Рихтовку проволоки производят по-разному. Проволоку из мягких металлов протягивают с нажимом (натягом) по ребру доски. В другом случае ее протягивают через отверстие в доске, при этом проволока должна входить в отверстие под небольшим углом (рис. 34, А).
Проволоку из мягких металлов или даже из стали можно отрихтовать в приспособлении, имеющем набитые в определенном порядке гвозди (рис. 34. Б). Гвозди набиваем в два ряда так, чтобы протягиваемая между ними проволока «шла» с усилием. Для нормальной протяжки проволоки через это приспособление ее следует удерживать плоскогубцами.
Гибку проволоки осуществляем плоскогубцами, круглогубцами или другим подходящим инструментом. Если необходимо изогнуть проволоку по какому-либо рисунку, применяем кондукторы, подобные тем, что и при гибке трубок (см. рис. 33, Б). Вместо кондуктора можно использовать ряд набитых в доску по определенному контуру гвоздей.
В нашей практике часто приходится заниматься изготовлением пружин. Для навивки пружин удобно пользоваться несложным приспособлением: закладываем в губки тисков два деревянных брусочка (буковых или дубовых), а между ними зажимаем проволоку, из которой делаем пружину. Навивку пружины ведем с помощью воротка. Вороток — это согнутый соответствующим образом пруток, имеющий на конце отверстие. Диаметр прутка должен быть немного меньше внутреннего диаметра будущей пружины. В отверстие воротка вставляем конец проволоки, зажатой между двух деревянных брусочков, и плавными поворотами воротка навиваем пружину (рис. 34, Г), следя за тем, чтобы проволока ложилась плотно, виток к витку, и чтобы натяжение проволоки было постоянным. Последнее условие выполнимо в том случае, если создавать постепенное увеличение затяжки брусочков в губках тисков.
| Дальнейшую обработку пружин ведем в зависимости от их назначения. Если пружина будет работать на растяжение, отгибаем оба ее хвостовика (рис. 34, Д). Если же пружина будет работать на сжатие, растягиваем ее до нужного размера и шлифуем оба торца пружины в деревянном кондукторе (рис. 34, Е). Разрубить пружину можно простым перекусыванием проволоки бокорезами или кусачками, но перекушенное таким образом место будет неровным, на нем появятся заусенцы. Лучше пружину рубить остро заточенным зубилом (рис. 34, Ж), при этом рубленые концы будут ровными и почти без заусенцев. Зубилом, например, рубят заводные кольца для спиннинговой рыболовной снасти. При изготовлении цепочек пружину разрезают уже упоминавшимися выше ножницами по металлу (рис. 34, З). Для изготовления всевозможных фигурных цепочек, у которых звенья не круглые, а овальные, прямоугольные и т. д., пружину надо навивать профилированным воротком, то есть таким, у которого стержень имеет овальную, прямоугольную и другую соответствующую форму. Рис. 34. А — рихтовка мягкой проволоки; Б — рихтовка мягкой и жесткой (стальной) проволоки; В — приспособление для навивки пружин; Г — навивка пружины воротком; Д — отгибание хвостовика; Е — шлифовка торцов пружины; Ж — рубка пружины; 3 — резка колец для цепочек. |
Нередко в нашей практике встречается случай, когда нам необходимо получить из толстой проволоки более тонкую. Это достигается методом волочения. Овладев им, можно из любой толстой проволоки (медной, латунной, серебряной и т. п.) получить проволоку практически любого меньшего, диаметра.
Для волочения проволоки нужна волочильная доска. Волочильную доску (рис. 35, А) делаем из любой стали, способной закаливаться. В стальной полосе толщиной 3—4 мм сверлим ряд отверстий, диаметры которых отличаются друг от друга на 0,05 мм. Этот ряд отверстий можно получить имеющимися в продаже сверлами, так как из сверл номинального диаметра, например 1,8 мм, вполне можно отобрать сверла с диаметрами 1,75, 1,80 и 1,85 мм.
Каждое просверленное отверстие обрабатываем так, как показано на рис. 35, Б. Для подобной обработки необходим специальный инструмент. Его изготовляем из какого-либо негодного к работе инструмента (старого круглого надфиля, сломанного бура от зубной машины и т. п.), заточив конец так, как изображено на рис. 35, Б. Таким граненым инструментом каждое отверстие волочильной доски обрабатываем с двух сторон.
Проводим перед закалкой окончательную обработку отверстий: полируем их капроновой ниткой, смазанной пастой ГОИ. Для удобства полировки используем прутик или проволоку, согнутую лучком, на который натягиваем нить (рис. 35, В).
После отделки пастой всю волочильную доску закаливаем и отпускаем при небольшой температуре. Удаляем окалину с поверхности доски и вновь полируем отверстия ниткой и пастой ГОИ. Наносим химическим путем рядом с каждым отверстием значения диаметров.
Готовую доску зажимаем в тиски. Затачиваем конец проволоки напильником на длинный конус и начинаем «примерять» проволоку к отверстиям, поочередно просовывая ее в каждое. Наконец находим отверстие, через которое проволока не проходит. Просовываем ее конусообразный кончик в отверстие и, захватив его с противоположной стороны плоскогубцами, протягиваем проволоку через это отверстие полностью. Затем операцию повторяем, протягивая проволоку через следующее отверстие, меньшее по диаметру (меньше на 0,05 мм). Для лучшего протягивания проволоку смазываем густым маслом: тавот, вазелин технический, солидол и пр.
После протягивания через два-три отверстия проволоку отжигаем для снятия возникших в ней напряжений и возвращения металлу присущей ему пластичности.
Порою требуется проволока не круглого сечения, а профилированная, например, чечевицеобразная, овальная и т. п. Вручную, с помощью молотка и наковальни, сделать этого нельзя. Но такую проволоку можно получить с помощью элементарной прокатной машинки (рис. 35, Г). Она представляет собой рамку из стальной полосы, стянутую винтами. В рамке укреплен валик 2, вращаемый с помощью рукоятки 3. В прорезях рамки могут перемещаться два подшипника 4, в которых закреплен второй валик 5. Он может подтягиваться к первому валику 2 с помощью регулировочных винтов 6. На валиках расположены ручьи тех форм, которые надо получить при прокатке круглой проволоки. Они могут быть всевозможных форм (рис. 35, Д).
Рамку 1 и рукоятку 3 изготовляем из углеродистой стали обыкновенного качества. Оба валика делаем из стали марки 30 и выше, чтобы валики можно было закалить. Подшипники 4 вытачиваем из бронзы.
| Прокатная машинка служит не только для придания соответствующего профиля проволоке, но и для прокатывания тонких полосок из мягких металлов (медь, латунь, серебро и т. п.). Из этих полосок получают тонко раскатанные заготовки для различных поделок. Работать на прокатной машинке проще простого. Зажимаем машинку в тиски. Валик 5 подводим регулировочными винтами 6 к валику 2. Вставляем проволоку в соответствующий ручей — если это не проволока, а полоска металла, вставляем ее между плоскими частями валиков — и рукояткой 3 вращаем валик 2. Он захватывает металл, сжимает его и придает ему необходимую форму. Прокатку производим за несколько проходов проволоки по одному и тому же ручью, с каждым разом подводя валики все ближе друг к другу. При прокатке относительно толстых заготовок после двух-трех циклов заготовки отжигаем, чтобы снять внутренние напряжения в них. Если отжига не делать, то в дальнейшем прокатка заготовки затруднится. Заготовка может потрескаться или при изгибании даже сломаться. Рис. 35. А — волочильная доска; Б — конфигурация отверстия; В — полировка отверстий; Г — прокатная машинка; Д — ручьи на валках; J — рамка; 2 — первый валик; 3 — рукоятка; 4 — подшипник; 5 — второй валик; 6 — регулировочный винт. |
МИНИ ПРОВОЛОКО-ГИБОЧНЫЙ СТАНОК
ПГС-1
В этом разделе я представляю Вам новую модель станка ПГС_1, для гибки и рубки проволоки диаметром от 0,5мм до 1,5мм. ;
Первая модель ПГС_1 представленная на снимке имеет две координаты, элемент рубки и механизм опускания гибочного узла.Одна координата линейная отвечает за протяжку проволоки на заданную длину. Вторая координата служит для изгибанияпроволоки на заданный угол.
Сайт в режиме обслуживания
Станок программируется стандартным набором G-кодов. Для управления используется такие распространенные программы как Mach23, Planet_CNC, TURBOCNC и подобные. Но можно снабдить станок и автономной промышленной стойкой. Специфика станка заключается в полной автоматизации процесса изготовления мелких деталей из проволоки, типа ушек для рыболовных грузил, различных крепёжных изделий и т.п. Работу станка ПГС1 можно посмотреть по ссылке http://www.youtube.com/watch?v=6NQnS7hokAQ
Вес станка составляет: 15кг.
Габариты: 650ммХ250ммХ300мм.
Питание: 220В.
Потребление: 250Вт.
ПГС-2
Следующая модель станка ПГС_2 представляется более сложной. Эта модель имеет на одну координату больше.
Что позволяет производить гибку проволоки в обе стороны относительно центра.
В основном имеет такие же технические характеристики, что и ПГС_1
Как работает станок ПГС_2 можно посмотреть по ссылке http://www.youtube.com/watch?v=rnp_XYND4rU
ПГС-3
Следующая модель станка ПГС_3 разработана с наиболее расширенными возможностями . Эта модель имеет ещё на одну координату больше относительно ПГС-2. Что позволяет производить гибку проволоки в трёхмерном пространстве.
В основном имеет такие же технические характеристики, что и ПГС_1, и ПГС_2. В техническом плане эта модель более совершенна, улучшены и усилены некоторые основные механические узлы.
Как работает станок ПГС_3 можно посмотреть по ссылке https://youtu.be/a1_YmDjtjKo
Такая ювелирная техника, как гибка, применяется преимущественно при изготовлении украшений техникой филигрань. Именно, при сгибании (деформации) драгоценного металла его отдельные участки изменяют форму. Гибка осуществляется двумя способами: вручную и при помощи инструментов.
Гибка вручную является самым простым способом придания материалу нужной формы при помощи одних лишь пальцев рук. Данным способом сгибается тонкая проволока или даже полоса листа, к примеру, для браслета. Труднее всего согнуть толстую и короткую проволоку. Поэтому в таких случаях чаще всего прибегают к помощи инструментов.
Для гибки неподдающихся ручному сгибанию материалов применяют такие инструменты (изображены на рис.3.2. под лит «а» и «б»): щипцы, оправки, ригеля и другие приспособления. Для сгибания круглых звеньев из проволоки (лит «в») используются оправки цилиндрической формы и ригеля, обычный гвоздь и небольшой отрезок проволоки из латуни. Диаметр оправок должен быть чуть меньше внутренней стороны звена.
Перед гибкой проволоку тщательно отжигают, чтобы на поверхности не осталось дефектов, затем ее спиралью закручивают на оправку, зафиксированную в ручных тисках. Затем спираль вместе с оправкой отжигают еще раз. Закрученную спираль снимают с оправки при помощи плоскогубцев.
Как изготовить приспособление для гибки труб, проволоки, арматуры?
Затем спираль разрезают на звенья лобзиком, при этом пилка должна быть строго перпендикулярна виткам спирали.
Звенья овальной формы гнут по такой же технологии, за исключением лишь того, что спираль накручивают на полосы из металлического профиля с неострыми краями (лит «г»). Гибку спирали с повторяющимися равномерными витками производят при помощи специального приспособления (лит «д»). Это основа, на которой нанизаны штыри, вокруг которых и накручивается спираль. Съем спирали производится с помощью отвертки.
Полосы и листы гнут, применяя опорные плиты в качестве матриц и прочные оправки необходимой формы, как пуансоны штамповки (лит «е»).
опубликовал Galina | 0 комментариев | опубликовать свою технику
<< предыдущая техникаследующая техника >>
 Производство различной продукции требует применения деталей из проволоки, которой придается определенная форма (самый простой пример — проволочные рамки).
Производство различной продукции требует применения деталей из проволоки, которой придается определенная форма (самый простой пример — проволочные рамки).
Если в бытовых условиях простейшая гибка проволоки может быть осуществлена вручную с применением простейших инструментов и приспособлений, то в промышленных целях используется оборудование различной сложности (вплоть до станков 3Dгибки (объемной) с числовым программным управлением).
Работа с проволокой в домашних условиях
Существует несколько способов, благодаря которым ручная гибка проволоки своими руками становиться достаточно простым процессом. Если речь идет о мягком пластичном материале, то проблем в работе не возникает никаких. Такая проволока легко гнется голыми руками, поэтому придать ей нужную конфигурацию очень просто.
Если же речь заходит о работе со стальной, достаточно жесткой проволоки или материалом большого диаметра, то приходится применять простейшие инструменты, приспособления и шаблоны, которые позволяют придать изделию необходимый вид:
- Круглогубцы позволяют выполнить изгиб проволоки на маленький радиус.
- При помощи плоскогубцев удобно удерживать заготовку, с их помощью можно гнуть проволоку под различным углом.
- Резка материала осуществляется при бокорезов (острогубцев, кусачек).
- Самым универсальным инструментом считаются универсальные плоскогубцы — пассатижи.
В зависимости от требуемой конфигурации изделия можно применять оправки (шаблоны) различной формы. Так обычный прямоугольный хомут можно сделать, зажав один край материала в слесарных тисах, после чего выполнить необходимый изгиб при помощи обычного молотка.
Сложные формы требуют применения более совершенного оборудования.
Способы гибки проволоки
Технологически гибка тонколистового металла и проволоки во многом сходны. В процессе выполнения работ материал претерпевает пластическую деформацию, при этом одна его сторона сжимается, а другая растягивается.
На практике применяют следующие способы обработки:
- Гибка проволоки из бухты. По этой технологии сбухтованный материал разматывается и подается в роликовый двухплоскостной правильный станок, который делает проволоку ровной. Дальше материал попадает на гибочное оборудование, где ему придается требуемая форма, после чего происходит обрезка.
- В случаях, когда необходимо выполнить обработку торцов проволоки до придания ей необходимой формы, выполняют гибку проволоки нарезанной на мерные прутки. Оборудование для гибки проволоки по такому методу отличается более простой конструкцией.
Основные способы деформации проволоки можно условно разделить на следующие группы:
- Обкатка проволоки. Простейшее оборудование для этого процесса состоит из неподвижного шаблона, имеющего определенный радиус закругления (более сложные шаблоны могут иметь несколько различных радиусов).
Деформация проволоки выполняется путем обкатки материала вокруг шаблона прижимным роликом. Данная технология широко используется при производстве изделий с небольшим радиусом изгиба (примерно равным диаметру проволоки).
- Проталкивание проволоки. Станок для гибки проволоки по данной технологии похож на 3-х валковое оборудование профилегибочных и пружинонавивочных станков. Материал проталкивается специальным приводом в рабочую зону, в которой он поочередно прижимается роликом к различным валкам, благодаря чему существует возможность менять параметры изгиба, осуществлять переход с одного радиуса на другой. Благодаря такому оснащению можно получать изделия сложной конфигурации с большим радиусом изгиба.
- Для выравнивания проволоки используют рихтовочное оборудование. Такой агрегат может состоять из вращающейся правильной рамки или двухплоскостного правильного блока. Считается, что вращающаяся рамка ровняет проволоку более точно.
Станки для работы с проволокой
Высокую производительность и точность обработки могут обеспечить станки для гибки проволоки с ЧПУ.
При этом системы автоматизации и управления могут устанавливаться на разное оборудование:
Станок с одной гибочной консолью считается самым простым типом оборудования для работы с проволокой. Он чаще всего используется для изготовления несложных по форме изделий. При этом существуют и ограничения по длине развертки, она обычно не превышает одного метра.
Двухконсольный гибочный станок применяется для производства сложных изделий, они могут работать с конструкциями, имеющими значительную длину развертки. Перед началом гибки проволока отрезается на мерные куски, при этом процесс деформации выполняется с обоих концов прутка во встречном направлении. Изделия с большим количеством изгибов можно получить только на оборудовании такого типа, одноконсольные станки с такой задачей не справятся. Кроме того, двухконсольные станки позволяют с легкостью выполнять закрытые изгибы (более 180 градусов).
В последнее время все более востребованной становится 3D гибка проволоки ЧПУ (объемная гибка). Пространственная гибка обеспечивается за счет применения поворотной гибочной консоли, управляемой системами автоматики.
Приспособление для гибки проволоки
Недостатком такой технологии считается высокая стоимость оборудования и сравнительно небольшая производительность линии. Поэтому многие производители применяют оборудование для простой плоской гибки, с возможностью автоматической сварки деталей изделий. Но, в то же время, изделие без сварных швов, сделанное на трехмерном станке, отличается большей прочностью.
Совершенствование гибочного оборудования позволило существенно увеличить скорость выполнения работ и повысить точность изгиба. Применение такого оснащение особенно целесообразно при организации серийного производства.
Ну а единичные изделия вполне могут быть изготовлены при помощи простейших приспособлений, правда, без наличия соответствующего опыта сделать это самостоятельно не так просто.
Гибка проволоки дала возможность придавать изделиям любые формы. Как это происходит на производстве и как согнуть проволоку своими руками — об этом далее.

Трудно сказать, где сегодня не нашли применение изделия из проволоки, которая представляет собой металлическую нить или тонкий пруток. Гибка проволоки дала возможность придавать изделиям любые необходимые формы. Как при помощи как ручного инструмента, так и механических воздействий на специальном оборудовании.
С физической точки зрения, процесс сгибания проволоки заключается в одновременном сжимании внутренних и растягивании внешних слоев металла проволоки. Процесс также может сопровождаться и продольным смещением этих слоев, если при этом происходит скручивание. Такая технология работы с металлической проволокой широко используется как во многих отраслях промышленности, так и в ювелирном деле.
Способы гибки металлической проволоки
Существует несколько основных способов придания металлической проволоке необходимой формы готового изделия, так можно выделить:
- ручной способ сгибания проволоки с помощью специальных инструментов и простых приспособлений. Он применяется для проволоки диаметром до 3 мм при изготовлении несложных изделий в подсобном производстве или домашнем хозяйстве. Как правило, не требует практически никаких денежных вложения и специальных знаний;
- ручной способ изготовления ювелирных изделий из проволоки до 2 мм в диаметре. Требует специальных инструментов и приспособлений, а также определенных знаний и навыков для работы с драгоценными металлами;
- гибка проволоки из бухты, в основе которого используется специальное приспособление, которое называют размотчиком;
- сгибание проволоки из металлического прутка;
- сгибание методом обкатки проволоки;
- сгибание металлической проволоки методом проталкивания.
Проволокогибочные станки
Механические станки для массового изготовления деталей и готовых изделий из металлической проволоки широко применяются в промышленном производстве. В зависимости от способа технологии придания формы готовому изделию, различают:
- Проволокогибочный станок, выполняющий изготовление деталей непосредственно из бухты. Является наиболее производительным и экономичным вариантом массового производства изделий из проволоки.
 Происходит это за счет того, что бухту с проволокой устанавливают в специальное приспособление — размотчик, из которого металлическая нить поступает в правильный блок. Там она подвергается воздействию роликового или плоскостного механизма, в результате чего на выходе приобретает форму ровного и прямого прута. После этого проволока попадает в гибочный блок станка, где с помощью механических приспособлений ей придается необходимая форма готового изделия. По окончании процесса производится отрезание механическими ножницами готовой детали. Как правило, такой проволокогибочный станок может выпускать одну разновидность готового изделия, которая определяется заранее установленными механическими приспособлениями и ограничивается возможностью манипуляции подающего механизма. Поэтому формы изделий, выпускаемые на таких станках, не очень сложные по конфигурации, так как количество операций сгибания ограничено числом пять.
Происходит это за счет того, что бухту с проволокой устанавливают в специальное приспособление — размотчик, из которого металлическая нить поступает в правильный блок. Там она подвергается воздействию роликового или плоскостного механизма, в результате чего на выходе приобретает форму ровного и прямого прута. После этого проволока попадает в гибочный блок станка, где с помощью механических приспособлений ей придается необходимая форма готового изделия. По окончании процесса производится отрезание механическими ножницами готовой детали. Как правило, такой проволокогибочный станок может выпускать одну разновидность готового изделия, которая определяется заранее установленными механическими приспособлениями и ограничивается возможностью манипуляции подающего механизма. Поэтому формы изделий, выпускаемые на таких станках, не очень сложные по конфигурации, так как количество операций сгибания ограничено числом пять. - Проволокогибочный станок для сгибания проволоки из металлического прутка является более технологичным способом, который имеет ряд преимуществ по сравнению с работой из бухты. Особенно это необходимо, когда готовому изделию необходима дополнительная обработка. Это может быть нарезка резьбы или штамповка, которую при этом можно выполнить лишь до придания готовой формы изделию. Недостаткам такого станка является его потребность в дополнительном сложном механизме подачи заготовок и сравнительно невысокой общей производительности.
- Проволокогибочный станок для сгибания проволоки методом обкатки служит в основном для изготовления различных деталей округлой формы и разных видов круглых пружин. К примеру, такой станок для гибки проволоки путем обкатки работает за счет того, что проволока подается через направляющие ролики на вал заданного радиуса, где, вследствие своего вращательного движения, огибает палец заданное количество раз. При этом проволока скручивается по заданному радиусу, который имеет гибочный палец и обкаточные ролики. За счет положения обкаточных роликов относительно центрального вала можно задавать и регулировать угол сгибания или шаг пружины. Станок для гибки проволоки путем обкатки, как и другие аналогичные механические приспособления, способны выпускать только один вид изделия за операцию. Для смены ассортимента выпускаемой продукции требуется как замена гибочных приспособлений, так и пусконаладочные работы.
- Проволокогибочный станок для сгибания металлической проволоки методом проталкивания.
 Для определенных деталей из проволоки при их изготовлении требуется придавать им сложные формы определенных геометрических фигур, таких как переменные радиусы, дуги неправильной формы, спиралевидный вид и тому подобное. Путем обкатки это выполнять не очень эффективно, а иногда даже технологически просто невозможно. Отсюда, единственно возможный способ — это применение метода проталкивания проволоки. Принцип работы заключается в поступательном движении металлической проволоки через трехвалковый профилегибочный блок или специальное пружинонавивочное приспособление, в котором за счет положения обкатывающих роликов и придается форма готовому изделию. В итоге можно получать любую заданную кривизну или плавное изменение размера радиуса. Основное отличие обкатки от других методов гибки — это более сложное устройство оборудования, требующее при наладке и обслуживании специальных знаний.
Для определенных деталей из проволоки при их изготовлении требуется придавать им сложные формы определенных геометрических фигур, таких как переменные радиусы, дуги неправильной формы, спиралевидный вид и тому подобное. Путем обкатки это выполнять не очень эффективно, а иногда даже технологически просто невозможно. Отсюда, единственно возможный способ — это применение метода проталкивания проволоки. Принцип работы заключается в поступательном движении металлической проволоки через трехвалковый профилегибочный блок или специальное пружинонавивочное приспособление, в котором за счет положения обкатывающих роликов и придается форма готовому изделию. В итоге можно получать любую заданную кривизну или плавное изменение размера радиуса. Основное отличие обкатки от других методов гибки — это более сложное устройство оборудования, требующее при наладке и обслуживании специальных знаний. - Рихтовочные станки используются как дополнительное устройство в технологических линиях изготовления различных металлических проволочных сеток для правки проволоки и придания ей определенной формы. Здесь применяются две технологии: правка методом вращения с помощью рамки и правка с помощью двухплоскостного правильного блока. Двухплоскостной блок правит не очень идеально, но не скручивает при этом проволоку. А вот вращающаяся правильная рамка имеет более сложную конструкции, но многие производители станков все-таки предпочитают ее классической конструкции правильного блока.
ЧПУ станки
Развитие станкостроения позволило выпускать станки для гибки проволоки с одной или двумя гибочными консолями. Они могут изготавливать готовые изделия не только плоской 2D формы, но и пространственные 3D модели.
Передача управления производственными процессами промышленному компьютеру дала возможность станку с ЧПУ обеспечивать поворот гибочных консолей в трехмерном пространстве в любой заданной последовательности.
Гибка проволоки ЧПУ станками не только позволяет обеспечивать более высокую производительность, но и наладить выпуск разных по форме изделий всего лишь путем смены производственной программы.
Приспособления для сгибания проволоки «своими руками»
В любом домашнем хозяйстве широко применяется металлическая проволока, точнее, различные изделия из нее.
Гибка проволоки с помощью ручного слесарного инструмента своими руками позволяет изготавливать достаточно большое количество необходимых в хозяйстве изделий, такие как:
- хомуты,
- кронштейны,
- вешалки и т. п.
Но для этого приходиться использовать наиболее мягкие и пластичные виды проволоки, так чтобы можно было с легкостью сгибать металл в нужную нам форму.
Так, для работы с проволокой до 3 мм в диаметре, подойдут круглогубцы, плоскогубцы и слесарные тиски, а разрезать проволоку можно кусачками или бокорезами.
Такого набора вполне достаточно для придания металлической проволоке нужной формы и ее последующей обработки.
Работа же с проволокой большого диаметра имеет определенные трудности. А вот если она еще и жесткая, то для ее сгибания вручную понадобиться использовать специальные приспособления для гибки.
Конечно, можно купить готовое приспособление для гибки, но вполне по силам сделать инструмент своими руками. Как сделать своими руками приспособление для гибки проволоки из доступных деталей можно посмотреть на фото.
Как согнуть проволоку в кольцо ровно
Для того, чтобы согнуть проволоку в кольцо и оно при этом получилось правильной формы, необходимо воспользоваться либо заранее изготовленной деревянной болванкой нужного диаметра, либо использовать кусок металлической трубы подходящего диаметра. На шаблон навиваем не менее двух витков и делаем отметки, при этом не забываем взять поправку на толщину реза. Далее, разрезаем проволоку и свариваем ровное кольцо.
Если кто-то знает другие способы получения сложных форм из проволоки, можете поделиться ими в блоке комментариев.
Поиск записей с помощью фильтра:
Гибка проволоки, выполняемая как вручную, так и при помощи различных инструментов и специального оборудования, позволяет придавать изделиям из данного материала различную конфигурацию. В процессе гибки внутренний слой проволоки подвергается сжатию, а наружный – растяжению. Станки для гибки проволоки, которые сегодня представлены в большом разнообразии моделей, пользуются большой популярностью, так как гнутые проволочные изделия активно применяются для решения различных производственных и бытовых задач.

Простейшее приспособление для сгиба проволоки
Чтобы без особых проблем выполнять гибочные операции в домашних условиях, лучше всего выбирать проволоку, изготовленную из мягких материалов. Осуществлять несложную гибку более жесткой проволоки, если в этом есть необходимость, можно при помощи обычных слесарных инструментов:
- плоскогубцев (при помощи такого инструмента, который есть у каждого домашнего мастера, можно сформировать несложный изгиб проволоки, а также надежно зафиксировать ее отрезок для выполнения его дальнейшей обработки);
- пассатижей (используя этот инструмент, являющийся одной из разновидностей плоскогубцев, можно выполнять гибку различной степени сложности);
- кусачек, или острогубцев (применяя такой инструмент, проволоку можно нарезать на отрезки требуемой длины).

Простые приемы ручной гибки проволоки
Если из проволоки, используя метод гибки, необходимо изготовить изделие сложной конфигурации, лучше предварительно нарисовать его на бумаге и периодически сверяться с эскизом. Для формирования простейших фигур такой эскиз можно не использовать. Например, если необходимо создать гнутое изделие прямоугольной формы, сделать это можно следующим образом:
- Проволоку в месте ее будущего изгиба зажимают в слесарных тисках.
- Верхнюю (не зажатую) часть проволоки гнут при помощи обычных плоскогубцев или молотка.
В результате такой несложной процедуры на поверхности проволоки формируется изгиб под прямым углом.

Для изготовления большого количества однотипных деталей из проволоки используют шаблоны и самодельные приспособления
Правила ручной гибки
Если вы собираетесь вручную согнуть проволоку, вы должны придерживаться ряда рекомендаций, которые позволят вам выполнить такую процедуру без вреда для собственного здоровья.
- Осуществлять все процедуры по гибке следует только в перчатках, изготовленных из плотной ткани.
- Проволоку, которая подвергается гибке, необходимо закреплять в тисках максимально надежно, чтобы она не выскочила в процессе работы.
- Все инструменты и оборудование, которое вы собираетесь использовать для работы, должны быть исправными и качественно выполнять возложенные на них функции.
- Тяжелые инструменты и приспособления, которые вы применяете при гибке, не следует размещать на краю рабочего стола, чтобы случайно не задеть их и не уронить себе на ноги.
- Проводя все манипуляции с инструментом для гибки проволоки одной рукой, вторую следует держать как можно дальше от места будущего сгиба. Плоскогубцы и любой другой инструмент могут сорваться и поранить близко расположенную к месту выполнения гибки руку.
Выполнять гибку проволоки, используя для этого подручные средства, можно только в небольших объемах, так как такая процедура отличается достаточно высокой трудоемкостью. Кроме того, использовать эту операцию можно лишь для создания изделий простейшей конфигурации.
Изготавливать в больших объемах различные изделия, в том числе отличающиеся сложной формой, позволяет специализированный станок для гибки проволоки.
Работа с проволокогибочным станком
Для изготовления из проволоки большого количества гнутых изделий могут использоваться различные методики, для реализации каждой из которых применяется специальное оборудование. Наиболее распространенным и экономичным является бухтовый способ гибки.
Выполнение гибки по данной технологии происходит в несколько этапов.
- Проволока, которая намотана на бухты, подается на роликовый двухплоскостной станок, выполняющий ее выравнивание.
- После выравнивания проволока подается на проволокогибочный станок, на котором и формируется изделие требуемой конфигурации.
- Сформированное изделие отрезается, и весь цикл гибки повторяется заново.
Использование данной технологии позволяет полностью автоматизировать процесс гибки и тем самым добиться его высокой производительности.

Бюджетный станок для сгибания проволоки
Проволокогибочный станок может выглядеть и как неподвижный шаблон, вокруг которого проволока обкатывается при помощи подвижных прижимных роликов. Используя такие приспособления, на поверхности проволоки можно формировать изгибы даже самого минимального радиуса, величина которого сопоставима с наружным диаметром обрабатываемого изделия. При этом конфигурация формируемого на таком станке изделия может быть достаточно сложной.

Переставные упоры и изменяемые рычаги этого шаблона позволяют создавать множество комбинаций изгибов проволочных изделий
Проволокогибочный станок может работать и по принципу проталкивания обрабатываемого изделия через систему валиков. Конец проволоки при использовании такого оборудования соединяется со специальным проводом, который и протягивает изделие через рабочие органы станка. Проволокогибочный станок данного типа за счет особенностей своей конструкции позволяет изготавливать изделия, отличающиеся даже очень сложной формой.
При выравнивании проволоки также используется проволокогибочный станок, который в данном случае применяется для рихтовки. В качестве рабочих органов такого оборудования могут выступать правильные рамки или двухплоскостные правильные блоки. При этом более высокой эффективностью отличаются вращающиеся правильные рамки, именно поэтому их применяют в тех случаях, когда выравнивание поверхности проволоки необходимо выполнить максимально плавно и качественно.
Типы профессионального оборудования
Наиболее простым типом профессионального оборудования, на котором выполняют гибку проволоки, являются станки с одной консолью. Между тем на таких устройствах можно производить лишь изделия простой геометрической формы, длина развертки которых не превышает 1000 мм.
Более сложные изделия с длиной развертки свыше 1000 мм позволяет создавать двухконсольное оборудование, на котором деформация заготовки осуществляется одновременно с двух концов. На таком станке можно изготавливать изделия со множеством сложных изгибов.
Самые сложные изделия из проволоки позволяют создавать 3D-станки, на которых гибка может выполняться одновременно в трех измерениях. Такими уникальными функциями станки данной категории наделяет поворотная гибочная консоль, всеми перемещениями которой управляет электронная автоматизированная система. Несмотря на все преимущества обработки на таком оборудовании, стоит она достаточно дорого, поэтому используют эти станки в исключительных случаях.
 » Как правильно своими руками
» Как правильно своими руками
 » Как правильно своими руками
» Как правильно своими рукамиПринципы построения правильно-отрезных машин
Правильно-отрезные станки широко используются для размотки проволоки из рулона или катушки и последующих правки и резки. Эти машины предлагаются с всевозможными опциями, требующимися для различных приложений. Некоторые машины подходят для правки и резки всех видов холоднокатаной стальной и цветной проволоки. Они могут отрезать прутки заданной длины и работать без перерыва.
Эти машины выполняют три разных процесса: подачу, правку и отрезание проволоки. Они обладают различными функциями, такими как: правка проволоки разного диаметра, различная длина резки и стандартное многоприводное энергообеспечение процессов правки и резки проволоки. На рисунке 1 и рисунке 2 представлена машина, которая способна нарезать проволоку менее 4 мм в диаметре, и её принципиальная схема, соответственно.


Как показано на схеме, любой правильно отрезной станок имеет в своей конструкции следующие основные узлы: (1) размотчик, (2) подающие ролики, (3) правильный блок и (4) отрезное устройство.
В размотчике проволока может раздаваться через специальный протягивающий блок или обычную бобину. Бобина размотчика может иметь вертикальную или горизонтальную ось. Вертикальный размотчик может использоваться для проволоки до 4 мм в диаметре.
В подающем узле подача проволоки обычно производится с помощью проточенных по ободку роликов. Это устройство имеет свой привод и протягивает материал так, чтобы проволока протаскивалась и/или проталкивалась через машину. Давление прижима подающих роликов может быть отрегулировано вручную эксцентриками или пружинами. На рисунке 3 показаны подающие ролики и их местоположение в машине.
Правка – это ликвидация и удаление внешних проявлений напряжений, возникающих в материале во время его производства, через силовое и крутящее воздействие. Это утверждение справедливо для правки проволоки, трубы, кабеля, ленты и профиля. На рисунках 3 и 4 изображены два метода правки проволоки: роликовая и фильерная(вращающейся рамкой).

Роликовый правильный модуль состоит из блоков роликов, размещённых в противовес друг другу, которые гнут проволоку, превышая предел упругости, множество раз в двух и более плоскостях. Ролики регулируемые и степень прямолинейности проволоки на выходе зависит от мастерства оператора, который выполняет настройку. Этот метод правки, как правило, применяется только к проволоке многоугольного сечения, например шестиугольного, квадратного и плоского(ленте), за исключением минимальной правки круглой проволоки – для удаления первичной кривизны при подаче из бухты – перед последующей формовкой.

Фильерная правильная рамка вращается вокруг продольной оси и передаёт сгибающие нагрузки в перекрывающейся спиральной модели, что обеспечивает высокую степень прямолинейности пропускаемого материала. Принцип заключается в том, что круговое и продольное воздействие фильеры на проволоку, преобразующее её в спираль или волну, исчезает при попадании проволоки в следующую фильеру, перекрывающую отверстие в предыдущей, и в результате на выходе получается выправленная, прямая проволока. Прямолинейность зависит от различных факторов, в основном это подача, скорость и состояние правильной оснастки.
Прямолинейность и состояние поверхности проволоки зависят от правильной оснастки потому, что правильная рамка это устройство трения, выполненное из материала совместимого с проволокой и имеющее форму, предоставляющую достаточно места для обеспечения сгибающих нагрузок. Межосевое расстояние между фильерами должно быть в пределах, специально подобранных для заданного диаметра проволоки, чтобы дать правильный лучевой эффект и сгибающую нагрузку, необходимые для получения прямолинейной проволоки.
За процедурой правки следует этап отрезания или обрубки. Есть два основных класса отрезных механизмов: в первом гильотинка жёстко закреплена на станке и, попадая внутрь неё во время резки, проволока фактически останавливается, во втором же классе применяется плавающая головка, в которой гильотинка перемещается вместе с проволокой во время резки. Плавающая гильотинка превосходит стационарную, особенно в тех ситуациях, когда необходима работа с мягкой или тонкой проволокой. Тем не менее, стационарная гильотинка даёт удовлетворительные результаты. При пропускании жесткой или легированной проволоки через высокоскоростную вращающуюся рамку необходима плавающая гильотинка, так как при остановке проволоки (во время резки) внутри рамки, последняя может перегреться и, невыдержав перегрузок, сломаться.


В правильно-отрезных станках энергия резки, как правило, поступает с маховика и передается напрямую или через муфту. В показанной здесь машине, мощность с двигателя отбирается на маховик через ремень и шкив. На рисунках 5 и 6 изображена плавающая гильотинка. Основные части отрезного устройства правильно-отрезной машины: маховик, направляющая рейка / линейка, накопитель, отрезной блок(гильотинка) и кулачковый механизм.
Катушка проволоки устанавливается на размотчик. На момент запуска проволока уже должна быть вставлена между роликами подающего блока, они тянут проволоку из размотчика и проталкивают её во вращающуюся рамку. Правильная рамка выпрямляет проволоку. Подающие ролики снова вытягивают проволоку из рамки и проталкивают её во втулку гильотинки, а затем по направляющей рейке, где регулируемый, поджатый пружиной концевик, который можно выставить на линейке, в зависимости от желаемой длины прутка блокирует движение проволоки. Остановка проволоки концевиком приведёт к увеличению давления на подпирающую его пружину, это давление активирует гильотинку, в результате произойдёт срабатывание ножа, его подвижная часть совершит полный ход. Стойки накопителя помогают выставить линейку ровно, на одной линии с продольной осью правильно-отрезной машины.
Правильно-отрезные станки
#10132; Принципы построения правильно-отрезных машин
Размотчики и блоки протяжки правильно-отрезных машин
Типы правильных блоков правильно-отрезных автоматов
Комплектация правильно-отрезной машины
Виды и технические параметры правильно-отрезного станка для проволоки
Для уменьшения затрат на транспортировку в процессе изготовления стальной проволоки ее наматывают на бухты. Однако затем необходимо сформировать ровные пруты. Для решения этой задачи используется правильно-отрезной станок. Он является обязательным оборудованием для комплектации металлообрабатывающих производств.
Назначение правильно-отрезного станка

Прямая стальная проволока используется во многих сферах #8212; машиностроительной, для возведения зданий и сооружений, при создании сложных металлических конструкций. При этом предъявляются особые требования к ее геометрическим параметрам.
Так как в большинстве случаев заготовки поставляются в бухтах #8212; перед их применением необходимо выполнить процесс выравнивания и формирования отрезков определенной длины. Ручной труд не позволит выполнить эту задачу с должным уровнем прочности. Для этого следует установить правильно-отрезные станки.
Они предназначены для выполнения следующих функций:
- выравнивание стальных стержней. Это делается с помощью системы валов, которые расположены на линии подачи и протяжки;
- блок с гильотиной. Предназначен для отрезания заготовок определенной длины.
Во время работы оборудования диаметр проволоки не должен измениться. Для этого необходимо правильно выставить параметры узла протяжки.
Обязательно учитывается материал изготовления заготовок. В зависимости от этого определяется оптимальное усилие для резки.
Обзор конструкций станка правильно-отрезного

Работа правильно-отрезного станка
В стандартную комплектацию оборудования входит правильная рамка с системой валов, протягивающий механизм и узел рубки. Помимо стандартной функции подобная установка может осуществлять восстановление изначально геометрических размеров уже прямой проволоки.
Важным моментом является выбор оптимальной модели. Правильно-отрезные станки для проволоки классифицируются по нескольким параметрам. Во-первых, расположение выравнивающих валов. Они могут быть установлены как в горизонтальной, так и в вертикальной плоскости.
В настоящее время изготавливаются следующие виды оборудования:
- стандартные. Формирование ровной заготовки происходит за счет воздействия на нее правильной рамки. При этом выполняется поперечный изгиб стержня;
- среднескоростные с инвертором. Для увеличения производительности в комплектацию входят три независимых электродвигателя. Два из них предназначены для протяжки, а третий обеспечивает высокую скорость подачи;
- среднескоростные с летающей гильотиной. Главное отличие состоит в том, что вместо электропривода для гильотины используется гидравлическая система. При этом режущий блок перемещается вместе с проволокой;
- специального назначения. Применяется для обработки изделий не круглого сечения. Важным компонентом является торцевая форма роликов, которая зависит от исходных параметров заготовки.
Помимо этого работа правильно-отрезного станка для проволоки может осуществляться как в ручном, так и в автоматическом режиме. В последнем случае необходимо наличие блока управления, который будет регулировать скорость подачи и мощность электродвигателей.
Модели с летающей гильотиной используется на строительных площадках. Они обеспечивают обработку изделий диаметром до 18 мм.
Технические характеристики станка

Блок выравнивания проволоки
Во время анализа предложений уже готового оборудования особое внимание следует обращать на его технические параметры. Они напрямую зависят от изначальных характеристик обрабатываемого материала. Для этого необходимо ознакомиться с технической документацией, прочитать отзывы владельцев.
Определяющим критерием выбора является тип правильно-отрезного станка, который должен соответствовать вышеописанным классификаторам. Затем учитывается максимальный и минимальный диаметр обрабатываемой заготовки. Для обеспечения нормальной работы и удобства персонала габаритные размеры должны дать возможность установить комплекс на конкретной площадке производственного помещения.
Основные технические характеристики правильно-отрезного станка для стальных стержней:
- максимальный и минимальный диаметр заготовки;
- скорость подачи, м/сек;
- длина отрезаемых стержней, м;
- точность резки, мм;
- габаритные размеры и масса.
Также учитывается скорость перенастройки для обработки стержней других диаметров. Дополнительно рекомендуется приобрести комплект валов для выравнивания.
В видеоматериале подробно описывается конструкция и принцип работы правильно-отрезного станка:
Разновидности станков для гибки проволоки
Гибка проволоки является одним из способов придания ей новой формы с помощью ручного или механического воздействия с использованием специального оборудования.
Сама по себе гибка происходит из-за сжимания внутреннего слоя, за счет чего можно производить растягивание и сгибание внешнего слоя. Такие технологические работы пользуются большим спросом, как и оборудование для ручной гибки.
Можно создавать изделия из гнутой проволоки своими руками.

В данном случае для процесса желательно выбирать более мягкие пластичные материалы, чтобы проволока могла легко гнуться, и выполнение работы своими руками не создавало трудностей.
Если же проволока жесткая и имеет большой диаметр, то для ее обработки вручную надо воспользоваться определенными инструментами:
- с помощью плоскогубцев можно создать небольшой изгиб в несколько мм, также ими удобно фиксировать материал для последующей обработки;
- разрезать проволоку на отдельные части можно кусачками или острогубцами;
- одним из самых удобных и универсальных инструментов для сгибания проволоки своими руками считаются пассатижи (разновидность плоскогубцев).
Перед тем как начинать вручную изгибать материал для колец, лучше создать на бумаге определенный шаблон и периодически сверяться с ним во время работы. Простые фигуры можно делать и без участия шаблонов.
Например, для создания обычного прямоугольного хомута, достаточно сначала зажать часть проволоки слесарными тисками, а на оставшемся куске выполнить изгиб под прямым углом с помощью плоскогубцев или молотка.
Правила для ручной гибки
Выполняя ручные работы по гибке проволоки своими руками, следует придерживаться определенных правил безопасности, которые смогут защитить ваши руки от возможных травм:
- Перед началом работ желательно надеть на руки перчатки из толстой плотной ткани;
- Материалы следует хорошо закреплять, чтобы они не выскочили из тисков во время их загиба;
- Все станки и инструменты для ручной работы должны быть исправны;
- Не кладите тяжелые предметы на край стола (например, задев плоскогубцы, вы можете уронить их себе на ногу и получить ощутимый ушиб, а то и травму пальцев);
- Проводя одной рукой работы с проволокой, другую старайтесь держать подальше от места сгиба (плоскогубцы могут сорваться и поранить руку).
Правила безопасности защитят ваши руки, но сам процесс гибки своими руками все же является довольно сложным и трудоемким. Гнуть изделия вручную можно только в том случае, если бы обладаете определенным опытом и знаниями.
Гнуть проволоку в больших объемах помогает специальное оборудование. Давайте изучим его более подробно.
Способы обработки
Если говорить о гибке проволоки в больших масштабах (на производстве или специализированном заводе), то для его пластической деформации пользуются различными способами.
Один из самых распространенных и экономичных #8212; это бухтовый метод обработки.
В данном случае на бухты происходит намотка проволочных колец, а затем осуществляется их подача на роликовые двухплоскостные станки, которые выравнивают проволоку.
После происходит обработка материала на гибочном оборудовании (создается необходимая форма), в конце проволока обрезается, и весь цикл работы повторяется вновь.
При этом вся работа полностью автоматизирована, что позволяет сэкономить время и средства и создать с помощью приспособления несложную изогнутую конструкцию, у которой длина развертки около 1000 мм.
Для обкатки проволоки своими руками существуют специальные приспособления, которые состоят из неподвижных шаблонов определенных радиусов закругления (радиус может быть как один, так и несколько).
Материал обкатывают вокруг созданного шаблона с помощью прижимных роликов.
В основном, эту технологию применяют, чтобы создавать гнутые изделия, имеющие небольшой радиус изгиба (примерно такой же, как диаметр проволоки).
Способ проталкивания проволоки напоминает способ работы 3-х валкового оборудования на профилегибочном и пружинонавивочном станке.
Проталкивание материала в приспособление осуществляется с помощью специального провода, затем происходит его прижим к различным валикам, в связи с чем возможно изменение параметров изгибов и осуществление переходов на разные радиусы.
Данное приспособление позволяет гнуть разные конструкции, имеющие сложную конфигурацию и большие радиусы изгиба на развертке #8212; от 1000 мм и более.
Выровнять проволоку можно, применив рихтовочное оборудование или специальное приспособление. В данное оборудование входят агрегаты, состоящие из вращающихся правильных рамок или двухплоскостных правильных блоков.
При этом вращающиеся рамки предпочтительнее, так как они позволяют выровнять материал более плавно.
Профессиональное оборудование
Если для гибки проволоки своими силами используют лишь самые простые приспособления (тиски, плоскогубцы), то для массовой промышленной обработки материала пускают в действие профессиональные станки (например, для производства колец для ключей, или пружин для ручек).
Станок для гибки проволоки, имеющий одну гибочную консоль, является одним из самых простых и дает возможность создавать гнутые изделия простой формы. Длина развертки в данном случае не должна превышать 1000 мм.
Двухконсольные станки могут работать с длиной развертки более 1000 мм.
Материал разрезается на необходимые куски, затем производится его деформация с двух концов одновременно.
Такое оборудование позволяет создавать изделия, имеющие большое количество изгибов. Станки, имеющие только одну консоль, данную работу выполнить уже не могут.
Также на двухконсольных станках можно сделать фигуры с закрытыми изгибами.
Гибку проволоки на так называемых 3D станках в наше время все более и более популяризуют.
Сделать объемную пространственную гибку можно, применяя поворотную гибочную консоль, которая управляется автоматизированной системой.
К сожалению, такая обработка материала стоит довольно дорого, поэтому в основном детали создают, используя простую плоскую гибку, а после при необходимости производят автоматическую сварку отдельных частей.
Но за счет сварочных швов, изделия становятся более хрупкими и недолговечными, поэтому их стоимость относительно бюджетная.
Источники: http://kit-complect.ru/stati-i-shemyi/pravilno-otreznyie-stanki-407/printsipyi-postroeniya-pravilno-otreznyih-mashin/, http://stanokgid.ru/specializirovannyj/pravilno-otreznojj-stanok-dlya-provoloki.html, http://rezhemmetall.ru/gibka-provoloki.html
Комментариев пока нет!
Трудно сказать, где сегодня не нашли применение изделия из проволоки, которая представляет собой металлическую нить или тонкий пруток. Гибка проволоки дала возможность придавать изделиям любые необходимые формы. Как при помощи как ручного инструмента, так и механических воздействий на специальном оборудовании.
С физической точки зрения, процесс сгибания проволоки заключается в одновременном сжимании внутренних и растягивании внешних слоев металла проволоки. Процесс также может сопровождаться и продольным смещением этих слоев, если при этом происходит скручивание. Такая технология работы с металлической проволокой широко используется как во многих отраслях промышленности, так и в ювелирном деле.
Существует несколько основных способов придания металлической проволоке необходимой формы готового изделия, так можно выделить:
- ручной способ сгибания проволоки с помощью специальных инструментов и простых приспособлений. Он применяется для проволоки диаметром до 3 мм при изготовлении несложных изделий в подсобном производстве или домашнем хозяйстве. Как правило, не требует практически никаких денежных вложения и специальных знаний;
- ручной способ изготовления ювелирных изделий из проволоки до 2 мм в диаметре. Требует специальных инструментов и приспособлений, а также определенных знаний и навыков для работы с драгоценными металлами;
- гибка проволоки из бухты, в основе которого используется специальное приспособление, которое называют размотчиком;
- сгибание проволоки из металлического прутка;
- сгибание методом обкатки проволоки;
- сгибание металлической проволоки методом проталкивания.
Проволокогибочные станки
Механические станки для массового изготовления деталей и готовых изделий из металлической проволоки широко применяются в промышленном производстве. В зависимости от способа технологии придания формы готовому изделию, различают:
- Проволокогибочный станок, выполняющий изготовление деталей непосредственно из бухты. Является наиболее производительным и экономичным вариантом массового производства изделий из проволоки. Происходит это за счет того, что бухту с проволокой устанавливают в специальное приспособление — размотчик, из которого металлическая нить поступает в правильный блок. Там она подвергается воздействию роликового или плоскостного механизма, в результате чего на выходе приобретает форму ровного и прямого прута. После этого проволока попадает в гибочный блок станка, где с помощью механических приспособлений ей придается необходимая форма готового изделия. По окончании процесса производится отрезание механическими ножницами готовой детали. Как правило, такой проволокогибочный станок может выпускать одну разновидность готового изделия, которая определяется заранее установленными механическими приспособлениями и ограничивается возможностью манипуляции подающего механизма. Поэтому формы изделий, выпускаемые на таких станках, не очень сложные по конфигурации, так как количество операций сгибания ограничено числом пять.
- Проволокогибочный станок для сгибания проволоки из металлического прутка является более технологичным способом, который имеет ряд преимуществ по сравнению с работой из бухты. Особенно это необходимо, когда готовому изделию необходима дополнительная обработка. Это может быть нарезка резьбы или штамповка, которую при этом можно выполнить лишь до придания готовой формы изделию. Недостаткам такого станка является его потребность в дополнительном сложном механизме подачи заготовок и сравнительно невысокой общей производительности.
- Проволокогибочный станок для сгибания проволоки методом обкатки служит в основном для изготовления различных деталей округлой формы и разных видов круглых пружин. К примеру, такой станок для гибки проволоки путем обкатки работает за счет того, что проволока подается через направляющие ролики на вал заданного радиуса, где, вследствие своего вращательного движения, огибает палец заданное количество раз. При этом проволока скручивается по заданному радиусу, который имеет гибочный палец и обкаточные ролики. За счет положения обкаточных роликов относительно центрального вала можно задавать и регулировать угол сгибания или шаг пружины. Станок для гибки проволоки путем обкатки, как и другие аналогичные механические приспособления, способны выпускать только один вид изделия за операцию. Для смены ассортимента выпускаемой продукции требуется как замена , так и пусконаладочные работы.
- Проволокогибочный станок для сгибания металлической проволоки методом проталкивания.
 Для определенных деталей из проволоки при их изготовлении требуется придавать им сложные формы определенных геометрических фигур, таких как переменные радиусы, дуги неправильной формы, спиралевидный вид и тому подобное. Путем обкатки это выполнять не очень эффективно, а иногда даже технологически просто невозможно. Отсюда, единственно возможный способ — это применение метода проталкивания проволоки. Принцип работы заключается в поступательном движении металлической проволоки через трехвалковый профилегибочный блок или специальное пружинонавивочное приспособление, в котором за счет положения обкатывающих роликов и придается форма готовому изделию. В итоге можно получать любую заданную кривизну или плавное изменение размера радиуса. Основное отличие обкатки от других методов гибки — это более сложное устройство оборудования, требующее при наладке и обслуживании специальных знаний.
Для определенных деталей из проволоки при их изготовлении требуется придавать им сложные формы определенных геометрических фигур, таких как переменные радиусы, дуги неправильной формы, спиралевидный вид и тому подобное. Путем обкатки это выполнять не очень эффективно, а иногда даже технологически просто невозможно. Отсюда, единственно возможный способ — это применение метода проталкивания проволоки. Принцип работы заключается в поступательном движении металлической проволоки через трехвалковый профилегибочный блок или специальное пружинонавивочное приспособление, в котором за счет положения обкатывающих роликов и придается форма готовому изделию. В итоге можно получать любую заданную кривизну или плавное изменение размера радиуса. Основное отличие обкатки от других методов гибки — это более сложное устройство оборудования, требующее при наладке и обслуживании специальных знаний. - Рихтовочные станки используются как дополнительное устройство в технологических линиях изготовления различных металлических проволочных сеток для и придания ей определенной формы. Здесь применяются две технологии: правка методом вращения с помощью рамки и правка с помощью двухплоскостного правильного блока. Двухплоскостной блок правит не очень идеально, но не скручивает при этом проволоку. А вот вращающаяся правильная рамка имеет более сложную конструкции, но многие производители станков все-таки предпочитают ее классической конструкции правильного блока.
 Для определенных деталей из проволоки при их изготовлении требуется придавать им сложные формы определенных геометрических фигур, таких как переменные радиусы, дуги неправильной формы, спиралевидный вид и тому подобное. Путем обкатки это выполнять не очень эффективно, а иногда даже технологически просто невозможно. Отсюда, единственно возможный способ — это применение метода проталкивания проволоки. Принцип работы заключается в поступательном движении металлической проволоки через трехвалковый профилегибочный блок или специальное пружинонавивочное приспособление, в котором за счет положения обкатывающих роликов и придается форма готовому изделию. В итоге можно получать любую заданную кривизну или плавное изменение размера радиуса. Основное отличие обкатки от других методов гибки — это более сложное устройство оборудования, требующее при наладке и обслуживании специальных знаний.
Для определенных деталей из проволоки при их изготовлении требуется придавать им сложные формы определенных геометрических фигур, таких как переменные радиусы, дуги неправильной формы, спиралевидный вид и тому подобное. Путем обкатки это выполнять не очень эффективно, а иногда даже технологически просто невозможно. Отсюда, единственно возможный способ — это применение метода проталкивания проволоки. Принцип работы заключается в поступательном движении металлической проволоки через трехвалковый профилегибочный блок или специальное пружинонавивочное приспособление, в котором за счет положения обкатывающих роликов и придается форма готовому изделию. В итоге можно получать любую заданную кривизну или плавное изменение размера радиуса. Основное отличие обкатки от других методов гибки — это более сложное устройство оборудования, требующее при наладке и обслуживании специальных знаний.ЧПУ станки
Развитие станкостроения позволило выпускать станки для гибки проволоки с одной или двумя гибочными консолями. Они могут изготавливать готовые изделия не только плоской 2D формы, но и пространственные 3D модели.
Передача управления производственными процессами промышленному компьютеру дала возможность станку с ЧПУ обеспечивать поворот гибочных консолей в трехмерном пространстве в любой заданной последовательности.
Гибка проволоки ЧПУ станками не только позволяет обеспечивать более высокую производительность, но и наладить выпуск разных по форме изделий всего лишь путем смены производственной программы.
Приспособления для сгибания проволоки «своими руками»
В любом домашнем хозяйстве широко применяется металлическая проволока, точнее, различные изделия из нее.
Гибка проволоки с помощью ручного слесарного инструмента своими руками позволяет изготавливать достаточно большое количество необходимых в хозяйстве изделий, такие как:
- хомуты,
- кронштейны,
- вешалки и т. п.
Но для этого приходиться использовать наиболее мягкие и пластичные виды проволоки, так чтобы можно было с легкостью сгибать металл в нужную нам форму.
Так, для работы с проволокой до 3 мм в диаметре, подойдут круглогубцы, плоскогубцы и слесарные тиски, а разрезать проволоку можно кусачками или бокорезами.
Такого набора вполне достаточно для придания металлической проволоке нужной формы и ее последующей обработки.
Работа же с проволокой большого диаметра имеет определенные трудности. А вот если она еще и жесткая, то для ее сгибания вручную понадобиться использовать специальные приспособления для гибки.
Конечно, можно купить готовое приспособление для гибки, но вполне по силам сделать инструмент своими руками. Как сделать своими руками приспособление для гибки проволоки из доступных деталей можно посмотреть на фото.
Как согнуть проволоку в кольцо ровно
Для того, чтобы согнуть проволоку в кольцо и оно при этом получилось правильной формы, необходимо воспользоваться либо заранее изготовленной деревянной болванкой нужного диаметра, либо использовать кусок металлической трубы подходящего диаметра. На шаблон навиваем не менее двух витков и делаем отметки, при этом не забываем взять поправку на толщину реза. Далее, разрезаем проволоку и свариваем ровное кольцо.
Известно несколько приемов сгибания проволоки. Самым распространенным вариантом является сгибание подобных деталей вручную. В рамках промышленного производства ручной метод не является рентабельным и имеет многочисленные затраты. На производстве используются различные варианты станков для гибки проволоки.
Типы проволокогибочных станков
В зависимости от технологии выделяют несколько типов проволочных станков:
- изготавливающие детали из бухты;
- сгибающие из металлического прутка;
- сгибающие обкатным способом;
- сгибающие способом проталкивания;
- аппараты с чпу.
Станки, изготавливающие проволоку из бухты
Указанный тип агрегата применяется для серийного производства. Подобные проволокогибочные аппараты имеют высокую производительность и экономичность по сравнению с другими.
Процесс изготовления проволоки проходит несколько этапов:
- берется размотчик;
- в нем фиксируют бухту с проволокой;
- на проволоку оказывают действие сразу два механизма, один из которых плоскостной, другой — роликовый;
- проволока становится прямым прутом;
- прямой проволочный прут помещается в гибочный участок аппарата;
- на выходе получается деталь, имеющая нужную форму;
- готовое изделие отрезается специальными механическими ножницами.
Подобный в состоянии выпускать только определенный вид готового изделия. Это обусловлено наличием в нем приспособлений, заранее настроенных на изготовление деталей, имеющих определенную форму.

Агрегаты выпускают простые по форме детали и не предлагают их широкого разнообразия. Число операций по сгибанию на подобных станках ограничено пятью.
Аппараты, сгибающие проволоку из металлического прутка
Указанный аппарат считается более технологичным по сравнению с предыдущим. Станок проводит дополнительную обработку готового изделия, чего не делает агрегат из бухты.
Аппарат позволяет делать штамповку и резьбу на проволочных изделиях.
Указанный тип станка имеет два основных недостатка:
- отличается низкой производительностью;
- требует установки вспомогательного устройства подачи заготовок, отличающегося сложностью конструкции.
Устройства, сгибающие обкатным способом
Устройства данного типа предназначены для изготовления деталей круглой формы. Подача проволоки на станке производится на вал с заранее установленным радиусом. Подача проводится при помощи направляющих роликов. Создается вращательное движение вала, результатом становится огибание проволокой пальца несколько раз.
Устройство позволяет регулировать пружинный шаг и угол сгибания детали. Это обеспечивается благодаря положению обкаточных роликов касательно вала.
Данный ручной станок для гибки изготавливает только один тип продукции. Чтобы изменить вид и форму выпускаемой продукции, потребуется предварительная замена приспособлений для гибки. Необходимо будет выполнить пусконаладочные работы.
Агрегаты, работающие способом проталкивания
Метод проталкивания применяется для проволоки, которой необходимо придать форму сложной геометрической фигуры.
Процедура проталкивания основывается на поступательном движении металлического материала через профилегибочное устройство. Заданную форму детали придают обкатывающие ролики. Вместо профилегибочного устройства станка может использоваться пружинонавивочное устройство.
Оборудование, на котором возможна гибка проволоки данным способом, отличается сложностью и требует специальных познаний.
Аппараты с числовым программным управлением
Прогресс в станкостроении позволил внедрить агрегаты с чпу, с помощью которых стала возможна гибка проволоки.
Аппараты изготавливают детали 2D-формы и изделия пространственной 3D-формы. Управление на станках осуществляется промышленным компьютером. Благодаря компьютеру удается поворачивать гибочные консоли в трехмерном пространстве при любой последовательности.
Агрегаты с чпу имеют высокую производительность труда. При необходимости изменить форму и вид выпускаемой продукции достаточно только сменить на компьютере.
Варианты приспособлений для сгибания проволочных материалов своими руками
Для сгибания порой достаточно воспользоваться подручными инструментами. Многое зависит от толщины используемого материала.
Для гибки изделий своими руками, имеющих диаметр до 3 мм, подходят:
- слесарные тиски;
- плоскогубцы;
- круглогубцы.

Разрезается материал бокорезами или обычными кусачками.
Изделия с большим диаметром потребуют применения устройства, изготовленного своими руками. Сборка станка проводится поэтапно:
- к столу болтами привинчивается уголок из стали длиной 19 см;
- изготавливается станина из металлической пластины, в ней просверливаются отверстия;
- к уголку прикручивается станина с направляющими роликами и ручками;
- к станинному пазу подбирается брусок из металла;
- в бруске проделываются несколько сквозных и глухих отверстий;
- к бруску прикручиваются болтами ручка и рифленый ролик;
- внизу станины привариваются пластины;
- брусок вставляется в станинный паз так, чтобы он скользил в нем, а не выпадал;
- вкручиваются направляющие ролики;
- конструкция из бруска прикручивается к уголку.
Механизм, сделанный своими руками, позволит делать изделия более сложной конфигурации.
Из проволоки могут быть изготовлены предметы различной конфигурации и назначения. Во время работы важно правильно согнуть материал, поэтому при диаметре металлической нити более 1 мм желательно использовать специальные приспособления.
Об основных видах этого типа инструментов, а также о том, как изготовить станок для гибки проволоки своими руками будет рассказано в этой статье.
Если необходимо выполнить небольшой объём работ, то для гибки проволоки используются ручные приспособления. Для изгибания материала из мягких металлов или когда диаметр проволоки не превышает 3 мм, применяются плоскогубцы или круглогубцы. Эти инструменты позволяют надёжно зажать часть изделия в одном инструменте, а с помощью другого произвести изгиб проволоки на нужный угол.
Таким образом можно согнуть материал и при помощью столярных тисков. В этом случае проволока фиксируется в вертикальном положении, а изменение направления также осуществляется с помощью плоскогубцев или любого другого зажимающего устройства или механизма.
Если необходимо выполнить изгиб округлой формы,
то для этой цели применяют любой подходящих по диаметру прут, который также зажимается в тисках. Округлый изгиб потребуется изготовить при самостоятельном изготовлении пружин из упругой проволоки.
Для этого достаточно зажать прут или трубу подходящего диаметра в тисках, зафиксировать с одной стороны конец проволоки, и пассатижами осуществить накрутку проволоки на необходимое количество витков.
Если проволоку приходится изгибать слишком часто, то наиболее правильным решением будет приобретение специальных приспособлений или станков.
Инструменты для изгибания этого материала представляют собой конструкцию, в которой зажим проволоки и её изгиб осуществляется за счёт мускульной силы человека. В станках, как правило, используется электрические приводы, а для изготовления сложных изделий такие машины оснащаются электронным управлением.
Правила при работе
Гибка проволоки не является сложным процессом, но для эффективной работы с этим материалом необходимо придерживаться следующих правил:
- Для работы необходимо использовать перчатки из плотной ткани.
- Применять только исправные инструменты и автоматические машины.
- Если для выполнения этой операции применяются тиски, то прежде чем приступить к процессу, необходимо убедиться в надёжной фиксации заготовки.
- Перед выполнением изгиба следует выровнять заготовку.

Выполнение этих рекомендаций позволит не допустить брака и получения ранений в случае резкого высвобождения материала из удерживающего устройства. Также следует позаботиться об исправности проводки и правильном заземлении, при использовании станков работающих на электричестве.
Использование оборудования
Если объём работ достаточно велик, то выполнить большое количество операций позволит оборудование, оснащённое электрическим мотором. Применение станков значительно увеличит производительность труда, но на начальном этапе потребуется приложить некоторые усилия для изучения процесса работы проволокогибочной машины.
Наиболее экономным станком для гибки проволоки, считается бухтовое оборудование, в котором подача материала осуществляется из объёмных мотков.

Процесс гибки проволоки на таком оборудовании осуществляется следующем порядке:
- Проволока из бухты подаётся на роликовый механизм, который осуществляет выравнивание материала.
- Выровненная проволока поступает на гибочный механизм.
- На следующем этапа происходит изгиб и отделение проволочного изделий.
- После отрезания готового изделия процесс повторяется.
Чтобы сделать работу по изгибу проволоки максимально комфортной применяют станки с ЧПУ.
Несмотря на значительную стоимость такого оборудования, окупаемость вложений в бизнес производится в течение нескольких месяцев. Оснащённые микропроцессором станки позволяют не только полностью автоматизировать процесс, но и производить сварочные работы изогнутых изделий.
Приспособление своими руками
Если приспособление для гибки проволоки будет использоваться только для домашней работы, то можно изготовить ручной станок самостоятельно. Оборудование сделанное собственными руками не будет отличаться высокой производительностью, но для выполнения ежедневных операций в небольшом объёме такого изделия будет вполне достаточно.

Для самодельного станка потребуется приготовить следующие материалы:
- Листовая сталь 4 мм.
- Стальной прут 20 мм.
- Профильная труба 20*20 мм и 30*30 мм.
- Две гайки 12 мм.
- Стальная труба ¾.
- Болт 12 * 70 мм.
- Втулка с реактивной тяги автомобиля Ваз 2106.
Также для выполнения этой работы потребуется подготовить инструменты:
- дрель и 20 мм.
Изготавливается приспособление для гибки проволоки своими руками в такой последовательности:
- Из стального листа болгаркой вырезается прямоугольник размером 150*80 мм.
- Отступив от стороны меньшей длины примерно 30 мм, ровно посередине необходимо сделать отверстие диаметром 20 мм.
- От металлического прутка отрезать кусок длиной 45 мм.
- Установить отрезок прутка в сделанное ранее отверстие и приварить его с обратной стороны.
- Вырезать из металлического листа прямоугольник 70*30 мм.
- Сделать в пластине 70*30 мм два отверстия диаметром 16 мм. Отверстия должны быть равноудалены от краёв пластины, а расстояние между ними должно быть равно 20 мм.
- Приварить к пластине 70*30 мм гайки М12 таким образом, чтобы они совместились со сделанными ранее отверстиями. Для того чтобы идеально центрировать гайки перед сваркой их рекомендуется наживать на болт, который следует продеть в отверстие.
- От стальной трубы ¾ отрезать кусок длиной 45 мм.
- К получившемуся цилиндру из металлической трубы приварить пластину 70*30 мм, таким образом, чтобы отверстие трубы находилось в одном ряду с ранее просверленными отверстиями 16 мм. При выполнении этой работы пластину следует разместить ровно посередине высоты стального цилиндра.
- Отрезать от профильной трубы 30*30 мм кусок длиной 400 мм.
- Приварить отрезок профильной трубы к стальной пластине 70*30 мм. Соединение металла осуществляется со стороны противоположной приваренному цилиндру. Таким образом получится рычаг с цилиндром и 2 отверстиями на конце.
- От профильной трубы 20*20 мм отрезается кусок длиной 100 мм.
- Отрезок профильной трубы приваривается к краю пластины 150*80 мм. Расположить этот элемент необходимо от одного из углов до уровня приваренного ранее металлического прутка.
- Из металлического листа вырезать пластину 70*40 мм. Эта деталь будет предназначена для упора заготовки, поэтому её необходимо также приварить к отрезку профильной трубы.
- Втулка от реактивной тяги надевается на болт 12 мм, который затем следует ввернуть в приваренную к рычагу гайку.
- Рычаг с втулкой одевается цилиндром на приваренный к станине отрезок металлического прута.
- Для надёжной фиксации станка во время работы, рекомендуется закрепить станину на ровной горизонтальной поверхности с помощью резьбовых соединений или сварки.
Гибка проволоки осуществляется следующим образом:
- Заготовка кладётся на боковую площадку таким образом, чтобы передняя часть была введена в промежуток между центральным цилиндром и закреплённой на рычаге втулкой.
- Рычаг поворачивается на необходимый угол.
- Заготовка снимается со станка, обрезается и используется по назначению.
Если самодельный станок был сделан из качественных материалов, а сварочные швы выполнены на профессиональном уровне, то устройство можно использовать не только для обработки проволоки. В этом случае возможно применить изделие для гибки трубы, в том числе профильной, диаметром до 10 мм.
Полезное видео
Посмотрите видео, где человек показывает, как собрать несложную конструкцию арматурогиба для сгибания прутков и квадрата:
Гибка проволоки, выполняемая как вручную, так и при помощи различных инструментов и специального оборудования, позволяет придавать изделиям из данного материала различную конфигурацию. В процессе гибки внутренний слой проволоки подвергается сжатию, а наружный – растяжению. Станки для гибки проволоки, которые сегодня представлены в большом разнообразии моделей, пользуются большой популярностью, так как гнутые проволочные изделия активно применяются для решения различных производственных и бытовых задач.
Чтобы без особых проблем выполнять гибочные операции в домашних условиях, лучше всего выбирать проволоку, изготовленную из мягких материалов. Осуществлять несложную гибку более жесткой проволоки, если в этом есть необходимость, можно при помощи обычных слесарных инструментов:
- плоскогубцев (при помощи такого инструмента, который есть у каждого домашнего мастера, можно сформировать несложный изгиб проволоки, а также надежно зафиксировать ее отрезок для выполнения его дальнейшей обработки);
- пассатижей (используя этот инструмент, являющийся одной из разновидностей плоскогубцев, можно выполнять гибку различной степени сложности);
- кусачек, или острогубцев (применяя такой инструмент, проволоку можно нарезать на отрезки требуемой длины).

Если из проволоки, используя метод гибки, необходимо изготовить изделие сложной конфигурации, лучше предварительно нарисовать его на бумаге и периодически сверяться с эскизом. Для формирования простейших фигур такой эскиз можно не использовать. Например, если необходимо создать гнутое изделие прямоугольной формы, сделать это можно следующим образом:
- Проволоку в месте ее будущего изгиба зажимают в слесарных тисках.
- Верхнюю (не зажатую) часть проволоки гнут при помощи обычных плоскогубцев или молотка.
В результате такой несложной процедуры на поверхности проволоки формируется изгиб под прямым углом.

Правила ручной гибки
Если вы собираетесь вручную согнуть проволоку, вы должны придерживаться ряда рекомендаций, которые позволят вам выполнить такую процедуру без вреда для собственного здоровья.
- Осуществлять все процедуры по гибке следует только в перчатках, изготовленных из плотной ткани.
- Проволоку, которая подвергается гибке, необходимо закреплять в тисках максимально надежно, чтобы она не выскочила в процессе работы.
- Все инструменты и оборудование, которое вы собираетесь использовать для работы, должны быть исправными и качественно выполнять возложенные на них функции.
- Тяжелые инструменты и приспособления, которые вы применяете при гибке, не следует размещать на краю рабочего стола, чтобы случайно не задеть их и не уронить себе на ноги.
- Проводя все манипуляции с инструментом для гибки проволоки одной рукой, вторую следует держать как можно дальше от места будущего сгиба. Плоскогубцы и любой другой инструмент могут сорваться и поранить близко расположенную к месту выполнения гибки руку.
Выполнять гибку проволоки, используя для этого подручные средства, можно только в небольших объемах, так как такая процедура отличается достаточно высокой трудоемкостью. Кроме того, использовать эту операцию можно лишь для создания изделий простейшей конфигурации.
Изготавливать в больших объемах различные изделия, в том числе отличающиеся сложной формой, позволяет специализированный станок для гибки проволоки.
Работа с проволокогибочным станком
Для изготовления из проволоки большого количества гнутых изделий могут использоваться различные методики, для реализации каждой из которых применяется специальное оборудование. Наиболее распространенным и экономичным является бухтовый способ гибки.
Выполнение гибки по данной технологии происходит в несколько этапов.
- Проволока, которая намотана на бухты, подается на роликовый двухплоскостной станок, выполняющий ее выравнивание.
- После выравнивания проволока подается на проволокогибочный станок, на котором и формируется изделие требуемой конфигурации.
- Сформированное изделие отрезается, и весь цикл гибки повторяется заново.
Использование данной технологии позволяет полностью автоматизировать процесс гибки и тем самым добиться его высокой производительности.

Проволокогибочный станок может выглядеть и как неподвижный шаблон, вокруг которого проволока обкатывается при помощи подвижных прижимных роликов. Используя такие приспособления, на поверхности проволоки можно формировать изгибы даже самого минимального радиуса, величина которого сопоставима с наружным диаметром обрабатываемого изделия. При этом конфигурация формируемого на таком станке изделия может быть достаточно сложной.

Проволокогибочный станок может работать и по принципу проталкивания обрабатываемого изделия через систему валиков. Конец проволоки при использовании такого оборудования соединяется со специальным проводом, который и протягивает изделие через рабочие органы станка. Проволокогибочный станок данного типа за счет особенностей своей конструкции позволяет изготавливать изделия, отличающиеся даже очень сложной формой.
При выравнивании проволоки также используется проволокогибочный станок, который в данном случае применяется для рихтовки. В качестве рабочих органов такого оборудования могут выступать правильные рамки или двухплоскостные правильные блоки. При этом более высокой эффективностью отличаются вращающиеся правильные рамки, именно поэтому их применяют в тех случаях, когда выравнивание поверхности проволоки необходимо выполнить максимально плавно и качественно.
Типы профессионального оборудования
Наиболее простым типом профессионального оборудования, на котором выполняют гибку проволоки, являются станки с одной консолью. Между тем на таких устройствах можно производить лишь изделия простой геометрической формы, длина развертки которых не превышает 1000 мм.
Является одним из способов придания ей новой формы с помощью ручного или механического воздействия с использованием специального оборудования.
Сама по себе гибка происходит из-за сжимания внутреннего слоя, за счет чего можно производить растягивание и сгибание внешнего слоя. Такие технологические работы пользуются большим спросом, как и оборудование для ручной гибки.
Можно создавать изделия из гнутой проволоки своими руками.
В данном случае для процесса желательно выбирать более мягкие пластичные материалы, чтобы проволока могла легко гнуться, и выполнение работы своими руками не создавало трудностей.
Если же проволока жесткая и имеет большой диаметр, то для ее обработки вручную надо воспользоваться определенными инструментами:
- с помощью плоскогубцев можно создать небольшой изгиб в несколько мм, также ими удобно фиксировать материал для последующей обработки;
- разрезать проволоку на отдельные части можно кусачками или острогубцами;
- одним из самых удобных и универсальных инструментов для сгибания проволоки своими руками считаются пассатижи (разновидность плоскогубцев).
Перед тем как начинать вручную изгибать материал для колец, лучше создать на бумаге определенный шаблон и периодически сверяться с ним во время работы. Простые фигуры можно делать и без участия шаблонов.
Например, для создания обычного прямоугольного хомута, достаточно сначала зажать часть проволоки слесарными тисками, а на оставшемся куске выполнить изгиб под прямым углом с помощью плоскогубцев или молотка.
Правила для ручной гибки
Выполняя ручные работы по гибке проволоки своими руками, следует придерживаться определенных правил безопасности, которые смогут защитить ваши руки от возможных травм:
- Перед началом работ желательно надеть на руки перчатки из толстой плотной ткани;
- Материалы следует хорошо закреплять, чтобы они не выскочили из тисков во время их загиба;
- Все станки и инструменты для ручной работы должны быть исправны;
- Не кладите тяжелые предметы на край стола (например, задев плоскогубцы, вы можете уронить их себе на ногу и получить ощутимый ушиб, а то и травму пальцев);
- Проводя одной рукой работы с проволокой, другую старайтесь держать подальше от места сгиба (плоскогубцы могут сорваться и поранить руку).
Правила безопасности защитят ваши руки, но сам процесс гибки своими руками все же является довольно сложным и трудоемким. Гнуть изделия вручную можно только в том случае, если бы обладаете определенным опытом и знаниями.
Гнуть проволоку в больших объемах помогает специальное оборудование. Давайте изучим его более подробно.
Способы обработки
Если говорить о гибке проволоки в больших масштабах (на производстве или специализированном заводе), то для его пластической деформации пользуются различными способами.
Один из самых распространенных и экономичных — это бухтовый метод обработки.
В данном случае на бухты происходит намотка проволочных колец, а затем осуществляется их подача на роликовые двухплоскостные станки, которые выравнивают проволоку.
После происходит обработка материала на гибочном оборудовании (создается необходимая форма), в конце проволока обрезается, и весь цикл работы повторяется вновь.
При этом вся работа полностью автоматизирована, что позволяет сэкономить время и средства и создать с помощью приспособления несложную изогнутую конструкцию, у которой длина развертки около 1000 мм.
Для обкатки проволоки своими руками существуют специальные приспособления, которые состоят из неподвижных шаблонов определенных радиусов закругления (радиус может быть как один, так и несколько).
Материал обкатывают вокруг созданного шаблона с помощью прижимных роликов.
В основном, эту технологию применяют, чтобы создавать гнутые изделия, имеющие небольшой радиус изгиба (примерно такой же, как диаметр проволоки).
Способ проталкивания проволоки напоминает способ работы 3-х валкового оборудования на профилегибочном и пружинонавивочном станке.
Проталкивание материала в приспособление осуществляется с помощью специального провода, затем происходит его прижим к различным валикам, в связи с чем возможно изменение параметров изгибов и осуществление переходов на разные радиусы.
Данное приспособление позволяет гнуть разные конструкции, имеющие сложную конфигурацию и большие радиусы изгиба на развертке — от 1000 мм и более.
Выровнять проволоку можно, применив рихтовочное оборудование или специальное приспособление. В данное оборудование входят агрегаты, состоящие из вращающихся правильных рамок или двухплоскостных правильных блоков.
При этом вращающиеся рамки предпочтительнее, так как они позволяют выровнять материал более плавно.
Профессиональное оборудование
Если для гибки проволоки своими силами используют лишь самые простые приспособления (тиски, плоскогубцы), то для массовой промышленной обработки материала пускают в действие профессиональные станки (например, для производства колец для ключей, или пружин для ручек).
Станок для гибки проволоки, имеющий одну гибочную консоль, является одним из самых простых и дает возможность создавать гнутые изделия простой формы. Длина развертки в данном случае не должна превышать 1000 мм.
Двухконсольные станки могут работать с длиной развертки более 1000 мм.
Материал разрезается на необходимые куски, затем производится его деформация с двух концов одновременно.
Такое оборудование позволяет создавать изделия, имеющие большое количество изгибов. Станки, имеющие только одну консоль, данную работу выполнить уже не могут.
Также на двухконсольных станках можно сделать фигуры с закрытыми изгибами.
Гибку проволоки на так называемых 3D станках в наше время все более и более популяризуют.
Сделать объемную пространственную гибку можно, применяя поворотную гибочную консоль, которая управляется автоматизированной системой.
К сожалению, такая обработка материала стоит довольно дорого, поэтому в основном детали создают, используя простую плоскую гибку, а после при необходимости производят автоматическую сварку отдельных частей.
Но за счет сварочных швов, изделия становятся более хрупкими и недолговечными, поэтому их стоимость относительно бюджетная.
[Гибка проволоки] является одним из способов придания ей новой формы с помощью ручного или механического воздействия с использованием специального оборудования.
Сама по себе гибка происходит из-за сжимания внутреннего слоя, за счет чего можно производить растягивание и сгибание внешнего слоя. Такие технологические работы пользуются большим спросом, как и оборудование для ручной гибки.
Можно создавать изделия из гнутой проволоки своими руками.

В данном случае для процесса желательно выбирать более мягкие пластичные материалы, чтобы проволока могла легко гнуться, и выполнение работы своими руками не создавало трудностей.
Если же проволока жесткая и имеет большой диаметр, то для ее обработки вручную надо воспользоваться определенными инструментами:
- с помощью плоскогубцев можно создать небольшой изгиб в несколько мм, также ими удобно фиксировать материал для последующей обработки;
- разрезать проволоку на отдельные части можно кусачками или острогубцами;
- одним из самых удобных и универсальных инструментов для сгибания проволоки своими руками считаются пассатижи (разновидность плоскогубцев).
Перед тем как начинать вручную изгибать материал для колец, лучше создать на бумаге определенный шаблон и периодически сверяться с ним во время работы. Простые фигуры можно делать и без участия шаблонов.
Например, для создания обычного прямоугольного хомута, достаточно сначала зажать часть проволоки слесарными тисками, а на оставшемся куске выполнить изгиб под прямым углом с помощью плоскогубцев или молотка.
Правила для ручной гибки
Выполняя ручные работы по гибке проволоки своими руками, следует придерживаться определенных правил безопасности, которые смогут защитить ваши руки от возможных травм:
- Перед началом работ желательно надеть на руки перчатки из толстой плотной ткани;
- Материалы следует хорошо закреплять, чтобы они не выскочили из тисков во время их загиба;
- Все станки и инструменты для ручной работы должны быть исправны;
- Не кладите тяжелые предметы на край стола (например, задев плоскогубцы, вы можете уронить их себе на ногу и получить ощутимый ушиб, а то и травму пальцев);
- Проводя одной рукой работы с проволокой, другую старайтесь держать подальше от места сгиба (плоскогубцы могут сорваться и поранить руку).
Правила безопасности защитят ваши руки, но сам процесс гибки своими руками все же является довольно сложным и трудоемким. Гнуть изделия вручную можно только в том случае, если бы обладаете определенным опытом и знаниями.
Гнуть проволоку в больших объемах помогает специальное оборудование. Давайте изучим его более подробно.
Способы обработки
Если говорить о гибке проволоки в больших масштабах (на производстве или специализированном заводе), то для его пластической деформации пользуются различными способами.
Один из самых распространенных и экономичных — это бухтовый метод обработки.
В данном случае на бухты происходит намотка проволочных колец, а затем осуществляется их подача на роликовые двухплоскостные станки, которые выравнивают проволоку.
Видео:
После происходит обработка материала на гибочном оборудовании (создается необходимая форма), в конце проволока обрезается, и весь цикл работы повторяется вновь.
При этом вся работа полностью автоматизирована, что позволяет сэкономить время и средства и создать с помощью приспособления несложную изогнутую конструкцию, у которой длина развертки около 1000 мм.
Для обкатки проволоки своими руками существуют специальные приспособления, которые состоят из неподвижных шаблонов определенных радиусов закругления (радиус может быть как один, так и несколько).
Материал обкатывают вокруг созданного шаблона с помощью прижимных роликов.
В основном, эту технологию применяют, чтобы создавать гнутые изделия, имеющие небольшой радиус изгиба (примерно такой же, как диаметр проволоки).
Способ проталкивания проволоки напоминает способ работы 3-х валкового оборудования на профилегибочном и пружинонавивочном станке.
Проталкивание материала в приспособление осуществляется с помощью специального провода, затем происходит его прижим к различным валикам, в связи с чем возможно изменение параметров изгибов и осуществление переходов на разные радиусы.
Данное приспособление позволяет гнуть разные конструкции, имеющие сложную конфигурацию и большие радиусы изгиба на развертке — от 1000 мм и более.
Видео:
Выровнять проволоку можно, применив рихтовочное оборудование или специальное приспособление. В данное оборудование входят агрегаты, состоящие из вращающихся правильных рамок или двухплоскостных правильных блоков.
При этом вращающиеся рамки предпочтительнее, так как они позволяют выровнять материал более плавно.
Профессиональное оборудование
Если для гибки проволоки своими силами используют лишь самые простые приспособления (тиски, плоскогубцы), то для массовой промышленной обработки материала пускают в действие профессиональные станки (например, для производства колец для ключей, или пружин для ручек).
Станок для гибки проволоки, имеющий одну гибочную консоль, является одним из самых простых и дает возможность создавать гнутые изделия простой формы. Длина развертки в данном случае не должна превышать 1000 мм.
Двухконсольные станки могут работать с длиной развертки более 1000 мм.
Материал разрезается на необходимые куски, затем производится его деформация с двух концов одновременно.
Такое оборудование позволяет создавать изделия, имеющие большое количество изгибов. Станки, имеющие только одну консоль, данную работу выполнить уже не могут.
Также на двухконсольных станках можно сделать фигуры с закрытыми изгибами.
Гибку проволоки на так называемых 3D станках в наше время все более и более популяризуют.
Видео:
Сделать объемную пространственную гибку можно, применяя поворотную гибочную консоль, которая управляется автоматизированной системой.
К сожалению, такая обработка материала стоит довольно дорого, поэтому в основном детали создают, используя простую плоскую гибку, а после при необходимости производят автоматическую сварку отдельных частей.
Но за счет сварочных швов, изделия становятся более хрупкими и недолговечными, поэтому их стоимость относительно бюджетная.
Из проволоки могут быть изготовлены предметы различной конфигурации и назначения. Во время работы важно правильно согнуть материал, поэтому при диаметре металлической нити более 1 мм желательно использовать специальные приспособления.
Об основных видах этого типа инструментов, а также о том, как изготовить станок для гибки проволоки своими руками будет рассказано в этой статье.
Основные способы гибки
Если необходимо выполнить небольшой объём работ, то для гибки проволоки используются ручные приспособления. Для изгибания материала из мягких металлов или когда диаметр проволоки не превышает 3 мм, применяются плоскогубцы или круглогубцы. Эти инструменты позволяют надёжно зажать часть изделия в одном инструменте, а с помощью другого произвести изгиб проволоки на нужный угол.
Таким образом можно согнуть материал и при помощью столярных тисков. В этом случае проволока фиксируется в вертикальном положении, а изменение направления также осуществляется с помощью плоскогубцев или любого другого зажимающего устройства или механизма.
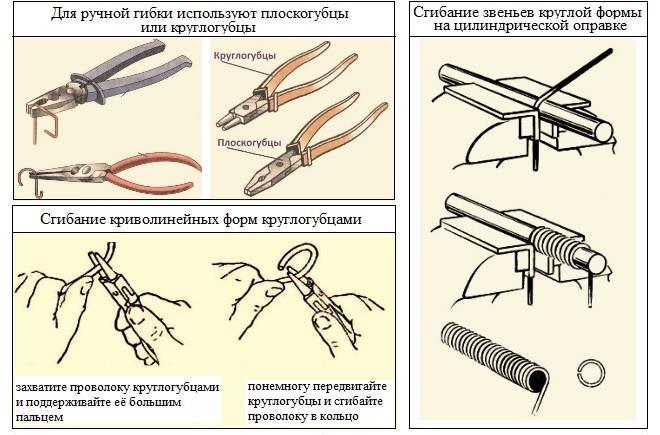
Если необходимо выполнить изгиб округлой формы, то для этой цели применяют любой подходящих по диаметру прут, который также зажимается в тисках. Округлый изгиб потребуется изготовить при самостоятельном изготовлении пружин из упругой проволоки.
Для этого достаточно зажать прут или трубу подходящего диаметра в тисках, зафиксировать с одной стороны конец проволоки, и пассатижами осуществить накрутку проволоки на необходимое количество витков.
Если проволоку приходится изгибать слишком часто, то наиболее правильным решением будет приобретение специальных приспособлений или станков.
Инструменты для изгибания этого материала представляют собой конструкцию, в которой зажим проволоки и её изгиб осуществляется за счёт мускульной силы человека. В станках, как правило, используется электрические приводы, а для изготовления сложных изделий такие машины оснащаются электронным управлением.
Правила при работе
Гибка проволоки не является сложным процессом, но для эффективной работы с этим материалом необходимо придерживаться следующих правил:
- Для работы необходимо использовать перчатки из плотной ткани.
- Применять только исправные инструменты и автоматические машины.
- Если для выполнения этой операции применяются тиски, то прежде чем приступить к процессу, необходимо убедиться в надёжной фиксации заготовки.
- Перед выполнением изгиба следует выровнять заготовку.

Выполнение этих рекомендаций позволит не допустить брака и получения ранений в случае резкого высвобождения материала из удерживающего устройства. Также следует позаботиться об исправности проводки и правильном заземлении, при использовании станков работающих на электричестве.
Использование оборудования
Если объём работ достаточно велик, то выполнить большое количество операций позволит оборудование, оснащённое электрическим мотором. Применение станков значительно увеличит производительность труда, но на начальном этапе потребуется приложить некоторые усилия для изучения процесса работы проволокогибочной машины.
Наиболее экономным станком для гибки проволоки, считается бухтовое оборудование, в котором подача материала осуществляется из объёмных мотков.

Процесс гибки проволоки на таком оборудовании осуществляется следующем порядке:
- Проволока из бухты подаётся на роликовый механизм, который осуществляет выравнивание материала.
- Выровненная проволока поступает на гибочный механизм.
- На следующем этапа происходит изгиб и отделение проволочного изделий.
- После отрезания готового изделия процесс повторяется.
Чтобы сделать работу по изгибу проволоки максимально комфортной применяют станки с ЧПУ.
Несмотря на значительную стоимость такого оборудования, окупаемость вложений в бизнес производится в течение нескольких месяцев. Оснащённые микропроцессором станки позволяют не только полностью автоматизировать процесс, но и производить сварочные работы изогнутых изделий.
Приспособление своими руками
Если приспособление для гибки проволоки будет использоваться только для домашней работы, то можно изготовить ручной станок самостоятельно. Оборудование сделанное собственными руками не будет отличаться высокой производительностью, но для выполнения ежедневных операций в небольшом объёме такого изделия будет вполне достаточно.

Для самодельного станка потребуется приготовить следующие материалы:
- Листовая сталь 4 мм.
- Стальной прут 20 мм.
- Профильная труба 20*20 мм и 30*30 мм.
- Две гайки 12 мм.
- Стальная труба ¾.
- Болт 12 * 70 мм.
- Втулка с реактивной тяги автомобиля Ваз 2106.
Также для выполнения этой работы потребуется подготовить инструменты:
- болгарку;
- сварочный аппарат;
- дрель и сверло по металлу 20 мм.
Изготавливается приспособление для гибки проволоки своими руками в такой последовательности:
- Из стального листа болгаркой вырезается прямоугольник размером 150*80 мм.
- Отступив от стороны меньшей длины примерно 30 мм, ровно посередине необходимо сделать отверстие диаметром 20 мм.
- От металлического прутка отрезать кусок длиной 45 мм.
- Установить отрезок прутка в сделанное ранее отверстие и приварить его с обратной стороны.
- Вырезать из металлического листа прямоугольник 70*30 мм.
- Сделать в пластине 70*30 мм два отверстия диаметром 16 мм. Отверстия должны быть равноудалены от краёв пластины, а расстояние между ними должно быть равно 20 мм.
- Приварить к пластине 70*30 мм гайки М12 таким образом, чтобы они совместились со сделанными ранее отверстиями. Для того чтобы идеально центрировать гайки перед сваркой их рекомендуется наживать на болт, который следует продеть в отверстие.
- От стальной трубы ¾ отрезать кусок длиной 45 мм.
- К получившемуся цилиндру из металлической трубы приварить пластину 70*30 мм, таким образом, чтобы отверстие трубы находилось в одном ряду с ранее просверленными отверстиями 16 мм. При выполнении этой работы пластину следует разместить ровно посередине высоты стального цилиндра.
- Отрезать от профильной трубы 30*30 мм кусок длиной 400 мм.
- Приварить отрезок профильной трубы к стальной пластине 70*30 мм. Соединение металла осуществляется со стороны противоположной приваренному цилиндру. Таким образом получится рычаг с цилиндром и 2 отверстиями на конце.
- От профильной трубы 20*20 мм отрезается кусок длиной 100 мм.
- Отрезок профильной трубы приваривается к краю пластины 150*80 мм. Расположить этот элемент необходимо от одного из углов до уровня приваренного ранее металлического прутка.
- Из металлического листа вырезать пластину 70*40 мм. Эта деталь будет предназначена для упора заготовки, поэтому её необходимо также приварить к отрезку профильной трубы.
- Втулка от реактивной тяги надевается на болт 12 мм, который затем следует ввернуть в приваренную к рычагу гайку.
- Рычаг с втулкой одевается цилиндром на приваренный к станине отрезок металлического прута.
- Для надёжной фиксации станка во время работы, рекомендуется закрепить станину на ровной горизонтальной поверхности с помощью резьбовых соединений или сварки.
Изготовление станка можно считать завершённым.
Гибка проволоки осуществляется следующим образом:
- Заготовка кладётся на боковую площадку таким образом, чтобы передняя часть была введена в промежуток между центральным цилиндром и закреплённой на рычаге втулкой.
- Рычаг поворачивается на необходимый угол.
- Заготовка снимается со станка, обрезается и используется по назначению.
Если самодельный станок был сделан из качественных материалов, а сварочные швы выполнены на профессиональном уровне, то устройство можно использовать не только для обработки проволоки. В этом случае возможно применить изделие для гибки трубы, в том числе профильной, диаметром до 10 мм.
Полезное видео
Посмотрите видео, где человек показывает, как собрать несложную конструкцию арматурогиба для сгибания прутков и квадрата:
На втором видео обзор механизма для гибки проволоки и завивки крючков:
Заключение
Что используют для гибки проволоки подробно рассказано в статье. Для работы с этим материалом можно использовать как простые инструменты, так и сложные установки позволяющие выполнять большое количество операций в минуту.
При ограниченном бюджете можно самостоятельно изготовить механическое устройство, которое не будет уступать по качеству заводским изделиям.
Автор admin На чтение 4 мин. Просмотров 2.5k. Опубликовано 22.07.2018
Производство различной продукции требует применения деталей из проволоки, которой придается определенная форма (самый простой пример — проволочные рамки).
Если в бытовых условиях простейшая гибка проволоки может быть осуществлена вручную с применением простейших инструментов и приспособлений, то в промышленных целях используется оборудование различной сложности (вплоть до станков 3Dгибки (объемной) с числовым программным управлением).
Работа с проволокой в домашних условиях
Существует несколько способов, благодаря которым ручная гибка проволоки своими руками становиться достаточно простым процессом. Если речь идет о мягком пластичном материале, то проблем в работе не возникает никаких. Такая проволока легко гнется голыми руками, поэтому придать ей нужную конфигурацию очень просто.
Если же речь заходит о работе со стальной, достаточно жесткой проволоки или материалом большого диаметра, то приходится применять простейшие инструменты, приспособления и шаблоны, которые позволяют придать изделию необходимый вид:
- Круглогубцы позволяют выполнить изгиб проволоки на маленький радиус.
- При помощи плоскогубцев удобно удерживать заготовку, с их помощью можно гнуть проволоку под различным углом.
- Резка материала осуществляется при бокорезов (острогубцев, кусачек).
- Самым универсальным инструментом считаются универсальные плоскогубцы — пассатижи.
В зависимости от требуемой конфигурации изделия можно применять оправки (шаблоны) различной формы. Так обычный прямоугольный хомут можно сделать, зажав один край материала в слесарных тисах, после чего выполнить необходимый изгиб при помощи обычного молотка.
Сложные формы требуют применения более совершенного оборудования.
Способы гибки проволоки
Технологически гибка тонколистового металла и проволоки во многом сходны. В процессе выполнения работ материал претерпевает пластическую деформацию, при этом одна его сторона сжимается, а другая растягивается.
На практике применяют следующие способы обработки:

- Гибка проволоки из бухты. По этой технологии сбухтованный материал разматывается и подается в роликовый двухплоскостной правильный станок, который делает проволоку ровной. Дальше материал попадает на гибочное оборудование, где ему придается требуемая форма, после чего происходит обрезка.
- В случаях, когда необходимо выполнить обработку торцов проволоки до придания ей необходимой формы, выполняют гибку проволоки нарезанной на мерные прутки. Оборудование для гибки проволоки по такому методу отличается более простой конструкцией.
Основные способы деформации проволоки можно условно разделить на следующие группы:
- Обкатка проволоки. Простейшее оборудование для этого процесса состоит из неподвижного шаблона, имеющего определенный радиус закругления (более сложные шаблоны могут иметь несколько различных радиусов). Деформация проволоки выполняется путем обкатки материала вокруг шаблона прижимным роликом. Данная технология широко используется при производстве изделий с небольшим радиусом изгиба (примерно равным диаметру проволоки).
- Проталкивание проволоки. Станок для гибки проволоки по данной технологии похож на 3-х валковое оборудование профилегибочных и пружинонавивочных станков. Материал проталкивается специальным приводом в рабочую зону, в которой он поочередно прижимается роликом к различным валкам, благодаря чему существует возможность менять параметры изгиба, осуществлять переход с одного радиуса на другой. Благодаря такому оснащению можно получать изделия сложной конфигурации с большим радиусом изгиба.
- Для выравнивания проволоки используют рихтовочное оборудование. Такой агрегат может состоять из вращающейся правильной рамки или двухплоскостного правильного блока. Считается, что вращающаяся рамка ровняет проволоку более точно.
Станки для работы с проволокой

Высокую производительность и точность обработки могут обеспечить станки для гибки проволоки с ЧПУ.
При этом системы автоматизации и управления могут устанавливаться на разное оборудование:
Станок с одной гибочной консолью считается самым простым типом оборудования для работы с проволокой. Он чаще всего используется для изготовления несложных по форме изделий. При этом существуют и ограничения по длине развертки, она обычно не превышает одного метра.
Двухконсольный гибочный станок применяется для производства сложных изделий, они могут работать с конструкциями, имеющими значительную длину развертки. Перед началом гибки проволока отрезается на мерные куски, при этом процесс деформации выполняется с обоих концов прутка во встречном направлении. Изделия с большим количеством изгибов можно получить только на оборудовании такого типа, одноконсольные станки с такой задачей не справятся. Кроме того, двухконсольные станки позволяют с легкостью выполнять закрытые изгибы (более 180 градусов).
В последнее время все более востребованной становится 3D гибка проволоки ЧПУ (объемная гибка). Пространственная гибка обеспечивается за счет применения поворотной гибочной консоли, управляемой системами автоматики. Недостатком такой технологии считается высокая стоимость оборудования и сравнительно небольшая производительность линии. Поэтому многие производители применяют оборудование для простой плоской гибки, с возможностью автоматической сварки деталей изделий. Но, в то же время, изделие без сварных швов, сделанное на трехмерном станке, отличается большей прочностью.
Совершенствование гибочного оборудования позволило существенно увеличить скорость выполнения работ и повысить точность изгиба. Применение такого оснащение особенно целесообразно при организации серийного производства.
Ну а единичные изделия вполне могут быть изготовлены при помощи простейших приспособлений, правда, без наличия соответствующего опыта сделать это самостоятельно не так просто.