Категория: Лепка
Приготовление формопласта для лепных работ
Формы из формопласта не изменяют своих свойств длительное время. От намокания в воде масса не растворяется, а только белеет, но не изменяет своих свойств. После просушки цвет формы восстанавливается. Из такой формы можно отливать и гипсовые, и цементные изделия.
Для изготовления форм формопласт плавят и заливают им модели. Толщина стенок формопластовых форм может быть различная. Для быстрейшего плавления формопласт нарезают на небольшие куски, размером 2…3 см.
Температура плавления формопласта 135…140 °С. При нагревании свыше 150 °С формопласт разлагается. Это надо учитывать во время плавки и не нагревать формопласт выше указанной температуры. Температура текучести, при которой формопласт превращается в массу, способную течь непрерывной струей, — 125 °С. Застывает формопласт при охлаждении до 100…110 °С.
В расплавленном и застывшем состоянии формопласт не должен прилипать к поверхности, например гипса, бетона, металла. При отрицательных температурах формопласт становится хрупким, но при подогревании восстанавливает свои свойства.
Расплавляют формопласт в толстостенной металлической, лучше всего алюминиевой, посуде, стальная (железная) посуда для этой цели непригодна, так как формопласт в ней легко разлагается и пригорает. Посуду помещают в масляную баню (масло или технический глицерин). Баню нагревают на плите с вытяжным шкафом. Во избежание пригорания формопласт непрерывно перемешивают.
Вместо масляной бани емкость с фермопластом можно ставить в таз с прогретым песком. Водяную баню не применяют, так как температура плавления формопласта 135…140 °С, что выше температуры кипения воды.
Расплавленный формопласт снимают с плиты, дают отстояться 10…15 мин, чтобы вышли пузырьки воздуха, и на его поверхности образуется пена, которую снимают черпаком. Затем расплавленную массу сливают в противни через медную сетку №02 с 980 отверстиями на 1 см2, на которой остаются комочки и подгоревшие частицы. Подготовленный к наливке в форму формопласт должен быть светло-коричневого цвета, не иметь в своем составе нерастворив-шихся частиц смолы и обладать некоторой прозрачностью.
Формопластовые формы эластичны и прочны, устойчивы к повышенной температуре и влаге. Они не набухают от влажных отливок, не изменяют форму, хранятся длительное время, не изменяя своих свойств. Из них можно отливать тысячи качественных отливок.
Ниже рассмотрены конструкции песчаной и масляной бань.
Песчаная баня состоит из алюминиевой чашки требуемого размера (рис. 1). Чашку помещают в стальной (железный) таз, размером больше чашки. Железный таз обязательно закрывают крышкой с таким отверстием, чтобы чашка, в которую будут закладывать формопласт, не доходила до верхних краев на 5 см (это предохраняет формопласт от подгорания). Таз заполняют песком, который, нагреваясь, создает высокую температуру, нагревая тем самым чашку, в которой начинает плавиться формопласт. Во время плавления формопластовую массу систематически перемешивают, перемещая расплавленный формопласт вверх, верхний, нерасплавленный слой — вниз.
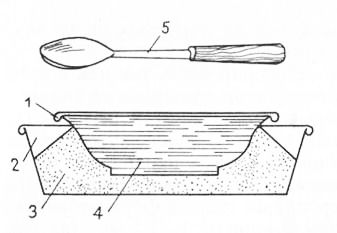
Рис. 1. Песочная баня
1 — алюминиевая чашка; 2 — металлический таз; 3 — песок; 4 — формопластовая масса; 5 — мешалка (металлическая ложка) на деревянной ручке
Рис. 2. Масляная баня 1 — алюминиевая кастрюля; 2 — формо-пластовая масса; 3 — металлическое кольцо (крышка); 4 — таз; 5 — масло; 6 — подставка
Рис. 3. Алюминиевый бидон для плавления формопластовой массы (бидон находится в сосуде с маслом)
Масляная баня (рис. 2) также состоит из двух сосудов: алюминиевой кастрюли и таза. Таз закрывают крышкой, в которой прорезано отверстие по диаметру кастрюли. Чтобы кастрюля не опускалась на дно таза (и формопласт не мог пригореть), ее ставят на подставку. Масло применяют цилиндровое, трансформаторное и другие, которые отличаются высокой температурой кипения, не дают пригара и не выделяют неприятного запаха.
Перемешивать формопласт рекомендуется алюминиевой или медной мешалкой-лопаткой, но только не деревянной, так как дерево, опущенное в горячий формопласт, начинает выделять из своих пор воздух, способствующий образованию пены.
Иногда формопласт расплавляют в алюминиевом бидоне (рис. 3), который опускают в масляную баню. При этом способе процесс плавления формопласта ускоряется, так как увеличивается площадь нагрева за счет уменьшения открытой части, которая способствует быстрому охлаждению массы. Чтобы бидон не опускался до самого дна, на дно кладут подставку.
В процессе плавления температуру формопласта систематически проверяют термометром. Его можно опускать в масло, а при песчаной бане — непосредственно в расплавленную массу.
При правильном режиме плавления формопласт можно расплавлять до 30 раз. Если не соблюдать режима плавки, формопласт можно испортить при первой же плавке.
Формопласт после нескольких переплавок черствеет и становится жестким. Для придания первоначальной пластичности в него добавляют дибутиладипинат (пластификатор) до 5% объема массы формопласта.
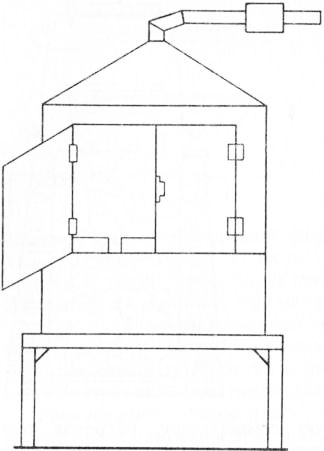
Рис. 4. Вытяжной шкаф для плавления формопластовой массы (внутри шкафа имеются вентилятор, масляная ванна и электронагревательные спирали)
Во время плавки следят, чтобы температура формопласта не поднималась выше 130 °С, при более высокой температуре он начинает разлагаться. При разложении формопласт выделяет вредные пары дибутилфталата и дибутиладипината, а также пары хлористого водорода. В связи с вышесказанным следует еще раз напомнить, что плавить формопласт следует в вытяжном шкафу в отдельном помещении с плотно закрывающейся дверью (рис. 4).
Лепка — Приготовление формопласта для лепных работ
Формопласт для форм: жидкий, литьевой, двухкомпонентный.
По внешнему виду похож на силикон и полиуретан. Отличается скоростью отверждения (не более 60 мин) и тем, что может многократно переплавляться в новые изделия. Идеально подходит для формования эпоксидной и полиэфирной смол, литьевых пластиков — не требует разделительной смазки.
Прочность формопласта значительно превосходит характеристики литьевых силикона и полиуретана. Помимо прочности существует три особенности формопласта, которые делают его самым удобным и выгодным для литья материалом:
— 60 мин и форма готова — на приготовление материала и отверждение формы у вас уйдет не более 60 мин.
— многократно переплавляется в новые изделия — форма больше не нужна, переплавьте ее в новую форму.
— эпоксидная смола не липнет к форме, ничего не липнет — разделительная смазка не требуется.
Литьевой формопласт поставляется в наборе из двух компонентов А и Б, которые необходимо смешать в пропорции 1:0,5 по массе. Формопласт необходимо смешать, разогреть согласно инструкции и вылить в формообразующую мастер-модель. Подвижность формопласт теряет в течении минуты, полная готовность формы — через 20-60 мин.
Применение:
• В строительной сфере формопласт используется для производства гибких форм при изготовлении искусственного камня, тротуарной брусчатки, разнообразных архитектурных и художественных изделий из бетона и гипса, а также для резинотехнических изделий (РТИ) различного назначения.
• Также из формопласта делают вкладыши для оттиска текстуры на бетоне — печатные штампы, валики, текстурные коврики и пр.
• На карьерах часто можно встретить большие маты, которые также сделаны из формопласта. Они не дают тяжелой технике увязнуть в песке. Такие маты можно встретить и у водителей легковушек, не желающих застрять в грязи, песке или льду.
• Материал прекрасно зарекомендовал себя при изготовлении приманок для ловли рыб, форм для мыла и пр.
Характеристики:
• Соотношение компонентов А:Б — 1:0,5 по массе
• Плотность — 1,03 г/см3
• Твердость по Шор — 30А
• Время жизни — 60 сек
• Время отверждения — 20-60 мин
• Разрушающее напряжение при растяжении — не менее 6,0 МПа
• Относительное удлинение при разрыве — не менее 600%
• Разрушающее напряжение при раздире — не менее 15 Н/мм
• Срок годности с момента изготовления — 1 год
• Срок годности с момента вскрытия — 1 год
• Цвет — натуральный
• Упаковка — наборы 1,5 и 6 кг
Инструкция по работе с формопластом:
Для приготовления формопласта вам понадобится:
• газовая или электрическая плитка;
• ковшик с тефлоновым покрытием;
• палочка для размешивания;
• изделие, для которого вы хотите сделать форму (камень, кирпич, солдатик, мыло, свеча и тд);
• опалубка, ограничивающая внешние размеры будущей формы.
Смешайте в ковшике два компонента А (гранулы) и Б в соотношении 1:0,5. Поставьте ковшик на газовую или электрическую плитку на средний огонь и, постоянно помешивая, дождитесь полного растворения гранул. Для ускорения процесса периодически накрывайте ковшик крышкой. Разогрев обычно занимает 10-20 мин. Вылейте разогретый материал в опалубку с изделием. Лейте на самую высокую часть изделия, чтобы смесь, растекаясь, сама заполнила весь микрорельеф. Подвижность формопласт теряет в течении минуты, полная готовность формы — через 20-60 мин. Для вторичного плавления нарежьте форму на мелкие куски и разогрейте. Изъяны на форме ремонтируются обычным паяльником.
Предостережения:
• Не допускайте перегрева материала — меняет цвет со светлого на темный.
• Работайте в хорошо проветриваемом помещении — при нагреве выделяет неприятный запах.
• Работайте в плотных перчатках, не допускайте попадания на части тела — температура материала выше 100 °С, существует вероятность получить термический ожог.
Купить формопласт можно в нашем интернет-магазине в упаковке 1,5 кг и 6 кг, а также в разделе Формопласт для изготовления форм.
3 September 2011
Автор КакПросто!
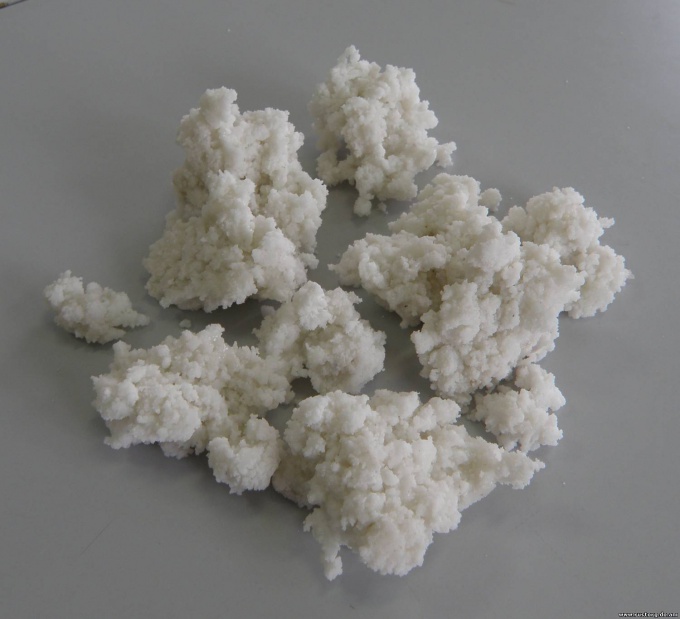
Формопласт представляет из себя пластифицированную ПХВ-массу, которая состоит из пластификатора, ПВХ-смолы и стеарата кальция. По внешнему виду формопласт – это желеобразная масса коричневого или темно-желтого цвета в виде небольших кусков или блоков. Из формопласта изготавливаются различного рода производственные формы, которые выдерживают большие температуры, а так же намокание. В последующем из таких форм можно отливать всевозможные цементные или гипсовые изделия.
Вам понадобится
- кабель, обмотка, алюминиевая емксть, дибутилфтолат
Инструкция
Подготовьте несколько высоковольтных двух или трехжильных кабелей, которые можно найти на свалке, в местах скупки металлов или на заводе по производству кабелей.Приобретите оплетки белого или черного цвета. Оплетка и кабель изготавливаются из пластмассы, поэтому найти ее можно на соответствующем заводе или на строительном рынке. Оплетка является наиболее приемлемой, так как формы из нее получаются качественные, водоустойчивые, долговечные и прочные, из которых можно отливать не только гипсовые отливки, но и цементно-песчаный раствор.Подготовьте дибутилфтолат – специальная жидкость желтоватого цвета, которую можно приобрести в хозяйственном магазине или на заводе по производству кабеля.
Промойте оплетку или соответственно кабеля горячей водой и порежьте их на небольшие куски (примерно, по 3 см).
Подготовьте алюминиевую емкость для варки и ложку из этого же металла. Помните, брать емкость из другого материала не следует, так как ваша смесь будет прилипать к стенкам, и вряд ли вы добьетесь желаемого результата.
Поместите 800 гр кабелей или оплетки в форму для плавления, добавьте 1 литр дибутилфтолата. Наденьте респиратор и включите вытяжку.
Приготовьте емкость с машинным маслом, на пару которого и будет вариться наше изделие. Поставьте емкость на обычную электрплиту.
Вставьте в емкость с маслом алюминиевую кастрюлю с оплеткой. Доведите до кипения, постепенно помешивая алюминиевой ложкой. В случае, если происходит слипание и прилипание вещества, добавляйте в емкость понемножку дибутилфтолата. Делать это можно только при необходимости.
Варите при температуре не менее 125 градусов около 7 часов. Пузырьки должны полностью исчезнуть. На вид формопласт должен быть похож на пластмассу. Следует знать, что температуру при плавлении не следует повышать более 140 градусов, так как это может привести к разлаганию вещества.
Процедите получившуюся массу через медную сетку №2. Это необходимо сделать для того, чтобы комочки, если они имеются, были устранены.
Залейте расплавленную жидкость в заранее приготовленную из песка форму, дайте застыть.
Формопласт готов.
Обратите внимание
Недостатком формопласта, является его сильная токсичность при плавлении и изготовлении вещества, поэтому все действия с этим материалом следует производить, строго соблюдая технику безопасности.
Войти на сайт
или
Забыли пароль?
Еще не зарегистрированы?
This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

Разделы сайта
DirectAdvert NEWS
GNEZDO NEWS
Друзья сайта
Статистика
Как правильно приготовить формопласт.
Как правильно приготовить формопласт.
 Как приготовить формопласт_конструкция для варки формопласта
Как приготовить формопласт_конструкция для варки формопласта
В этой статье мы расскажем вам о том, как своими руками приготовить формопласт для отливки матриц (форм), используя которые можно в дальнейшем массово отливать различные изделия (багеты, обналичку, потолочные плинтуса, плитку, картины, фигуры, статуэтки, и прочие изделия) из гипса или цементного раствора. Сфера применения форм из формопласта настолько обширна, что может быть востребованной не только при выполнении каких-либо строительных работ в плане дизайна помещений (отделка лепниной), но и при занятии, например, художественным творчеством.
Этот материал эластичен и устойчив к влаге. Даже если формопласт длительно находился в сырости (в воде), он может слегка побелеть, но при этом он не изменит своих первоначальных свойств, а когда форма просохнет, цвет восстановится. Изношенные формы можно резать на мелкие куски, и переплавлять несколько раз. Количество переплавок в основном зависит от соблюдений температурного режима приготовления, и при его соблюдении вы сможете переплавить формы раз 10. С каждой последующей переплавкой формопласт может становиться тверже, поэтому в него можно добавлять пластификатор. При несоблюдении температурного режима и перегреве формопластовой массы, вы не только испортите формы, но и для дальнейшей переплавки этот материал уже будет не пригоден. Количество отливок из одной формы так же зависит от качества варки, и обычно колеблется от 750 до 1000 штук для литья из гипса, и 500…600 отливок при использовании цементно-песчаных растворов.
Основным условием приготовления качественного формопласта является соблюдение температурного режима. Формопласт плавится при температуре 135-140°С, и сохраняет свою текучесть примерно градусов до 125-ти. Важно при плавлении не перегреть массу выше 150°С, иначе формопласт начнет разлагаться, потеряет свою эластичность, и ничего хорошего в конечном итоге вы не получите. При остывании формопласта до 100-110°С он начинает застывать.
Компоненты для приготовления формопласта:
● ПВХ – термопластичный синтетический материал, можно применить ПВХ в гранулах, изоляционную оплетку кабелей, трубки от медицинских капельниц, и т.д. Разброс цен на данный момент на гранулированный ПВХ колеблется от 35 до 60 рублей за килограмм в зависимости от поставщика, но это опт. Первичная гранула пластика ПВХ имеет марку О-50.
● Дибулилфтолат – бесцветная маслянистая жидкость. Применяется как пластификатор или репеллент. Можно встретить в продаже в хозяйственных магазинах.
Пропорции компонентов для приготовления формопласта:
Способы приготовления формопласта:
Формопласт готовится в алюминиевой посуде, к алюминию он меньше прилипает и пригорает при плавлении. Эта алюминиевая емкость с компонентами ставится в другую емкость чуть большего размера, в которой налито машинное масло, трансформаторное масло, либо технический глицерин. То есть расплавляется формопласт на масляной бане. Не пытайтесь заменить масло водой, температура кипения воды 100°С, а этого не достаточно для того, чтобы формопласт начал плавиться. Для наглядности смотрите следующее изображение:
Изготовление такой конструкции требует производить сварочные работы, поэтому ее целесообразно изготовить в том случае, если вы решили заниматься этим делом постоянно. Ну а гаражный вариант этой конструкции выглядит следующим образом:
Как видно на фото, для контроля температуры в пространство между малой емкостью и большой установлен градусник. Он должен быть рассчитан на температуру не менее 200°С.
На некоторых сайтах попадается информация, что вместо масляной бани растапливать формопласт можно установив алюминиевую емкость с компонентами в таз, в который насыпан песок.
Приготовление формопласта и заливка матрицы:
Перед тем как варить формопласт, подготовьте оригинал к его последующей заливке. Для этого изготовьте короб с высотой стенок примерно на сантиметр-полтора выше высоты вашего оригинального изделия, длина и ширина должна быть чуть больше оригинального изделия, если его уложить плашмя на дно этого короба. Дно короба можно сделать из куска ДСП, лучше, если его поверхность будет глянцевой. Оригинал ко дну короба крепится лицевой стороной вверх с помощью силикона или клей-герметика.
И так, приступаем в варке формопласта.
И так, засыпаем по весу в алюминиевую емкость гранулы ПВХ, если используем оплетку кабеля, она должна быть порезана на мелкие кусочки, например, квадратики со стороной примерно 1…1,5 см. Заливаем ПВХ определенным количеством дибутилфтолата. Пропорции указаны в статье выше. Ставим на масляную баню, начинаем греть. Как только нижний слой начал растапливаться, начинаем помешивать во избежание пригорания. Мешалку тоже желательно сделать из алюминия (можно из меди). При перемешивании смеси деревянной мешалкой будет образовываться больше пены, поэтому дерево не советуем. Не забывайте про контроль температуры. Если при плавлении на поверхности начинает скапливаться пена, ее необходимо убирать. Греем и помешиваем до тех пор, пока все комки не расплавятся, после чего снимаем с огня и даем немного отстояться для выхода из смеси пузырьков воздуха.
Вообще, многие на этом этапе рекомендуют процедить расплавленный формопласт через металлическую сеточку второго номера, это предотвратит попадание комочков или других частиц в заливаемую форму, а некоторые, оценив качество смеси визуально, заливают сразу после выхода пузырьков воздуха.
Ниже на снимке показана форма для литья искусственного камня:
Источник
GardenWeb
Приготовление формопласта для лепных работ
Формы из формопласта не изменяют своих свойств длительное время. От намокания в воде масса не растворяется, а только белеет, но не изменяет своих свойств. После просушки цвет формы восстанавливается. Из такой формы можно отливать и гипсовые, и цементные изделия.
Для изготовления форм формопласт плавят и заливают им модели. Толщина стенок формопластовых форм может быть различная. Для быстрейшего плавления формопласт нарезают на небольшие куски, размером 2…3 см.
Температура плавления формопласта 135…140 °С. При нагревании свыше 150 °С формопласт разлагается. Это надо учитывать во время плавки и не нагревать формопласт выше указанной температуры. Температура текучести, при которой формопласт превращается в массу, способную течь непрерывной струей, — 125 °С. Застывает формопласт при охлаждении до 100…110 °С.
В расплавленном и застывшем состоянии формопласт не должен прилипать к поверхности, например гипса, бетона, металла. При отрицательных температурах формопласт становится хрупким, но при подогревании восстанавливает свои свойства.
Расплавляют формопласт в толстостенной металлической, лучше всего алюминиевой, посуде, стальная (железная) посуда для этой цели непригодна, так как формопласт в ней легко разлагается и пригорает. Посуду помещают в масляную баню (масло или технический глицерин). Баню нагревают на плите с вытяжным шкафом. Во избежание пригорания формопласт непрерывно перемешивают.
Вместо масляной бани емкость с фермопластом можно ставить в таз с прогретым песком. Водяную баню не применяют, так как температура плавления формопласта 135…140 °С, что выше температуры кипения воды.
Расплавленный формопласт снимают с плиты, дают отстояться 10…15 мин, чтобы вышли пузырьки воздуха, и на его поверхности образуется пена, которую снимают черпаком. Затем расплавленную массу сливают в противни через медную сетку №02 с 980 отверстиями на 1 см2, на которой остаются комочки и подгоревшие частицы. Подготовленный к наливке в форму формопласт должен быть светло-коричневого цвета, не иметь в своем составе нерастворив-шихся частиц смолы и обладать некоторой прозрачностью.
Формопластовые формы эластичны и прочны, устойчивы к повышенной температуре и влаге. Они не набухают от влажных отливок, не изменяют форму, хранятся длительное время, не изменяя своих свойств. Из них можно отливать тысячи качественных отливок.
Ниже рассмотрены конструкции песчаной и масляной бань.
Песчаная баня состоит из алюминиевой чашки требуемого размера (рис. 1). Чашку помещают в стальной (железный) таз, размером больше чашки. Железный таз обязательно закрывают крышкой с таким отверстием, чтобы чашка, в которую будут закладывать формопласт, не доходила до верхних краев на 5 см (это предохраняет формопласт от подгорания). Таз заполняют песком, который, нагреваясь, создает высокую температуру, нагревая тем самым чашку, в которой начинает плавиться формопласт. Во время плавления формопластовую массу систематически перемешивают, перемещая расплавленный формопласт вверх, верхний, нерасплавленный слой — вниз.
Масляная баня (рис. 2) также состоит из двух сосудов: алюминиевой кастрюли и таза. Таз закрывают крышкой, в которой прорезано отверстие по диаметру кастрюли. Чтобы кастрюля не опускалась на дно таза (и формопласт не мог пригореть), ее ставят на подставку. Масло применяют цилиндровое, трансформаторное и другие, которые отличаются высокой температурой кипения, не дают пригара и не выделяют неприятного запаха.
Перемешивать формопласт рекомендуется алюминиевой или медной мешалкой-лопаткой, но только не деревянной, так как дерево, опущенное в горячий формопласт, начинает выделять из своих пор воздух, способствующий образованию пены.
Иногда формопласт расплавляют в алюминиевом бидоне (рис. 3), который опускают в масляную баню. При этом способе процесс плавления формопласта ускоряется, так как увеличивается площадь нагрева за счет уменьшения открытой части, которая способствует быстрому охлаждению массы. Чтобы бидон не опускался до самого дна, на дно кладут подставку.
В процессе плавления температуру формопласта систематически проверяют термометром. Его можно опускать в масло, а при песчаной бане — непосредственно в расплавленную массу.
При правильном режиме плавления формопласт можно расплавлять до 30 раз. Если не соблюдать режима плавки, формопласт можно испортить при первой же плавке.
Формопласт после нескольких переплавок черствеет и становится жестким. Для придания первоначальной пластичности в него добавляют дибутиладипинат (пластификатор) до 5% объема массы формопласта.
Во время плавки следят, чтобы температура формопласта не поднималась выше 130 °С, при более высокой температуре он начинает разлагаться. При разложении формопласт выделяет вредные пары дибутилфталата и дибутиладипината, а также пары хлористого водорода. В связи с вышесказанным следует еще раз напомнить, что плавить формопласт следует в вытяжном шкафу в отдельном помещении с плотно закрывающейся дверью (рис. 4).
Источник
Какая есть технология изготовления силиконового формопласта в домашних условиях?
Подскажите, возможно ли изготовить силиконовый формопласт в домашних условиях? Если да, то как?

Чтобы приготовить правильно в домашних условиях формопласт, необходимо использовать два компонента:
Возьмите такие компоненты в одинаковом количестве. Измельчите оплётку достаточно мелко. И варите такую смесь, постоянно помешивая на масляной бане. Делайте это около 6-7 часов. Следите, чтобы температура варки не превышала показателя в 145 градусов.
Когда смесь станет максимально однородной и исчезнут пузырьки, её следует процедить через ситечко в химически инертную ёмкость и охладить.
Пары не вдыхать! Пользоваться хорошим респиратором!

Если именно в домашних условиях, то в общем-то технология одна, говорить об каких-то альтернативных вариантах не приходится.
Для изготовления силиконового формопласта понадобится:
Машинное масло (формопласт «варится» на масляной бане).
Оплётка (силиконовая) от проводов, оплётку режем на куски, 4-е, 3-и сантиметра не больше.
Дибутилфталат (это пластификатор), внешний вид, бесцветная жидкость, чуть масляниста,

Из инструментов, ложка алюминиевая и две тары так же алюминиевые, обратите на это внимание, сталь нам не подойдёт и вся тара и ложка-мешалка должны быть из одного металла.
К кастрюльку поменьше нарезаем ту самую оплётку с кабелей (проводов), заливаем её двумя литрами дибутилфталата, оплётки полтора кг (если надо меньше формопласта, то относительно этих пропорций просто уменьшайте количество ингредиентов).
Далее в ёмкость бОльшего размера заливаем масло, маленькую кастрюльку с оплёткой и дибутилфталатом, ставим вовнутрь большой ёмкости.
Ставим на огонь, масло доводим до кипения, сбрасываем температуру до 125-и, 130-и градусов (категорически не более 140-а градусов), помешиваем и «варим» в течении 6-7-и часов.
Вот и всё, осталось процедить «варево» (массу похожую на пластмасс) через металлическую сетку (из цветного металла, не стальную) и формопласт готов, можно выливать в форму.
Работать надо только в респираторе и при включённой вытяжке.
Если в процесс «варки» масса начнёт густеть, то можно добавлять дибутилфталат, но делайте это осторожно и в случае только крайней необходимости.
Источник
Изготовление формопласта своими руками в домашних условиях
Изготовление формопласта своими руками
Опубликовал 27 февраля 2012 | Автор Юрий Уздовский
Затрагивая тему декорирования фасада нельзя не говорить о гипсовой лепнине. так как гипсовая лепнина до наших дней занимает почётное место лидера по декору как внутреннего интерьера так и фасадов зданий. Занимаясь изготовлением декора из пенопласта. не всегда есть возможность, а часто и невозможно выполнить мелкие детали декора, которые бы дополняли основные детали карнизов и других элементов. В таких случаях прибегают к комбинированию декора, используя дополнительные лепные детали выполненные из гипса. Вся технология изготовления гипсовых изделий это целая наука и для того чтобы погрузиться в неё, необходимо знать основы.
Всем известно, что при затворении сухого гипса в определённой пропорции с водой, он приобретает сметанообразное состояние и уже потом выливается в специальные формы где и находится до полного затвердения. К стати, в зависимости от марки гипса, это время может колебаться от нескольких минут до десятков минут. Заливают обычно гипс в формы сделанные из силикона или формопласта. Сегодня не проблема купить качественный силикон для изготовления форм для заливки гипса, но цена его достаточно высока и если понадобиться сделать детали средних размеров или несколько форм, для увеличения выпуска отливок, то может понадобиться несколько литров а то и более готового силикона. В принципе, любая форма сделанная из силикона уже себя окупает после заливки иногда даже нескольких деталей. Ясно что ценность деталей зависит от сложности самой отливки.
Но по сей день многие мастера и любители используют в своей практике формопласт. Он достаточно дёшев и доступен и при правильном обращении с ним можно делать очень качественные отливки.
Формопласт — полимерный материал, в который входит полихлорвиниловая смола (20%), стеарит кальция (2%), касторовое масло (2%), и дибутилфталат (76%). Фторопластовые формы не настолько прочны как силиконовые. Прочность формопласта на растяжение — 2кг/см2, относительное удлинение — 150%. Но этих характеристик вполне достаточно для качественной работы. Приготавливая формопласт к заливке, его режут на небольшие куски (2-3 см) и кладут их в эмалированную или алюминевую посуду для плавления.
В отличие от силикона формопласт заливается в горячем виде. Кстати говоря, основное преимущество формопластовых форм состоит в том, что их можно по несколько раз переплавлять и делать новые формы, чего не скажешь о силиконе. Силикон заливается в холодном виде и после застывания переплавлению не подлежит. Иными словами силикон в своём роде «одноразовый» и если форма после застывания получится неудачной, то переделке она уже не подлежит, нужно брать опять новый силикон. Итак, после того как кусочки формопласта будут уложенны в ёмкость для плавления, саму ёмкость помещают в маслянную баню, так как плавить формопласт на горячих поверхностях нельзя, потому что температура плавления формопласта не должна превышать 125-130 градусов. Указанный температурный режим маслянной бани необходимо строго контролировать термометром опущенным в мало.
Во время плавления формопласта его следует непрерывно перемешивать. После полного расплавления, ёмкость в которой плавился формопласт необходимо вынуть из маслянной бани и дать отстояться формопласту 10-15 мин. для того чтобы из него вышли пузырьки воздуха. После этого приступают к заливке модели, которую заранее подготавливают.
Как сделать формопласт?
Для тех, кто хочет научиться делать формопласт своими руками, я предлагаю скачать бесплатно инструкцию по изготовлению формопласта в домашних условиях:
Источник
LiveInternetLiveInternet
—Рубрики
—Поиск по дневнику
—Подписка по e-mail
—Статистика
Формопласт- компаунд.Материал для гибких литьевых форм
Возможно это формопласт- компаунд. Есть смысл рассмотреть этот материал, хотя он не дешевый. Читаем, смотрим,пробуем.
ФОРМОПЛАСТ-КОМПАУНД
Формопласт-компаунд позволяет снять точную копию даже с оригинала сложной формы со множеством мелких деталей. Отпечаток макета точно повторяет его форму, имеет слабую адгезию и обладает износоустойчивостью к тиражированию, выдерживает температуру 200 ºС. Возможно использование более вязких композиций с целью обрабатывания оригиналов большого размера, снятие копий с вертикальных поверхностей и тиражирования фрагментов изделий.
Простота использования (приготовить формопласт-компаунд можно в домашних условиях), качество и износостойкость отливаемых форм (выдерживают более 1000 отливок) делают формопласт-компаунд незаменимым материалом для создания форм.
Обратив внимание на высокое качество и превосходные физико-механические характеристики формопласта-компаунда, многие реставраторы и скульпторы Санкт-Петербурга и Ленинградской области стали применять их взамен ВИКСИНТов и формопласта при изготовлении гибких литьевых форм для литья из цемента, гипса, воска, парафина, полиэфирных смол, легкоплавких металлов и т.д.
В настоящее время в Санкт-Петербурге ФОРМОПЛАСТ используют более тридцати фирм. Практически все, кто пользовался ФОРМОПЛАСТом для изготовления гибких литьевых форм, обращают внимание на следующее:
И еще немного информации
Формопласт-компаунд
Один из самых простых способов размножить скульптуру или какой-либо предмет – создать литую форму. Для этих целей подходит и бетон, и гипс, и силикон. У всех этих материалов есть достоинства и недостатки. Сегодня большим спросом пользуется формопласт-компаунд. Это полимерный элемент, который прекрасно подходит для создания подготовительных форм. Он состоит из основной пасты и катализатора, который действует как отвердитель. Вследствие реакции этих двух компонентов вещество превращается в желеобразную массу.
Благодаря особому составу и консистенции, данный материал позволяет делать очень четкие оттиски. Даже сложные предметы с большим количеством мелких деталей, закрученных элементов, отображаются с абсолютной точностью. Такие формы можно использовать ни одни раз и со временем они не теряют своей конструкции. Это удивительное изделие подходит и для очень крупных, и для совсем маленьких предметов. Его активно используют художники, скульпторы, декораторы, люди, которые увлекаются творчеством и разыми видами дизайна.
Доступность и простота в использовании сделали формопласт-компаунд популярным компонентом при создании произведений искусства. Также его применяют в строительстве и в обычной жизни. С этим полимером просто работать, его можно приготовить самостоятельно, без дополнительных средств. Примечательно, что материал выдерживает до 1000 применений. Это идеальный вариант для тех, кто планирует тиражировать одни и тот же предмет много раз. Изготовленные формы не будут трескаться или крошиться со временем.
Формопласт-компаунд поставляется в пластиковой таре в размере 5 кг. В комплекте идет катализатор в расчете на 5 кг.
Технические характеристики
| Характеристика | Eдиница измерения | П-710М |
| Неотвержденная смесь основы и отвердителя | ||
| Усредненная вязкость при 20ºC | СПз | 9000 |
| Время жизни при 23ºC | мин | 30-120 |
| Цвет | белый | |
| Смесь, отвержденная в течении 24 часов при 23ºC | ||
| Твердость (по Шору А),не менее | 15 | |
| Сопротивление раздиру,не менее | кН/м | 10 |
| Относительное удлинение при разрыве,не менее | % | 250 |
| Условная прочность при разрыве,не менее | МПа (кгс/см2) | 2,0(20) |
| Соотношение пасты и отвердителя | Весовые части | 100:5 |
| Линейная усадка | % | 1-1,5 |
| Относительная плотность при 25 ºC | 1,1 | |
И еще информация.
Приготовление формопласта
Формы из формопласта не изменяют своих свойств длительное время. От намокания в воде масса не растворяется, а только белеет, но не изменяет своих свойств. После просушки цвет формы восстанавливается. Из такой формы можно отливать и гипсовые, и цементные изделия.
Для изготовления форм формопласт плавят и заливают им модели. Толщина стенок формопластовых форм может быть различная. Для быстрейшего плавления формопласт нарезают на небольшие куски, размером 2. 3 см.
Температура плавления формопласта 135. 140°С. При нагревании свыше 150°С формопласт разлагается. Это надо учитывать во время плавки и не нагревать формопласт выше указанной температуры. Температура текучести, при которой формопласт превращается в массу, способную течь непрерывной струей, — 125°С. Застывает формопласт при охлаждении до 100. 110°С.
В расплавленном и застывшем состоянии формопласт не должен прилипать к поверхности, например гипса, бетона, металла. При отрицательных температурах формопласт становится хрупким, но при подогревании восстанавливает свои свойства.
Расплавляют формопласт в толстостенной металлической, лучше всего алюминиевой, посуде, стальная (железная) посуда для этой цели непригодна, так как формопласт в ней легко разлагается и пригорает. Посуду помещают в масляную баню (масло или технический глицерин). Баню нагревают на плите с вытяжным шкафом. Во избежание пригорания формопласт непрерывно перемешивают.
Вместо масляной бани емкость с фермопластом можно ставить в таз с прогретым песком. Водяную баню не применяют, так как температура плавления формопласта 135. 140°С, что выше температуры кипения воды.
Расплавленный формопласт снимают с плиты, дают отстояться 10. 15 мин, чтобы вышли пузырьки воздуха, и на его поверхности образуется пена, которую снимают черпаком. Затем расплавленную массу сливают в противни через медную сетку № 02 с 980 отверстиями на 1 см2, на которой остаются комочки и подгоревшие частицы. Подготовленный к наливке в форму формопласт должен быть светло-коричневого цвета, не иметь в своем составе нерастворившихся частиц смолы и обладать некоторой прозрачностью.
Формопластовые формы эластичны и прочны, устойчивы к повышенной температуре и влаге. Они не набухают от влажных отливок, не изменяют форму, хранятся длительное время, не изменяя своих свойств. Из них можно отливать тысячи качественных отливок.
Ниже рассмотрены конструкции песчаной и масляной бань.
Песчаная баня состоит из алюминиевой чашки требуемого размера (66). Чашку помещают в стальной (железный) таз, размером больше чашки. Железный таз обязательно закрывают крышкой с таким отверстием, чтобы чашка, в которую будут закладывать формопласт, не доходила до верхних краев на 5 см (это предохраняет формопласт от подгорания). Таз заполняют песком, который, нагреваясь, создает высокую температуру, нагревая тем самым чашку, в которой начинает плавиться формопласт. Во время плавления формопластовую массу систематически перемешивают, перемещая расплавленный формопласт вверх, верхний, нерасплавленный слой — вниз.
Масляная баня (67) также состоит из двух сосудов: алюминиевой кастрюли и таза. Таз закрывают крышкой, в которой прорезано отверстие по диаметру кастрюли. Чтобы кастрюля не опускалась на дно таза (и формопласт не мог пригореть), ее ставят на подставку. Масло применяют цилиндровое, трансформаторное и другие, которые отличаются высокой температурой кипения, не дают пригара и не выделяют неприятного запаха.
Перемешивать формопласт рекомендуется алюминиевой или медной мешалкой-лопаткой, но только не деревянной, так как дерево, опущенное в горячий формопласт, начинает выделять из своих пор воздух, способствующий образованию пены.
Иногда формопласт расплавляют в алюминиевом бидоне (68), который опускают в масляную баню. При этом способе процесс плавления формопласта ускоряется, так как увеличивается площадь нагрева за счет уменьшения открытой части, которая способствует быстрому охлаждению массы. Чтобы бидон не опускался до самого дна, на дно кладут подставку.
В процессе плавления температуру формопласта систематически проверяют термометром. Его можно опускать в масло, а при песчаной бане — непосредственно в расплавленную массу.
При правильном режиме плавления формопласт можно расплавлять до 30 раз. Если не соблюдать режима плавки, формопласт можно испортить при первой же плавке.
Формопласт после нескольких переплавок черствеет и становится жестким. Для придания первоначальной пластичности в него добавляют дибутиладипинат (пластификатор) до 5% объема массы формопласта.
Во время плавки следят, чтобы температура формопласта не поднималась выше 130°С, при более высокой температуре он начинает разлагаться. При разложении формопласт выделяет вредные пары дибутилфталата и дибутиладипината, а также пары хлористого водорода. В связи с вышесказанным следует еще раз напомнить, что плавить формопласт следует в вытяжном шкафу в отдельном помещении с плотно закрывающейся дверью (69).
Источник
Інтернет-магазин Decora.co просуває і безкоштовно передає технологію лиття декоративного каменю та плитки з надміцного бетону і гіпсополімерних сумішей, рідкого силікону для форм, а також виготовляє і продає еластичні поліуретанові форми, що застосовуються у виробництві: декоративного каменю, фасадної, інтер’єрної і тротуарної плитки, тротуарної бруківки, облицювальної цегли і елементів архітектурного декору – з гіпсополімерних розчинів, дрібнозернистих бетонів методом вібролиття.