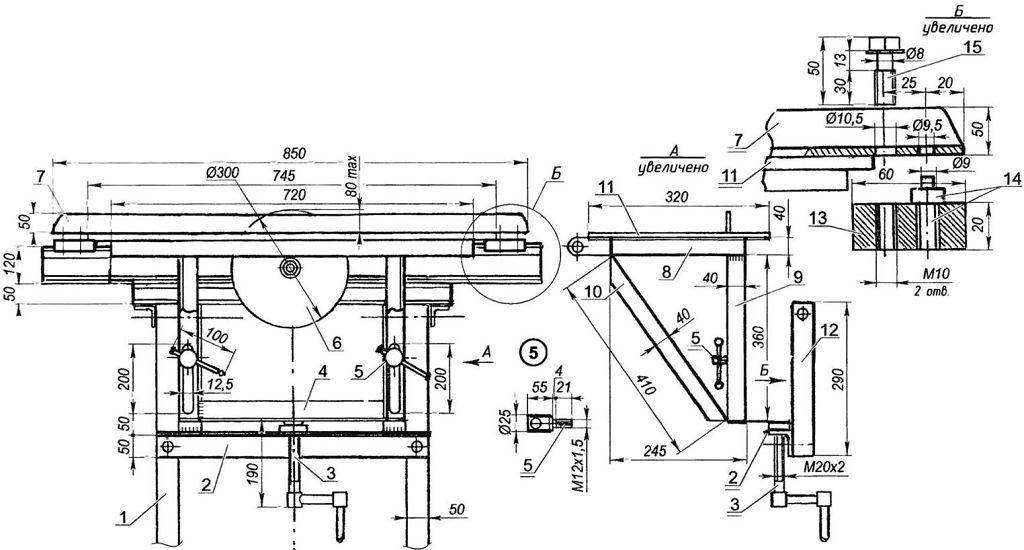
Создание чертежа
Первый этап создания станка для обработки древесины — чертежи распиловочного стола. Их можно не составлять, подобрав подходящий вариант на тематических сайтах или форумах. Но лучше сделать хотя бы простейшую схему самостоятельно, учитывая имеющиеся в наличии материалы и выбранные размеры.
На чертеже отмечают все нюансы, которые понадобятся для подготовки материалов, указывают места крепления опор и углы их наклона, если ножки стола не перпендикулярны столешнице. На рисунке стоит отметить также место для крепления блока включения и выключения пилы. При самостоятельном составлении схемы соблюдение масштаба и точных пропорций необязательно. Главное — правильно указать размеры всех будущих деталей для распиловочного станка.

Этапы изготовления
Перед сборкой станка для распила досок, бревен и заготовок следует подготовить все необходимые материалы и инструменты. Для работы понадобятся:
- влагостойкая фанера;
- листовой материал, подходящий для изготовления корпуса;
- элементы для корпуса и ножек (бруски 40 на 40 мм).
Крепление будет выполняться саморезами с помощью шуруповерта. Все необходимые детали пилят электролобзиком. Также готовится пила с диском подходящего диаметра.
Алгоритм создания стола:
- Распиливание всех деталей на части с нужными размерами.
- Разметка участков крепления пилы и ножек на столешнице.
- Изготовление корпуса, который обычно представляет собой ящик прямоугольной формы без крышки и дна.
- Установка столешницы.
- Вырезание отверстия, которое должно быть на 5–10 мм длиннее и на 4–6 мм шире диска.
Если распиливать материал под определенным углом, то получившаяся прорезь должна напоминать по форме трапецию (перевернутую). Для ровного пиления делается обычное отверстие. Перед выпиливанием паза следует приложить пилу и откорректировать отметки.
Как правильно установить пилу
Следующий этап — правильная установка пилы на верхней поверхности пильного стола. Для этого исполнитель работ должен выполнить такие действия:
- Установить инструмент таким образом, чтобы его рабочая часть заходила в заранее подготовленный паз.
- Разметить места для лемешных болтов М8 с потайной головкой (ими будет крепиться распиловочный диск).
- Просверлить фанеру сверху, чтобы получились одинаковые отверстия диаметром около 8 мм.
- Сделать зенковку, чтобы утопить шляпки болтов.
- Аккуратно установить металлический распиловочный диск и тщательно затянуть болты снизу, используя гайки с пружинными шайбами.
Работа по изготовлению станка требует большой сосредоточенности и концентрации внимания. Малейшая ошибка может привести к тому, что придется начинать все заново.
После закрепления конструкции на столе нужно установить блок для включения и выключения мотора дисковой пилы. В корпусе вырезается отверстие, выключатель крепится болтами и универсальным клеем. От блочка должно идти два отдельных кабеля. Один — к инструменту, второй — к ближайшей электрической розетке.
При самостоятельной сборке подобного агрегата стоит учитывать производительность мотора, а также максимальную мощность электродвигателя. В данном случае специалисты советуют остановить свой выбор на двигателе, мощность которого не превышает 1000–1200 Вт, в противном случае эксплуатация может быть небезопасной. Да и более мощная пила подразумевает более тяжелый и устойчивый стол.
Изготовление упоров
Последний этап изготовления распилочного стола своими руками — установка упоров. Стандартная деталь большинства циркулярных станков — направляющая для продольного реза. Традиционно упор изготавливают из алюминиевого карниза или деревянного бруска. Размер его выбирают так, чтобы деталь проходила по всему столу — параллельно пиле и от края до края.
Часто используются на распилочных столах и поперечные упоры. С их помощью выполняют резку деталей под углом 90 градусов и торцевание досок. Для изготовления упора следует выполнить такие действия:
- Подготовить обыкновенный фанерный лист толщиной 1 см.
- Закрепить на нем брусок высотой не ниже 2 см.
- С нижней стороны основания закрепить вторую рейку, перпендикулярную первой.
- Отрезать лишнюю часть основания.
К обрабатываемым заготовкам поперечные упоры крепятся с помощью струбцин или крепежных устройств, сделанных из деревянных шайб. Такие самодельные зажимы обеспечивают крепление направляющих на деталях практически любой ширины. Если же брусок с нижней стороны основания закрепить под углом 45 градусов, получится угловой упор. После завершения всех работ поверхность циркулярного стола можно обработать шлифовальной машинкой и покрыть слоем защитного лака. Это убережет ее от различных механических повреждений, да и в целом продлит срок службы.
Возможно, внешне такой стол выглядит не так привлекательно, как фабричный. Однако с технической точки зрения ничем ему не уступает, поэтому даже начинающий плотник может смело браться за его изготовление.
Источник:
http://mblx.ru/prilavok/vidy/1354-raspilovocnyj-stol.html
Обзор моделей и характеристик форматно-распилочных станков для распиловки ДСП
Форматно-раскроечный станок – это основной вид оборудования, который применяют при изготовлении мебели.

Форматно-раскроечный станок T60 CLASSIC
Станки осуществляют раскрой ДСП, ЛДСП, МДФ и ДВП. Основное их свойство – точность распила, от которого зависит качество готовой мебели и создание скошенной кромки.
1 Принцип работы оборудования
Оборудование для работы с древесиной:
- раскроечный станок;
- фрезер для обработки кромки;
- устройство для ламинирования ЛДСП;
- сверлильный станок.
Конструкция станка отвечает за его функциональность – как эффективно будет происходить процесс распиловки. Основные составляющие:
- Станина. Это основа на которой фиксируют все механизмы. Чем устойчивее основание, тем точнее будет разрез. Тяжелые станины исключают любые вибрации и колебания – это залог точного распила.
- Пильный узел (состоит из двух дисков). Подрезной диск небольшого диаметра находится спереди узла и выполняет предварительное подпиливание заготовки. Второй диск предназначен для полной распиловки материала.
- Рабочие столы. На первом неподвижном столе располагается узел. Второй форматный стол, является подвижным, осуществляет подачу материала на диск. Третий стол поддерживает отрезные части и выступает в качестве дополнительной опоры для детали.
- Каретка. Это механизм станка, который позволяет форматному столу передвигаться. Лучше будет использовать алюминиевую каретку. Ее небольшой вес позволит передвигать стол без лишних усилий.
- Упоры и линейки. Элементы расположены на столах и размещают заготовку ДСП в необходимое положение.

Форматно раскроечный станок SILKIN
Принцип работы станка: для распила ДСП, заготовка устанавливается на левом неподвижном столу до регулируемого упора и отмеряют необходимую длину. Затем приводят в работу пильный узел. Когда диск достиг необходимых оборотов, стол продвигают вперед. Таким образом, заготовка подается на диск, где отпиливается нужный кусок.
Основные настройки станка:
- положение заготовки;
- глубина разреза;
- угол распила.
1.1 Разновидности и особенности станков
Три группы оборудования:
- Легкое. Простой по конструкции и доступный по стоимости станок. У него отсутствуют некоторые дополнительные опции (специальные прижимы, дополнительные упоры и т.д.), и имеет небольшой размер. Устройство рассчитано на нагрузку до 5 часов. Подойдет для мелкосерийного производства.
- Среднее. Стандартное устройство, предназначено для эксплуатации 8-10 часов. Имеет все необходимые элементы (столы, дополнительные опоры, линейки и упоры). Предназначено для применения на производстве.
- Тяжелое. Промышленная модель, которая оснащена новыми технологиями и обладает самой прочной конструкцией. Возможно использование на протяжении 16-20 часов. Это отличный вариант для крупных предприятий.
- патрубок, который отводит стружку и опилки и подключает систему пылеудаления;
- струбцины для надежного размещения ДСП на столе;
- поворотная линейка и угловые упоры отвечают за осуществление распила под необходимым углом и без разметки;
- рама с упорной ногой чтобы обрабатывать длинные заготовки;
- шариковые и роликовые каретки.
Для выполнения фигурных деталей и пазов используют кромочный станок.

Поклейка кромки ПВХ 0,4мм на станке
Кромочный фрезер (триммер) применяют:
- для снятия фаски;
- для округления или создания сложного профиля края;
- для формирования желобков вдоль кромки;
- для подгонки шпона;
- для создания рисунка.
Кромочный фрезер можно принять за менее функциональный вариант вертикального фрезера. Но триммер имеет свои достоинства.
Кромочный, он же окантовочный фрезер имеет небольшую мощность (450-720Вт). Компактность и небольшой вес позволяют маневрировать инструментом без особых усилий.
Для ламинирования ДСП применяют специальную сушильную машину.
Во время производства важно равномерно распределить нагрузку, чтобы повысить износостойкость готовой плиты.
Читайте также: для чего и где применяются сверлильно-присадочные станки?
Бумагу изготавливают в пропиточных машинах. В этих устройствах проходит процесс ламинирования. Готовую бумагу обрабатывают смолой и получают декоративную пленку, которая под воздействием пресса становится пластикоподобной и подходит для ламинирования своими руками.
Во время ламинирования заготовленную плиту намертво соединяют с бумагой.

Ламинирование плиты ДСП на станке
Сверлильные станки используют для создания отверстий.
- горизонтально-сверлильные;
- вертикально-сверлильные;
- одношпиндельные;
- многошпиндельные.
Сверлильно-пазовальный станок. Оснащен шпинделем с патроном, куда вставляют сверло с кареткой. Рукоятка позволяет перемещать шпиндель по оси сверла, а каретка двигается в поперечном направлении. С помощью этого станка можно сверлить продольные пазы. Это возможно благодаря тому, что пазовое сверло имеет боковые кромки.
Для сверления отверстия заготовка крепится на столе с помощью прижима. После фиксации, сверло со шпинделем надвигают на ДСП.
Сверло по дереву (от 10 мм) для дрели должно иметь шестигранный хвостовик, чтобы избежать поворачиваний. Чем тоньше сверло, тем оно будет короче, иначе даже небольшое нажатие может его сломать. 10-ти миллиметровое сверло может иметь длину до 45 см, тогда как 12-ти миллиметровое сверло уже будет 60 см.
Сверло Форстнера пользуется особой популярностью в создании мебели. Оно позволяет сверлить глухие отверстия с плоскими, ровными и гладкими донышками.
к меню ↑
2 Форматно-раскроечные станки для обработки ДСП: обзор моделей
Итальянская компания ITALMAC (Omnia-3200BR). На любой раскроечный станок дается один год гарантии. Модель среднего классам может работать 8-10 часов. Отлично подходит для производства мебели. Наличие дополнительных столов и регулировка скорости пилы сделали этот станок универсальным. Подходит для распиловки разного размера ДСП.
Болгарская компания Brassa. Раскроечные устройства подходят для эксплуатации на протяжении целой рабочей смены.
Brassa S315 – предназначен для крупногабаритных заготовок. Идеальный вариант для распила паркета, ДСП, МДФ. Станок оснащен дополнительной металлической опорой, что позволяет обрабатывать крупногабаритные и тяжелые заготовки.
Американская компания HighPoint. Все устройства имеют дополнительные опции и приспособления.

Форматно-раскроечный станок Brassa S 315
HighPoint STS3200. Представитель «бизнес-класса», предназначен для полной рабочей смены. Устройство позволяет регулировать скорость вращения пильного диска. Благодаря этой функции можно обрабатывать материалы различной твердости. Дается гарантия на каретку (3 года) и на пильный узел (2 года).
Чешская компания PROMA. Гарантия на продукцию 3 года. Тщательная проверка комплектации и работоспособности станков.
PROMA PKS-315F. Оснащен долговечными направляющими, которые выполнены из хромированной стали. На угловом упоре находится градусная шкала, что позволяет производить распилку без предварительной разметки.
к меню ↑
2.1 Форматно-раскроечный станок JET — JTSS-3200 (видео)
к меню ↑
2.2 Раскроечный станок своими руками
Основной рабочий компонент – это блок рез. В его состав входят два пильных диска, электродвигатель и раструб (подключение к стружкопылесосу). Комплектация станков своими руками предполагает использование заводской модели блока (самодельное оборудование может иметь проблемы в работе).
Компоненты для форматно-раскроечного станка своими руками:
- станина – трубчатая конструкция с регулировочными ножами;
- рабочий стол должен иметь идеально ровную поверхность, без наличия дефектов;
- прижимы;
- каретка (при изготовлении используют двутавровую балку или две трубы круглого сечения);
- защитные кожухи.
- сварочный аппарат;
- болгарка;
- электродрель;
- измерительное устройство.
Для начала необходимо изготовить станину (используем трубы с квадратным или круглым сечением).

Самодельный форматно-раскроечный станок
Обрезаем их согласно схеме и прикрепляем друг к другу струбциной. Затем приступаем к сварке. Чтобы конструкция было более жесткой можно установить профили между ножками станины.
Этапы изготовления станка своими руками:
- Подвижная каретка. Устанавливаем направляющие. Можно использовать балку или две трубы с круглым сечением. Конструкция каретки должна быть снабжена роликами для плавного передвижения.
- Рабочий стол. В основе – стальной лист 3 мм. Рабочую поверхность делаем из листа ДСП.
- Прижимы – рычажные механизмы с относительно большой площадью.
В конце сборки режущий блок подключаем к стружкоотсосу.
Источник:
http://ostanke.ru/wood/formatnyj-stanok-dlya-raspilovki-dsp.html
Как сделать форматно-раскроечный станок из подручных средств своими руками
В производстве корпусной мебели, не получится обойтись без станка для раскройки материала. Такие мебельные конструкции, как кухонная стенка, компьютерные столы и даже кровати, потребуют детали с высокой точностью в размерах. Не стоит заблуждаться в том, что можно начать производство мебели, используя лишь циркулярную пилу для раскроя. Придется прибегнуть к изготовлению форматно-раскроечного станка своими руками.
Дело в том, что циркулярная пила может производить раскрой с маленькой скоростью, при этом качество готовой детали, полностью зависит от мастера. Таким образом, производство мебели будет не только медленным, но и, возможно, убыточным, ведь велика возможность изготовления бракованных изделий.
Вертикальный форматно-раскроечный механизм для плитового материала, позволяет снять ответственность с мастера и делать точные линейные движения во время распила.
Заготовки для мебели, оказываются точными, а скорость их производства достигает 15 деталей в минуту.
Изготовление распилочного станка
Плюсов у такого станка достаточно много, однако, присутствует и минус – большая стоимость высокоточного оборудования. Не всем, начинающим производителям, выпадает возможность приобрести такой механизм, поэтому многие решают сделать форматно-раскроечный станок своими руками.
Для изготовления станка, который будет отвечать требованиям к качеству и скорости производства, нужно быть готовым к затратам на материалы и уметь использовать чертежи, ведь агрегат состоит из сложных механизмов и объемных конструкций.
- Станина – должна быть выполнена в соответствии с размерами обрабатываемого материала, для ДСП – это 3.5х2.5 м. Как показывает практика, больше и не требуется, конечно же, если производство не достигло заводских масштабов. Также, данная конструкция, как и весь форматнораскроечный агрегат, должна иметь низкий уровень вибрации. Для этого, станина выполняется из сварных соединений и устанавливается на резиновые каблуки, которые поглощают вибрацию;
- Столешница – для самодельного форматно-раскроечного станка, подойдет из ламинированной плиты ДСП или металлического листа. Главное, чтобы поверхность была идеально гладкой, иначе возможно появление дефектов на обрабатываемом материале, в виде царапин и сколов. Также, на поверхности столешницы не должно быть впадин или выпуклостей, это приведет к неточности размеров изделия;
- Передвигающаяся каретка – может быть выполнена в 3 вариантах, в зависимости от выбора функциональности станка. Однако, главным ее качеством служит ровное линейное перемещение пилы или распильного материала;
- Двигатель – лучше всего использовать без передаточных приспособлений (ремни, шестерни). В качестве движущей силы для пилы, можно применить высокооборотистые электродвигатели и даже моторы от болгарок;
- Система пылесборника – обязательно вмещает в себя рукав для отвода стружки и пыли, емкость для отходов и насос. Данная система оказывается крайне важной для длительной работы;
- Прижимы для материалов – не дают листам сдвигаться во время разделки. Важными характеристиками прижимов оказываются прочность удержания и отсутствие следов после использования. Для этого, прижимы оснащаются резиновыми подложками и осуществляется подбор необходимого давления на деталь.
Как исключить появление сколов на ДСП
Такой материал, как ламинированный ДСП, имеет вредное свойство, оставлять сколы на торцах, после раскроя. Избежать такой неприятности, позволяет лишь увеличение скорости вращения пилы или медленная подача пилы на материал. Однако, не все так просто. Листы ДСП состоят из прессованных опилок и ламинирующего слоя. Ламинирующий слой, тонкий, но очень прочный материал, а прессованные опилки толстый и мягкий слой.
Используя мощный двигатель, мягкие опилки режутся как масло, вследствие чего твердый ламинат просто откалывается. Решение – использовать 2 пилы с разной скоростью вращения или медленно осуществлять рез.
Со скоростью подачи пилы на материал все понятно, а вот с использованием двух пил стоит разобраться. Стоит отметить что, тут понадобятся чертежи форматно-раскроечных станков. Для достижения необходимого результата, диск для распила ламината размещается так, чтобы он прорезал не больше 2 мм, а скорость вращения достигается уменьшением диска или более мощным двигателем.
Для распила основного слоя, используется крупный диск с глубиной прореза до 40 мм. Стоит отметить, что такой вариант устройства распилочного механизма, позволяет достичь скорости разреза в 1 м за 10 сек.
Варианты использования механизма для распила
Существует 3 варианта, благодаря которым вертикальный форматно-раскроечный аппарат осуществляет распил материалов:
- подача пилы на материал – пилы располагаются под столом;
- подача пилы на материал – пилы располагаются над столом;
- подача материала на пилу – пилы располагаются под столом.
В случае подачи пилы на материал, которая располагается над столом, двигатель и режущие диски закрепляются на каретке. Каретка устанавливается на полозья, размещенные на нужной высоте, которые позволяют удерживаться и перемещаться всей конструкции для распила, по плоскости стола. Полозья или направляющие, могут быть выполнены из швеллера или мощных труб.
Расположение пилы под столом, которая подается на материал, также предполагает наличие направляющих и передвигающейся по ним каретки. Отличие такого расположения заключается в том, что система пылесборника оказывается скрытой под столом и не мешает перемещению габаритных предметов.
Когда распил осуществляется при подаче материала на пилу, требуется мощный механизм, передвигающий листы. В этом случае, кареткой для перемещения служит стол, с ножками на роликах. Стоит отметить, что конструкция такого распильного механизма требует больше места и обладает меньшей пропускной способностью.
За основу простейших прижимных механизмов могут быть взяты обычные струбцины, однако, в этом случае увеличивается время на выполнение работ. В идеале, для раскроечного агрегата, изготовить прижимное устройство в области прохода пилы. Довольно простым устройством, будет проложенная над столом, вдоль линии отреза труба, на которой разместятся прижимы.
Источник:
http://promzn.ru/stanki-i-oborudovanie/formatno-raskroechnyj-stanok.html
Как сделать форматно-раскроечный станок своими руками
При рассмотрении того, какое оборудование требуется для качественного самостоятельного изготовления мебели следует обратить внимание на форматно-раскроечный станок. Многие специалисты утверждают, что форматно-раскроечный станок при необходимости можно сделать самостоятельно. Рассмотрим все особенности самостоятельного создания станка для обработки дерева.

Предназначение форматно-раскроечного станка
Форматно-раскроечный станок используется для раскроя в поперечном или продольном направлении с возможностью выдерживания заданного угла, а также обрезки и раскроя щитовых заготовок.
К особенностям использования форматно-раскроечного станка можно отнести:
- При его использовании можно получить готовую продукцию высокого качества. Это связано с тем, что раскройка и другие технологически процессы проходят с высокой точностью.
- Предназначение станка кроется в задаче основных параметров оборудованию, после чего деталь будет более подготовленной к дальнейшей обработке.
- Некоторые модели могут проводить поштучную раскройку, другие предназначены для обработки целого пакета.
При рассмотрении функционала достаточно важно обратить внимание на то, с какими материалами может работать форматно-раскроечный станок. Самодельный и промышленный вариант исполнения рассматриваемого оборудования предназначен для работы с:
- ДСП, ДВП, МДФ;
- облицовочным пластиком и композитными листовыми материалами;
- порода массива дерева не определяет возможность использования оборудования;
- заготовки из шпона и меламина также могут обрабатывать на форматно-раскроечной станке;
- ламинированный и бумажные заготовки.
Существенным ограничением по области применения можно назвать то, что заготовка должна иметь точные геометрические размеры, то есть массив дерева или другой материл должен пройти первичную обработку.
Целесообразно использовать форматно-раскроечный станок на мелкосерийном производстве. Многие мелкие, средние и достаточно крупные фабрики по производству мебели устанавливают подобное оборудование с автоматизированной системой обработки. Для бытового применения в большей степени самодельный вариант исполнения, так как он будет обладать меньшей стоимостью, а процесс наладки и обслуживания можно провести самостоятельно. В домашней мастерской многие решают установить самодельный форматно-раскроечный станок по причине того, что он проводит раскройку заготовок с высокой точностью и качеством. При использовании обычной пилорамы есть вероятность нарушения правильности геометрии, а также торцевая поверхность может иметь другого рода дефекты.
Особенности конструкции
Для того чтобы сделать раскроечный станок своими руками следует разобраться с его конструктивными особенностями. Следует отметить, что стандартная конструкция представлена следующими узлами:
- Станина – элемент, служащий основанием для всей конструкции. Также станина предназначена для гашения части вибрации.
- Рабочего подвижного и неподвижного стола.
- Пильного узла, который состоит из 2-х пильных дисков, регулируемых фиксаторв.

Основные узлы оборудования
Подвижный стол имеет достаточно сложную конструкцию, которая состоит из тележки, опорной рамы, линейки, сепаратора, каретки. Практически все узлы изготавливаются из металла.
Пильный узел
Важным элементом конструкции можно назвать пильный узел. Самодельный вариант исполнения зачастую представлен сварной конструкцией, так как подобный метод соединения элементов позволяет эффективно бороться с вибрацией, возникающий при пилении. Главной проблемой рассматриваемого технологического процесса является образование на облицовке сколов, которые снижают качество получаемого материала. Именно поэтому пильный узел имеет два пильных диска, что и позволяет исключить вероятность появления проблемы.

Устройство пильного узла
К особенностям пильного агрегата можно отнести:
- Узел цельный, зачастую его отливают из чугуна.
- Некоторые модели могут иметь один электродвигатель, но зачастую устанавливают два – для каждой пилы.
- Ременная передача используется для того чтобы привести в движение подрезной диск. Отметим, что наличие ременной передачи – обязательное условие обеспечения длительной работы электродвигателя, так как подобный способ передачи усилия позволяет сгладить нагрузку, оказываемую на выходной вал электродвигателя.
- Диаметр пильных дисков может достигать 120 миллиметров. Изготавливают их из инструментальной стали, так как она более устойчива к истиранию.
- Электродвигатель через ременную передачу с различными шкивами должен обеспечивать до 8000 об/мин. Отметим, что чем выше показатель, тем более качественную поверхность можно получить. Однако повышение частоты приводит к уменьшению величины подачи и возникновению конструкционных проблем из-за оказания большой нагрузки на узел.
Важно отметить тот момент, что сделанный своими руками вертикальный форматно станок может иметь поворотный пильный узел. Сделать его достаточно сложно, необходим для проведения распила под углом.
Основная пила
Разрабатывая форматно раскроечный станок дома своими руками чертежи следует учитывать, что вращение основной пилы должно быть с частотой 4-6 тысяч оборотов в минуту. При снижении показателя есть вероятность повреждения кромки. Если при создании конструкции использовать современный электродвигатель, то есть возможность регулировать чистоту вращения согласно особенностям обрабатываемого материала. Мощность электродвигателя должна варьировать в пределе от 3 до 5 кВт. С увеличением показателя мощности существенно повышается производительность, но также и расходы из-за потребления большего количества электричества. Провести регулировку можно также путем подбора шкивов ременной передачи, однако подобная перенастройка форматно-раскроечного станка требует определенного времени и расчетов.
В большей части моделей высота пропила и положение пилы регулируется путем передвижения всего пильного агрегата. При этом обеспечить подобную регулировку можно двумя основными методами:
- по вертикальным направляющим;
- за счет качения вокруг горизонтальной оси.
Также важным параметром можно назвать то, на какую высоты подымается пила относительно стола, так как этот показатель определяет максимальную толщину пропила.
Для перемещения заготовки во многих случаях используется роликовая тележка. Тележка движется по стальным направляющим, для чего в конструкцию включены сепаратор с шариками или роликами. Компенсаторы и регуляторы могут выглядеть различным образом, все зависит от достигаемой точности и качества при обработке.
Особенности подвижного стала
Большие трудности возникают при создании подвижного стола. Эта поверхность выступает в качестве базирующей поверхности, поэтому она должна выдерживать оказываемое воздействие. Нагрузка оказывается на саму каретку и соединительный элемент.
Из-за конструктивных особенностей на месте контакта шариков и роликов возникает довольно большая нагрузка. Именно поэтому создавая свой форматно-раскроечный станок следует использовать специальные направляющие, которые не создают люфт при работе. От этого напрямую зависит точность обработки.
В качестве направляющих могут использоваться:
- ролики;
- шарики;
- комбинация роликов и шариков.
Наиболее популярной схемой является сочетание алюминиевой каретки и стальных направляющих, на которые устанавливаются линейные подшипники.
При самостоятельном изготовлении направляющих следует учитывать нижеприведенные моменты:
- сами направляющие могут быть выполнены в виде стальных полос;
- встраивание направляющих проводится таким образом, чтобы можно было размещать шарики в два канала.
Рассматриваемая схема позволяет раскрыть возможности рассматриваемого оборудования, так как нагрузка может эффективно гаситься в любом направлении. Для того чтобы они работали на протяжении нескольких лет следует выбирать материал для их изготовления, который был подвержен термической обработке.
В последнее время направляющие стали изготавливать из пластика. Достигнуть необходимой точности передвижения можно только в случае использования алюминиевого профиля с большим количеством внутренних ребер.
В заключении при рассмотрении вопроса того, как сделать форматно раскроечный станок отметим то, что самодельные варианты исполнения по показателю точности и функциональности существенно уступает моделям промышленного производства. Это связано с тем, что из-за наличия большого количества подвижных элементов существенно понижается жесткость конструкции. Самостоятельно создать направляющие, которые будут обеспечивать точное базирование заготовки, достаточно сложно.
Источник:
http://stankiexpert.ru/stanki/stanki-dlya-rezki/formatno-raskroechnyjj-stanok-svoimi-rukami.html
Как сделать форматно-раскроечный станок из подручных средств своими руками
В производстве корпусной мебели, не получится обойтись без станка для раскройки материала. Такие мебельные конструкции, как кухонная стенка, компьютерные столы и даже кровати, потребуют детали с высокой точностью в размерах. Не стоит заблуждаться в том, что можно начать производство мебели, используя лишь циркулярную пилу для раскроя. Придется прибегнуть к изготовлению форматно-раскроечного станка своими руками.
Дело в том, что циркулярная пила может производить раскрой с маленькой скоростью, при этом качество готовой детали, полностью зависит от мастера. Таким образом, производство мебели будет не только медленным, но и, возможно, убыточным, ведь велика возможность изготовления бракованных изделий.
Вертикальный форматно-раскроечный механизм для плитового материала, позволяет снять ответственность с мастера и делать точные линейные движения во время распила.
Заготовки для мебели, оказываются точными, а скорость их производства достигает 15 деталей в минуту.
Предназначение форматно-раскроечного станка
Форматно-раскроечный станок используется для раскроя в поперечном или продольном направлении с возможностью выдерживания заданного угла, а также обрезки и раскроя щитовых заготовок.
К особенностям использования форматно-раскроечного станка можно отнести:
- При его использовании можно получить готовую продукцию высокого качества. Это связано с тем, что раскройка и другие технологически процессы проходят с высокой точностью.
- Предназначение станка кроется в задаче основных параметров оборудованию, после чего деталь будет более подготовленной к дальнейшей обработке.
- Некоторые модели могут проводить поштучную раскройку, другие предназначены для обработки целого пакета.
При рассмотрении функционала достаточно важно обратить внимание на то, с какими материалами может работать форматно-раскроечный станок. Самодельный и промышленный вариант исполнения рассматриваемого оборудования предназначен для работы с:
- ДСП, ДВП, МДФ;
- облицовочным пластиком и композитными листовыми материалами;
- порода массива дерева не определяет возможность использования оборудования;
- заготовки из шпона и меламина также могут обрабатывать на форматно-раскроечной станке;
- ламинированный и бумажные заготовки.
Существенным ограничением по области применения можно назвать то, что заготовка должна иметь точные геометрические размеры, то есть массив дерева или другой материл должен пройти первичную обработку.
Целесообразно использовать форматно-раскроечный станок на мелкосерийном производстве. Многие мелкие, средние и достаточно крупные фабрики по производству мебели устанавливают подобное оборудование с автоматизированной системой обработки. Для бытового применения в большей степени самодельный вариант исполнения, так как он будет обладать меньшей стоимостью, а процесс наладки и обслуживания можно провести самостоятельно. В домашней мастерской многие решают установить самодельный форматно-раскроечный станок по причине того, что он проводит раскройку заготовок с высокой точностью и качеством. При использовании обычной пилорамы есть вероятность нарушения правильности геометрии, а также торцевая поверхность может иметь другого рода дефекты.
Изготовление самодельного форматно-раскроечного станка
1) Формируется основная опорная рама, на которую будет ложиться полотно. Можно изготовить самостоятельно из металлических уголков или профиля или взять уже готовую, к примеру, со старой пилорамы или другой установки.
На готовую раму укладывается полотно с пропилом для хода распилочных дисков. Поверхность полотна должна быть ровной и гладкой, чтобы обеспечивать нормальное скольжение листов ДСП.

2) Потом изготавливаем каретку из листов прочного ДСП или подобного материала. Она позволит надежно зафиксировать две пилы и свободно перемещать их по направляющим. Между собой листы соединяются в четырех углах посредством конусного вала на таком расстоянии, чтобы вал четко двигался по направляющим.

Наверху каретки монтируется автомат пуска пилорамы. Под кареткой прочно закрепляется первая и вторая пила с фронтальным расположением дисков. Диски следует закрыть специальным экраном. Лучшим вариантом станет прозрачный материал.
3)Для изготовления направляющих потребуется две трубы большого диаметра. Между собой они соединяются посредством металлической полосы. Поверхность должна быть гладкой без дефектов.
На краю стеллажа располагается упор. По высоте упор должен с легкостью выдерживать прислоненный лист или деталь. Рядом с упором размещается металлическая линейка, ноль которой должен располагаться у распила полотна. Она позволит вычислять размер на месте.
4)Перпендикулярно упору размещается прижимной механизм. Предварительно прижимной механизм изготавливается из металлического профиля. Крепится болтами.
5)К верху экрана подвижной каретки крепится гибкая гофра, а другой ее конец вместе с приводом крепится на стену у вентиляционного люка. На стену под вытяжкой монтируется автомат пуска.

Станок готов к пуску и ведению раскроечных работ. Перед включением пилы, обязательно нужно включить вытяжку для соблюдения чистоты в помещении.
Видео: самодельный форматнораскроечный станок
Ручной раскрой деталей ДСП: Пошаговая инструкция
1 Расчерчиваете на листе бумаги, желательно в масштабе, размеры плиты. Не забудьте уменьшить ее с каждой стороны на 10 мм.
2 Сортируете список по однотипности необходимых деталей. Например, бока кухонных шкафчиков обладают одинаковыми размерами – 500 х 712 мм.
Их довольно много, выписываете все подобные детали отдельно. По этому же принципу продолжаете сортировку: одинаковая ширина, одинаковая структура и так далее.
3 Раскладываете на листе ДСП сначала крупные детали и те, которые должны обладать схожей структурой. Не забывайте о ширине пилы – 4 мм! Здесь вам уж точно пригодится калькулятор.
4 Размещаете остальные детали. Можно проработать несколько вариантов, пока не получится тот самый, идеальный, максимально экономный и выгодный.
Рекомендации от профессионалов
Теперь вы знаете, как из ручной циркулярной пилы сделать станок, поэтому рассмотрим советы мастеров:
- Перед тем, как использовать электрическую пилу на станке, проверьте диск пилы при помощи угольника, потому что некоторые недобросовестные производители ставят диск не ровно пол углом в 90 градусов, из-за чего спилы оказываются скошенными.
- Если при работе вы планируете применять стол для хранения на нем инструментов, то размеры столешница должны быть больше, чем 1 м 2 .
- Для создания станка используйте прочные и высококачественные материалы, потому что в противном случае он прослужит недолго.
- Стол можно дополнять, к примеру, мастера иногда умудряются присоединить к нему особый пылесос или расклинивающий нож с защитой для дисков, чтобы остатки от резки дерева и стружка не летели по всем сторонам.
- Заранее следует выбрать место для монтажа стола, а еще убедиться в том, чтобы пол, где будет стоять стол, был идеально ровным.
- Если есть навыки и желание, то можно сделать складывающуюся столешницу, но тут потребуется тратить больше сил, времени и материалов.
- Если стол вибрирует или качается при работе, то следует отрегулировать высоту ножек при помощи резины.
Так как циркулярная пила является электрическим устройством, то работать с ней стоит специалистам. Перенос выключателя в иное место тоже стоит доверять лишь специалистам.
Особенности конструкции
Самостоятельное изготовление мебели по доступной цене обычно предполагает использование древесно-стружечной плиты. Для этого необходим станок для распила ДСП. Он должен обеспечивать точный распил без образования сколов.
Покупное оборудование может иметь размеры свыше 7 метров, что создаёт необходимость искать соответствующее помещение для аренды форматно-раскроечного станка. Изготовление его своими руками позволяет его сделать более компактным, давая возможность установить его в своём гараже.
Устройство стола для форматно-раскроечного станка включает в себя следующее:
- Большая ровная столешница, на которой кладут лист ДСП.
- Пила, которая предусмотрена для выполнения распила.
Плиту перемещают навстречу диску для выполнения прореза.
Разрез ДСП с помощью станка потребуется в следующих случаях:
- Если необходимо за короткое время выполнить значительный объём работы.
- При необходимости сделать точный и аккуратный разрез.
- Если необходимо обеспечить ровный и качественный разрез.
В ситуациях, где такая необходимость не возникает, можно работать вручную. Однако при этом работа будет менее эффективной и аккуратной.
Существуют следующие разновидности форматно-раскроечных станков:
- Бытовые отличаются относительно небольшими размерами и массой. Их можно легко устанавливать или демонтировать при необходимости. Обычно масса не превышает 20 кг.
- Круглопильные станки дают возможность делать пропилы в любом нужном направлении. Работают с материалом толщиной до 9 см. Станки используют в домашних условиях или в небольших мастерских.
- Существует разновидность, где лист закреплён вертикально. Здесь требуется меньше места для размещения. Такой станок называется вертикальным.
- Стационарные станки не перемещаются на другое место. Эти механизмы громоздкие, но обеспечивают высокие качество и эффективность работы. Лист закреплён неподвижно, а пила перемещается для выполнения разреза. Такое оборудование имеет мощную станину и относительно большую столешницу.
Нужная разновидность станка выбирается исходя из имеющихся задач.
С помощью такого оборудования можно обрабатывать следующие материалы:
- плиты типов МДФ, ДСП, ЛДСП, ДВП и USB;
- древесина;
- фанера различной толщины;
- листы, состоящие из композитных материалов, в том числе и такие, которые имеют пластиковую облицовку.
Форматно-раскроечные станки чаще всего используются для изготовления мебели.
При выборе подходящей конструкции, нужно учитывать следующие параметры:
- В небольших бытовых моделях применяются двигатели, мощность которых не превышает 2 кВт. Их используют для распиливания материалов, имеющих небольшие размеры. Для самостоятельного изготовления мебели лучше использовать такие, мощность которых составляет 3-5 кВт.
- Глубина распила в большинстве случаев равна 4-14 см. Этот параметр определяется отдельно для разреза под прямым углом или по углом 45 градусов.
- Бытовой станок должен иметь такую массу, чтобы один человек мог переместить в нужное место. Обычно вес не превышает нескольких десятков килограммов.
Важно учитывать напряжение электросети. Для домашнего форматно-раскроечного станка более удобно, когда используется 220 В. Более мощные стационарные модели используют 380 В.
Пильный узел
Основной частью форматно-раскроечного станка является пильный узел. Обычно он состоит из двух дисков. Один из них, меньшего размера, делает разрез на небольшую глубину. Другой осуществляет разрез ДСП. Первый из них особенно полезен в том случае, если обработке подвергается плита ламинированного ДСП. Он делает разрез в верхнем слое материала.
Самостоятельно созданный механизм для распила представляет собой сварную конструкцию. Эта особенность позволяет успешно бороться с вредным воздействием вибрации, неизбежной при выполнении таких работ.
Применение двух дисков важно, чтобы обеспечить отсутствие сколов на облицовке при разрезе. Чтобы обеспечить их вращение, могут использовать один или два мотора. В последнем случае каждый из них вращает свою пилу.
От мотора вращение передаётся на вал пилы при помощи ременной передачи. Диски нужно изготавливать из инструментальной стали, так как это позволит предотвратить воздействие истирания.
Основная пила
Скорость вращения циркулярки должна быть не менее 4000-5000 оборотов в минуту. Чем быстрее будет вращаться диск, тем более высоким будет качество разреза. Однако в этом случае будет повышаться нагрузка на конструкцию.
Снижение быстроты вращения приведёт к увеличению риска образования сколов. Если есть возможность, то нужно устанавливать двигатель с регулируемой скоростью вращения. В таком случае его показатели можно будет устанавливать в соответствии с особенностями материала. Конструкция для распила должна обеспечивать мощность не менее 3-5 кВт.
Особенности подвижного стола
Если распиловка происходит на подвижном столе, то важно обеспечить его точное движение во время работы. При этом используются не только роликовые держатели, но и специальные направляющие.
При этом используются алюминиевые каретки в сочетании с шариками и роликами, поддерживающими столешницу снизу. Также получили распространение пластиковые направляющие.
Как правильно установить пилу
Следующий этап — правильная установка пилы на верхней поверхности пильного стола. Для этого исполнитель работ должен выполнить такие действия:
- Установить инструмент таким образом, чтобы его рабочая часть заходила в заранее подготовленный паз.
- Разметить места для лемешных болтов М8 с потайной головкой (ими будет крепиться распиловочный диск).
- Просверлить фанеру сверху, чтобы получились одинаковые отверстия диаметром около 8 мм.
- Сделать зенковку, чтобы утопить шляпки болтов.
- Аккуратно установить металлический распиловочный диск и тщательно затянуть болты снизу, используя гайки с пружинными шайбами.
Работа по изготовлению станка требует большой сосредоточенности и концентрации внимания. Малейшая ошибка может привести к тому, что придется начинать все заново.
После закрепления конструкции на столе нужно установить блок для включения и выключения мотора дисковой пилы. В корпусе вырезается отверстие, выключатель крепится болтами и универсальным клеем. От блочка должно идти два отдельных кабеля. Один — к инструменту, второй — к ближайшей электрической розетке.
При самостоятельной сборке подобного агрегата стоит учитывать производительность мотора, а также максимальную мощность электродвигателя. В данном случае специалисты советуют остановить свой выбор на двигателе, мощность которого не превышает 1000–1200 Вт, в противном случае эксплуатация может быть небезопасной. Да и более мощная пила подразумевает более тяжелый и устойчивый стол.
Изготовление направляющих
При использовании столярного станка для роспуска досок на бруски нужных размеров необходимо строго придерживаться правильной траектории движения заготовки.
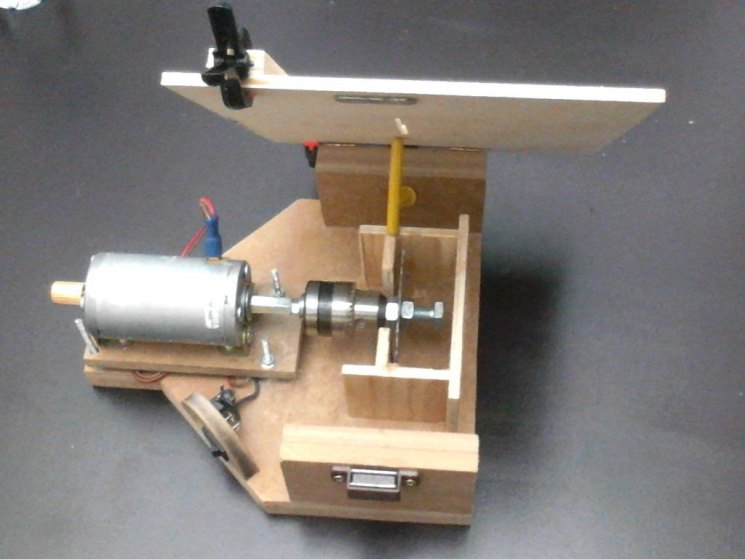
Для этого понадобятся направляющие для циркулярной пилы, изготовленные своими руками. Они имеют свои особенности:
- изготавливаются из твердой древесины или металлического уголка;
- должны иметь прочные фиксаторы;
- оборудуются регулируемыми креплениями, что позволяет плавно выставлять ширину или толщину будущего изделия.
Направляющие планки относятся к обязательному элементу, которым комплектуется станок.

Станок с маятниковой подвеской двигателя
Тем, кто может похвастаться умением работать с металлом, можно посоветовать изготовить циркулярку с маятниковой подвеской двигателя. Основная особенность устройства состоит в том, что двигатель, вал и режущий диск установлены в одной общей рамке. С одной стороны она шарниром закреплена на станине, вторая удерживается винтом с возможностью регулировки высоты. Изменяя длину винта, можно регулировать высоту выхода диска из столешницы.
![]()
Данная система позволяет регулировать высоту распила, а также пользоваться дисками разного диаметра. Если же вместо регулировочного винта использовать щуп, выведенный на столешницу, можно обзавестись простеньким копировальным станком. Щуп позволит регулировать глубину распила по некоторому шаблону. Эта достаточно простая доработка превратит простую циркулярную пилу в настоящий деревообрабатывающий станок. Таким устройством можно не только разрезать доску на необходимые заготовки, но и выполнять точные пропилы, делать различные выборки.