В современном малоэтажном строительстве при отделке фасадов, сооружении крыш, навесов, карнизов, водостоков и воздуховодов массово применяются изделия из оцинкованного листового проката — как обычного, так и с цветным полимерным покрытием. Для кровельных работ обычно используется металл толщиной 0.4-0.55 мм, а для изготовления деталей водосточных труб, желобов, карнизных свесов и коробов — 0.6-0.7 мм. Для того, чтобы его согнуть не требуется больших усилий, поэтому при работе с таким материалом, как правило, применяют ручные листогибочные станки. Такое же оборудование используют и на предприятиях по изготовлению и монтажу вентиляционных и электротехнических установок, а также в небольших мастерских, выполняющих разнообразные ремонтные работы. Конструкция этих станков достаточно проста, а работа с ним не требует особых навыков, поэтому не только домашние мастера и ремонтники, но и профессиональные строители-жестянщики часто используют самодельные ручные листогибы.
Оглавление:
- Разновидности и конструкция
- Что понадобится
- Технология
- Советы, возможные ошибки
- Видео уроки
В каких случаях целесообразно сделать своими руками
Самый простой переносной листогибный станок фабричного производства стоит порядка 25 000-30 000 рублей. Поэтому приобрести такое оборудование могут позволить себе только те, кто уверен, что оно быстро окупится и начнет приносить прибыль. Если же потребность в гибке металла возникает от случая к случаю, или изготовление листовых изделий никогда не окупит используемый для этого станок, то единственно верное решение — обзавестись самодельным листогибом.
К примеру, у домашних умельцев и в небольших мастерских периодически возникают разовые потребности в коробах, крышках, тонкостенных корпусах, желобах и прочих гнутых конструкциях из стального листа. Такой категории производственников проще сделать разборный листогиб и самим согнуть нужную деталь, чем покупать или заказывать ее на стороне. Еще одной мотивацией для изготовления собственного гибочного оборудования является соотношение цен на листовой материал и изделия из него. Для частника-умельца, строящего дом своими руками, стоимость деталей из оцинковки, которые он может гнуть на самодельном станке, будет в разы ниже, чем в магазинах строительных материалов.
Виды и принцип работы
По общепринятой классификации листогибочного оборудования все ручные листогибы (кроме узкоспециализированных) относятся к категории станков с поворотной балкой. Внутри себя они делятся на отдельные виды по различным технологическим признакам, среди которых можно выделить:
- длина сгиба;
- тип прижимной балки;
- способ фиксации;
- максимальный угол гибки.
Все это справедливо как для станков фабричного изготовления, так и для самодельных листогибов.
Основными конструктивными элементами такого оборудования являются (в скобках приведены общепринятые названия для самодельных станков):
- нижняя балка (опора);
- прижимная балка (прижим);
- поворотная балка (траверса);
- рабочий стол.
Листовой материал (сталь, алюминий, медь) помещается на нижнюю опору станка и выдвигается за ее край на длину сгиба. После этого он сверху плотно фиксируется прижимом, передний край которого выступает в роли матрицы, формирующей профиль сгибаемой поверхности. Траверса, установленная на двух осях, закрепленных на опоре, перемещается по дуге снизу вверх, начиная в движении гнуть выступающую часть листа и завершая этот процесс у торца прижима.
Как видно из описания принципа работы устройства для гибки листового металла, его конструкция достаточно проста. Поэтому изготовить его самостоятельно сможет практически любой умелец, обладающий определенными навыками в обработке металла. Общую схему работы такого станка понять несложно, а для того, чтобы его сделать, можно обойтись без чертежей и технической спецификации.
Инструменты и технология сборки
Для изготовления листогибочного станка своими силами потребуются самые обычные инструменты и приспособления, которое всегда есть в арсенале любой гаражной или дачной мастерской. Если листогиб служит только для того, чтобы согнуть несколько деталей в течение месяца, и при этом нет особых требований к точности гибки, то в качестве исходных материалов подойдут любые обрезки металлического проката подходящего размера. Если же станок предназначен для работы на строительных объектах и будет интенсивно использоваться на протяжении нескольких месяцев, то требования к качеству его изготовления и применяемым материалам гораздо выше.
Место установки, инструмент и материалы
Перед началом работ в первую очередь необходимо подобрать место для установки своего самодельного ручного станка (верстак, стол), на котором он будет монтироваться в процессе производства. Если такого места нет, придется сварить опорную конструкцию из металлопроката или сделать отдельный верстак. При его изготовлении потребуется выполнение сверлильных, отрезных, шлифовальных и сварочных операций. Поэтому прежде чем приступать к работам, необходимо убедиться, что в наличии имеются:
- углошлифовальная машинка (болгарка) с шлифовальным и отрезным кругами;
- сварочный аппарат;
- электрическая дрель;
- тиски и слесарный инструмент.
В качестве исходного материала для балок обычно используются равнополочные швеллеры и уголки, а ручки изготавливают из круглого прутка или трубы. Точность сгиба и долговечность работы станка во многом зависит от качества шарниров, обеспечивающих дуговое движение траверсы при гибке листового металла. В этом случае обычно используют приварные петли для металлических дверей, которые обладают высокой точностью и долговечны при интенсивной эксплуатации. Цена таких изделий невелика: обычная петля стоит 150-200 рублей, с подшипником — 250-300.
Порядок изготовления и сборки
Прежде, чем приступать к изготовлению листогибочного станка, необходимо решить, какая максимальная ширина может быть у деталей, которые нам придется гнуть. Первым ограничением при принятии этого решения являются габариты стола или верстака, на котором он будет установлен. Также необходимо принять во внимание ширину стандартных листов оцинковки и толщину предполагаемых заготовок, которые этот станок сможет согнуть. Хотя разрабатывать полноценный сборочный чертеж не имеет смысла, все же желательно до начала работ сделать небольшой эскиз или схему с указанием основных размеров.
Далее рассмотрим порядок изготовления своими руками ручного станка со следующими техническими характеристиками:
- ширина сгиба — до 1000 мм;
- толщина заготовки до 2 мм;
- угол сгиба — до 135°.
Процесс подготовки материалов можно опустить, так как он включает в себя только нарезку металлопроката нужной длины и подбор метизов. Поэтому сразу приведем перечень компонентов, необходимых для того, чтобы сделать станок с указанными выше параметрами:
- швеллер N 8 для опоры — 115 см;
- уголок 45 для прижима и траверсы — 2х115 см;
- полоса 40 — 2х115 см;
- пруток или труба для ручки траверсы — прим. 160 см;
- петли приварные цилиндрические 60х10 — 2 шт;
- болт М8х60 — 2 шт;
- пружины под болт — 2 шт;
- гайки-барашки — 2 шт;
- отрезки уголка 45 — 4х6 см.
Далее поэтапно описан процесс изготовления и сборки своими руками станка для гибки листового металла (операции разметки, проверки и подгонки частично опущены):
1. Установка петель. На опоре с обеих сторон необходимо сделать выборки на длину петли глубиной в половину ее диаметра. Траверсу с обоих концов укорачиваем на половину длины петли и также делаем на ее концах выборку длиной в половину петли и глубиной в половину ее диаметра. Проверяем на размер обе балки вместе с петлями, а затем привариваем петли к траверсе. Прижимаем ее к опоре так, чтобы петли точно зашли в выборку, а поверхности опоры и траверсы были на одном уровне. В паз между ними вставляем несколько пластин толщиной 2 мм, а затем привариваем петли к опоре.
2. Повышение прочности рабочих балок. Ввариваем полосу по всей длине внутри траверсы таким образом, чтобы в сечении получился треугольный профиль (это позволит при необходимости согнуть металл большей толщины без ущерба для станка). То же самое нужно сделать и с прижимом, предварительно обрезав его по длине траверсы.
3. Монтаж ушек и болтов. Сверлим по одному отверстию на 10 мм в каждом отрезке уголка, а затем привариваем одну пару отверстиями вверх на торцы прижима, а вторую — отверстиями вниз на торцы опоры. Отмечаем положение отверстий на ушках прижима на поверхности опоры и тоже сверлим отверстия на 10 мм. Снизу в них вставляем болты (резьбовой частью вверх) и привариваем их с внутренней стороны швеллера.
4. Установка ручки. Гнем или свариваем п-образную ручку для траверсы размером 30х80х30 см и привариваем ее по центру.
5. Сборка. Ставим поворотную конструкцию из опоры и траверсы на край стола или верстака и фиксируем ее с помощью ушек (сквозными болтами или струбцинами). Надеваем на болты опоры пружины, затем устанавливаем на нее прижим, пропускаем болты через отверстия в его ушках и крепим гайками-барашками.
6. Проверка собранного листогибочного станка. Помещаем заготовку из листовой стали на поверхность стола и выпускаем ее край в зазор между прижимом и опорой. С помощью штангенциркуля проверяем и выставляем размер выступающей части листа. После чего зажимаем его, вращая барашки на левой и правой сторонах прижима. Поднимаем за ручку траверсу и сгибаем кромку листа на нужный угол. Опускаем траверсу вниз, ослабляем барашки (при этом прижим поднимется на пружинах) и вытаскиваем лист со сгибом.
Описанный выше станок имеет усиленные прижим и траверсу, что позволяет гнуть металл толщиной до 3 мм без опасности деформации этих конструктивных элементов.
Рекомендации и возможные ошибки
Для того, чтобы понять, как изготовить простейший листогиб, достаточно изучить вышеизложенную инструкцию. Поэтому любой, кто имеет навыки работы с металлом, может легко сделать такой станок своими руками. Если его применять только для разовых работ, то неудачные конструктивные решения, влияющие на долговечность, точность и производительность, скорее всего, проявятся очень нескоро (если вообще проявятся). Поэтому дальнейшие рекомендации относятся к станкам, которые используются в постоянном режиме и выполняют десятки циклов гибки в день на протяжении длительных периодов.
Основными рабочими инструментами листогиба являются прижим и траверса, к проектированию и изготовлению которых необходимо относится к особым вниманием. Далее перечислены основные параметры этих элементов и мероприятия по их улучшению:
- Устойчивость к деформации. Достигается применением ребер жесткости из листовой стали (для швеллеров) или созданием цельных жестких конструкций (для уголков), см. выше.
- Точность прилегания траверсы и прижима. Для качественного и стабильного сгиба величина зазора по всей длине должна составлять не менее половины толщины заготовки 0.2-0.3 мм для самых распространенных видов металла. Единственная возможность добиться таких показателей — фрезеровка прилегающих поверхностей.
- Равномерность нагрузки. Ручка для подъема траверсы должна быть расположена параллельно ее поверхности и крепиться как можно ближе к ее концам.
Самой распространенной ошибкой при изготовлении листогибов является применение сварки на балках в пределах их рабочей зоны. Такие действия ведут к деформации и ослаблению металла, что может проявиться в самые короткие сроки. Другие недостатки многих самодельных станков — это ошибки в конструкции и расположении ручек траверсы, а также качество поворотных петель, что влияет на эргономику труда и повышает затраты мускульной энергии.
Из листового металла делают немало изделий — водосточные системы, фасонные детали для обшивки кровли, крытой профнастилом или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста и т.д. Все это может сделать специальный гибочный станок — для листового металла. Как сделать листогиб своими руками и поговорим в этой статье.
Виды листогибов
Есть три вида листогибочных станков:
- Простые ручные, гибка металла в которых происходит при приложении силы в определенном месте. Эти агрегаты дают возможность изогнуть листовой материал по прямой под любым углом — от нескольких градусов до почти 360°.

Для гибки листового металла

Для получения радиального изгиба металлического листа
Все эти устройства относят к листогибочным станкам. Своими руками сделать проще всего агрегат первой группы, чуть сложнее — третьей (вальцы для листового металла). Вот о них и поговорим — от том как сделать листогиб своими руками.
Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
- Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.

Вырезаем выемки под петли

Хорошо провариваем петли





К шляпке болта приварить отрезки арматуры

Самодельный листогиб в процессе работы
Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины. Не всегда такие масштабы востребованы, но уменьшить можно всегда. В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки. Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Из уголка с прижимной планкой другого типа
Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка. Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.

Небольшой ручной листогиб для самостоятельного изготовления
В данном самодельном станке для гибки листового металла есть много особенностей:
- Уголки расположены не полочками друг к другу, а направлены в одну сторону. Из-за этого крепление петли получается не самым удобным, но сделать можно.


Теперь перейдем к конструкции прижимной планки (на фото выше). Она тоже сделана из уголка, но укладывается на станок изгибом вверх. Для того чтобы при работе планка не изгибалась, наварено усиление — перемычки из металла. С обоих концов планки приварены небольшие металлические площадки, в которых просверлены отверстия под болты.
Еще один важный момент — та грань, которая обращена к месту сгиба срезана — для получения более острого угла изгиба.

Планка устанавливается так
Прижимная планка укладывается на станок, в место установки гайки подкладывается пружина. Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью. В таком положении под нее заправляют заготовку, выставляют, прижимают.

Под отверстие ставят пружину, затем — болт
Неплохой вариант для домашнего использования. Толстый металл гнуть не получится, но жесть, оцинковку — без труда.
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.

Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Если предполагается на оборудовании изготавливать трубы, верхний каток с одной стороны делают съемным, с системой быстрой фиксации. Свернув лист в трубу, его по-другому не вытащить.
Гибочный станок для листового металла вполне можно изготовить в домашних условиях. Такое оборудование нужно далеко не каждому домашнему мастеру, но зато тем, например, кто занимается кровельными работами, он поможет в значительной мере увеличить собственный заработок. А для кого-то, возможно, и вовсе станет первым станком будущего завода.

Фото самодельного листогибочного оборудования
Причины, по которым стоит собственноручно собрать листогиб
Почему вообще следует браться за изготовление столь непростого оборудования своими руками? Чтобы ответить на этот вопрос, давайте пойдём от обратного и рассмотрим альтернативные методы получения ендов, коньков, желобов водосточных труб, карнизных планок и иных фрагментов кровельных конструкций.

Пример металлического желоба, изготовленного при помощи листогиба
Хотя, сразу хочу отметить, что это далеко не единственная отрасль, где требуются изделия, создаваемые путём гибки железа. Просто сейчас для наглядности коснёмся именно её.
Обойтись вообще без станка
Тут есть два варианта действий:
- Покупка готовых образцов, которые значительно превосходят в цене листовой металл и даже трудовые затраты, необходимые для его обработки. То есть, это попросту отказ от ощутимой части заработка в пользу промышленных заводов;

В магазине есть готовые решения, но за них заплатить придётся намного дороже
- По старинке использовать для получения нужных форм выколотку. Но это приведёт к немедленной потере многих клиентов, которые предпочитают продукцию без кондового вида. Современный рынок очень жесток в этом плане: все хотят и качественно, и красиво.

К тому же и сама работа с выколоткой является достаточно трудоёмким процессом
Купить готовый станок
Давайте рассмотрим гипотетическую ситуацию в цифрах. В среднем ручной листогиб может обойтись вам в 1500-2000 долларов США. В теории на нём получится превратить за пару дней тонну оцинкованного железа толщиной 0,55 мм и стоимостью 1000 долларов США в 250 квадратных метров профнастила, которые оцениваются уже в 1400 тех же самых денежных единиц.

Примеры готовых листов профнастила
Вроде бы всё выходит красиво, а в уме уже подсчитывается не то что окупаемость покупки, а колоссальные прибыли, получаемые в дальнейшем.
Но, к сожалению, всё не так радужно на практике, где на вашем пути встанут следующие сложности:
- Углы при прокатке профнастила очень часто выходят перетянутыми, в результате чего требуется повторение операции. Это уже приводит к увеличению теоретических сроков работы;
- Возможны нарушения межкристаллитных связей металла. Через время в таких местах начинает ползти трещина. Переделывать такой брак придётся вам уже за свой счёт.
Линия же, которая лишена таких проблем, стоит уже в районе 20000 долларов США, которые окупить будет ещё сложнее. Плюс это всё касается того случая, когда у вас есть сбыт изготавливаемой продукции. А если вам лишь время от времени необходимы определённые изделия для выполнения заказа по кровельным работам, то о рентабельности даже самого дешёвого покупного оборудования не может быть и речи.
Для наглядности и возможности поразмыслить над данным вопросом самостоятельно приведу вам примеры некоторых конкретных моделей станков, которые можно купить уже в готовом виде:
- Модель «Tapco Max 20-08»:
| Параметр | Описание |
| Длина гибки | 260 см |
| Максимальная толщина используемых металлических листов | 0,7 мм |
| Максимальная толщина используемых алюминиевых листов | 1 мм |
| Максимальная толщина используемых медных или цинковых листов | 0,8 мм |
| Максимальный угол осуществляемого изгиба | 180 градусов |
| Глубина подачи | 48 см |
| Длина станка | 264 см |
| Высота станка | 62 см |
| Ширина станка | 24 см |
| Масса | 70 кг |
| Масса с опорой | 85 кг |
| Стоимость | 155000 рублей |

Образец модели «Tapco Max 20-08»
- Модель «Van Mark Metal Master Commercial MM 1051»:
| Параметр | Описание |
| Количество прижимов | 5 шт. |
| Количество пружин | 4 шт. |
| Длина гибки | 320 см |
| Максимальная толщина используемых металлических листов | 0,7 мм |
| Максимальная толщина используемых алюминиевых листов | 0,8 мм |
| Максимальный угол осуществляемого изгиба | 180 градусов |
| Глубина подачи | 52 см |
| Длина станка | 320 см |
| Высота станка | 60 см |
| Ширина станка | 49 см |
| Масса | 70 кг |
| Стоимость | 32700 рублей |

Образец модели «Van Mark Metal Master Commercial MM 1051»
Пошаговое выполнение сборочного процесса
Инструкция изготовления листогиба начинается с решения некоторых теоритических вопросов:
Шаг №1: определяемся с типом привода
Для того чтобы согнуть листовое железо можно сконструировать и использовать один из следующих приводов:
- Механический. Может быть представлен в виде маховика с фрикционом и кривошипом или же в виде падающего груза с системой тросов, блоков и рычагов. Обладает высоким коэффициентом полезного действия, но для нашего случая совсем не подходит. Дело в том, что в начале его рабочего хода наблюдается резкий удар, который затем слабеет, а для сгибания металлических листов требуется как раз обратный эффект;
- Электрический. Здесь наблюдается проблема иного характера: значительное падение коэффициента полезного действия и увеличение энергопотребления при работе с малогабаритными фрагментами. Это происходит из-за того, при сопротивлении сгибаемой стали скольжение двигателя растёт, а момент падает;

Пример электрического двигателя
- Гидравлический. В этих устройствах гидроцилиндр самостоятельно подстраивает своё усилие под сопротивление металлической детали. Они были бы идеальны, если не стоили слишком дорого для самодельного станка;
- Ручной. Несмотря на то, что в этом случае движущей силой будут ваши руки, такой привод идеален для самодельного станка. Он наиболее прост в изготовлении, не требует потребления электрической энергии и обойдётся недорого.
При этом вы получаете нужное и равномерное усилие. Ручник-то мы и выберем для сооружения самодельного листогиба.
Главное, правильно сконструировать агрегат, чтобы при его эксплуатации работали наиболее сильные группы мышц, а отдача прижимала стопы оператора к полу. В таком случае процесс не будет слишком изнурительным.
Шаг №2: выбираем рабочую схему для станка
Теперь нужно решить, как будет работать ваш самодельный станок для гибки листового металла.
Выбрать можно из следующих схем:
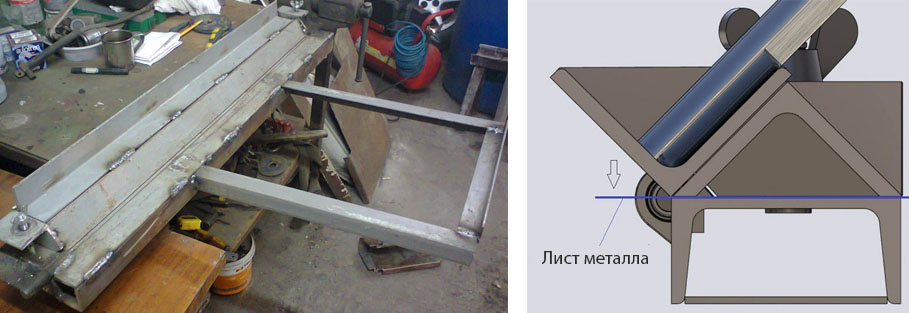
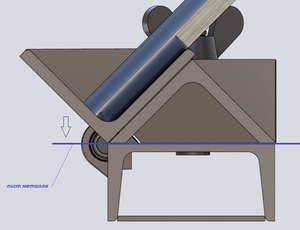
- С помощью траверсы. Такой метод позволяет производить гибку стальных листов руками толщиной до 0,5 мм. На схеме вы можете с ним ознакомиться:

Схема осуществления гибки листа металла с помощью траверсы
Рекомендую в процессе эксплуатации описанного способа налегать на траверсу в нижней её части и подавать немного вперёд, как бы выглаживая сталь. В таком случае изгиб получится максимально правильным и аккуратным.
- С помощью пресса. Этот вариант активно используется в промышленности. Для частной же мастерской он слишком травмоопасный, так как при наличии малейшей неисправности в устройстве или ошибке в заправке материала лист может выскользнуть и нанести серьёзные повреждения оператору;

Схема осуществления гибки листового металла при помощи пресса
- С помощью системы валов. Это как раз те протяжные листогибы, которые можно купить в районе 1500-2500 долларов США. Могут быть ручными или электрическими. Очень удобны в эксплуатации, но тяжело реализуемы собственными руками.

Протяжный ручной листогиб
Проще всего создать листогиб своими руками, сгибающий металл при помощи траверсы, значит, такой вариант и будем рассматривать далее.
Шаг №3: определяем основные параметры будущего станка
Самодельный листогиб должен обладать следующими качествами, чтобы быть эффективным в домашней эксплуатации:
- Не перенапрягать оператора. Раз мы остановились на ручном приводе, то пусть работа за станком не станет для вас каторгой;

Процесс гибки не должен быть изнурительным
- Быть простым с технической точки зрения и недорогим;
- Легко транспортироваться. Очень часто вам может понадобиться гнуть детали непосредственно на месте выполнения кровельных работ.

Эксплуатация листогиба на участке заказчика
Исходя из вышеперечисленного, предлагаю ориентироваться на следующие технические характеристики изготавливаемого устройства:
| Параметр | Описание |
| Максимальная ширина сгибаемого полотна | 100 см |
| Максимальная толщина сгибаемого полотна |
|
| Количество полных циклов до необходимости осуществления отладки или ремонтных работ | 1200 |
| Угол осуществления сгиба | 120 градусов |
| Металлообработка | Сведена к минимуму |
Рекомендую сварных соединений делать как можно меньше, так как от них ведёт сборные узлы, да и долговечностью они в условиях знакопеременных нагрузок похвастаться не могут.

Сварка в рассматриваемой ситуации – не лучшее решение
Шаг №4: составляем чертёж, соответствующий всем перечисленным условиям
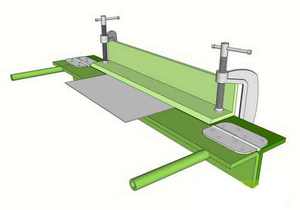
Ручник, траверса, удобство в эксплуатации, компактность и ещё несколько важных параметров. Теперь всё это перенесём на чертёж:

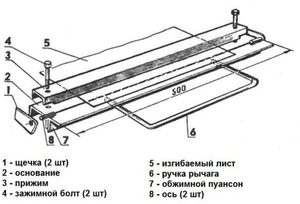
Чертёжная схема будущего самодельного листогиба
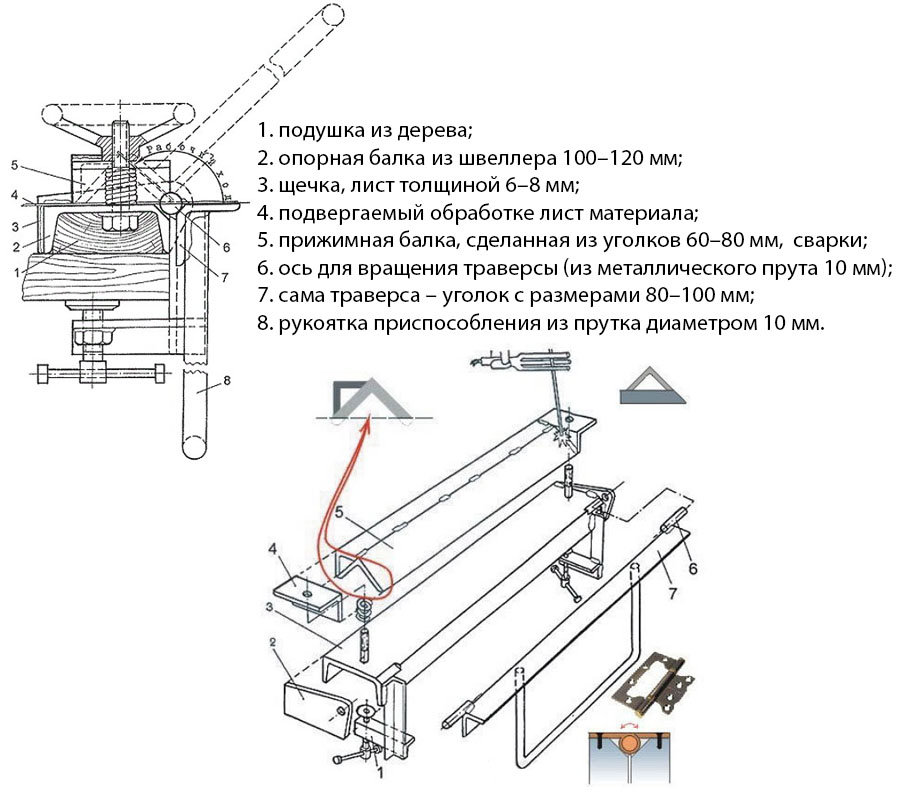
| Обозначение на схеме | Пояснение |
| 1 | Подушка из дерева |
| 2 | Опорная балка в виде швеллера с сечением 10-12 см |
| 3 | Щёчка из шестимиллиметрового листа |
| 4 | Изделие, проходящее обработку |
| 5 | Прижимная балка, изготовленная из сваренных между собой уголков размерами 6 и 8 см |
| 6 | Ось траверсы в виде штыря с сечением 10 мм |
| 7 | Поворотная траверса |
| 8 | Ручка |

Пример подходящего для создания опорной балки швеллера
Материал всех комплектующих – конструкционная сталь. Отдельно хочу остановиться на траверсе.
Во многих описаниях вы можете встретить, что в качестве неё предлагается использовать уголок. Я же категорически советую устанавливать швеллер, который выдержит в 6 раз больше рабочих циклов. Что же касается размеров, то для нашего случая оптимально будет 8-10 см.
Шаг №5: переходим к ознакомлению с деталировкой и изготовлению основных элементов
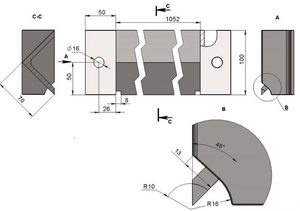
Много чертежей не бывает. Чем детальнее всё будет расписано на бумаге, тем меньше шансов допустить ошибку в процессе выполнения сборочных работ. Поэтому предлагаю вашему вниманию деталировку изготавливаемого оборудования:

Деталировка самодельного листогиба
| Обозначение на схеме | Пояснение |
| 1 | Струбцина из уголка 4-6 см, фиксируемого винтами М8 или М10 |
| 2 | Щёчка |
| 3 | Опорная балка |
| 4 | Кронштейн из уголка 11 см |
| 5 | Прижимная балка |
| 6 | Ось траверсы |
| 7 | Траверса |
Сборку прижимной балки выполняем в соответствии с приведённой схемой, после чего обязательно отдаём получившийся узел на фрезеровку. В качестве основы прижима берём стальную полосу размерами 1,6 на 8 см. Её переднюю кромку также фрезеруем под углом 45 градусов.

Чтобы предотвратить прогиб прижима, в верхней части подкрепляем его уголком шестидесяткой с помощью сварки.
Шаг №6: реализуем крепёжную систему
Можно фиксировать устройство струбцинами. Но тогда, если хотя бы одна из них сломается, то работа сразу же станет, так как станок начнёт гнуть не деталь, а приподнимать самого себя.
Поэтому предлагаю альтернативное и более практичное решение:
- Удлиняем опорную балку за края стола;
- Создаём на её краях U-образные проушины;
- Прикручиваем её к столу болтами М10.
Шаг №7: собираем всё вместе
И вот представляю вашему вниманию чертёж уже окончательной сборки:

Схема окончательной сборки
| Обозначение на схеме | Пояснение |
| 1 | Опорная балка |
| 2 | Маховик резьбового типа |
| 3 | Прижимная балка |
| 4 | Изделие, подвергающееся обработке |
| 5 | Струбцина |
| 6 | Траверса |
Заключение
Вы ознакомились с тем, как можно изготовить станок для гибки листового металла в домашних условиях, и зачем это вообще нужно. Видео в этой статье содержит дополнительные материалы, а в комментариях вы можете задать любые вопросы по теме.

Пример изготовленного в домашних условиях станка для гибки металлических листов
 Изготовить листогибочный станок собственными руками нетрудно, но пока мало кто из домашних мастеров и специалистов, использующих необходимые формы из листовой стали в своем деле, занимаются созданием такого оснащения для личных нужд. Между тем аналогичное устройство, владеющее довольно высокой прочностью и несложностью в работе, поможет хорошо сэкономить.
Изготовить листогибочный станок собственными руками нетрудно, но пока мало кто из домашних мастеров и специалистов, использующих необходимые формы из листовой стали в своем деле, занимаются созданием такого оснащения для личных нужд. Между тем аналогичное устройство, владеющее довольно высокой прочностью и несложностью в работе, поможет хорошо сэкономить.
В особенности производство и употребление станка для гибки листового металла своими руками актуально для тех, кому нужно исполнять технологические действия по гибке листовой мануфактуры надо не каждодневно и в больших объемах, а временами.
Виды листогибов и их механизм
Прежде чем начать делать листогиб собственными руками, необходимо четко установить перечень задач, для решения которых он нужен. От главного назначения подобного прибора будет зависеть, по какой схеме он будет сделан. Наиболее элементарным является механизм, в котором листовое железо гнется при помощи особой траверсы. С помощью такого устройства можно легко согнуть листок металла под углом 90 градусов, применяя лишь силу рук без добавочных приспособлений, если ширина листка не выше 0,5 метра.
 База листа фиксируется при помощи струбцин либо тисков, а его гнутье производится за счет давления, оказываемого траверсой.
База листа фиксируется при помощи струбцин либо тисков, а его гнутье производится за счет давления, оказываемого траверсой.
В определенных случаях для получения угла заворота точно в 90 градусов может пригодиться вложенная приставка, представляющая собой обыкновенную полосу металла, которая поможет возместить упругость листка.
Более трудным по конструкции считается листогибочный пресс, систему которого составляют сетка и пуансон. Листовое железо в таком приборе располагается на матрице, а пуансон спускается на заготовку сверху, сообщая ей необходимый профиль. В хозяйственных условиях листогибочная машина вряд ли найдет употребление, так как она довольно сложная и небезопасна в применении.
Вариация реализации самодельного листогибочного пресса, функционирующего в паре с изготовленным собственными руками гидропрессом. Если уже имеется пресс, то дополнить его устройствами для сгибания узких листов металла не составит труда. Более совершенной считается листогибочная машина, гнутье железа в которой исполняется за счет действия трех валов.
Такое оснащение называется проходным. Одним из основных его преимуществ считается то, что его контролируемые вальцы разрешают приобретать различный радиус изгиба. Аналогичный аппарат для гибки металла может быть с ручным или гальваническим приводом, а его вальцы могут обладать разнообразной конструкцией.
- Вальцы с плавной рабочей поверхностью предусмотрены для выполнения многих жестяных работ, которые подразумевают выгибание заготовок, изготовку секций труб с большим поперечником и др.
 Профилированные вальцы нужны для гнутья частей кровельных агрегатов (коньки, ящики, водостоки, отбортовки и др.).
Профилированные вальцы нужны для гнутья частей кровельных агрегатов (коньки, ящики, водостоки, отбортовки и др.).- Протяжной станок может быть укомплектован опорой, прижимом и траверсой, что разрешает применять его для ручной гибки болванок.
- Аналогичные станки оснащаются набором валов разного профиля, которые также можно купить дополнительно, чтобы сделать машину более универсальной.
 Профилированные вальцы нужны для гнутья частей кровельных агрегатов (коньки, ящики, водостоки, отбортовки и др.).
Профилированные вальцы нужны для гнутья частей кровельных агрегатов (коньки, ящики, водостоки, отбортовки и др.).С чего начать производство листогиба
Чтобы изготовить машину для гнутья листового металла, потребуется чертеж этого устройства или его детальные фото. Кроме того, необходимо учесть ряд таких значительных факторов, как усилие, которое нужно будет приложить для применения конструкции, ее масса и размер (от которых будет находиться в зависимости мобильность), первоначальная стоимость и доступность девайсов. В итоге должны быть следующие начальные параметры:
- Наибольшая ширина листка, который нужно будет гнуть — 2 м.
- Наибольшая толщина листового материала: оцинковка — 0,8 мм, алюминий — 0,8 мм, медь — 2 мм.
- Сумма рабочих курсов, которые будут исполняться без переналадки или ремонта — 1300.
- Наибольший угол сгиба металлопрофиля, приобретаемый без ручной доводки, — 130 градусов.
- Крайне нежелательно употребление заготовок из специфических сталей (к примеру, из нержавейки).
- В системе листогиба необходимо избегать сварных монтажей, плохо терпящих знакопеременные нагрузки.
- Следует максимально снизить количество элементов станка, которые нужно заказать на стороне, прибегая к помощи револьверщиков либо фрезеровщиков.
- Очень трудно найти чертеж прибора, который бы удовлетворял всем запросам, но можно доделать наиболее удачный шаблон.
 Крайне нежелательно употребление заготовок из специфических сталей (к примеру, из нержавейки).
Крайне нежелательно употребление заготовок из специфических сталей (к примеру, из нержавейки).Конструкция листогиба и ее усовершенствование
Установку ручного листогибочного станка можно без труда улучшить. Для строительства листогибочного станка используется эта схема:
- Подушка, сделанная из дерева;
- Основная балка из швеллера 10−130 мм;
- Щечка, для производства которой применяется лист шириной 7−9 мм;
- Подвергаемый отделке лист мануфактуры;
- Прижимная балка, изготовленная из уголков 70−90 мм, связываемых при помощи сварки;
- Стержень для вращения траверсы (производится из железного прутка диаметром 11 мм);
- Сама распорка — это угол с габаритами 90−110 мм;
- Ручка приспособления, изготавливаемая из прута диаметром 12 мм.
У траверсы листогиба, которую согласно начальному чертежу планируется делать из уголка, условно изображен вариант выполнения из швеллера. Такое усовершенствование в несколько раз усилит выносливость траверсы, которая при применении уголка в определенный момент непременно прогнется в центре и не станет в этом месте формировать высококачественный сгиб листа.
 Замена на швеллер разрешит делать не 250 сгибаний без рихтовки или замены предоставленного элемента (что при более или менее конструктивной работе весьма немного), а больше 1400.
Замена на швеллер разрешит делать не 250 сгибаний без рихтовки или замены предоставленного элемента (что при более или менее конструктивной работе весьма немного), а больше 1400.
Конструкцию этого листогибочного станка, смастеренного в хозяйственных условиях, можно еще дополнительно улучшить, что сделает его более действенным и универсальным.
Второй вариант позволяет более подробно разобраться в установке самодельного листогиба:
- Самодельная струбцина, изготовленная из пригодного уголка (50−70 мм) и винта с пяткой и воротком;
- Щечка;
- Балка, выступающая в роли опорной точки станка;
- Кронштейн прижимающей балки, сделанный из уголка 120 миллиметров;
- Сама прижимающая балка листогиба;
- Ось вращения траверсы;
- Сама траверса;
- Усиливание прижимной балки.
Ниже рассмотрена схема увеличения прижимной планки. Однако, если в качестве прижима первоначально будет довольно мощный уголок, а гнуть чрезвычайно толстые листы на своем листогибе не планируется, то вполне можно обойтись без усиления прижимающей планки описанным методом.
 Чтобы продлить срок службы прижимающей балки и сделать его сравнимым со сроком службы траверсы, необходимо увеличить предоставленный элемент конструкции, который с самого начала по чертежу выполнен из уголка, базой из металлической полосы с габаритами 17×90 мм.
Чтобы продлить срок службы прижимающей балки и сделать его сравнимым со сроком службы траверсы, необходимо увеличить предоставленный элемент конструкции, который с самого начала по чертежу выполнен из уголка, базой из металлической полосы с габаритами 17×90 мм.
Переднему краю предоставленной основы необходимо придать угол 45 градусов, чтобы разровнять ее область с плоскостью самого прижимающего уголка, а конкретно рабочей кромке предоставленного элемента необходимо сделать фаску около 3 миллиметров. Эти меры разрешат металлу прижима действовать не на изгиб (что крайне неподходяще), а на сжатие, тем самым во много раз увеличивая время службы без ремонта:
- Специальный 61-й уголок, прикрепленный к задней полке главного прижимного уголка, будет удерживать его от выгибания вверх.
- А также следует подумать о фрезеровке нижней плоскости прижимающей балки, которая и сформировывает сгиб.
- Неровность предоставленной плоскости, согласно общепризнанным правилам, не должна быть выше пятидесяти процентов толщины сгибаемой заготовки.
- В противном случае согнуть болванку ровно, без набухшей линии сгиба, не удастся.
Необходимо иметь в виду, что отдавать балку на фрезеровку нужно только тогда, когда на ней уже есть все сварочные швы, поскольку их исполнение приводит к изменению геометральных характеристик конструкции.
Как повысить прочность креплений станка
В листогибочной машине есть еще один большой недочет — схема ее крепления к рабочему столу. Струбцины, которые учтены в предоставленном приспособлении, являются очень ненадежным видом крепления, особенно если учесть быструю астеничность сварочных швов. От этих крепежных частей можно, вообще, отказаться, что также разрешит исключить необходимость использования сварных монтажей и щек. Решить эту задачу разрешают следующие действия:
- Производство опорной балки, которая будет выдаваться за пределы рабочего стола;
- Выделывание U-образных проушин на концах основной балки;
- Крепление основной балки к рабочему столу с помощью болтов (М10) и фасонных гаек с лапами.
 Если в улучшенном листогибочной конструкции не будет щек, то как к нему прикрепить траверсу? Решить подобный вопрос можно довольно просто: применять для этого дверные петли-бабочки, какие традиционно используются для навешивания тяжелых железных дверей. Крепить эти петли, обеспечивающие довольно высокую точность, можно с помощью винтов с тайный головкой.
Если в улучшенном листогибочной конструкции не будет щек, то как к нему прикрепить траверсу? Решить подобный вопрос можно довольно просто: применять для этого дверные петли-бабочки, какие традиционно используются для навешивания тяжелых железных дверей. Крепить эти петли, обеспечивающие довольно высокую точность, можно с помощью винтов с тайный головкой.
Согнуть на листогибочном станке с траверсой, прикрепленной на петли-бабочки можно множество болванок, так как эти петли отличаются очень высокой прочностью:
- Усиленная опорная балка;
- Маховик — резьбовая часть;
- Балка, обеспечивающая прижимание заготовки;
- Штатив для крепления установки элементов к рабочему столу;
- Траверса, с помощью которой можно согнуть разделываемую заготовку.
Изготовление зиг-машины
Зиг-машина (или зиговочный механизм) позволяет согнуть на конструкциях из листового железа бортики жесткости, которые именуются зигами. Такие машины причисляются к группе специального оборудования и могут быть сделаны с гальваническим или ручным приводом. Ручные зиг-машины, также фиксируемые при помощи струбцины, могут иметь довольно малогабаритные размеры и переносятся в обыкновенной сумке для рабочих приборов.
Такие устройства дают возможность за один проход сделать высококачественную отбортовку не только на выпуклых изделиях (тех же обечайках железных емкостей), но и на прямолинейных железных листах. Эти приборы являются просто незаменимыми при производстве единичных частей кровельных установок.
Рабочими элементами зиг-машины считаются вальцы-ролики, а ее применение позволяет существенно сэкономить на приобретении частей кровельной конструкции, сделанных в заводских условиях. Если посмотреть видео, в котором представлена работа этого устройства, становится ясно, что пользоваться им можно даже по месту прямого монтажа кровельной системы.
Советы по выбору листогиба
Чтобы верно выбрать механизм для производства гнутых элементов из листового железа, необходимо соблюдать следующие советы:
- Для бытового мастера, у которого временами есть потребность в листогибочном станке, вполне подойдет простое устройство, сделанное из подручных средств.
- Тем, кто время от времени занимается исполнением заказов по установке кровли, потребуется ручной станок для гибки листового материала и простенькая зиг-машина.
- Профессионалам, которые на долговременной основе занимаются производством элементов для кровельных систем и жестяными работами, нужно заводское устройство для сгибания листового железа.
- Ручной механизм для изготовления профлиста пригодится тем, кто профессионально занимается производством деталей кровельных конструкций.
Подходящей для таких специалистов считается профессиональная установка, отличающаяся более высокой прочностью и долговечностью, например, российский фабричный листогиб СКС-2в1, стоимостью 64 тысячи рублей.
Главная » Статьи » Как сделать гибочный станок для листового металла своими руками
Листогибочный станок – делаем ручной листогиб своими руками
Сделать листогибочный станок своими руками несложно, но пока немногие домашние мастера и специалисты, использующие гнутые изделия из листовой стали в своей деятельности, занимаются изготовлением такого оборудования для собственных нужд. Между тем подобное устройство, обладающее достаточно высокой надежностью и простотой в эксплуатации, поможет хорошо сэкономить.

Один из самых доступных листогибов — отечественный ЛГС-26, цена около 38 тысяч рублей. Мы сделаем дешевле и оптимизируем под свои нужды
Особенно изготовление и использование листогибочного станка актуально для тех, кому выполнять технологические операции по гибке листового материала надо не ежедневно и в больших объемах, а периодически.
Виды листогибов и их конструкция
Прежде чем начать делать самодельный ручной листогиб, следует четко определить перечень задач, для решения которых он необходим. От основного назначения подобного устройства и будет зависеть, по какой схеме оно будет выполнено.
Наиболее простым является приспособление, в котором листовой металл гнется при помощи специальной траверсы. Посредством такого устройства можно легко согнуть лист металла на угол 90 градусов, используя лишь силу рук без дополнительных приспособлений, если ширина листа не превышает 0,5 метра. Основание листа закрепляется при помощи струбцин или в тисках, а его гнутье выполняется за счет давления, оказываемого траверсой. В некоторых случаях для получения угла сгиба ровно в 90 градусов может понадобиться вложенная проставка (на рисунке — справа), представляющая из себя обычную полосу металла, которая поможет компенсировать упругость листа.

Самая распространенная схема для самодельного листогиба
Более сложным по конструкции является листогибочный пресс, конструкцию которого составляют матрица и пуансон. Листовой металл в таком устройстве располагается на матрице, а пуансон опускается на заготовку сверху, придавая ей требуемый профиль. В домашних условиях листогибочный пресс вряд ли найдет применение, так как он достаточно сложен и небезопасен в использовании.

Схема работы листогибочного пресса
Вариант исполнения самодельного листогибочного пресса, работающего в паре со сделанным своими руками гидропрессом. Если у вас уже есть пресс, то дополнить его приспособлениями для сгибания нешироких листов металла не составит труда. Получится нечто такое:

Вариант самодельного листогибочного пресса
Значительно более совершенным является листогибочный станок, гнутье металла в котором осуществляется за счет воздействия на него трех валов. Такое оборудование называется проходным. Одним из главных его преимуществ является то, что его регулируемые вальцы позволяют получать различный радиус изгиба. Подобный инструмент для гибки металла может быть с ручным или электрическим приводом, а его вальцы могут иметь различную конструкцию.

По такой схеме делается большинство заводских листогибов из низшего ценового сегмента
- Вальцы с гладкой рабочей поверхностью предназначены для выполнения большинства жестяных работ, которые предполагают выгибание заготовок, изготовление секций труб с большим диаметром и др.
- Профилированные вальцы необходимы для гнутья элементов кровельных конструкций (коньки, ендовы, водостоки, отбортовки и др.).
- Протяжной листогибочный станок может быть дополнительно укомплектован опорой, прижимом и траверсой, что позволяет использовать его для ручной гибки заготовок.
Подобные станки комплектуются набором валов различного профиля, которые также можно докупить дополнительно, чтобы сделать оборудование более универсальным.
С чего начать изготовление листогибочного станка
Чтобы сделать станок для гнутья листового металла, вам понадобится чертеж такого устройства или его подробные фото. Кроме того, следует учесть ряд таких важных факторов, как усилие, которое необходимо будет приложить для использования листогибочного станка, его масса и габариты (от которых зависит мобильность), себестоимость и доступность комплектующих. В итоге получаем следующие исходные параметры.
- Максимальная ширина листа, который необходимо будет гнуть, – 1 м.
- Максимальная толщина листового материала: оцинковка – 0,6 мм, алюминий – 0,7 мм, медь – 1 мм.
- Количество рабочих циклов, которые будут осуществляться без переналадки или ремонта, – 1200.
- Максимальный угол сгиба металлопрофиля, получаемый без ручной доводки, – 120 градусов.
- Крайне нежелательно использование заготовок из специальных сталей (например, из нержавейки).
- В конструкции листогиба следует избегать сварных соединений, плохо переносящих знакопеременные нагрузки.
- Следует максимально ограничить количество деталей листогибочного станка, которые вам необходимо будет заказывать на стороне, прибегая к помощи токарей или фрезеровщиков.
Очень сложно найти чертеж устройства, которое бы удовлетворяло всем этим требованиям, но можно доработать наиболее удачное из них.
Самая популярная конструкция листогиба и ее улучшение
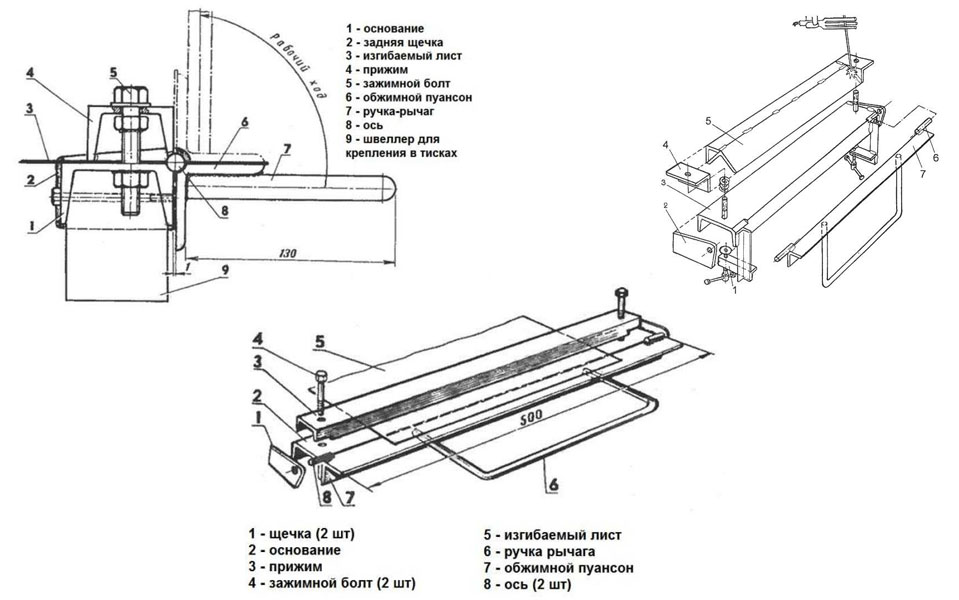
Конструкцию ручного листогибочного станка, показанную на чертеже №1, можно без труда усовершенствовать. По приведенному чертежу видно, что приспособление для гибки листового металла состоит из таких элементов, как:

Чертеж №1: Для постройки нашего листогибочного станка мы применим данную схему
- подушка, изготовленная из дерева;
- опорная балка из швеллера 100–120 мм;
- щечка, для изготовления которой используется лист толщиной 6–8 мм;
- подвергаемый обработке лист материала;
- прижимная балка, сделанная из уголков 60–80 мм, соединяемых при помощи сварки;
- ось для вращения траверсы (изготавливается из металлического прутка диаметром 10 мм);
- сама траверса – это уголок с размерами 80–100 мм;
- рукоятка приспособления, изготавливаемая из прутка диаметром 10 мм.
У траверсы листогиба (пункт 7), которую согласно изначальному чертежу предполагается делать из уголка, условно показан вариант исполнения из швеллера. Такая модернизация в разы увеличит выносливость траверсы, которая при использовании уголка в определенный момент неизбежно прогнется посередине и перестанет в этом месте создавать качественный сгиб лист. Замена на швеллер позволит делать не 200 сгибаний без рихтовки или замены данного элемента (что при более-менее активной работе весьма немного), а более 1300.
Конструкцию такого листогибочного станка, сделанного в домашних условиях, можно еще дополнительно усовершенствовать, что сделает его более эффективным и универсальным. 
Чертеж №2: Основные элементы листогиба
Чертеж №2 позволяет более детально разобраться в конструкции самодельного листогиба:
- самодельная струбцина, сделанная из подходящего уголка (40-60 миллиметров) и винта с пяткой и воротком;
- щечка;
- швеллер, выступающий в роли опорной балки станка;
- кронштейн прижимной балки, выполненный из уголка 110 миллиметров;
- сама прижимная балка листогиба;
- ось вращения траверсы;
- сама траверса.
Усиливаем прижимную балку
Ниже мы рассмотрим схему усиления прижимной планки. Однако, если в качестве прижима у вас изначально будет достаточно массивный уголок, а гнуть чрезмерно толстые листы на своем листогибе вы не планируете, то вполне можно обойтись без усиления прижимной планки описанным способом.

Стоит ли связываться с усилением прижима, зависит от условий работы станка
Чтобы продлить срок службы прижимной балки и сделать его сопоставимым со сроком службы траверсы, следует дополнить данный элемент конструкции, который изначально по чертежу выполнен из уголка, основой из металлической полосы с размерами 16х80 мм. Переднему краю данной основы нужно придать угол 45 градусов, чтобы выровнять ее плоскость с плоскостью самого прижимного уголка, а непосредственно рабочей кромке данного элемента следует сделать фаску около 2 миллиметров.
На чертеже №2 полученная деталь в разрезе указана на дополнительном рисунке вверху справа. Эти меры позволят металлу прижима работать не на изгиб (что крайне нежелательно), а на сжатие, тем самым многократно увеличивая срок службы без ремонта.
Дополнительный 60-й уголок, приваренный к задней полке основного прижимного уголка, будет сдерживать его от выгибания вверх. На чертеже №2 более детально это показано на дополнительном рисунке вверху слева.
Также следует позаботиться о фрезеровке нижней плоскости прижимной балки, которая и формирует сгиб. Неровность данной плоскости, согласно общепринятым правилам, не должна превышать половины толщины сгибаемой заготовки. В противном случае согнуть заготовку ровно, без вздувшейся линии сгиба, не получится. Следует иметь в виду, что отдавать балку на фрезеровку следует только тогда, когда на ней уже есть все сварные швы, поскольку их выполнение приводит к изменению геометрических параметров конструкции.
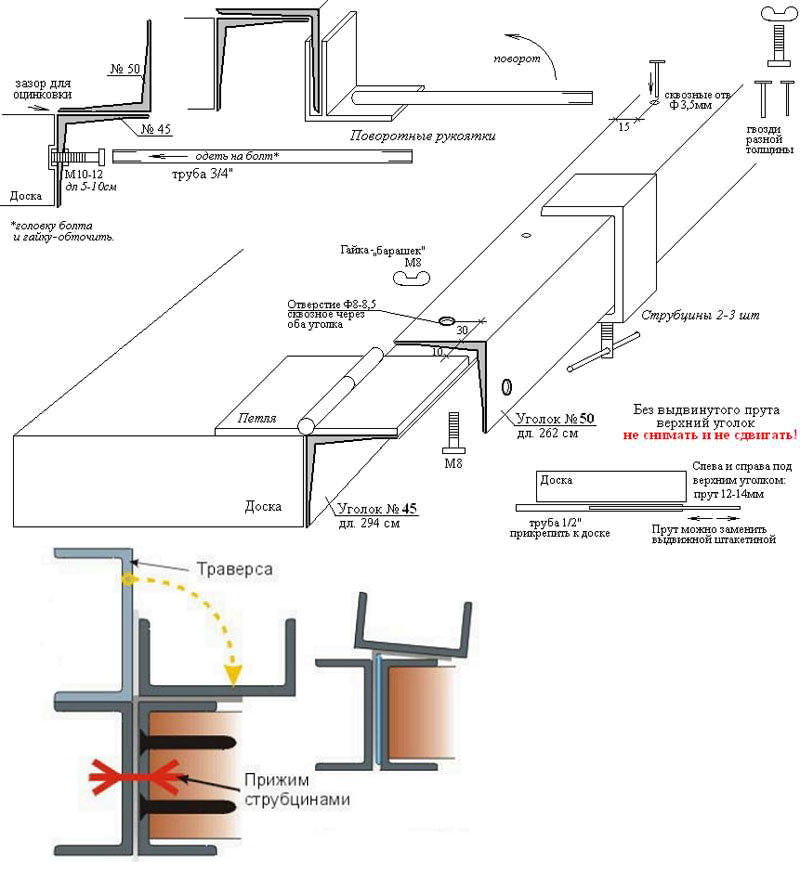
Повышаем надежность креплений станка
В листогибочном станке есть еще один большой недостаток – схема его крепления к рабочему столу. Струбцины, которые предусмотрены в данном приспособлении, являются очень ненадежным вариантом крепления, особенно если учитывать быструю утомляемость сварных швов. От таких крепежных элементов можно вообще отказаться, что также позволит избежать необходимости использования сварных соединений и щек. Решить эту задачу позволяют следующие действия:
- изготовление опорной балки, которая будет выступать за пределы рабочего стола;
- проделывание U-образных проушин на концах опорной балки;
- крепление опорной балки к рабочему столу при помощи болтов (М10) и фасонных гаек с лапами.
Если щек в усовершенствованном листогибочном станке уже не будет, то как к нему прикрепить траверсу? Решить такой вопрос можно достаточно просто: использовать для этого дверные петли-бабочки, которые обычно применяются для навешивания тяжелых металлических дверей. Крепить такие петли, обеспечивающие достаточно высокую точность, можно при помощи винтов с потайной головкой. На чертеже №2 это дополнительно проиллюстрировано внизу справа.
Согнуть на листогибочном станке с траверсой, закрепленной на петли-бабочки, можно множество заготовок, так как эти петли отличаются очень высокой надежностью.
Конструкция в сборе
После сборки усовершенствованное приспособление для получения металлопрофиля выглядит следующим образом:

Листогиб в собранном виде
- укрепленная опорная балка;
- маховик – резьбовой элемент;
- балка, обеспечивающая прижим заготовки;
- струбцина для крепления устройства к рабочему столу;
- траверса, с помощью которой, собственно, и можно согнуть обрабатываемую заготовку.
На чертежах указаны прижимные маховики, которые на практике мало у кого найдутся. Чаще используют обычные винты с приваренными воротками. После приварки воротков необходимо обязательно прогнать резьбу на них, так как сварка может повлиять на нее крайне отрицательно.
Чертежи еще одного варианта листогиба
Подробные чертежи очень схожего по конструкции листогиба, но отличающегося креплением траверсы. На схемах приведены размеры, которые, конечно же, можно менять в зависимости от предполагаемой эксплуатации станка.

Еще один вариант листогиба: траверса поднята
Опорная балка Чертеж опорной балки Торец траверсы Чертеж траверсы Прижимная балка Чертеж прижимной балки Общий вид в сборе Крепление прижима
Что такое зиг-машина и как ее сделать
Зиг-машина (или зиговочное приспособление) позволяет согнуть на изделиях из листового металла бортики жесткости, которые и называются зигами. Такие машины относятся к категории специального оборудования и могут быть выполнены с электрическим или ручным приводом. Ручные зиг-машины, также закрепляемые при помощи струбцины, могут иметь достаточно компактные размеры и переносятся в обычной сумке для рабочих инструментов.

Ручная зиг-машина со сменными роликами
Такие приспособления позволяют за один проход сделать качественную отбортовку не только на круглых изделиях (тех же обечайках металлических емкостей), но и на прямолинейных металлических листах. Эти устройства являются просто незаменимыми при изготовлении отдельных частей кровельных конструкций.

Разнообразие зиговочных роликов и их назначение
Рабочими элементами зиг-машины выступают вальцы-ролики, а ее использование позволяет значительно сэкономить на приобретении элементов кровельной конструкции, произведенных в заводских условиях. Если посмотреть видео, в котором показана работа такого устройства, становится понятно, что пользоваться им можно даже по месту непосредственного монтажа кровельной конструкции.
Рекомендации по выбору листогиба
Чтобы правильно выбрать приспособление для изготовления гнутых элементов из листового металла, можно придерживаться следующих рекомендаций.
- Для домашнего мастера, который испытывает потребность в листогибочном станке периодически, вполне подойдет простейшее устройство, изготовленное из подручных средств.
- Тем, кто время от времени занимается выполнением заказов на монтаж кровли, понадобятся ручной станок для гибки листового металла и простейшая зиг-машина.
- Специалистам, которые на постоянной основе занимаются изготовлением элементов для кровельных конструкций и жестяными работами, необходимо заводское устройство для гнутья листового металла.
- Ручной станок для производства профнастила пригодится тем, кто профессионально занимается изготовлением элементов кровельных конструкций. Оптимальным для таких специалистов является профессиональное оборудование, отличающееся более высокой надежностью и долговечностью.

Листогиб российского производства СКС-2в1, цена 64 тысячи рублей
Если в ваши планы все-таки входит активное использование самодельного листогиба для работы на более-менее большом потоке, то будьте готовы к тому, что в определенный момент ваше производство может остановиться из-за поломки. Так как используемая домашними мастерами сталь для производства листогибочных станков своими руками, скорее всего, не выдержит высокой нагрузкой, быстро устанет и просто поплывет.
А вот для бытового, не особо нагруженного применения домашний листогиб станет отличным помощником и позволит сэкономить немалые деньги. Нужно учитывать этот момент и не ждать от простого самодельного станка чудес выносливости и производительности.
Перед изготовлением листогибочного станка своими руками можно не только изучить многочисленные чертежи подобных устройств, размещенные в Интернете, но и посмотреть обучающее видео. Возможно, кому-то размер описанного листогиба покажется слишком маленьким, тогда можно рассмотреть вариант самодельного листогиба более крупного формата. Разумеется, это уже не мобильный станок, он подойдет для небольшого частного цеха:
Преимущества самодельного листогиба
Изготовлением листогибочного станка своими руками или же приобретением ручного проходного листогиба часто интересуются те, кто хочет прилично сэкономить на покупке профнастила серийного производства. Несложная теоретическая арифметика показывает: если самостоятельно гнуть с помощью такого приспособления профнастил, то стоимость последнего будет на 40% ниже по сравнению со стоимостью заводских изделий. Но не все так просто.

Заводской проходной листогиб MetalMaster, стоимость 62 тысячи рублей
Если приобретать заводской проходной станок для профнастила ручного типа с прицелом на небольшое собственное производство, то он обойдется примерно в 60 тысяч рублей. Между тем такой ручной листогибочный станок не гарантирует стабильного качества получаемого с его помощью профнастила. Проблема в том, что прокатка в один проход с большой долей вероятности будет приводить к появлению перетянутых углов, от которых впоследствии могут пойти трещины. А прокатывать один лист многократно, постепенно меняя степень прижима, слишком долго, трудоемко и в итоге нерентабельно. Но зато более простые детали из листовой стали изготавливать в его помощью вполне удобно.
За полноценную прокатную линию китайского производства для профнастила придется отдать порядка 20 000 долларов. Разумеется, она потребляет достаточно много электроэнергии (от 12 кВт) и для ее установки необходимо помещение большой площади, что явно не вписывается в планы и бюджет большинства домашних мастеров. 
Прокатный стан для профнастила за работой
Самое главное, что следует учитывать при приобретении листогибочного станка, – это возможность его быстрой окупаемости. Добиться этого мастеру, который применяет такое приспособление в частном порядке, достаточно сложно. В этом случае целесообразнее использовать самодельный листогиб, который пригоден для изготовления гнутых листовых изделий любого типа. С помощью такого оборудования можно гнуть как листы с типовыми размерами, так и нестандартную продукцию, которая очень востребована при проведении кровельных работ, а также многих других.
Как устроен листогибочный станок
Прежде чем задаваться вопросом о том, как сделать листогиб, следует разобраться в особенностях конструкции такого оборудования. В первую очередь, такие устройства отличаются типом своего привода. Так, различают приспособления с механическим, электрическим, гидравлическим и ручным приводом.
В листогибочных станках с механическим приводом может использоваться маховик с фрикционом и кривошипом или система блоков, рычагов и тросов с падающим грузом. Такие устройства, отличающиеся ударным импульсом в начале рабочего хода, который затем постепенно ослабевает, далеки от идеала в плане качества результата из-за механики своей работы и применяются все реже.

Электромеханический трехвалковый листогиб DURMA
КПД оборудования для гибки листового металла, на котором установлен электрический привод, заметно падает при увеличении нагрузки в виде уменьшения размера заготовки или же увеличения ее прочности. Если попытаться согнуть на таком листогибочном станке заготовку из жесткого металла (например, из нержавейки), можно столкнуться с тем, что ротор электродвигателя начнет проскальзывать, снижая крутящий момент и увеличивая потребление электроэнергии.
Точно подстраивать развиваемое усилие под сопротивление обрабатываемой заготовки позволяет оборудование с гидравлическим приводом, но оно и стоит недешево. Обычный гидравлический домкрат, который тоже можно использовать в качестве привода для гнутья листового металла, не обеспечивает равномерного распределения усилия от него по всей длине сгиба.
Если резюмировать все вышесказанное, получается, что ручной листогиб является оптимальным вариантом для домашних мастеров. Изготовить его можно в различном конструктивном исполнении.
met-all.org
Листогибочный станок своими руками: чертежи и инструкция по сборке устройства
На самом деле выполнить своими руками листогибочный станок несложно, тем не менее многие специалисты- и мастера-самоучки, пользующиеся в хозяйстве листовой сталью, почему-то не делают подобный станок для работы. А ведь он помог бы немало сэкономить, отличаясь долгим сроком службы и высокой надежностью.
При этом, особенности работы и самостоятельной сборки листогиба могут оказаться интересными не только людям, занимающимся гибкой металла в больших количествах и каждый день, полезной статья окажется и для тех, кто периодически занимается этим!

Виды листогибочных станков и особенности их конструкции
Перед тем, как начать своими руками собирать ручной агрегат, стоит точно определиться с объемами и перечнем работ, которые в дальнейшем будет исполнять новое устройство. Ведь в зависимости от назначения данного агрегата может меняться и конструктивная схема приспособления.
Из всех имеющихся на сегодняшний день решений наиболее простым листогибом в конструктивном плане является изделие, которое гнет листовой металл за счет специального траверса. Подобное приспособление пригодится, если вы работаете с материалом шириной не больше полуметра, позволяя без дополнительных устройств согнуть металл под углом 90 градусов только при помощи сил собственных рук.

Материал фиксируется в тисках либо струбцинами, где гнутье осуществляется благодаря большому давлению от траверса.
Иногда из-за большой упругости материала довольно сложно добиться угла в точные 90 градусов. Исправить ситуацию помогает специальная проставка (на рис. справа), имеющая вид обычной полосы металла.

Куда сложнее в изготовлении оказывается листогибочный пресс, состоящий из пуансона и матрицы. В этом случае листовой металл размещается прямо на матрице, где нужный профиль заготовке придается благодаря опускающемуся сверху пуансону.

Листогибочный пресс, в отличие от станка, не получил широкого распространения из-за большой массы и сложной конструкции. Да и работать с ним в домашних условиях не всегда бывает безопасно!
Рассмотрим вариант сборки листогиба своими руками, который будет функционировать в паре с гидропрессом. Если дома вы уже имеете пресс, то дополнить его устройством для сгибания металла будет несложно.
Практика показывает, что более совершенным в работе был и остается листогибочный станок, работа которого осуществляется за счет 3 валов. Такой агрегат еще иногда называется проходным. Главным достоинством его выступает то, что приспособление дает возможность реализовать металлические заготовки с разным углом изгиба. Станок для гибки металла может комплектоваться как электрическим, так и ручным приводом, позволяя мастерам реализовать самую разную конструкцию.

- Протяжной листогиб может дополнительно оснащаться траверсой, прижимом и опорой, позволяя использовать его для ручной гибки материала. Подобного рода станки оснащаются различными валами, которые всегда можно приобрести отдельно, сделав устройство более универсальным.

- Профилированные вальцы применяются, как правило, с целью придать нужный угол элементам кровельных конструкций, будь то отбортовки, коньки, водостоки, ендовы и т.п.
- Вальцы, имеющие гладкую рабочую поверхность, применяются в большинстве случаев, когда необходимо провести жестяные работы, например, сделать секции труб большего диаметра или выгнуть заготовки.
С чего начинается сборка?
Для сборки листогибочного станка потребуются чертежи, фото, а также видео, демонстрирующие последовательность сборки своими руками. Помимо этого, перед работой важно продумать некоторые моменты, а именно доступность комплектующих, усилие, которое нужно будет прикладывать для работы, себестоимость устройства, масса и размеры, которые, в свою очередь, скажутся на мобильности. В результате получаем приблизительно следующих набор исходных данных:
- Число рабочих циклов, в пределах которого листогиб будет работать без ремонта и переналадки – 1200;
- Максимально допустимая ширина металлического профиля – 1 метр;
- Максимальный угол сгиба листовой стали без осуществления ручной доводки – 120 градусов;
- Конструкция станка не должна предусматривать сварных соединений, которые слабо переносят знакопеременные нагрузки;

- Толщина профиля не более 1 мм для меди, 0,7 мм для алюминия и 0,6 мм для оцинковки;
- Стоит минимизировать число комплектующих, которые нужно будет заказать на стороне, больше ориентируясь на помощь фрезеровщиков и токарей;
- Не рекомендуется применять для сборки детали из специальных сталей (нержавейки).
Крайне сложно отыскать чертеж листогибочного станка, который бы полностью соответствовал перечисленным требованиям, однако это не мешает воспользоваться наиболее близким решением, доработав его под себя.
Чертеж листогиба: знакомство и улучшение
С конструктивной точки зрения ручной листогибочный станок, представленный на первом чертеже ниже, можно запросто улучшить. По схеме наглядно видно, что устройство для гибки металла собрано из следующих компонентов:
- Деревянной подушки.
- Опорной балки из 100-120 миллиметрового швеллера.
- Щечки из 6-8 миллиметрового листа.
- Сгибаемого профиля.
- Прижимной балки, выполненной из 60-80 мм уголков, соединенных вместе сваркой.
- Оси для поворота траверсы (выполняется из 10-мм металлического прутка).
- Траверса, роль которого выполняет 80-100 миллиметровый уголок.
- Рукоятки приспособления, сделанной из 10-мм прутка.

(Чертеж №1)
Изначально на чертеже траверс листогиба выполнен из уголка, однако куда лучше сделать его из швеллера. Такое решение во много раз увеличит выносливость траверсы. В противном случае в определенный момент времени уголок непременно погнется в середине, что заметно снизит качество сгиба в этом месте. При этом замена на швеллер даст возможность дольше работать на станке без необходимости заменять комплектующую, обеспечивая более 1300 сгибаний за место привычных 200, что не сильно много при условии активной работы!
Конструкцию представленного листогибочного станка, выполненного своими руками в домашних условиях, можно улучшить не только за счет смены траверса, сделав агрегат еще более универсальным и эффективным.
Второй чертеж дает возможность более детально разобраться с конструктивными особенностями самодельного листогиба:
- Струбцина, выполненная из винта с воротком и пяткой, а также 40-60 мм уголка.
- Щечка.
- Швеллер, служащий в качестве опорной балки.
- Кронштейн прижимной балки, изготовленный своими руками из 110-мм уголка.
- Прижимная балка станка.
- Ось вращения траверсы.
- Непосредственно, сама траверса.

(Чертеж №2)
Увеличиваем надежность креплений станка
Листогибочный станок, помимо всего прочего, имеет еще одни существенный минус, который заключается в схеме его размещения к рабочей поверхности. Сами по себе струбцины, а именно они предусмотрены конструкцией в качестве фиксаторов, считаются ненадежным методом крепления. Ситуация усугубляется еще и тем, что сварные швы характеризуются быстрой утомляемостью! Исходя из этого, есть смысл вовсе отказаться от использования данного крепежного элемента, что дополнительно позволит исключить из конструкции устройства щечки и сварные соединения.
Произвести улучшение листогиба своими руками можно следующим путем:
- Выполняется опорная балка таких размеров, чтобы она в будущем могла выступать за границы рабочей поверхности;
- На концах опорной балки делаются U-образные проушины;
- К рабочей поверхности опорная балка фиксируется фасонными гайками с лапами и болтами (М10).

Но, если в новой версии листогибочного станка уже не предусмотрено щек, то каким же образом будет крепиться траверс? Этот вопрос легко решается так: достаточно воспользоваться дверными петлями-бабочками, которые, как правило, используются для фиксации тяжелых металлических дверей. Сами петли обеспечат агрегату большую точность, а крепление можно выполнить за счет винтов с потайной головкой. На втором чертеже данный момент наглядно демонстрируется в правом нижнем углу.
Так как дверные петли-бабочки отличаются немалой надежностью, то и согнуть на самодельном листогибе с траверсой можно будет множество металлических заготовок.
Как усилить прижимную балку?
Далее мы разберем вопрос, связанный с усилением прижимной балки. Хотя если для прижима вы будете использовать достаточно большой уголок, и в процессе работы не планируете гнуть сильно толстые листы, то можно и пропустить этот пункт, оставив прижимную балку из уголка. В остальных же случаях мы рекомендуем выполнить усиление!
Для продления эксплуатационного периода прижимной балки, сделав его сопоставимым с траверсом, нужно дополнить уголок металлической основой габаритами 80 на 16 миллиметров. При этом на рабочей кромке дополняющего элемента стоит выполнить 2-миллиметровую фаску. Параллельно с этим переднему краю металлической полосы необходимо придать 45-градусный угол, чтобы выровнять его с плоскостью прижимного уголка.

На втором чертеже в разрезе этот элемент показан справа сверху. Благодаря такому решению металл станет работать на сжатие, а не изгиб как раньше, что было крайне нежелательно, значительно увеличивая время работы станка без поломок.
Еще один 60-й уголок стоит приварить к обратной полке главного прижимного уголка. Это позволит сдерживать последний от выгибания вверх. На втором чертеже данный момент более наглядно представлен слева сверху.
Не забудьте про низ прижимной балки, а именно о фрезеровке этой части, ведь именно она формирует сгиб металлопрофиля. Согласно общепринятым правилам неровность этой плоскости не должна быть более половины толщины будущей заготовки, иначе выполнить ровный сгиб своими руками не выйдет – обязательно появятся вздутия по линии сгиба!
Важно заметить, что фрезеровать балку можно лишь после установки всех сварных швов, ведь их выполнение часто становится причиной изменения геометрических характеристик конструкции.
Собранная конструкция
В готовом виде усовершенствованный листогибочный станок состоит из:
- Опорной укрепленной балки.
- Маховика – резьбового элемента.
- Балки, выполняющей роль прижима.
- Струбцины для фиксации механизма к рабочей поверхности.
- Траверса, который и позволяет выполнять сгиб металлического листа.

На чертежах можно заметить прижимные маховики, которые, как правило, мало у кого имеются в наличии. В большинстве случаев для листогиба за место него применяются обыкновенные винты, оснащенные приваренными воротками.
Важный момент! Сварка воротков может негативно сказаться на резьбе, так что после нее в обязательном порядке стоит прогнать резьбу на них.
Еще чертежи листогибочного станка
Ниже представлены чертежи листогибов, которые по своей конструкции сильно похожи на рассмотренные выше варианты. Единственное различие по большей части кроется в креплении траверсы. На схемах предложены размеры, которые, при желании, можно корректировать под собственные нужды и особенности эксплуатации станка.
Зиговочный станок своими руками
Зиговочное приспособление или, как его еще называют, зиг-машина дает возможность выполнить на металлическом профиле, так называемые зиги или попросту бортики жесткости. Такой агрегат относится к числу специальных приспособлений и может быть реализован с участием ручного либо электрического привода. Ручные зиговочные станки тоже оснащаются струбцинами, имея при этом более компактные габариты, что позволяет переносить их даже внутри обыкновенной сумки для инструментов.
При помощи зиг-машины можно выполнить качественную отбортовку как на прямолинейных, так и круглых металлических листах, например, обечайках различных емкостей из металла. Порою такое устройство бывает просто незаменимым при производстве различных элементов кровельных систем.

Рабочими компонентами зиговочного станка являются вальцы-ролики, а ее применение дает возможность существенно сэкономить на покупке тех же кровельных элементов, изготовленных на заводе.
В следующем видео наглядно видно, что размеры и конструкция зиг-машины позволяют пользоваться установкой прямо на месте установки кровельной конструкции, что очень удобно!
Как выбрать листогиб?
Для правильного выбора устройства для создания гнутых элементов из металлопрофиля стоит придерживаться следующих правил:
- Мастерам, которые занимаются жестяными работами и сборкой составляющих кровельных конструкций на постоянной основе, пригодится заводское устройство для гнутья металлических листов;
- Для периодического домашнего использования человеку, нуждающемуся в листогибочном станке, вполне подойдет простая конструкция, собранная из подручных материалов своими руками;

- Ручной станок для изготовления профилированного листа необходим работникам, профессионально занимающимся производством деталей для кровельных систем. Для данного класса мастеров наиболее оптимальным выбором станет профессиональное устройство, выделяющееся большей долговечностью и надежностью;
- Людям, что периодически берутся за заказы по сборке кровель, пригодится заг-машина и ручной листогиб.

Если вы планируете пользоваться самодельным листогибочным станком для работы на постоянном потоке, то приготовьтесь к тому, что в какой-то период времени ваш «цех» может приостановить свою деятельность на время по причине поломки. Связано это с тем, что домашние мастера, как правило, используют сталь для сборки листогиба, которая просто не выдерживает большой нагрузки!
Для менее интенсивного бытового использования же станок, собранный своими руками, годится как нельзя лучше, позволяя сэкономить часть средств и становясь отличным помощником в работе. Важно учитывать данный нюанс и не надеяться, что самодельный агрегат проявит чудеса производительности и выносливости!

Перед тем, как начать собирать листогибочный станок своими руками, рекомендуется не только тщательно ознакомиться с различными вариантами чертежей, но и просмотреть специальные видео. Вполне вероятно, что габариты описанного решения для кого-то окажутся чересчур мелкими, тогда можно присмотреться к моделям более крупного размера, которые уже не будут выступать в качестве мобильного устройства, становясь выбором в пользу частного цеха.
Преимущества станка, собранного своими руками
Покупкой проходного листогибочного станка и сборкой ручного листогиба своими руками чаще всего интересуются люди, желающие сэкономить на приобретении профилированного листа серийного изготовления. Простая арифметика показывает, что самостоятельные работы по гнутью металлических листов удешевляют стоимость последних приблизительно на 40 процентов, если сравнивать с заводскими изделиями. Однако на деле все сложнее!
Стоимость проходного заводского ручного станка для гнутья профлиста составляет приблизительно 60 тысяч рублей. Несмотря на это, купленный листогиб не гарантирует стабильно высокого качества продукции. Загвоздка заключается в том, что прокатка с одним проходом скорее всего будет приводить к образованию перетянутых углов, которые в свою очередь со временем могут стать причиной образования трещин. Многократная же прокатка со сменой прижима будет трудоемкой и долгой. Для создания простых деталей из металла самодельный листогибочный станок подходит просто идеально, для серийного производства — не совсем!

Стоимость полноценной прокатной линии китайского изготовления оценивается сегодня в 20 тысяч долларов. Для монтажа такой конструкции потребуется немало места, да и электричества подобная установка будет потреблять, как минимум, 12 кВт. Все это выходит за бюджет и планы домашнего мастера.
Главный фактор, на который следует обращать внимание при покупке листогиба, — это его скорая окупаемость! Достичь этого самостоятельному мастеру, использующему станок в частном порядке, довольно проблематично. В данном случае куда целесообразнее взять на вооружение самодельный листогибочный станок, который отлично справится с гнутьем металлических листов. При помощи него вы сможете «своими руками» гнуть листы профнастила типовых и нестандартных габаритов — и те, и другие остаются очень востребованными не только при проведении кровельных работ, но и многих других.

Строение и конструкция устройства
Перед тем, как задавать вопрос касательно того, как сделать листогиб своими руками, стоит первоначально разобраться со строением и конструктивными особенностями устройства. Первым делом подобные приспособления отличаются типом привода, который может быть ручным, механическим, гидравлическим и электрическим.
Агрегаты с механическим приводом могут оснащаться тросами с падающим грузом, системами рычагов и блоков или маховиком с фрикционом. Первые в начале рабочего хода выделяются ударным импульсом, который после понемногу ослабевает. Подобные модели в последнее время используются все реже, так как из-за механики работы качество результата сложно назвать идеальным.

В случае с листогибочными станками с электрическим приводом КПД устройства заметно снижается при увеличении нагрузки, например, при увеличении прочности заготовки или уменьшении размеров изделия. При попытке согнуть заготовку из жесткого металла, к примеру, из нержавейки, ротор электродвигателя может начать проскальзывать, увеличивая тем самым потребление электричества и снижая крутящий момент.
Максимально точно корректировать развиваемое усилие в зависимости от сопротивления имеющегося металла можно в листогибах с гидравлическим приводом, однако такие модели и стоят немало.
Как вариант, можно было бы воспользоваться гидравлическим домкратом вместо привычного привода, но, как показывает практика, при гнутье металлического листа он обеспечивает неравномерное усилие по длине сгиба.
Беря во внимание все перечисленное, получается, что листогибочный станок с ручным приводом остается единственным достойным решением для гибки металлических заготовок в домашних условиях. Сделать подобное устройство своими руками несложно, выбрав наиболее удачное конструктивное исполнение.
prostrouky.ru
Самодельные листогибочные станки (листогибы)
Из листового металла делают немало изделий — водосточные системы, фасонные детали для обшивки кровли, крытой профнастилом или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста и т.д. Все это может сделать специальный гибочный станок — для листового металла. Как сделать листогиб своими руками и поговорим в этой статье.
Виды листогибов
Есть три вида листогибочных станков:
- Простые ручные, гибка металла в которых происходит при приложении силы в определенном месте. Эти агрегаты дают возможность изогнуть листовой материал по прямой под любым углом — от нескольких градусов до почти 360°.
Для гибки листового металла
- Гидравлические станки, в которых при помощи удара листовой металл изгибается по форме матрицы. Матрица может быть прямой, может криволинейной. Это оборудование профессиональное, используется на предприятиях средней и большой мощности.
- Роликовые или валковые листогибы. В них лист металла не сгибается по прямой а закругляется. С помощью этого оборудования можно сделать самому трубы или другие подобные изделия.
Для получения радиального изгиба металлического листа


Все эти устройства относят к листогибочным станкам. Своими руками сделать проще всего агрегат первой группы, чуть сложнее — третьей (вальцы для листового металла). Вот о них и поговорим — от том как сделать листогиб своими руками.
Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
Чертеж гибочного станка для листового металла Листогиб — проекция сбоку Другая модель
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
- Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.
Вырезаем выемки под петли
- Приваривают петли с двух сторон (проварить с лица и с изнанки).
Хорошо провариваем петли
- К одному из тавров (дальнему от вас, если их «раскрыть») приваривают по две укосины с каждой стороны. Они нужны чтобы можно было установит на них болт-фиксатор прижимной планки.
Такие укосины
- К укосинам приварить гайку болта.
Привариваем гайку
- Установить прижимную планку (третий обрезанный тавр), в верхней части приварить металлические пластины с отверстием посредине. Диаметр отверстия — чуть больше чем диаметр болта. Отцентровать отверстия так, чтобы они находились с приваренной гайкой на одной вертикали. Приварить.
Центруем, привариваем
- Пружину отрезать с таким расчетом, чтобы она поднимала прижимную планку на 5-7 мм. Пропустить болт в «ухо» прижимной планки, надеть пружину, закрутить гайку. После того как установили такую же пружину с другой стороны прижимная планка при откручивании подымается сама.
Остались мелочи
- К шляпке винта приварить по два отрезка арматуры — в качестве ручек для закручивания.
К шляпке болта приварить отрезки арматуры
- К подвижному (ближнему к вам) тавру приварить ручку. Все, можно работать.
Самодельный листогиб в процессе работы








Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины. Не всегда такие масштабы востребованы, но уменьшить можно всегда. В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки. Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка. Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.

Небольшой ручной листогиб для самостоятельного изготовления
В данном самодельном станке для гибки листового металла есть много особенностей:
- Уголки расположены не полочками друг к другу, а направлены в одну сторону. Из-за этого крепление петли получается не самым удобным, но сделать можно.
Особенности
- На изгибе дальнего (неподвижного) уголка приварены с двух сторон небольшие пластинки-упоры для прижимной планки.
- На той же планке приварена гайка от винта (с двух сторон).


Прижимная планка
Теперь перейдем к конструкции прижимной планки (на фото выше). Она тоже сделана из уголка, но укладывается на станок изгибом вверх. Для того чтобы при работе планка не изгибалась, наварено усиление — перемычки из металла. С обоих концов планки приварены небольшие металлические площадки, в которых просверлены отверстия под болты.
Еще один важный момент — та грань, которая обращена к месту сгиба срезана — для получения более острого угла изгиба.

Планка устанавливается так
Прижимная планка укладывается на станок, в место установки гайки подкладывается пружина. Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью. В таком положении под нее заправляют заготовку, выставляют, прижимают.

Под отверстие ставят пружину, затем — болт
Неплохой вариант для домашнего использования. Толстый металл гнуть не получится, но жесть, оцинковку — без труда.
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
- ручной;
- гидравлический;
- электрический.
Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.

Вальцевый листогиб
Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Если предполагается на оборудовании изготавливать трубы, верхний каток с одной стороны делают съемным, с системой быстрой фиксации. Свернув лист в трубу, его по-другому не вытащить.
stroychik.ru
Листогиб своими руками
toozpick 12-04-2018, 22:33 5 756 Приспособления / Станки
Приветствую, Самоделкины!
Дочитав статью до конца, вы узнаете, как сделать интересную самоделку. Это будет приспособление, которое поможет вам в работе с листовым металлом. Мы будем делать листогибочный пресс. Это такой станок, представляющий собой машину, развивающую усилие, применяемое для производственных целей, в основном, для гибки изделий из листового металла. Точнее сказать, мы будем делать приставку к прессу, которая будет выполнять роль листогибочного станка.
Для создания сегодняшней самоделки, нам понадобится целая куча различного металлолома.
Но начнем, пожалуй, вот с этой 12-миллиметровой металлической пластины, которую нужно предварительно очистить от ржавчины.
Сделать это можно при помощи щетки которая, устанавливается на болгарку. Как видите, железяка приобрела совсем другой вид.Теперь наносим разметку под сверление отверстий.
Керним деталь и приступаем к сверлению отверстий.
Так как металл достаточно толстый (напомню, что толщина металлической пластины составляет 12 мм), для начала необходимо воспользоваться сверлом меньшего диаметра. Возьмем сначала сверло на 6 мм.
Ну а теперь, можно брать сверло десятку.
И заметьте, что сверлильный станок, которым пользуется автор, оборудован двигателем от шуруповерта и довольно таки неплохо справляется с этой задачей, главное не перегружать мотор.
Задача выполнена отлично.Далее будем нарезать в этом отверстии резьбу. Для этого смазываем режущую кромку мечика, вставляем его в только что просверленное отверстие и начинаем потихонечку вращать его, тем самым нарезая резьбу. Автор режет резьбу м12.
Теперь разбираем стойку, чтобы извлечь шток. Будьте предельно аккуратны при разборке стойки, так как внутри находится достаточно много масла, и оно может быть под давлением.
Шток извлечен. Далее необходимо разметить шток ровно пополам и начинаем его резать. Делать это следует не спеша, просто постепенно вращая шток.
А теперь нам понадобится токарный станок.
Нарезаем резьбу m12. Для этой цели автор использует самодельное устройство, которое он сделал из старых авто запчастей и цепи от велосипеда.
Теперь давайте займёмся изготовлением втулок.
Так как диаметр втулок изначально был немного меньше, пришлось их расточить.
Конечно же, в этом случае, можно было бы обойтись и без использования токарного станка, просто подобрав трубу нужного диаметра.Теперь от уголка со стороной 100 мм, отрезаем заготовку длиной 445 мм и шириной 80 мм. Автор делает это при помощи болгарки.
Затем, у полученной заготовки необходимо заточить одну из кромок под углом 90 градусов. Вход опять идет болгарка. Нужно стараться это сделать как можно аккуратнее.
Процесс довольно долгий и монотонный, но давайте не будем никуда торопиться и постараемся сделать красиво и максимально аккуратно.
Ну вот и все. Все комплектующие для сборки инструмента уже готовы.
Давайте же приступим непосредственно к процессу сборки приставки к прессу, которая, как вы помните будет выполнять роль листогибочного станка. Давайте с вами ее окончательно соберем и конечно же протестируем.
Для того, чтобы усилить всю конструкцию, уголки автор предварительно сварил между собой.
Теперь уголки можно окончательно приварить к основанию. Автор сделал несколько прихваток. Теперь он снимает деталь и окончательное вваривает.
А теперь давайте ее покрасим, так сказать добавим немного косметики. Красить будем эмалью по ржавчине с молотковым эффектом. Автор выбрал черный цвет.
В конечном итоге получаем вот такую вот красоту.
Все размеры данной самоделки не актуальны, так как она делалась конкретно под этот пресс (пресс в мастерской автора). Но давайте все же вспомним из чего это все было сделано.
Необходимые материалы:
1. Основание (из 12-миллиметрового листа металла)2. Два уголка 25 мм3. Отрезок уголка со стороной 100 мм4. Шток (от переднего амортизатора)5. Втулки — 2 штуки6. Клапанные пружины – 4 штуки
Так же автор пользовался следующими инструментами и приспособлениями:
1. Болгарка2. Сварочный аппарат3. Токарный станок4. Мечик5. Сверлильный станок6. Эмаль черного цвета по ржавчине с молотковым эффектомВот, пожалуй, и весь материал и инструмент, который нужен для того чтобы собрать эту самоделку. Ну а теперь давайте испытаем эту штуку. Вот так наше самодельное приспособление выглядит, когда установлено на пресс.Испытания начнем, пожалуй, с небольшой полоски стали толщиной 2 мм.
С двоечкой листогиб справляется без особой нагрузки. Но теперь задача куда сложнее. Давайте попробуем согнуть нержавейку толщиной уже 3 мм.
Как видите, и с этой задачей он справляется без особых проблем. Так что друзья, при помощи данного листогиба и вашей фантазии, можно сделать множество разнообразных и полезных самоделок. Благодарю за внимание. До новых встреч!
Видео:
Источник Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Идея
Описание
Исполнение
Итоговая оценка: 0.0 из 10 (голосов: 0 / История оценок)
ВКонтакте
ОК
+7
usamodelkina.ru
05Дек
-
By: Семантика -
Без рубрики -
Comment: 0
Содержание статьи
- Виды и их конструкция
- Как сделать гибочный станок для листового металла своими руками по чертежам из того, что под рукой
- Для понимания процесса рассмотрим виды листогибов
- Как выполнить загибочный станок своими руками
- Как и зачем делать станок для гибки листового металла своими руками
- С чего начать изготовление
- Листогиб: сложно ли сделать самому
- Пошаговая инструкция: как самому сделать листогибочный станок своими руками с чертежами
- Самая популярная конструкция и ее улучшение
- Как сделать самодельный станок для гибки листового металла
- Листогиб для толстых листов
- Виды с фото
- Конструкция с чертежом
- Изготовление: этапы
- Техника безопасности
- Машина для зигзага
- Рекомендации по выбору
- Преимущества домашнего изготовления
Часто требуется изгиб на жести. Выполнить его ровным практически невозможно, если не обладать специализированной техникой. В статье мы объясним, как изготовить ручной листогиб своими руками, дадим чертежи и их описание.
Виды и их конструкция
Основное разграничение всего станочного оборудования идет по типу привода:
- Ручной. Он приводится в движение обычной силой человека. Это примитивные, но, достаточно, эффективные аппараты с минимальной точностью и отсутствием затрат.
- Механический. Он подразумевает наличие рычага с последующим преобразованием усилия нажатия.
- Электромеханический – имеет в качестве приводящей силы электрический двигатель. Особенно актуально применение при наличии пресса на заводе, так происходит штамповка массового производства деталей.
Простые ручные
Самые тонкие листы можно ровно сгибать под любым углом при наличии металлических (деревянных) ограничителей (прижимов) и траверсы. Это значит, что крышка, которая закрывает верхний участок, производя изгиб, прикладывается исключительно силой рук без дополнительного усилителя. Посмотрим конструкцию самодельного листогиба на схеме:
Мощный станок из тавров
Это аппарат с прижимной балкой, которая может зажимать и даже отрезать сталь. Обычно на оборудовании стоит угломер – это диск, который позволяет выставить любой угол прижима. На столе подачи закрепляется стальной лист, а затем он при необходимости продвигается далее. Нажатие рукоятки приводит в движение тавр прижима, в то время как, гибочная балка остается на месте. Посмотрим на такой листогиб:
Вальцы для стали
Есть устройство с тремя валами, когда заготовка проходит между ними и гнется. Если их регулировать (снимать и устанавливать с другими диаметрами, располагать на большем или меньшем расстоянии), то можно добиться различного радиуса изгиба. Получается не острый угол, а плавная волна. Так он выглядит:
Как сделать гибочный станок для листового металла своими руками по чертежам из того, что под рукой
Изготовление конструкции может быть предельно простым и дешевым, если использовать запчасти из хлама, валяющиеся в гараже. Нам может понадобится:
- Любые крепкие стальные балки или часть металлопрофиля для станины.
- Цепь от велосипеда/мотоцикла, если будет установлен электропривод.
- Валы от автомобиля, которые понадобится обточить.
Конечно, чтобы работать с тонкой жестью, иногда не стоит даже делать оборудование, можно просто применить «дедовский» способ, а именно взять киянку и, прислоняя сталь к острому и твердому углу, отбивать ее.
Для понимания процесса рассмотрим виды листогибов
Их не так много, как кажется.
Вальцовый
Дополнительно его называют трехвалковый. В результате металлообработки получаются плавные изгибы на поверхности. Таким образом, можно создать трубы и половинчатые цилиндры, которые могут приспосабливаться под водосборники, уличную ливневую канализацию и во многом другом. Металлопрокат осуществляется между вальцами, которые имеют разный радиус. Один вал приводит все в движение, а два остальных остаются опорными.
Гибочный пресс
Есть шаблон. Он создается из крепкого металла и является двойным – то есть матрица и пуансон, которые имеют зеркально противоположные, дополняющие друг дружку изгибы. Между двумя формами кладется заготовка. Нижняя часть неподвижна, а вторая ходит вверх и вниз, при нажатии – опускается с большой скоростью и силой нажатия. Лист сгибается.
Самодельный листогибочный станок: механизм из траверсов
Если в прессе есть точечное воздействие, то здесь – на всю ширину участка. Элемент фиксируется в зажиме, а его край сгибается под воздействием подвижного траверса. Достоинство в том, что можно изготавливать детали с каким угодно углом – от 0 до 180 градусов. Часто аппарат оснащается встроенным ножом и делает станину многофункциональной.
Роликовый
Второе название – торцевой ручной. Предназначен для обработки торцов, небольших участков жести. Используется исключительно физическая сила, поэтому не очень распространен и считается дополнительным.
Как выполнить загибочный станок своими руками
Необходим уголок из стали, его требуется нарезать частями по 1 метру. Берем держатель шаровой опоры и вырезаем отверстия под петли для подвижной траверсы. Далее необходимо сделать опору для открывания. Далее аналогичным способом делаем вторую, подвижную часть. Нужно воспроизвести так, чтобы между торцами был минимальный зазор и полная точность. Обратите особое внимание на кромку – она должна быть идеально ровной, поскольку на этом месте будет проходить изгиб стали. Далее прикручиваем рукоять на болты к поворотному уголку – сам механизм готов. Затем нужно установить его на неподвижную и надежную станину.
Дополнительные приспособления
Чтобы сделать конструкцию удобнее, можно вместо обычных болтов использовать барашковые. Они придадут «пружинистость». Еще можно пользоваться роликовым ножом и резать вдоль верхнего прижимного траверса.
Временный аппарат по упрощенной схеме
Если представленный выше вариант стационарный, то данный – для временных работ. Можно взять три уголка, два из них скрепить между собой обычной дверной петлей, а третий, с привлечением струбцины следует прижать к верстаку, таким образом, обеспечивается статичность.
Как и зачем делать станок для гибки листового металла своими руками
Многие умельцы нуждаются в подобном агрегате. Его можно купить, но приобретенные модели отличаются большими габаритами, весом, а также высокой ценой. Дома же не обязательно применять устройства с электроприводом, достаточно ручной конструкции – она проста в использовании, применении и создании, а также достаточно эффективна. Если вы работаете с алюминием или тонкой сталью, можно применять не стальные части для оборудования, а деревянные, а сами пуансоны и уголки приготовить из металла для прочности.
С чего начать изготовление
- Выберете один из предложенных видов.
- Подберите схему или сами сделайте чертеж, основываясь на размерах, мощности аппарата.
- Подготовьте место – расчистите пространство, оборудуйте освещение и вентиляцию для сварочных работ.
- Соберите все запасные части, расходные материалы и инструменты.
- Можете приступать к сборке основания своими руками.
Листогиб: сложно ли сделать самому
Большинство умельцев утверждают, что на подготовку и реализацию уходит в целом менее дня, это при том, что материалы необходимо обрабатывать, ведь часто берутся ржавые и не совсем подходящие по параметрам элементы. Далее представим разновидности в зависимости от простоты сборки.
Виды для применения дома
- Поворотные (прижимные, с траверсами) – достаточно просты, но занимают значительное пространство. Их можно приготовить из подручных материалов. Наиболее эффективны, если их совместить с ножами для резки.
- Ротационный (с вальцами) – они намного сложнее, поскольку и сами элементы требуют предварительной металлообработки на токарном оборудовании, и электропривод – это дополнительные сложности.
Пошаговая инструкция: как самому сделать листогибочный станок своими руками с чертежами
Посмотрим на видео подробное объяснение:
Самая популярная конструкция и ее улучшение
Посмотрим на стандартную схему поворотного листогиба:
Дадим несколько рекомендаций, как можно выполнить конструктивные усовершенствования.
Усиливаем прижимную балку
Чтобы прижим был эффективнее, его необходимо утяжелить. Можно приварить сверху дополнительный вес – еще один уголок или полоску из тяжелого металла.
Повышаем надежность креплений
Струбцины и сварные соединения – не самые лучшие способы для крепежа. Намного лучше и прочнее сделать две балки с отверстиями, а между ними поместить затягивающий болт.
Как сделать самодельный станок для гибки листового металла
Посмотрим видео-инструкцию:
Не проще ли купить
К недостаткам покупного оборудования можно отнести:
- высокую стоимость;
- стандартные функции и размеры – нельзя усовершенствовать модель и подогнать ее под себя;
- большие габариты.
Простейший способ
Если даже данную установку делать некогда, а требуется срочно загнуть край (торец, тонкий слой), можно приложить заготовку к твердому углу и киянкой отбить концы. Это просто, но есть минусы:
- изгиб получается неровный;
- надо прикладывать много физической силы.
Листогиб для толстых листов
Оптимальный вариант – вальцовый станок с электроприводом или пресс на гидравлике, поскольку вручную значительные объемы сгибать сложно, то воздействие должно оказываться быстрое и массивное.
Что собой представляет аппарат
Это стационарное оборудование, обладающее особенностями:
- выполнение из металла или твердого дерева;
- размеры превышают заготовку;
- есть подвижная и неподвижная части (валы, плашки, пуансон и матрица).
В остальном внешний вид зависит от конкретной модели.
Область применения
Аппараты используют на заводах, в автомастерских, а также в домашнем хозяйстве. Устанавливают на улице и в помещении.
Виды с фото
Представим изображения разновидностей. С траверсами:
Вальцовый:
Пресс:
Конструкция с чертежом
Предоставляем рабочую схему:
Изготовление: этапы
Рассмотрим несколько конкретных поэтапных задач.
Разработка ТУ и чертежа
Обычно план можно найти в сети, но следует подогнать его по размерам под мастера, чтобы напряжение распределялось по всем мышцам равномерно.
Подбор материалов
Понадобится деревянный брусок, несколько швеллеров по 10 см в ширину, уголки поуже для прижимной балки, крепежные инструменты, крепкий металл для станины и удобная ручка.
Деталировка конструкции и сборка
Посмотрим этапы на видео:
Техника безопасности
Необходимо:
- Работать в хорошо освещенном помещении.
- Носить закрытую обувь.
- Делать процедуру в защищающих очках и рукавицах.
- Иметь в доступности аптечку.
Машина для зигзага
Это ручной зиговочный аппарат для того, чтобы делать «волну» на тонком листовом металле. Это удобно для торцов и краев. Им можно выполнить небольшие углубления, так он выглядит:
Рекомендации по выбору
Узнаем советы профессионала:
Преимущества домашнего изготовления
Плюсы перед покупкой:
- Дешевизна – почти все детали есть среди подручных материалов.
- Возможность сделать нестандартные размеры.
- Понимание процесса, а значит, легкая наладка и починка.
В статье мы рассказали про самодельные гибочные станки для листового металла. Предлагаем ознакомиться с нашим ассортиментом ленточнопильных изделий. Компания «Рокта» уже 15 лет на российском рынке. За это время мы охватили практически все города страны. Для завершения темы посмотрим еще одно видео:
Главная » Станок » Гибочный станок для листового металла своими руками
Ручной листогиб промышленного производства. Как сделать листогиб своими руками
При массовом производстве изделий из оцинкованного листа используют автоматические станки с высокой производительностью, вальцепрокатные агрегаты, кромкогибы, устройства для прокатки швов водосточных труб. Для изготовления изделий из металла и оцинкованного листа в маленьких порциях, предназначенных, например, для частного строительства или небольшого промышленного цеха, экономически выгодно использовать ручной листогиб.
Что такое листогибочный станок?
Новое оборудование создано для облегчения ручного производства при изготовлении металлических водосточных элементов, оцинкованных фартуков, желобов, других мелких элементов кровли. Листогиб представляет собой станок проката металла, применяемый для сгибания латуни, стали, алюминия, профнастила, других плоских листов. Ручной роликовый листогиб способен изогнуть металл под требуемым углом, при этом не нарушив плоскость материала.

Для работ на подворье частного дома не стоит приобретать дорогой гибочный агрегат, гораздо выгоднее изготовить своими руками ручные листогибы. Отзывы говорят, что самодельное приспособление работает с металлом толщиной до 2 мм, длина проходящей заготовки составляет 4 м, гнуть профиль можно под углом до 180º. Из конструктивных деталей можно назвать обжимное устройство с рычагом, основание и прижимной механизм.
Где применяют промышленные листогибы?
Станки применяют для изготовления гнутых деталей в народном хозяйстве:
- плоские металлические конструкции сложной конфигурации используют в строительстве в качестве проводных элементов водоканализационных коммуникаций, оформления кровли, водоотливов, оконных проемов;
- в мебельном производстве для изготовления коробов, ящиков, конусов;
- в машиностроительной отрасли листы гнут для запчастей, автомобильных кузовов, прицепов;
- для производства электронной аппаратуры;
- в строении кораблей, самолетов и ракет.
Разновидности гибочных станков для плоского металла
Гибочный станок отличается одинаковым принципом рабочего момента, разница состоит в приводе, при помощи которого осуществляется усилие:
- пневматический;
- гидравлический;
- механический;
- электромеханический;
- ручной листогиб.
Подача листов в рабочую область осуществляется в ручном или автоматическом режиме, установка размеров также различается по этим двум параметрам.
Механический гибочный станок
Работа оборудования осуществляется от маховика, дающего энергию для поворота рычага. При нажатии на него происходит сгибание детали под заданным углом, увеличение плеча рычага приводит к изменению требующегося усилия.

Электромеханическое оборудование для гнутья листов
Является усовершенствованной разновидностью механического варианта. Энергию к рычагу подает электродвигатель. Эти станки наиболее распространены среди профессионалов благодаря удобному использованию и универсальной работе. Все процессы сгибания происходят в автоматическом режиме, оператор только нажимает кнопку, предварительно задав параметры.
Многие станки могут выдерживать усилия в сотни килограммов, есть мощные, работающие с нагрузкой до тонны. Электромеханические агрегаты имеют небольшие размеры, работают с малым уровнем шума, гнут большое количество деталей за короткое время, приблизительно несколько сотен элементов за минуту.
Конструкция ручного гибочного станка
Ручной роликовый листогиб содержит в своей конструкции множество элементов, обеспечивающих его работу. Жестяной лист, профнастил или металл фиксируется в рабочем положении при помощи прижимной балки. Придание нужной формы детали производится специальной балкой. Угол сгибания задается работником и в разных моделях станков отличается.
Угломер выполнен в виде диска с нанесенными делениями, позволяющими установить нужный размер кривизны. Размещение и движение материала происходят на заднем столе с установленным ограничителем подачи. Прижимная балка приводится в рабочее положение с помощью рукоятки. Форма качественного изгиба устанавливается натяжным устройством основной и гибочной балки. Как вариант, устанавливаются тормоза на поворотном блоке с колесами, на нем перемещается ЛГС. Ручной листогиб фиксируется в рабочем положении перед началом работы.

Сегментный станок
В станках с ручным приводом гнутье металла происходит за счет физической силы работника путем нажима на поворотную балку. Некоторые модели изготавливают с педалью. С помощью ручного станка можно производить обработку не слишком толстого листа и на небольшие углы. Приспособление подобного типа часто встречается на частном подворье для изготовления гнутых деталей, предназначенных для хозяйственных нужд. Тот факт, что ручной листогиб не содержит трущихся и скользящих элементов, делает станок прочным и долговечным. Народные умельцы используют станок с установленными скобами на опорных балках и выбранным угловым радиусом для создания сложных деталей.
Листогиб сегментный ручной
На нем осуществляют контурное гнутье штучных изделий из листовой стали, эта процедура становится возможной благодаря использованию набора стандартных сегментов. Для эффективной работы в нем ставится прижимной механизм. На нем есть место для установки сегментов и поворотного гибочного устройства. С помощью ручного рычага делают поворот балки на заданный размер угла, если мощность станка большая, то предусмотрен ножной привод для передачи усилия.
Производство ручных листогибов предусматривает крепление всех конструктивных узлов на станине по типу рамы, собранной из металлического проката. Чтобы перемещение было прямолинейным и не сдвигалось в сторону, крепят направляющие приспособления. В качестве фиксаторов применяют механические или магнитные устройства. Равномерное движение заготовки и механических деталей происходит благодаря пружинам для компенсации вибрации.

Материал сегментного листогиба
Наилучшей считается инструментальная легированная сталь марки ХВГ или 9ХС, из которой изготавливается качественный станок. Листогиб ручной имеет комплект рабочих сегментов для посадки и гибки изделия. Посадочное место предназначено для крепления, а рабочая часть выполнена с учетом наиболее распространенных вариантов изгиба. В ручных станках высота сегментного инструмента остается неизменной и для всех видов оборудования делается одинаковой.
Технические характеристики

Рабочие параметры приблизительно у всех типов гибочных станков ручного типа одинаковые и выглядят так:
- производят сгибание тонких листов металла длиной до полутора метров;
- гнут цветные металлы и сплавы толщиной до 3 мм, длиной до 4 м;
- угол, на который можно рассчитывать при сгибании, у разных моделей составляет от 140º до 180º;
- ручной роликовый листогиб дает возможность аккуратного изгиба установленного полуфабриката с уже имеющимися загнутыми краями и кромками.
Изготовление гибочного станка для листовых сталей своими руками
Для обработки сгибанием металлических листов в частном домохозяйстве вполне достаточно изготовить листогибы ручные своими руками. Чертежи перед раскроем металлопроката и сборкой станины следует сделать обязательно. Эскизы с нанесенными размерами позволят так сконструировать станок, что для восприятия основной нагрузки послужат самые выносливые части машины.
Назначение самодельных гибочных станков
Выбор схемы гибочного оборудования зависит от его назначения:
- В первом случае сгибание листов происходит под 90º. Почти все самодельные станки предусматривают нажим на траверсу больше в ее нижней части, при этом немного подвигая ее вперед.

- Вторым вариантом служит профессиональный пресс для сгибания металлического листа. Это оборудование работает на промышленных площадках, требует больших денежных затрат и работы квалифицированного специалиста.
- В третьем варианте изготавливается протяжной вариант станка, в котором радиус выставляется с помощью смены положения проходных валков. Эти элементы являются многофункциональными и применяются для изготовления кожухов, соединительных секций широких трубопроводов, обечаек. Ручной листогиб из профнастила выполняется с профилированными вальцами для протяжки кровельных материалов, коньков, ендов, водосточных элементов.
Первый вариант наиболее приемлем для стандартного гибочного приспособления в домашних условиях.

Для определения мощности и типа станка следует изучить его техническое описание:
- станок эффективно работает с металлом толщиной оцинкованного листа до 0,6 мм, медного – до 1 мм, алюминий гнет толщиной до 0,7 мм;
- лист должен иметь ширину не более 1 м;
- наклон сгибаемой стенки — не менее 120º;
- максимальное количество рабочих циклов без перебоя достигает 1200;
- трудно переносит работу с нестандартными деталями и заготовками, для них требуется перестройка.
Необходимые материалы
Для устройства станины применяют швеллер высотой № 12. Подкладную подушку выполняют из деревянного бруса определенного размера, в зависимости от конструкции. Для изготовления правой щечки подойдет листовой металл 6-9 мм. Для конструкции прижимной балки берут уголок № 60-80, на ось пуансона готовят арматуру диаметром 10 мм. Чертежи листогиба ручного предусматривают для пуансона второго варианта уголок № 80-100 или швеллер № 10. Рычаг делают из арматуры диаметром 10 мм.
Для конструкции пуансона лучше применять не уголок, а швеллер, так как нагрузка на этот элемент распределяется таким образом, что уголок будет прогибаться в средней части, что приведет к его преждевременному износу. Дополнительная полка швеллера возьмет на себя растягивающее усилие при работе. Оборудование с пуансоном из швеллера выдерживает около 1200 сгибаний, а станок с примененным уголком разладится после 250 циклов.
Последовательность сборки гибочного оборудования
Ручной листогиб собирается в последовательности, предусмотренной в описании к чертежам. Друг за другом собирают струбцину, состоящую из воротка, пятки и винта, на основе уголка № 60, затем конструируют щечку. Следом делают основание с кронштейном из уголка № 110, на котором устраивают прижимную балку. Все детали вместе с пуансоном на оси крепят на станине.

Прижимную балку снизу фрезеруют после сборки посредством сварки всего конструкционного узла. Не рекомендуется для придания ровной поверхности использовать шлифовку болгаркой или проходку напильником. Прижимную балку следует дополнительно усилить металлическим прокатом, а длину предусмотреть на 5 см короче основания.
На торцах прижима делают стопоры из обрезков уголка. Детали прижима, касающиеся к материалу заготовки, фрезеруют. Центр полки на кронштейнах оснащается отверстием диаметром 8 мм. Чертежи листогиба ручного предусматривают, что пуансон делается короче прижима на 100 мм. Рычаг изготавливают из арматуры и сваркой приваривают к пуансону. Для изготовления щечек берут стальной лист и сверлят в нем отверстия в 1 см для установки осей. На ребре с торцов снимают фаску глубиной 0,6 см, длина ее составляет 3,2 см. При соединении сваркой осей следует принять во внимание, что направление их и ребер должно совпадать.
Техника безопасности
Станок относится к оборудованию с повышенной степенью опасности, поэтому соблюдение правил должно стоять на первом месте. Перед началом работы изучают инструкцию, определяют технологическую последовательность изготовления изделия и четко следуют ей. Самодельный станок или производственный, работу следует начинать с необходимых действий:
- надеть рабочую одежду и проверить наличие свисающих и торчащих частей, в ней не должно быть оторванных пуговиц, нерабочих молний, манжеты застегнуты;
- проверить состояние рабочих конструктивов и их крепление на станине, все неисправности устраняют перед запуском станка;
- для работы предусматривают расстояние от станка на 1 метр, проход к оборудованию нельзя загромождать посторонними предметами;
- на рабочем месте должно быть достаточное освещение, в полумраке работать запрещается;
- для каждого станка есть допустимые параметры толщины металла, нельзя гнуть заготовки более указанных размеров и нормативов;
- категорически запрещается покидать рабочее место и отсутствовать на нем при включенном станке.
Заключение
При массовом изготовлении гнутых изделий в производственном процессе остается много отходов, которые хозяйственные владельцы частных домов используют для обустройства участка и самого строения. Изготовленный гибочный станок своими руками станет настоящим подспорьем для умельцев и их соседей. Сконструировать и собрать такой станок несложно, главное, что он станет настоящей находкой для домашнего строительства.
fb.ru
Сборка листогибочного станка своими руками
Сделать листогибочный станок своими руками при правильном подходе к делу и если под рукой будут все необходимые для этого чертежи, сможет каждый домашний мастер.
При этом его мастерская пополнится еще одним нужным в хозяйстве агрегатом, который можно использовать для работы с листовым металлом.
Такой самодельный станок особенно актуален для тех, кто постоянно имеет дело с коньками, желобами и различными планками неправильной формы, так как не придется тратить лишние деньги на их покупку.
Если всю работу по сборке ручного агрегата выполнить правильно, то на нем с легкостью можно будет изготовить из листовой стали заготовки абсолютно любой формы.
Сделать такой универсальный ручной станок можно из любых подручных материалов, при этом для работы потребуется самый обыкновенный инструмент.
Схема его работы достаточно простая, соответственно и необходимый для самостоятельно сборки чертеж не содержит каких-либо сложных узлов.
Конечно, ручной листогибочный станок проще всего приобрести в специализированном магазине, однако не каждому по карману его относительно высокая стоимость.
Между тем, самодельный ручной листогибочный агрегат, который можно увидеть на фото ниже, при соблюдении технологии сборки ни в чем не будет уступать заводскому устройству.

Содержание:
- Основное назначение
- Конструктивные особенности
- Порядок сборки
Основное назначение
Над проблемой гибки листового металла человек задумался еще в девятнадцатом веке и именно тогда был предложен первый ручной агрегат данного типа.
Конечно, первое оборудование данного класса имело впечатляющие габариты, кроме этого, обладало сложной конструкцией, однако с течением времени его постоянно модернизировали и совершенствовали.
Современные листогибочные станки полностью изменились, причем не только по форме конструкции, но и по всем остальным показателям.
Сегодня такой станок собой представляет комбинированное прессованное устройство, которое предназначено для быстрой гибки листовых металлических заготовок по заданным параметрам.
Такие агрегаты могут работать с различным типом металлом не только различной формы, но и разной толщины.
При помощи них можно достаточно просто изгибать цельные металлические листы под различными углами, не нарушая при этом основной плоскости.
Станки листогибочного типа способны работать с такими металлами, как сталь, алюминий, медь, а также многими другими.
Следует отметить, что используя в работе листогибочный станок, удается практически полностью избежать деформации у отгибаемой части, что невозможно сделать, если производить изгиб, используя оправки и киянку.
В настоящее время листогибочные агрегаты позволяют работать и с окрашенными металлическими поверхностями, при этом повреждение нанесенного покрытия исключается полностью.
Некоторые современные устройства дополнительно оснащаются всевозможными функциями, которые позволяют производить работу с более высокой точностью, а кроме этого, при необходимости осуществлять резку металлических заготовок.
Такие устройства установлены практически на всех машиностроительных предприятиях. Кроме этого, они широко используются в авиастроении и строительстве.
Любой ручной листогибочный станок обязательно состоит из достаточно массивного основания, специального прижима, обжимного пуансона, оснащенного креплением, а также струбцин, при помощи которых осуществляется его прочное крепление с рабочей поверхностью верстака.
Наиболее востребованным является сегментный агрегат, который позволяет производить изгиб сложной формы и состоит из специальных сегментированных балок. Сегментный станок достаточно часто используется и в бытовых целях.
На видео ниже можно увидеть, как работает сегментный универсальный листогибочный станок.
Видео:
Конструктивные особенности
Чаще всего листогибочное устройство использует для изготовления самых разных элементов кровли.
Как правило, в такие универсальные агрегаты металлические листы можно заправлять как с тыльной, так и с передней стороны, а это значит, что нет необходимости делать предварительную прорезку заготовок.
Даже самодельный агрегат данного типа в своей конструкции обязательно должен обязательно предусматривать специальный резец.
Чертеж универсального станка, предназначенного для гибки листов из металла, должен обязательно содержать не только роликовый нож, но и некоторые другие элементы.
Сам нож делают из высокопрочного стального сплава, который затачивают особым образом до необходимой остроты.
Кроме этого, станок оборудуется задним столом, который должен иметь вместительную площадь своей поверхности, на которой будет удобно поместить металлический лист и двигать в заданном направлении.
Непосредственно на специальных опорах стола предусматривается установка сгибателя и резака.
Для того чтобы агрегат не скользил по поверхности пола, его размещают на специальной подставке из дерева. Для удобства пользования листогибочным агрегатом необходимо предусмотреть возможность регулировки высоты данной подставки.
Самодельный станок также должен иметь передние упоры, при помощи которых можно будет быстро задавать ширину предполагаемого разреза.
Обязательными элементами являются и измерительная пластина с упором сгиба угла. Эти устройства дадут возможность производить изгиб металлических поверхностей с высокой точностью.
Принцип работы самодельного листогибочного агрегата ни в чем не отличается от промышленных устройств. Работу следует начинать с прочной фиксации заготовки на рабочей поверхности станка и делается это при помощи прижимной рамы.
Далее поворотной балкой производится необходимый загиб на требуемый угол самой листовой заготовки. Сам прижим осуществляется исключительно в механическом режиме, при этом для удобства используется эксцентриковая стяжка.
Правильно собранный листогибочный станок дает возможность выполнять даже сложную работу по своему прямому назначению, при этом отличается достаточно высокой долговечностью.
Принцип работы на ручном агрегате данного типа подробно показан на видео, размещенном ниже.
Видео:
Порядок сборки
Для того чтобы сделать своими руками листогибочное устройство, необходимо иметь под рукой соответствующий чертеж, а также необходимые материалы и походящий инструмент.
Для его самостоятельной сборки лучше всего использовать качественные составляющие, что позволит увеличить срок службы такого станка.
Также необходимо для сборки найти сварочный аппарат, так как многие узлы данного устройства должны иметь прочное сцепление между собой. В качестве материала следует приобрести определенных размеров уголки и швеллер.
Размер самодельного станка выбирается на свое усмотрение, исходя из условий его последующей эксплуатации. Для начала необходимо сделать прочное и устойчивое основание и для этих целей отлично подойдет швеллер.
Видео:
Швеллер также понадобится и для самостоятельного изготовления основного прижима. По своей длине прижим, а также пуансон должны быть немного короче основания.
Кроме этого, в прижиме необходимо сделать технологические отверстия под болты крепления.
Листогибочный самодельный агрегат должен иметь удобную ручку, которую можно сделать из арматуры соответствующего диаметра.
Конструкция этого устройства должна также состоять и из специальных щечек, которые приваривают таким образом, чтобы они совпали с ребром уголка.
После того как щечки будут равномерно установлены и прочно приварены, выполняется поэтапная сборка устройства.
Для этого основание с пуансоном зажимаются в тисках так, чтобы рабочая зона уголка-пуансона и швеллер от снования оказались в одной плоскости.
Далее на оси пуансона монтируются щечки, и для этих целей используется сварочный аппарат.
Непосредственно после того, как будет полностью выполнена сборка станка, необходимо внимательно проверить прочность всех креплений и узлов.
После этого проводятся проверочные испытания листогибочного устройства, во время которых выполняется окончательная корректировка щечек, а также других механизмов данного оборудования.
При эксплуатации данного станка может потребоваться произвести выравнивание прижима и сделать это можно либо при помощи напильника, либо болгаркой.
Следует отметить, что в этом случае может незначительно снизиться качество изгиба и на поверхности появятся небольшие деформированные участки, что, конечно же, неприемлемо в том случае, если изделия изготавливаются под заказ.
Конечно, простой самодельный станок листогибочного типа, предназначенный для работы в домашних условиях, не сможет работать с поверхностями, которые имеют толщину свыше десяти миллиметров.
Между тем, для выполнения несложных задач в бытовых целях такое устройство будет незаменимым помощником.
Проводить изгиб металла на самодельном станке будет намного легче, если предварительно провести прогрев листов непосредственно в самих местах изгиба.
Помимо того, что прогрев металла значительно облегчит саму работу, это еще позволит избежать появления деформаций и трещин на рабочей поверхности металлического листа.
Порядок работы на самодельном станке листогибочного типа подробно показа на видео, которое размещено ниже.
Видео:
rezhemmetall.ru
Гибочный станок для листового металла своими руками
Листогибочный станок – инструмент, отличающийся своей достаточно простой конструкцией, что, впрочем, нисколько не мешает ему демонстрировать потрясающую продуктивность и эффективность при выполнении гибочных работ. Именно о том, как изготовить подобное приспособление своими руками и с минимальными финансовыми вложениями, мы с вами сегодня и поговорим.
Технология гибки и её особенности
В процессе гибки металла происходит сжатие его внутренних слоёв с одновременным растягиванием наружных, при этом прикладываемое напряжение превышает максимально допустимое для этого листового металла напряжение. Как результат – лист металла перегибается на заранее выбранный угол. Степень деформации материала зависит от различных факторов, в первую очередь это его толщина, скорость проведения операции и требуемый угол изгиба. Да и о пластичности металла забывать не стоит.
Хотелось бы обратить особое внимание, что гибка должна проводиться с полным соблюдением технологического процесса – малейшее отклонение может вызывать различные, в том числе и довольно существенные дефекты, сведя на нет все приложенные ранее усилия.
Материалы и инструменты
Для изготовления гибочного станка своими руками понадобится следующее:
- Сварочный агрегат;
- Стальная двутавровая балка;
- Уголок;
- Болты;
- Рукояти;
- Струбцины;
- Петли.
Изготовление станка своими руками – начальный этап
Самодельный гибочный станок включает в себя следующие узлы и компоненты (рис. 1):
- Основание;
- Прижим;
- Гайка-маховик;
- Обжимной пуансон с рычажной рукоятью;
- Струбцины, фиксирующие приспособление на верстаке.
Итак, чтобы сделать листогибочный агрегат своими руками следует в первую очередь озаботиться обустройством его основания, изготавливается которое из металлического швеллера №6,5 (можно и №8), длина которого не превышает 0,5 м (данный параметр можно подбирать по своему усмотрению).
Прижим, основу которого составляет уголок, позволяет сгибать листы на угол свыше 90°, что особенно актуально в ситуации, когда требуется фальцевое соединение листов. Конструкция самого прижима сварная, главный уголок под №5 усиливается посредством профиля из уголка №3. Для максимальной жёсткости толщина полок уголка должна быть не менее 5 мм. Длина прижима должна быть меньше основания примерно на 70 см, при этом на его торцах наваривают кронштейны из уголков №3, толщина стенки которых также составляет 5 мм (рис. 2).
Края уголка, особенно те, которые будут контактировать с металлом, зачищают напильником или же фрезеруют – так, чтобы они были параллельны основанию. Посредине каждого кронштейна высверливается отверстие на 8 мм.
Для обжимного пуансона используют уголок №5, который короче прижима на 10 см. Рычажную рукоять выгибают из прута арматуры, сечением 15 мм, придавая ей вид скобы, после чего сваривают с пуансоном. Из листа металла, толщина которого 5 мм, вырезают щёчки и высверливают в них отверстия на 10 мм.
С торцов рёбер пуансона убирают фаску – глубина 5 мм, длина 30 мм, что позволит установить стальные оси, выполненные из прута сечением в 10 мм. Направление привариваемых осей должно совпадать с ребром уголка. Подобные же фаски, но чуть больших размеров – длина 32 мм, глубина 6 мм, убирают и с рёбер основания.
Самодельный листогибочный станок – работы продолжаются
Продолжаем изготовление гибочного агрегата своими руками. Пришёл черёд предварительной сборки аппарата. Для этого пуансон и основание устанавливают в тисках, следя за тем, чтобы полка уголка и швеллера прибывали в единой плоскости по горизонтали. Оси пуансона дополняют щёчками, фиксируя их с помощью сварки или любым иным удобным способом.
Пробную гибку проводят на мягком листе металла (1 мм толщиной). Он укладывается на основание, а сверху его придавливают вальцы и прижим, прижимая к основе шпильками или струбцинами. В случае необходимости после пробных гибок проводят корректировку положения щёчек, после чего окончательно приваривают их на основание.

Через отверстия в кронштейнах высверливают отверстия на основании – сечение 8 мм, после чего нарезают в них резьбу М10. Отверстия в прижимах расширяют до 10 мм. Снизу в основание вкручивают болты, фиксируя их головки посредством сварки.
Основание с прижимом стягивается гайками М10 с подложенными под головки шайбами. Для обратного отжатия прижима используют предварительно одетые на болты пружины. Хотя и резиновые амортизаторы далеко не самый плохой выбор.
Для изготовления крепёжных струбцин также используют уголок №3. С их конструкцией можно ознакомиться на рисунке 3. На зажимных винтах М10 устанавливают опорные накладки, а сами струбцины посредством сварки монтируются возле щёчек на полке основания.
Покупка или самостоятельное изготовление – что выбрать
Вот собственно и всё. Мы с вами разобрались, как изготовить гибочный станок своими руками. Но возникает вопрос, а не проще ли купить в магазине уже готовый аппарат? Давайте посмотрим. Практика показывает, что преимущества самодельного станка более чем очевидны – заводские модели в подавляющем большинстве случаев достаточно габаритны и способны гнуть листовой металл до 3 м шириной, стоимость подобных устройств весьма и весьма существенная, а механический привод, которым они преимущественно оснащены, совсем не подходит для тонкой работы. Другое дело привод гидравлического типа, хотя стоимость подобного оборудования столь велика, что его задействование даже при выполнении постоянных работ в малых объёмах является нецелесообразным.
Вот и получается, что кроме ручного привода для домашнего использования ничего и не остаётся. Он прост в устройстве и эксплуатации, затраты на его изготовление минимальны, сделать его вполне по силам самостоятельно и без задействования какого-либо специфического оборудования, при этом качество работы по многим параметрам ни в чём не уступает покупным моделям.
the-master.ru
Ручной листогибочный станок своими руками
Современное строительство для работы с фундаментом, железобетонными конструкциями и арматурой использует гибочные станки российского производства. Они удобны в эксплуатации и выполняют много полезных функций.
Ручной листогибочный станок
Ручной самодельный станок является достаточно простым инструментом, и позволяет изгибать листовой материал в качественные изделия даже неквалифицированным мастерам.
Читайте также: конструкция, принцип работы и виды трубогибов.
Понятие «листогибочный станок» и сфера его применения
Листогибочный станок – это прессовое устройство, которое позволяет сгибать цельные листы металлов или вырезанные полосы из него различной формы и толщины.
Можно успешно сделать листогибочный станок своими руками, самодельный инструмент может производить гибку листов под желаемым углом, не нарушая, при этом, плоскостности материала.
С помощью этих станков можно обрабатывать латунь, сталь, алюминий и медь, а также прочие металлы, при условии того, что толщина листов будет 0,7-0,8 мм.
При изгибании отгибаемая часть листа остается не деформированной. Это позволяет сделать разнообразные предметы. Получившиеся изделия ничем не отличаются от аналогов промышленного производства.
Читайте также: станок для производства вагонки своими руками.

Листогибочный станок имеет принцип работы ручного пресса
Благодаря силиконовой вставке, которая находится на гибочной балке, изгибать возможно окрашенные листы без каких-либо повреждений покрытия. Конструкция предполагает удобную функцию регулирования толщины листа, который предстоит изогнуть. Большинство станков можно использовать для резки металла.
Области применения:
- Машиностроение. Изготавливают кузова и запчасти.
- Авиа- и кораблестроение.
- Строительство. Создают фронтоны для крыш, кровлю, вентиляционные шахты и воздуховоды, ветровые планки и карнизы, дверные и оконные переплеты, отливы для окон.
- Электроника. Производят корпуса для микроволновых печей, ПК, холодильных камер, стиральных машин.
- Мебельное производство. Создают незамкнутые и замкнутые профиля, конусы, короба, цилиндры.
Читайте также: «Принцип работы станка для производства шлакоблоков своими руками» и «Станок для производства гвоздей: устройство и принцип работы аппарата».
к меню ↑
Конструкция и принцип ее работы
Элементы листогибочного станка:
- лист железа – основание;
- прижим;
- обжимной пуансон с креплением;
- две струбцины (чтобы прикреплять оборудование к столешнице верстака).
Сделать такой станок, как и ручной гибочный станок для арматуры можно самостоятельно при помощи металлических заготовок.

Гибочный станок с сегментными гибочными ножами
В качестве основы для конструкции специалисты рекомендуют приобрести швеллер (6,5-8 мм, длина – 500-650 мм).
Часто листогибы имеют дополнительные опции:
- приспособление для фиксации рулонных металлов;
- угломер;
- дублирующие опоры для листов;
- профилирующее устройство.
Листогиб может иметь усиленную опору, что обеспечивает надежную фиксацию станка, и роликовый нож, который режет металл на уровне фабричного производства.
Самодельный аппарат предполагает наличие основных элементов:
- Роликовый нож. Инструмент изготавливают из прочного стального сплава. Функционировать может с 25-ти километровым металлом полумиллиметровой толщины.
- Задний стол. Предназначен для размещения рабочего листа металла, который можно двигать в нужном направлении. Сгибатель с резаком устанавливают на опоры стола.
- Подставка. Представляет собой деревянную основу, на которой размещают рабочий стол. Это позволяет станку не скользить по полу. Можно регулировать высоту подставки.
- Передние упоры. Задают ширину разреза. Сама конструкция поворачивается на 180º, затем возвращается в исходное положение.
- Упор сгиба угла. Упор может устанавливать лист под необходимым углом, или начать само сгибание под произвольным.

Самодельный ручной листогиб
Ручной самодельный станок создает профильные детали из тонколистового алюминия, меди и стали.
Перед началом работы заготовку фиксируют с помощью прижимной рамы на столе аппарата. Затем загибают поворотную балку на необходимый угол выступающей части листа. Обычно загиб достигает 135º. Максимальный догиб возможен до 180º.
Прижимают заготовку механическим путем при помощи эксцентриковой стяжки.
Основная особенность станка – подача неограниченных в длине заготовок.
В продаже можно встретить конструкции с электромагнитом. Он устанавливается во время производства в корпус аппарата. Магнит обеспечивает прижим, который исключает выскальзывание листа из-под прижимной балки.
Читайте также: «Руководство по изготовлению слесарного верстака».
к меню ↑
Обзор конструкции и работы ручного листогибочного станка (видео)
к меню ↑
Виды листогибочных станков
Этот тип оборудования может быть передвижным и стационарным. Передвижные используют для обработки и производства больших объемов материала. Стационарные применяют на небольших предприятиях, чтобы сделать отдельные детали.
В зависимости от того, как аппарат обрабатывает материал, листогибочное оборудование бывает:
- поворотным;
- с гибочной балкой;
- прессовым с матрицей и пуансоном;
- ротационным.
Различия в приводе разделяет станки на:
- Пневматические. Работа аппаратов осуществляется за счет пневмоцилиндров.
- Электромеханические. Это стационарные механизмы, которые имеют приводную систему, электродвигатель и редуктор.
- Механические. Это машины, за функционирование которых отвечает энергия маховика.
- Гидравлические. Действуют благодаря гидроцилиндрам.
- Ручные. Для эксплуатации нужна мускульная сила рабочих.
Чтобы сделать самодельный аппарат, для начала нужно определиться с толщиной металла, так как оптимальное решение для обработки металла (толщиной меньше 0.1 см.) — ручной станок.

Электромеханический листогибочный промышленный станок
Для создания различных деталей толщиной более 1 см. лучше приобрести модель из фабричного производства с электроприводом. Эти станки намного дороже и занимают больше места, но оправдывают это своей высокой производительностью. к меню ↑
Как сделать самодельный аппарат?
Чтобы сделать такое устройство у себя дома, необходимо иметь соответствующие чертежа, необходимый материал и подходящие инструменты. Использование качественных составляющих увеличит срок службы станка домашнего производства.
При сборке лучше использовать сварочный аппарат, так как большинство узлов должны прочно прилегать друг к другу.
Начинаем работы с создания устойчивого основания, для этого понадобится швеллер. Его также нужно использовать, чтобы самостоятельно сделать основной прижим. В прижиме делаем отверстия под болты.
Очень важно чтобы самодельный станок имел удобную ручку. Для ее создания можно взять арматуру необходимого диаметра. В конструкцию входят специальные щечки, которые привариваются до совпадения с ребром уголка.

Листогибочное устройство, сделанное своими руками
После установки щечек, начинаем поэтапную сборку конструкции:
- Зажимаем пуансон с основанием до тех пор, пока швеллер и зона уголка-пуансона не окажутся в одной плоскости.
- С помощью сварочного аппарата монтируем щечки на ось пуансона.
- После сборки станка, все крепления и узлы необходимо проверить на прочность.
Читайте также: как изготовить сварочный осциллятор своими руками?
Во время использования станка часто требуется выравнивание прижима, это легко сделать напильником или болгаркой. Таким способом можно снизить качество изгибов и создать деформированные участки, что является неприемлемым, если предметы изготавливают под заказ.
Еще один минус — такой ручной станок не сможет работать с толщиной более десяти миллиметров. Чтобы процесс изгиба металла прошел немного легче, рекомендуют прогревать листы в местах изгиба.
Безусловно, сделать станок в домашних условиях не составляет большого труда. Кроме того устройство станет незаменимым помощником для работы с несложными задачами.
Главная страница » Для гибки
ostanke.ru
В наше время набирает обороты листовой металлопрокат. Всё чаще встречается у того или иного человека новенький забор из металлопрофильных листов.
Возникает вопрос, какая машина создаёт этот замечательный и необходимый строительный продукт для человечества.
Общие понятия
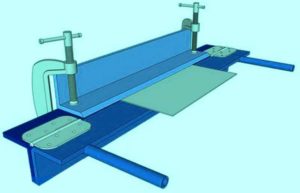
Конструкция листогиба.
Листогибочный станок
Это специально созданное устройство, с помощью которого можно сгибать листы оцинкованного металла, определённой толщины. Такой чудо станок, как правило, применяется в производственных целях.
Среди умелых мастеров такое приспособление так и не получило широкого распространения. Однако в наше время существуют люди, которые смогли воспроизвести прототип производственного модуля и сделать собственноручный листогиб.
Такую вещь довольно просто сделать своими руками, он не займёт много места в вашем гараже или мастерской.
Направленность применения
Казалось бы, довольно простое оборудование, а охватывает огромную отрасль промышленности. Это изобретение способно производить изделия в следующих сферах деятельности:
Самая расширенная сфера применения
Это строительство. Именно в этой сфере можно встретить огромный выбор профнастила, металлопрофиля, металлочерепицы и её комплектующих элементов. Также металлический сайдинг — его используют для внутренней отделки домов и зданий. Вентиляционные шахты также производятся посредством листогибов.
Машиностроение и авиация
А также кораблестроение. Эта сфера очень расширена, так как создаются различные детали кузовов, авиационной обшивки, а также обшивки судоходной техники.
Электроника
Ни всем известно, что с помощью листогибов создаются корпуса бытовой техники (микроволновые печи, духовые шкафы, корпуса холодильников и стиральных машинок, корпуса компьютеров и многое другое).
Производство мебели
В этой сфере создаются короба, шкафчики для раздевалок, шкафчики для хранения вещей и т.д.
Многие сферы оказались охваченными по эксплуатации листогибочной установки. Каждая из вышеуказанных сфер очень сильно распространена среди населения.
Разновидности листогибочного приспособления
Как и многие другие станки, листогиб различается по одному из самых важных критериев — это разновидность приводного воздействия.
Рассмотрим эти виды:
Ручное приводное воздействие
Такой тип используется в основном в быту. К ним относятся самодельные изобретения. Именно с помощью этого устройства можно мастерить из оцинковки любые приспособления для дома или дачи. А если на ручном листогибе правильно установить опорные балки, скобы на необходимый радиус сгиба, то это позволит создавать сложные элементы.
Механическое воздействие
Такие агрегаты относятся к стационарным станкам. Действующая сила распределяется от маховика. Такая конструкция имеет ограничения в своём использовании. Дело в том, что аппарат снабжён специальным рычагом, посредством которого и осуществляется сгибание листа. Минус состоит в том, что необходимо прикладывать физическую силу.
Электромеханический вариант
Электромеханические приводы получили широкое одобрение, среди своих обладателей. Всё потому, что этот станок очень удобен и универсален. Процесс начинается с укладывания оцинковки на поверхность матрицы. После нажатия пусковой клавиши в силу вступают пуансон, толкатель и непосредственно редуктор. За счёт этого прогибается или выгибание оцинкованного листа с необходимыми параметрами. Усилие, которое производит такой станочек — минимум 100-200 килограмм, в отдельных случаях эта характеристика может доходить до одной тонны.
Электромагнитное приводное действие
Электромагнитные станки, в наше время, в основном используются в металлопрокатной индустрии. Процент использования такого оборудования в машиностроении составляет 70%. В нём имеются только одни плюсы. Малые габариты, высокая производительность (это устройство способно за одну только минуту производить порядка нескольких сотен деталей), он совершенно бесшумный.
Гидравлический привод
Эта категория относится к разряду листогибочных прессов. Пресса с гидравликой используют в серийном производстве деталей. Они очень производительны, качественны, полностью автоматизированы, имеют контроль угла гиба листов.
Зиг машина
Это приспособление имеет очень важную сторону. Применяются они в изготовлении комплектующих деталей. С помощью зиг машины можно сделать отбортовку листовой оцинковки, рифление краев, производится прокатка соединительных сгибов и многое другое.
Изготовление листогиба своими руками
Если разобраться, деталировка листогиба не такая уж и сложная.
Виды металлопрофиля
Гибочная балка
За счёт неё производится сгибание металлического листа под углом от 0 до 180 градусов.
Прижимная балка
Данная деталь прижимной силой удерживает лист и не допускает его скольжение.
Угломерный диск
Специальный диск, на котором отображены все необходимые размеры углов.
Дисковый нож
Острый, заточенный диск, произведённый из высокопрочной стали, который производят резку стали без проблем.
Задний стол
Состоит из сквозной конструкции с ровной, верхней поверхностью, по которой будет передвигаться оцинкованная заготовка.
Зажимная рукоять
За счёт неё приводится в готовность и действие, прижимная балка.
Натяжное устройство
Позволяет обеспечить выбор положения и форм балок, для производства качественного сгиба продуктов металлопроката.
Разработка технического устройства
Совет: Прежде, чем собираться рисовать чертежи, искать различные детали для будущего детища, очень важно определиться с выбором, выбрать то, что больше подходит именно для вас. Важно учесть ещё и то, в какой области будет применяться ваш самодельный модуль.
В процессе конструирования , важно собрать его так, чтобы вам было удобно. Чтобы вся нагрузка распределялась на самые выносливые мышцы вашего тела и на опорные стойки устройства. При разработке агрегата, который вы хотите создать своими руками, важно учитывать следующие параметры:
- Ширина оцинковки не должна превышать одного метра.
- Наклон сгиба не должен быть меньше 120 градусов.
- Количество циклов беспрерывного производства не должно превышать 1200 единиц.
- Применение в качестве заготовки различных сплавов стали и других металлов категорически запрещено.
- Разрешённая толщина следующих металлов:
- Алюминий — допустимая толщина 0,7 миллиметра.
- Оцинковка — оптимальная толщина 0,66 миллиметра.
- Медь — допускается толщина в один миллиметр.
Когда все необходимые критерии учтены, вы можете смело собирать ваш инструмент.
Именно так будут выглядеть листы стали и металла в процессе сгибания при прохождении через валки. Помимо этого, на рисунке показано, какими способами можно сгибать листы, до получения необходимой формы.

Разнообразие сгиба оцинкованного листа
Чертежи листогибочного станка
Чертеж гибочного станка из простых деталей.
Чертежи любого устройства считаются основой вашего изобретения. Ведь именно в нём будут указаны размеры и местоположение той или иной детали. Когда есть все необходимые
размеры и наброски, то сборка устройства, непременно закончится успехом. В нынешнее время, в интернете существует огромное множество различных чертежей с размерами. Как говорится, выбирать вам! Ниже мы рассмотрим один из самых простых чертежей.
Такая разновидность является довольно производительной и удачной моделью.
Выбор материалов
Все материалы для данного станочка можно легко найти у себя в гараже. Итак, разберём, что же это за материалы:
Деревянная вставка
Обозначающаяся на чертеже цифрой «1» создаётся из простого деревянного бруска.
Металлический швеллер
Размером 100х120 мм хорошо войдёт в конструкцию основания.
Правая щёчка
Создаётся из стального листа, толщиной 6-8мм.
Железные уголочки
60мм и 80 мм сослужат для изготовления прижимной балки.
Ось пуансона
Можно создать из железного штыря диаметром в 10 мм.
Сам пуансон, возможно создать из железного уголка 80х100 мм, либо можно воспользоваться швеллером.
Стальной прут
В диаметре 10 мм подойдёт для создания рычага пуансона.
Совет: Для создания пуансона лучше всего выбрать не металлический уголок, а швеллер. Всё потому, что швеллер выдерживает намного больше сгибаний, нежели уголок.
Деталировка и процесс сборки
Вашему вниманию представлен процесс сборки, а также описание и местоположение деталей. При сборке вам непременно поможет сварочный аппарат. Швы после сварки необходимо обработать, чтобы швы были заподлицо с плоскостью детали, на которой этот шов расположен.
Итак, рассмотрим детали, указанные на схеме сборки:
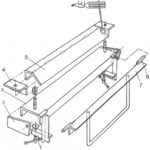
Местоположение деталей при сборке.
- Струбцина средних размеров (на винте М 10 расположен вороток с одной стороны и пятка с другой), расположенная в уголке размером 40х60 мм.
- Щёчка из листовой стали, толщиной 8 мм.
- Основание из швеллера 100х120 мм.
- Кронштейн из уголка 110х110 мм.
- Балка прижимная из уголка 60х60 мм и 80х80 мм.
- Ось пуансона из прута 10 мм.
- Сам пуансон из уголка 80х100 мм.
После того, как все выше перечисленные детали расположены на своих местах и закреплены, следует подготовить ваш станочек к эксплуатации. Для этого просто необходимо убрать весь строительный мусор, который остался после сборки.
Правила и техника безопасности при эксплуатации
Всем давно известно, что безопасность — залог здоровья и долголетия. А также шанс не остаться инвалидом. Данный станок, по своей категории, крайне опасен. Всё дело в том, что сам станок может нанести огромное количество травм. Помимо этого сам материал, который будет использован на нём очень острый.
Поэтому важно учитывать самые простые правила, чтобы не подпустить к себе опасность:
- Если ваш станок покупной, то важно проверить все узлы аппарата на исправность.
- Перед работой необходимо подтянуть всю одежду, чтобы не торчала свисающая кофта, не болтался ремень или шнурок и т.д.
- При работе с покупным или самодельным станком нужно приобрести защитные очки и плотные перчатки, в которых будет удобно работать.
- Проверить состояние крепёжных элементов установки, чтобы всё было закручено и ничего не болталось.
- Все заготовки необходимо расположить около станка, чтобы было удобно их брать руками.
- Обеспечить достаточную освещённость на рабочем месте.
- Рабочее место должно быть расчищено и иметь свободный проход в радиусе одного метра.
- Станина должна быть заземлена, если присутствует электрический привод.
- Если вы работаете с электричеством, строго-настрого, на рабочем месте должен присутствовать резиновый коврик.
- Недопустимо совать в станок различные материалы, не предназначенные для данных работ.
Когда эти правила соблюдены, вы можете не переживать за вашу безопасность.
Совет: В связи с тем, что работы будут производиться с железом, обязательно нужно оградить доступ к станку от детей и не оставлять рабочее место без присмотра! Также, всегда будьте на чеку, так как металл непредсказуемая штука!
Видео
Обзор механического листогибочного станка
Обзор сегментального станка листогиба
Обзор производства трапециевидного профнастила
Обзор изготовления равнополочного профнастила
Обзор производства металлочерепицы
Обзор сборки самодельного станка
Собрать гибочный станок своими руками не так уж сложно: для этого можно использовать детали от других механизмов, а те комплектующие, которые необходимо изготовить дополнительно, можно заказать любому слесарю или тоже сделать самостоятельно. Если вы воспользуетесь запчастями от старого нерабочего оборудования и металлическими отходами, ваш самодельный станок обойдется вам практически даром, при этом по эффективности он будет мало чем уступать заводским моделям. При желании, применяя чертежи серийного оборудования, можно изготовить станок, который в состоянии гнуть листовой металл толщиной до 3 мм.

Гибочный станок для работы с длинными листами металла
Конструкция листогибочного станка
Гибочный станок для листового металла отличается несложной конструкцией, но при этом позволяет формировать на тонколистовых заготовках достаточно точные изгибы. Используя такой станок, можно сгибать даже окрашенный и оцинкованный листовой металл.
Для изготовления основания гибочного станка, которое имеет сварную конструкцию, можно использовать швеллер №6 или №8, длина которого подбирается в зависимости от длины будущего устройства. Например, длина станка для гибки жести обычно не превышает 50 см. Чтобы на самодельном устройстве можно было изгибать заготовки на угол, превышающий 90°, необходимо предусмотреть прижим, для изготовления которого используют металлические уголки. Формирование таких углов загиба может потребоваться в том случае, если станок вам необходим для изготовления фальцев.

Схема самодельного листогиба
Основа прижима сваривается из уголков 50х50, а укрепляется изделиями 35х35. При этом толщина стенок используемых уголков должна быть не меньше 5 мм, только в таком случае получится обеспечить создаваемой конструкции требуемую массивность. Изготовленный таким образом прижим может успешно применяться для оснащения листогибочного станка, рабочая длина которого составляет 150 см. Прижим из уголков, которыми вы оснастите свой самодельный листогибочный станок, позволяет гнуть металл на угол до 135°. Этого вполне достаточно для того, чтобы сформировать на краях заготовки элементы фальцевого соединения.
Изготавливая из металлических уголков прижим станка, предназначенного для гибки металла, следует иметь в виду, что длина такого приспособления должна быть примерно на 7 см меньше, чем длина основания самого оборудования. На торцы прижимного устройства необходимо наварить крепежи-кронштейны, в качестве которых можно использовать уголки с размером полок 3х3 см. Посредине полок каждого уголка-кронштейна просверливают отверстия диаметром 8 мм. В том случае, если для изготовления таких кронштейнов используются уголки большего размера, общую длину прижимного устройства сокращают еще на 2–3 см, что даст возможность без ограничений разместить в нижней части гибочного оборудования прижимную пружину.

Самодельное гибочное устройство размещается на своей станине или закрепляется на верстаке
Края прижимного устройства, которым будет оснащен ваш ручной станок, должны быть идеально ровными, без заусенцев и неровностей. Для того чтобы устранить такие дефекты на рабочей поверхности прижимного устройства, ее можно обработать при помощи надфиля, фрезы или углошлифовальной машинки.
Важным элементом конструкции станка, предназначенного для выполнения гибки металла, является пунсон для обжима, который можно изготовить из уголка №5. Длина пунсона должна быть на 5–8 мм меньше, чем длина самого прижима. Для того чтобы пунсоном было удобно манипулировать, его необходимо оснастить рукояткой, которую можно изготовить из металлического прутка диаметром 14 мм, согнув его в форме скобы. Кроме того, на боковых частях пунсона необходимо зафиксировать две щечки, предварительно вырезав их из листового металла толщиной 5 мм. Для фиксации таких щечек в них высверливают отверстия диаметром 10 мм.
Процесс установки петель
С ребер пунсона в торцевой части данного элемента снимаются фаски глубиной 5 мм и длиной 30 мм, которые необходимы для того, чтобы установить на металлогибочный станок стальные оси. Эти оси изготавливают из прутка диаметром 10 мм. Их приваривают к основанию гибочного станка таким образом, чтобы направление их осевой линии совпадало с ребром уголка. Фаски (уже размером 32х6 мм) снимают и на ребре основания, со стороны его торцов.
Предварительная сборка
Прежде чем окончательно фиксировать все конструктивные элементы, из которых будет состоять ваш ручной гибочный станок, необходимо выставить их в правильном положении и проверить, насколько работоспособным является устройство. Для предварительной сборки удобно использовать обычные слесарные тиски, в которых основание станка и пунсон закрепляют таким образом, чтобы полки швеллера-основания и уголка-пунсона располагались в одной горизонтальной плоскости. На оси, которые уже приварены к пунсону, надеваются щечки, после чего их соединяют с основанием временной сваркой или при помощи струбцин.

Пробная гибка листа оцинкованной жести
После того как все временные соединения выполнены, самодельный станок для гибки металла проверяют на подвижность конструктивных элементов. В том случае, если амплитуда перемещения пунсона достаточна для того, чтобы качественно загнуть металлический лист, конструктивные элементы гибочного станка соединяют окончательно, используя для этого сварку.
Следует иметь в виду, что извлекать готовую конструкцию из тисков можно только тогда, когда она полностью остыла после сварочных работ. Если пренебречь этим требованием, сваренную конструкцию может просто повести.
Проверка станка на работоспособность и доводка
После того как вы собрали устройство для гибки листового металла своими руками, необходимо протестировать его на работоспособность. Для выполнения пробной гибки лучше использовать более мягкий металл, в качестве которого может выступать лист из жести, гнущийся очень хорошо. Лист укладывается на основание гибочного станка и фиксируется на нем при помощи прижима. Выполняя пробную гибку, прижим станка можно временно притянуть к его основанию струбцинами или использовать для этих целей резьбовые шпильки с накладками.
Выполнив несколько пробных гибов, необходимо проверить, правильно ли по отношению к станине гибочного оборудования размещены щечки.
Если положение данных конструктивных элементов не совсем верное, его подправляют и только после этого приваривают их к станине основательно. Для того чтобы надежно фиксировать прижимное устройство станка в процессе выполнения гибки, используют болты, выступающие над станиной, которые должны совпадать с отверстиями в кронштейнах прижимного механизма. Чтобы установить такие болты на станине, в ней просверливают отверстия, в которых нарезается резьба М10. Болты в такие отверстия вкручиваются по направлению снизу вверх, после чего их шляпки привариваются к нижней части станины.
Установка зажимных болтов с пружинами
Чтобы болты, установленные на станине, легко входили в отверстия в кронштейнах прижимного механизма, их увеличивают до диаметра 10 мм. Гайки, которые будут накручиваться на верхнюю часть таких болтов и тем самым фиксировать на станине гибочного оборудования прижимной механизм, лучше выбрать в виде маховичков, это значительно повысит удобство работы с вашим самодельным станком. Прижимной механизм в процессе его откручивания от станины должен отжиматься. Для этого на болты, при помощи которых он фиксируется, можно надеть пружины или резиновые амортизаторы.

В качестве рукояток привариваем к шляпкам болтов стержни
Собрав самодельный станок для гибки листового металла по вышеописанной методике, вы не зададитесь вопросом о том, как гнуть жесть или как согнуть окрашенный металл: даже оцинковка может обрабатываться на этом оборудовании с достаточно высокой эффективностью. Между тем есть у такого гибочного станка и ряд недостатков.
- Конструкция крепления щечек и пунсона недостаточно хорошо продумана, в процессе работы гибочного станка данные элементы постоянно трутся друг о друга и, соответственно, активно изнашиваются. В результате в механизме возникает люфт, приводящий к неточностям в процессе выполнения гибки. Исправить этот недостаток позволяет использование подшипников в данном узле.
- Гибочные станки вышеописанной конструкции не отличаются высокой производительностью и могут применяться только в том случае, если необходимо выполнить небольшой объем работ. Чтобы изготовить более производительный ручной станок, необходимо доработать конструкцию прижимного механизма.
Самодельный гибочный станок в работе
Очень помогает изготовить такой станок своими руками видео. Что характерно, многие профессиональные жестянщики, собирающие станки для гибки листового металла практически из металлолома, предпочитают использовать в своей деятельности именно самодельное оборудование.
Гибочные станки роликового типа, отличающиеся более сложной конструкцией, также могут быть изготовлены самостоятельно. Однако, какого бы типа ни был станок, который вы собираетесь изготовить самостоятельно, следует учитывать, что управлять таким оборудованием вы будете вручную, поэтому делать его слишком габаритным и мощным не имеет смысла. Если говорить об особенностях использования роликовых гибочных станков, следует иметь в виду, что при обработке заготовки на таком оборудовании ее отдельные участки могут подвергаться деформации. Именно поэтому профессиональные жестянщики не очень любят работать на устройствах подобного типа.
На видео ниже показан процесс изготовления станка подобной конструкции для сгиба заготовок небольшой длины.