Пайка медных труб не представляет большой сложности. Необходимость в этом возникает во время ремонта или монтажа системы
подачи воды или кондиционирования. Пайку труб можно совершить самостоятельно, если имеются необходимые знания в этой области. Для уверенности в качестве процедуры и последующей эксплуатации медных изделий следует обратиться к специалистам.
Метод пайки труб из меди
Трубы из меди часто используют в отопительной и водопроводной системе. Хотя медь является недешевым материалом, её качественные характеристики не дают сомневаться в надёжности изделий, выполненных из неё. Металл легко поддаётся пайке и не реагирует при высоких температурах на внешние условия. В процессе медь легко соединяется с припоями многих видов металлов. Для неё не требуются дорогостоящие флюсы.
Пайку труб осуществляют уже довольно давно. Поскольку все нюансы работы уже изучены, в процессе соединения элементов обычно не возникает никаких проблем. Сущность данного метода заключается в заполнении стыка между деталями специальным средством, которое называется припой. Припой для пайки медных труб расплавляют при высоких температурах, а затем жидкую массу выливают в стык, заполняя все пространство между элементами, и ждут полного её застывания. Данный вид соединения является надёжным, герметичным и долговечным.
Удобство такого метода заключается ещё и в том, что соединённые детали можно будет легко разъединить, если в этом возникнет необходимость. Для отделения частей трубы место соединения нагревают, чтобы припой стал мягким и податливым.
Среди достоинств
процесса следует отметить:
Высокая прочность и производительность будущего изделия продлит его эксплуатацию. Работая согласно инструкции по работе, пайку металлических деталей сможет исполнить даже новичок.
Инструменты и материалы
Для самостоятельного соединения трубок из меди не требуется какое-то дорогостоящее оборудование или особенные материалы. Все нужные инструменты и средства можно найти в любом специализированном магазине. Для правильного осуществления процесса будут необходимы:
Из дополнительных инструментов понадобятся рулетка, строительный уровень, жёсткая кисточка, молоток и фломастер (или маркер). Работу совершают в рабочей одежде и плотных резиновых перчатках. При подборе припоя и флюса следует учитывать тип планируемой пайки.
Виды припоя
Разновидностей припоев, с которыми гарантировано надёжное соединение трубок из меди при помощи пайки, множество. Обычно специалисты используют низкотемпературные варианты элемента. С низким нагревом материала соединения создаются без деформации меди. Минусом такого выбора выступают некачественные швы, у которых понижены механические качества.
Для получения максимально прочных соединений
следует использовать высокотемпературные припои (свыше 450°С). Но работать с ними могут только опытные мастера. При термическом воздействии на металл существует высокая вероятность совершения прожига, если у человека нет необходимых навыков в такой работе. Пайку деталей кондиционеров и холодильных агрегатов совершают только с высокотемпературным припоем.
Если применяется низкотемпературный метод (до 450°С), тогда специалисты используют бессвинцовые припои для пайки меди, с помощью которых возможно создание достаточно устойчивых к механическим нагрузкам соединений. Обычно такие припои производят на основе олова с добавлением небольшого количества висмута, селена, серебра или сурьмы. Более дешёвые элементы изготавливают из олова со свинцом. Но данный вариант нельзя применять при обустройстве водопровода, через который поступает питьевая вода, потому что свинец является токсичным материалом.
Флюс для пайки
При низкотемпературной пайке чаще всего используют флюс, выполненный на основе хлорида с цинком. Но можно приобрести и любое другое средство, предназначенное для тех же целей. Одним из них является канифольно-вазелиновая паста.
Иногда пайку трубок совершают без применения флюса. Но прочное соединение элементов возможно только с высокотемпературной пайкой, при которой используются наиболее качественные припои из олова и серебра.
Как паять медные трубы
 Высокотемпературную пайку трубок проводят при температурах 650 °C -750°С, низкотемпературную — при 210 °C -240°С.
Высокотемпературную пайку трубок проводят при температурах 650 °C -750°С, низкотемпературную — при 210 °C -240°С.
Пайка труб из меди
не так сложна в исполнении. Процесс должен осуществляться при хорошей вентиляции помещения. Работу рекомендуют проводить в защитной одежде и перчатках. Чтобы выполнить качественное соединение всех деталей, надо придерживаться следующего алгоритма действий:
- Медную трубку разрезают инструментом на необходимое число кусков. Труборез располагают перпендикулярно к оси трубы, тогда рез получится максимально ровный.
- Затем металлические отрезки зачищают металлической щёткой, а торцы избавляют от заусениц и металлической пыли специальным ёршиком. Наждачная бумага в этом случае не подойдёт, поскольку от неё остаётся медный песок на поверхности металла, который понижает качество сцепления припоя с трубой.
- Диаметр края одного из отрезков трубы увеличивают с помощью труборасширителя. Затем в такой отрезок из меди сможет легко войти труба с обычным типоразмером.
- Расширенный торец трубы тоже зачищают металлической щёткой.
- На торец трубы наименьшего сечения равномерно наносят флюс для пайки медных труб. Проделывать процедуру следует аккуратно, иначе избыток средства может попасть в трубу и образовать в ней застывшие капли, из-за которых в последующем будет явно слышно движение воды.
- Обработанные концы трубок вставляют друг в друга. При этом удаляются остатки флюса с помощью влажной тряпочки.
- Место соединения прогревают горелкой. Когда флюс на одной из трубок приобретёт серебристый оттенок, нагрев металла прекращают.
- К месту соединения подносят припой, который плавится из-за высокой температуры и заполняет полость стыка. Когда область шва будет полностью заполнена припоем, процесс пайки останавливают.
Место соединения оставляют остывать, его следует оградить от любых типов механических повреждений. Когда шов остынет, его протирают влажной тряпочкой, удаляя оставшийся флюс и припой. Если проигнорировать остатки флюса на поверхности труб из меди, то в будущем это приведёт к коррозии в соединении.
Новичкам в этом деле советуют сначала потренироваться с ненужным расходным материалом, чтобы в последующем совершить правильную и качественную пайку труб. Пробная процедура поможет понять нюансы процесса.
Когда стыки нагреваются горелкой, следует смотреть, чтобы пламя не передерживалось в одной точке. Поскольку температура обычно достигает
1000 °C, участок соединения равномерно разогревают в течение 20−25 секунд.
В конце процесса пайки систему трубопровода следует тщательно промыть при помощи значительного напора воды. Именно так можно полностью избавить трубки от излишков флюса и припоя, которые остались в застывшем виде внутри соединения.
Если ответственно подойти к работе, то пайку труб из меди можно будет выполнить без сложностей. Знание технологии и предварительная тренировка с материалом поможет качественно осуществить поставленную задачу.
ОБЩИЕ СВЕДЕНИЯ
Техника соединения медных труб легка и надежна. Наиболее распространенной техникой
соединения является капиллярная пайка. Данный способ основан на капиллярном эффекте,
суть которого заключается в том, что при небольшом расстоянии между стенками двух
смачиваемых поверхностей, жидкость за счет адгезии поднимется вверх по капилляру,
преодолевая силу тяжести. Именно данный эффект позволяет припою равномерно
распространяться по всей поверхности независимо от положения трубы (можно, например,
подавать припой снизу).
Для улучшения качества пайки и повышения коэффициента адгезии используются специальные
флюсы, а поверхности под пайку предварительно зачищаются.
Это самый надёжный, оптимальный способ соединения медных труб. При соединении труб
высокотемпературной пайкой, всю систему можно даже заливать бетоном, что не допускается
при резьбовом соединении.
Пайка твердым припоем осуществляется при температуре выше 425°С, но ниже температуры
плавления соединяемых металлов. Она происходит за счет поверхностных сил адгезии
между расплавленным припоем и нагретыми поверхностями основных металлов. Припой
распределяется в соединении под действием капиллярных сил.
Нельзя путать пайку
твердым
припоем
с пайкой
мягким припоем
, хотя операции очень близки. Соединение металлов при пайке
мягким припоем происходит при температуре ниже 425 °С.
ВЫБОР ОБОРУДОВАНИЯ И МАТЕРИАЛОВ
Таким образом, для выполнения работ по пайке медных труб необходимо выбрать следующее:
- Инструмент для медных труб
- Припой, который будет использоваться при пайке.
- Газовую горелку, которая будет расплавлять припой.
Этот выбор обусловлен двумя исходными параметрами:
- Максимальный диаметр применяемой медной трубы.
- Среда (или жидкость), которая будет внутри труб.
- Цена, которую готов потратить заказчик на выполнение работы.
Эти три важных параметра будут в первую очередь определять выбор того или
иного инструмента или припоя.
I. Инструмент для медных труб
Процесс подготовки концов медной трубы для проведения пайки сводится к следующим
операциям:
Р
езка медной трубы
труборезом для резки
медных труб
. Труборезов много. Выбор определяется диаметром используемых
медных труб, а также удобством его использования. Например,
есть ли необходимость использования
трубореза в труднодоступных местах. Необходимо ли наличие ножа фаскоснимателя
в корпусе трубореза, а также наличие запасного отрезного ролика. Играет роль
и цена
. Чем
больший диаметр режет труборез, тем, конечно же, он дороже.
Снятие фаски и грата с краев медной трубы
фаскоснимателем
.
Эта операция производится для снятия заусенцев с внутренних и
внешних краев труб для облегчения
всовывания трубы в трубу или фитинг. Фаскосниматели бывают двух видов: в виде
карандаша, либо в круглом корпусе. Круглый фаскосниматель ограничен максимальным
диаметром медной трубы в 36мм, но при этом более удобен и дороже.
Расширение трубы труборасширителем. Эта операция производится
при бесфитинговом монтаже медных труб, т.е. когда не применяются дорогие фитинги,
что при определенном объеме работы экономит монтаж. Расширяемая медная труба
должна быть или мягкой или отожженной! После расширения одного из концов медной
трубы можно трубу вставить в трубу, либо в фитинг. Выбор труборасширителя зависит
от диаметра медной трубы и финансовой состоятельности заказчика:

Качественные пасты, используются с мягким припоем, в соответствии с DIN EN 29453,
содержат флюс в соответствии с DIN EN 29454-1 3.1.1.C, проверены по DVGW регистрационный
№ F1 028, для соединений пайкой медных труб с медными, из красной бронзы и латунными
фитингами в системах горячего и холодного водоснабжения в соответствии с DVGW, предписание
GW 7, содержание припоя 60%, остатки флюса на 100% растворимы в воде.
Газовые горелки на одноразовых баллонах для пайки мягким припоем.
Либо газовые горелки работают со стационарными газовыми баллонами

Пайка медных труб
Необходимым условием надежной пайки является чистота поверхности. Перед операцией
пайки очищают соединяемые металлические поверхности от грязи
губками РОФЛАЙЗ
.
(Использование абразивных материалов для зачистки строго воспрещено!)
Необходимо предотвратить попадание масла, краски, грязи, смазки и алюминия на поверхность
соединяемых металлов, иначе они будут препятствовать попаданию припоя в соединение,
смачиванию и соединению припоя с металлическими поверхностями.
При соединении двух труб одного диаметра в системах холодного и горячего водоснабжения,
а также в отопительных установках, где температура теплоносителя не превышает 110
градусов C, можно обойтись без фитинга. С помощью специального приспособления –
ТРУБОРАСШИРИТЕЛЬ
– окончание одной из соединяемых труб можно самостоятельно расширить для капиллярной
пайки. Такая операция возможна при работе с мягкой или отожженной медью
.
После расширения трубки одну трубку вставляют в другую так, чтобы она входила
на длину не менее диаметра внутренней трубы. Между стенками внутренней и наружной
труб должен быть зазор 0,025-0,125 мм (рис. 1).
Рис. 1. Установка соединяемых пайкой труб
Соединяемые трубы, нагревают равномерно по всей окружности и длине соединения.
Обе трубы нагревают пламенем горелки в месте соединения, равномерно распределяя
теплоту (рис. 2). При этом сам припой нагревать не следует. Соединение не должно
быть нагрето до температуры плавления металла, из которого изготовлены трубы. Применяют
горелку соответствующего размера с несколько уменьшающимся пламенем. Перегрев соединения
усиливает взаимодействие основного металла с припоем (то есть усиливает образование
химических соединений). В итоге, такое взаимодействие отрицательно влияет на срок
службы соединения (рис. 3).
Рис. 2. Размещение горелки при пайке труб: 1 -наружная труба; 2 -горелка; 3 -зона
нагрева; 4 -внутренняя труба
Если вводить в зону пайки припой и пламя горелки одновременно, то соединение
нагреется неудовлетворительно. Внутренняя труба достаточно не прогревается, а расплавленный
припой не будет затекать в зазор между соединяемыми трубами (рис. 3).
Рис. 3. Распределение припоя в соединении труб:
а — внутренняя труба разогрета до температуры пайки, а наружная труба имеет более
низкую температуру;
б — наружная труба разогрета до температуры пайки, а внутренняя труба имеет более
низкую температуру;
в — обе трубы разогреты равномерно до температуры пайки
Если равномерно разогревать всю поверхность концов спаиваемых труб, то припой плавится
под воздействием их теплоты и равномерно поступает в зазор соединения (рис. 3, в).
Трубы для пайки достаточно прогреты, если пруток твердого припоя плавится при контакте
с ними. Для улучшения пайки, предварительно прогревают пруток припоя пламенем горелки
(рис. 4).
Рис. 4. Расположение горелки и прутка припоя при пайке соединения концов труб,
нагретых до тусклого вишнево-красного цвета: 1 -горелка; 2 -внутренняя труба; 3
-пруток припоя; 4 -наружная труба
Под воздействием капиллярных сил припой поступает в соединение. Этот процесс протекает
хорошо, если поверхность металла чистая, выдержан оптимальный зазор между металлическими
поверхностями, концы труб в зоне соединения достаточно нагреты (расплавленный припой
течет по направлению к источнику теплоты) (рис. 5).
Рис. 5. Перемещение припоя в зазоре между трубами при пайке
Соединение меди с латунью с помощью твердого медно-фосфорного припоя
Для соединения меди с латунью с помощью твердого медно-фосфорного припоя выполняют
указанные выше операции такие же как и для соединения меди с медью.
Перед нагревом соединения наносят небольшое количество флюса, чтобы обеспечить
смачивание припоя на поверхности латуни.
По завершении операции пайки тщательно удаляют остатки флюса горячей водой и щеткой.
Большинство видов флюса вызывают коррозию и должны быть полностью удалены с поверхности
соединения.
Соединение стали со сталью, медью, латунью или бронзой с помощью серебряного припоя
Для соединения стали со сталью, медью, латунью или бронзой с помощью серебряного
припоя выполняют указанные выше операции для соединения меди с медью.
До нагрева, на соединение наносят флюс для последующего смачивания и перемещения
расплавленного припоя в зазоры между соединяемыми деталями.
Нагревают пруток припоя и затем окунают его во флюс. Припой покрывается тонким слоем
флюса, что предотвращает образование окисного покрытия на его поверхности (окиси
цинка).
По завершении операции пайки тщательно удаляют остатки флюса.
Флюсы для пайки
Флюс поглощает определенное количество окислов.
Вязкость флюса увеличивается при насыщении его окислами. Если после пайки остатки
флюса не удалять, то это приведет к попаданию его в соединение и со временем может
вызвать коррозию и утечку.
При пайке используют минимальное количество флюса, а затем тщательно счищают его
остатки после завершения данной операции.
Флюс наносят вдоль поверхности, а не в соединение. Он должен попасть в соединение
до припоя.
Правила пайки медной трубы
- Применяют несколько уменьшающееся пламя, которое создает максимальный нагрев,
и очищает соединение. - Металлические поверхности очищают и обезжиривают.
- Проверяют взаимное расположение деталей и зазоры.
- При пайке наносят минимальное количество флюса снаружи соединения. При пайке
меди с медью при помощи медно-фосфорных припоев флюс не требуется. - Для пайки нагревают соединение равномерно до требуемой температуры.
- Припой наносят на соединение. Проверяют его равномерное распределение в
соединении, используя для этой цели паяльную горелку. Расплавленный припой течет
в сторону более нагретого места соединения. - Остатки флюса тщательно удаляют после пайки.
- Важным моментом пайки является быстрое выполнение этой операции. Цикл нагрева
должен быть коротким, и следует избегать перегрева. - При пайке необходимо обеспечить соответствующую вентиляцию, так как может
появиться вредный для здоровья дым (паров кадмия из припоя и фтористых соединений
из флюса).
Ещё пять тысяч лет назад чеканщики из Египта открыли новый вид соединения металлов методом пайки. Суть метода заключается в создании соединения различных металлов путём заполнения швов припоем, который представляет собой расплавленный материал с температурой плавления меньшей, чем у соединяемых частей изделия. В отличие от стали, медные детали целесообразнее соединять методом пайки, чем сваркой. Это особенно важно, если приходится работать с тонкостенными медными трубами, которые находят широкое применение в отопительных, водопроводных, газовых и холодильных системах. С такой работой может справиться даже новичок.
Особенности труб из меди
Химический состав, который используется при производстве медных труб, на 99% состоит из меди, но допускаются незначительные примеси олова, железа, сурьмы, свинца.
Трубы из меди бывают твёрдыми (не отожжёнными) и мягкими (отожжёнными). Во время изготовления при механической обработке медный материал теряет свою природную пластичность.
Это свойство можно возвратить путём отжига металла, то есть, нагрева его до 600-700 градусов с последующим охлаждением в естественных условиях. В результате таких действий медная труба получает некоторые технологические преимущества перед твёрдой медью. Конечно, мягкая труба проигрывает в прочности, но зато намного превосходит в пластичности, что увеличивает значение её удлинения при разрыве на 40-60%. Это означает, что мягкую трубу можно легко изгибать, не опасаясь её разрыва. Благодаря пластической деформации меди, такие трубы могут исключить разрыв водопровода при случайном его замораживании.
Медные трубы обладают такими достоинствами:
Конечно, более высокую стоимость меди, в сравнении с другими современными материалами можно отнести к её недостаткам, но технология пайки позволяет сэкономить на фитингах.
Методы пайки медных деталей
Неразъёмное соединение труб на промышленных объектах, как и пайка меди в домашних условиях, осуществляется двумя методами:
- Высокотемпературный способ — применяется на трубопроводах, эксплуатируемых при высоких температурах и с большой нагрузкой. Расплавление припоя этим методом происходит при температуре 600-900℃.
- Низкотемпературный метод — используется для систем бытового назначения. При использовании мягкого припоя нагревание места пайки достигает 450℃, а для твёрдого припоя — более 450℃.
Инструменты и приспособления
Конечно, для пайки медных труб своими руками в стандартном исполнении можно использовать многие элементы, которые несложно обнаружить в собственных домашних запасах. В крайнем случае придётся приобрести специальные приспособления для выполнения технологического процесса пайки. Итак, чтобы произвести качественный монтаж медных изделий может понадобиться:
По мощности горелки подразделяют:
- Для разогрева труб и пайки мягким припоем.
- Для проведения работы твёрдым или мягким припоем (полупрофессиональные).
- Для осуществления пайки твёрдым припоем (профессиональные).
- Термофеном можно разогреть легкоплавкий припой. Такой инструмент способен давать струю горячего воздуха до 650℃.
Материалы для соединения меди
Весь технологический процесс пайки медных трубок газовой горелкой можно осуществить с помощью флюса и припоя для меди, а также как с применением фитингов, так и без них.
Флюс и паяльная паста
Флюс для пайки медных труб имеет огромное значение для образования качественного соединительного шва. Он может быть низкотемпературным с активностью до 450 ℃, и высокотемпературным — более 450 ℃.
Применение флюса необходимо в случае:
- качественной очистки поверхности соединяемых труб от окислов;
- защиты места соединения от кислорода, который содержится в воздухе;
- повышения сцепления припоя с поверхностью металла;
- улучшения процесса растекания припоя.
На сегодняшнее время существуют
следующие разновидности флюсов:
- активированные;
- кислотные;
- некислотные;
- антикоррозийные.
Паяльная паста представляет собой густую массу, состоящую из флюса, маленьких частиц припоя и добавок специального действия. Такой состав часто применяется на промышленных предприятиях при пайке радиотехнических деталей на печатных платах. Форма в виде пасты очень удобна для нанесения на мелкие детали.
Виды припоев
Соединение меди и её сплавов можно производить как низкотемпературной, так и высокотемпературной пайкой. Имеется множество мягких и твёрдых материалов, которые способны обеспечить идеальное крепление деталей из металла.
Применение припоев с низкой температурой плавления позволяет спаять детали в условиях, мало влияющих на прочность меди, но при этом соединительный шов имеет худшие механические параметры. Припои для высокотемпературного соединения увеличивают прочность места стыковки металлов, но требует определённых навыков, чтобы исключить пережог меди.
Существует большое количество бессвинцовых припоев, которые способны обеспечить довольно высокое качество стыковочных работ. В основном это сплавы олова (95-97%) с медью, сурьмой, висмутом, серебром, селеном. Лучшими свойствами обладают
серебросодержащие припои. Широкое применение получили и трёхкомпонентные виды, в состав которых входит олово, медь и серебро. Использование оловянно-свинцовых припоев ограничено из-за вредности свинца.
Высокотемпературную пайку осуществляют твёрдыми припоями медно-фосфорного состава. Такие составы при соединении двух медных деталей не требуют применения флюсов. Очень благоприятно влияет на качество стыковки одинаковый коэффициент термического расширения меди.
Изготавливают твёрдые припои в виде профильных стержней, а мягкие — в виде проволоки диаметром 2-3 мм.
Соединительные фитинги
При отсутствии специального инструмента для качественной резки и расширения места соединения, применяются технологические медные переходники (фитинги), которые имеют строго регламентированный диаметр раструба.
При всём разнообразии видов таких деталей чаще используются три основных формы: углы — способствуют изменению направления трубопровода на 90 градусов, тройники — обеспечивают ответвление от трубы и муфты — служат для соединения двух труб.
Фитинги имеют довольно высокую стоимость, поэтому многие специалисты стараются обойтись без них, обрабатывая место стыковки специальными приспособлениями.
Существуют специальные фитинги с готовым припоем, который в виде валика размещён по краям детали. Запаять трубы таким фитингом очень просто нужно только соединить поверхности и нагреть их до температуры плавления припоя.
Технология пайки медных труб
Весь технологический процесс соединения деталей из медного материала условно можно разделить на подготовительные операции и непосредственно сам этап создания крепкого стыка.
Основные операции соединения при помощи горелки:

После полного остывания места стыковки металлов необходимо удалить остатки флюса ветошью, смоченной раствором спирта.
Недопустимые ошибки
 Причиной некачественного соединения двух деталей чаще всего становится спешка, поэтому нужно не забывать контролировать кромки изделия на отсутствие посторонних мелких предметов, которые могут образоваться после резки.
Причиной некачественного соединения двух деталей чаще всего становится спешка, поэтому нужно не забывать контролировать кромки изделия на отсутствие посторонних мелких предметов, которые могут образоваться после резки.
При нанесении флюса важно стараться не пропустить ни одного малейшего участка поверхности, ведь любой дефект может стать причиной плохого контакта.
Если какой-нибудь участок поверхности будет слабо прогрет, это приведёт к слабому сплавлению двух металлов. Перегрев может привести к сгоранию флюса и образованию окалины или окиси на месте пайки, что влияет на её надёжность.
Техника безопасности
Так как паяльные работы ведутся с использованием высокого нагрева, необходимо строго все операции выполнять в защитных перчатках.
Наличие опасных химических испарений может привести к поражению органов дыхания, поэтому работы нужно проводить в хорошо вентилируемом помещении и в защитной маске.
Пайка труб из медного материала не представляет особой сложности. Более подробно расскажет о пайке медных проводов видеоурок, который можно посмотреть на многих сайтах интернета.
Коммуникации из меди являются сегодня редким, но исключительно надёжным вариантом для водоснабжения и отопления частного дома. Бытующее мнение о трудностях монтажа медных трубопроводов на деле не подтверждается абсолютно. Самостоятельная пайка медных труб доступна для непрофессионала, если он знает технологию процесса и владеет инструментами. Освойте тонкости соединения медных труб, соберите личный водопровод и вам больше не придётся никогда заниматься коммуникациями.
Медные трубы хороши тем, что они: не подвержены коррозии, имеют срок службы более полувека, достаточно мягкие, чтобы не бояться перемерзания воды в них. Медь — материал идеально гладкий, это предотвращает образование в налёта в трубах, к тому же материал обладает бактерицидными свойствами.
Обратите внимание! Состав медного трубного материала для домашних коммуникаций должен быть на 99% чистой медью. Сплавы с «добавками» образуют плохо растворимые окислы на поверхности, что препятствует качественной пайке.
Различают две разновидности медных труб, в зависимости от способа их изготовления:
- отожжённые;
- неотожженные.
Эти трубы могут иметь одинаковый состав, но резко отличаются по физическим свойствам.
Отожжённые трубы – это эластичный трубный материал. О степени гибкости можно судить по тому, что продают их в бухтах, намотанными подобно шлангу. Гибкость отожжённых труб является большим плюсом при монтаже. Из них можно формировать разные конфигурации не используя дополнительные детали. Это даёт материальную экономию на фитингах и расходных материалах. Уменьшает трудозатраты, используется меньшее число соединений.
И хотя эти трубы считаются менее крепкими, чем неотожженные, их запаса прочности вполне хватает для коммуникаций в индивидуальных домах.
Неотожженные трубы не подвергают дополнительной обработке – они остаются жёсткими. Приобрести такой материал можно прямыми прогонами, как привычные стальные. Разводка неотожженных коммуникаций проводится с помощью фитингов.
Отопительные системы, а также водопроводные разводки обычно производятся из медных труб. Стоимость меди достаточно велика, однако по причине высоких прочностных и эксплуатационных характеристик именно медь чаще всего используется для подобных целей. Среди прочих достоинств обязательно следует выделить антибактериальные и антикоррозийные свойства, а также замечательную теплопроводность. Таким образом, медь нашла очень широкое применение. Поэтому следует научиться правильно паять трубы из меди, если вдруг такая необходимость возникнет.
Подготовка к пайке – что необходимо знать об этом процессе?
На данный момент паять медь можно двумя основными способами, которые отличаются друг от друга температурой нагрева. Высокотемпературный способ предусматривает повышение температуры до 900 градусов Цельсия, такой метод отлично зарекомендовал себя в трубопроводах, где давление на стенки максимальное. Чтобы припаять медные трубы при помощи высокотемпературного способа, потребуются специальные материалы, в том числе твердоплавкий флюс и твердый припой. Обычный припой здесь не подойдет, поскольку лишь у твердого аналога температура плавления достигает необходимых значений.
Низкотемпературный метод пайки существенно проще, поскольку металл разогревается лишь до 500 градусов, хотя обычно вполне хватает и 380 градусов Цельсия. В домашних условиях именно таким методом обычно привариваются различные медные элементы. Для работы нам потребуется стандартный флюс, который плавится при указанных температурах, а также прут или проволока диаметром до 3 мм. Если же говорить о припое, то он должен быть мягким – отлично подойдет 97 процентный сплав олова с металлами, к примеру, с сурьмой, серебром или селеном.
Чтобы спаянные детали прочно и крепко были скреплены между собой, требуется подобрать соответствующий флюс. Флюс представляет собой специальное вещество, напоминающее пасту по своей консистенции, содержащее в своем составе хлорид цинка. Это вещество наносится достаточно толстым слоем на поверхность трубы или любой другой медной детали. Функции флюса достаточно разнообразны, среди самых важных можно выделить следующее:
- Позволяет припою равномерно растекаться по месту спайки;
- Своеобразный индикатор, который дает возможность определить нужный момент для поднесения припоя и начала процесса спаивания меди;
- Существенно улучшает сцепление меди и припоя;
- Практически полностью удаляет кислород, что предотвращает окисление металлических изделий.
Пайка представляет собой достаточно опасный процесс, поскольку приходится иметь дело с очень высокими температурами, даже при низкотемпературном спаивании. Поэтому требуется быть очень аккуратным, параллельно соблюдая все правила техники безопасности. Следует учитывать все нюансы в работе, ведь раскаленный металл точно так же опасен для здоровья человека, как и сама горелка. Кроме этого медь является отличным проводником тепла, что способствует нагреванию огромной площади трубы, а не только непосредственно спаиваемого участка.
В случае необходимости приваривания медных элементов, не встроенных в трубопроводную систему, требуется предварительно подготовиться к этому процессу. Для таких случаев предусмотрены специальные невозгораемые опоры, на которых медные элементы могут находиться в течение времени, нужного для их полного остывания.
Приспособления и материалы
Для выполнения задуманной нами задачи, потребуется небольшой список подручных средств и инструментов. Большинство из них должны быть в доме у любого домашнего умельца, остальные же можно приобрести в строительных магазинах или одолжить у знакомых. Вот список материалов:
- 1.
Припой. - 2.
Паяльный флюс. - 3.
Специальный экспандер, предназначенный для расширения труб. - 4.
Фаскосниматель. - 5.
Болгарка с тонким диском, ножовка по металлу или труборез. - 6.
Паяльник для меди – для этих целей отлично подойдет пропановая горелка. - 7.
Бумажные салфетки. - 8.
Резиновые перчатки и защитные очки.
Перед началом пайки необходимо отрезать определенный участок медной трубы, для чего мы воспользуемся труборезами. Выбирать этот механизм следует исходя из диаметра труб, а также их расположения. Ведь в труднодоступных местах работать с крупным инструментом будет крайне неудобно. Болгарки и ножовки также могут подойти для этих целей, однако такого качественного среза, как при работе с труборезом не получится.
Следующий этап заключается в удалении на месте среза заусениц и шероховатостей. Заусеницы будут мешать качественному припаиванию, к тому же их отсутствие положительно сказывается на работе трубопровода. Дело в том, что оставшиеся после обрезания заусеницы создают завихрения водяного потока. Если же подобных явлений не возникает, то система трубопроводов не испытывает дополнительных нагрузок и работает без отклонений. Зачистка осуществляется обычной наждачной бумагой средней или высокой степени абразивности. Добиться идеальной гладкости вряд ли получится, но сделать так, чтобы срезанная поверхность не царапалась, под силу абсолютно любому человеку.
После ручной шлифовки можно наносить флюс на наружную часть поверхности трубы.
Специалисты рекомендуют использовать флюс серого цвета. Особенность такого препарата заключается в том, что нагревание способствуют изменению цвета флюса с серого на оловянный. В таком случае определить степень нагревания металла становится несколько проще. Тот же белый флюс моментально становится прозрачным, соответственно, подобрать правильный момент для поднесения припоя существенно сложнее.
Техникой безопасности предусмотрены надежные и качественные резиновые перчатки, которые будут оберегать руки мастера от многочисленных заноз и заусениц, образующихся при обрезании металлических изделий. К тому же некоторые умельцы для шлифования пользуются дрелью с вращающимися насадками-ёршиками. Обычные тряпочные или матерчатые перчатки с легкостью зажёвываются при работе с такими насадками.
Есть некоторые особенности спаивания, о которых обязательно требуется упомянуть. К примеру, флюс можно наносить кисточками, которые не оставляют после себя волосков или ворсинок. Любой мусор, остающийся на поверхности медной трубы, ухудшает ее герметичность после спаивания, что в конечном итоге может привести к протеканию воды.
Что же делать, если щетинки от кисточки все же остались на трубе? Есть два способа устранения возможного дефекта:
- Требуется тщательно очистить поверхность повторно, обработать ее ортофосфорной кислотой, после чего разогреть флюс паяльником и последним слоем нанести олово;
- С использованием горелки. Для этого тонким слоем повторно наносим флюс на медь, после чего накладываем слой припоя, нагреваем до максимальных температур и расплавляем.
В любом случае, после нанесения флюса необходимо вставить медную трубу в раструб. Независимо от толщины флюса, обязательно появятся излишки. Однако вытирать их не придется, поскольку при спаивании срабатывает так называемый капиллярный эффект и припой вместе с флюсом затягивается внутрь. Нагревательный аппарат подносим к месту соединения, чтобы вся влага, оставшаяся на трубах, окончательно испарилась. После этого повторно нагреваем аппарат, на этот раз в течение достаточно продолжительного времени, чтобы медь успела нагреться, а флюс расплавиться до оловянного цвета.
В момент наивысшей температуры, то есть когда флюс приобрел нужный нам цвет, необходимо положить припой, после чего происходит непосредственно процесс спаивания. Требуется быть очень аккуратным, поскольку расплавленный металл может стекать по трубе и нанести ожог на коже или капнуть вниз. Правильно рассчитанное количество припоя позволит избежать появления излишков расплава.
Газовая горелка или паяльник – особенности работы с каждым инструментом
Умелые мастера одинаково качественно приваривают медные элементы и газовой горелкой, и электрическим паяльником. В первом случае необходимо чуть больше мастерства и умения, поскольку работать с инструментом на первых порах бывает сложно. Особенно это касается труднодоступных мест, к примеру, пайка медного радиатора при ремонте автомобиля. В таких случаях используют мощные электропаяльники.

Сам же принцип работы всегда одинаков. Разве что паяльник выполняет работу значительно быстрее, поскольку скорость разогрева у него выше. Кроме этого, высокотемпературный метод спаивания может быть реализован исключительно при помощи паяльника, так как газовая горелка разогреть металлические изделия, в том числе и медь, не способна.
Так что устранить самостоятельно трещины или выполнить пайку медных труб в домашних условиях не составит труда. Это под силу абсолютно каждому.
[Пайка или соединение медных труб] осуществляется по двум распространенным технологиям, с применением низких и высоких температурных режимов.
Узнать, как проводится пайка медных труб своими руками, какова технология процесса, будет интересно каждому начинающему мастеру, ведь на основе медных изделий можно создать эффективную отопительную и водопроводную систему.
Слово пайка подразумевает под собой процесс закупоривания стыковочных швов медных труб и соединительных элементов с помощью припоя.

Припой является пластичным веществом, которое при нагревании плавится, что позволяет ему затекать в стыковые зазоры и, по мере остывания, отвердевать.
Подобная технология пайки дает возможность надежно фиксировать и герметизировать обработанные швы.
Низкотемпературный метод соединения
Низкотемпературная пайка используется при монтаже отопительных, холодильных и водопроводных систем, в которых теплоноситель не превышает 130ºС.
Правила низкотемпературного режима пайки предусматривают рабочую температуру около 450º, которая может использоваться для спаивания деталей с диаметром до 100 мм.
При этом ширина пайки на швах может составлять до 50 мм.
Низкотемпературную пайку еще называют «мягкой», так как в рабочем процессе применяется припой для пайки медных труб, выполненный из низкопрочных и легкоплавящихся материалов, обычно это олово и свинец.
Мягкая пайка нашла свое применение в сантехнике, в холодильных и кондиционерных системах. В данном случае объясняется применение технологии безопасностью процесса, при котором не нужен отжиг.
Высокотемпературный метод соединения
Пайку изделий из меди при высокотемпературном режиме выполняют при температуре, превышающей 450ºС.
В качестве герметизирующих соединителей берут припои тугоплавкого типа, выполненные на основе твердых металлических материалов.
Пайка медных труб твердым припоем позволяет получить шов с усиленными прочностными характеристиками, именно из-за этого технику называют «твердой».
В системах водоснабжения с температурой теплоносителя свыше 1300 и с диаметром изделий не менее 28 мм, выполняется твердая монолитная состыковка.
В газовой промышленности также применяется пайка труб из меди с помощью твердого припоя, который отвечает нужным требованиям прочности и надежности.
Иногда к использованию твердого припоя прибегают в сантехнической сфере, с его помощью монтируют отвод для системы отопления.
Видео:
Особенностью твердой технологии спаивания медных элементов является необходимость проводить отжиг металла.
После такой процедуры медь размягчается и становится податливее при обработке.
При этом нагрев нужно применять минимальный, а остывание соединений должно осуществляться естественным путем.
Дополнительную информацию о существующих методах пайки медных изделий можно посмотреть в видео материале.
Оборудование и расходные материалы для пайки
Самое главное, что для пайки изделий из меди не нужно приобретать дорогостоящий инструмент.
В процессе работы могут понадобиться расходные материалы и оборудование для пайки медных труб из следующего списка:
-
Основной инструмент, без которого не обойтись при спаивании деталей, это паяльник. Использовать паяльник нужно для нагрева соединительного шва. В качестве паяльного прибора может выступать электрический паяльник или пропановая компактная газовая горелка, в комплекте с которой идет сварочный обычный инструмент с функцией переключения;
-
Обязательно под рукой нужно иметь труборез — данный инструмент позволит провести аккуратную резку медных труб. Ведь, по сути, медь — это мягкий металл, поэтому при неправильном нажатии может легко деформироваться;
-
Расширитель для труб — данный инструмент позволит, при необходимости, бережно расширить диаметр медных труб до нужного параметра;
-
Не менее важный инструмент — это фаскосниматель, без него не обойтись, если понадобится убрать заусеницы на обрезанных наружных и внутренних краях изделий. На данный момент есть два типа фаскоснимателей: с округлой формой и формой карандаша. Самым удобным, но не дешевым, является инструмент с круглым корпусом, его нужно применять исключительно для изделий с диаметром не выше 36 мм;
-
Высокотемпературный или низкотемпературный припой. В первом случае это может быть медная проволока, в составе которой присутствует не менее 6% фосфора, в среднем температура ее плавления может составлять 700ºС. Во втором – проволока из олова, такой припой плавится при 350ºС;
-
Флюс или паста для проведения пайки могут представлять собой как твердые, так и жидкие вещества с различными составами. Флюс может быть кислотным и щелочным, в зависимости от типа спаиваемых элементов применяется тот или иной состав. Флюс способствует очистке поверхности от оксидного слоя, тем самым подготавливает ее к надежному соединению. Флюс для спаивания меди может успешно заменить канифоль.
Выбор соединительных элементов
Фитинги представляют собой соединительные элементы, без которых невозможно смонтировать системы водоснабжения, отопления.
Соблюдая правила выбора фитингов, можно добиться прочности швов и исключить протечки.
Поэтому подбирать фитинги для медных труб рекомендуется по типу их соединения.
Для разъемных соединений применяют медные фитинги обжимного и резьбового типа, для неразъемных – пресс-фитинги, а также капиллярные изделия.
По мнению специалистов, для пайки медных труб лучше приобретать капиллярные фитинги, для их припаивания к трубам применяется электрический паяльник или пропановая газовая горелка.
Фитинги из меди с диаметром свыше 67 мм нужно припаивать с помощью твердого припоя, при этом подготовка спаиваемых элементов проходит по тому же принципу, что и для мягкого.
Видео:
Медные трубы и фитинги способны обеспечить вечную систему, так как в ходе эксплуатации не портятся под воздействием окружающих факторов, а значит, не стареют, сохраняют изначальную прочность.
Фитинги и трубы из меди наделены способностью очищать воду, что позволяет их использовать как экологически чистый материал для системы питьевого водоснабжения.
Как подготовить медные элементы к нанесению флюса?
Подогнать медные трубы под нужные размеры можно с помощью ручного трубореза, при этом необходимо учитывать, что его применение позволяет получить ровную кромку, но размер диаметра трубы становится меньше.
Заусеницы образуются только по внутреннему ее краю.
Исходя из этого, дополнительно края медных труб обрабатывают фаскоснимателем и расширителем.
Флюс наносят на поверхность спаиваемых элементов сразу же после их зачистки. Флюс снимает пленочный слой окислов, за счет чего повышаются адгезивные свойства материала.
Наносить кислотный флюс вовнутрь фитингового соединения не рекомендуется.
Видео:
Как только флюс нанесен, детали плотно соединяют между собой путем взаимного вращения, что позволит распределиться паяльной кислоте равномерно по спаиваемой поверхности.
Затем остатки кислоты убирают с помощью салфетки.
Особенности нагрева при мягком спаивании меди
Данная технология пайки требует применения таких вариантов как:
- низкотемпературный флюс (стеариновая кислота или канифоль);
- пропановая газовая горелка;
- газ – в сочетании: пропан с воздухом или же пропан-бутан с воздухом.
Пропановая газовая горелка может иметь компактный или стандартный вид.
Также для мягкой пайки медных труб при необходимости применяют специальный электрический аппарат, с помощью которого можно также эффективно осуществить нагрев соединительных деталей.
Такое устройство уместно, если горелка не может использоваться по причине открытого пламени.
Газовая горелка в процессе пайки медных элементов должна направляться таким образом, чтобы равномерно прогревалось все соединение.
Используя припой, нужно периодически касаться капиллярного шва.
Горелка для пайки медных труб продолжает использоваться до тех пор, пока припой не начнет расплавляться на стыке.
Принцип образования вышеописанного соединения при мягкой технологии спаивания сводится к расплавлению припоя, благодаря нагретым деталям.
Когда припой зальет стыковые зазоры, ему дают отвердеть, особенно важен этот процесс для мягкой пайки, в результате которой удается добиться не слишком высокой прочности соединения.
Видео:
Также не рекомендуется перегревать медные элементы, так как может произойти разрушение флюса.
В некоторых ситуациях горелка с открытым пламенем не может использоваться, тогда лучше применить электрический паяльник.
Такой аппарат состоит из паяльника, источника питания и электрощипцов, более подробно о его эксплуатации в предложенном видео сюжете.
Особенности высокотемпературного нагрева
Газ, применяемый для технологии твердой пайки, может иметь смешанный тип.
Но при этом должен использоваться только газ в сочетании с ацетиленом и воздухом, или газ в определенном соотношении пропана с кислородом, а также допускается газ в сочетании — ацетилен и кислород.
Периодичность нагрева соединяемых медных труб должна быть короткой, а движение горелкой нужно выполнять по длине и окружности шва.
Чтобы ускорить нагрев деталей, горящий газ должен быть не сильным и иметь ярко-голубой цвет пламени.
Видео:
При этом газ должен гореть до тех пор, пока нагреваемые элементы не приобретут вишневый оттенок. В данном случае температура нагрева может составлять 750ºС.
Как только горящий газ равномерно прогреет детали, нанесенный припой начнет сразу плавиться и заполнять монтажные швы.
Чтобы повысить качество пайки, припой можно дополнительно слегка прогреть горелкой.
Дополнить вышеизложенный материал позволит тематическое видео.
Какие горелки лучше для пайки медных труб: по виду топлива, по техническим возможностям
Самым известным способом соединения медных труб является капиллярная пайка. Для реализации этого метода необходим комплект специального инструмента. Если в кустарных условиях труборез можно заменить ножовкой по металлу, то вместо горелки для пайки медных труб профессионалы иногда применяют электрический паяльник.
Хотя этот инструмент менее распространен по сравнению с приспособлением, использующим в качестве топлива газовоздушную смесь для получения узконаправленного пламени. Ведь именно с его помощью нагреваются медные детали, и плавится припой при соединении отдельных элементов трубопроводных систем.
- Конструктивные отличия
- Основные виды
- Приборы для пайки меди со стационарными и съемными баллонами
- Разновидности по типу топлива
- Пропановые горелки
- Газокислородные горелки
- Под МАПП газ для пайки медных труб
- Какую газовую горелку выбрать
- Выводы и видео по теме
Конструктивные отличия
Новые модели газовых устройств, использующиеся для монтажа медных труб, отличаются продуманной конструкцией. Производители выпускают разборное оборудование небольшого веса. Поэтому приборы удобно применять и перевозить.
 Газовая горелка для пайки медных труб
Газовая горелка для пайки медных труб
Аппараты помещаются, например, в слесарный ящик или сумку сантехника. Горелки для пайки медных труб состоят из следующих элементов:
- Форсунки, где газ смешивается с воздушной средой.
- Головки горелки.
- Устройства, для регулировки поступления газовой смеси. Благодаря этому узлу исключается перерасход топлива.
- Редуктора, снижающего давление газообразной смеси, поступающей из баллона и настраивающим режим пайки.
- Узла, выполняющего прямое закрепление и удерживание баллона или шлангового перехода для подключения к емкости с топливом.
Производители выпускают модели, которые дополнительно оборудуются зажигательным элементом — пьезоподжигом. Который быстро разжигает пламя одним прикосновением руки. Поэтому эксплуатация выполняется легко.
Производятся также модели с другими дополнительными элементами. К ним относятся наконечники и переходники. Газовые горелки еще могут иметь вращающееся или копьевидное сопло. Такой конструктивный элемент в некоторых моделях можно менять.
Это позволяет работать с пламенем, которое будет иметь требуемые параметры (скорость поступающего газа, длина факела). Комплектация зависит от конкретного производителя и марки оборудования.
Основные виды
Производители выпускают большое количество газовых приспособлений для пайки меди. Они различаются рабочей температурой:
- устройства бытового назначения, способные создавать температуру до 1500°C;
- профессиональные приборы, у которых минимальный параметр разогрева составляет 1500°C, а максимальное значение — превышает 2000°C.
Газовые горелки для пайки медных труб выпускаются с разными типами узлов, позволяющих подключать одноразовые или перезаправляемые емкости с топливом. Эти части устройства могут иметь резьбовое и цанговое исполнение. Производятся также аппараты, к которым баллоны подключается путем прокалывания.
Приборы для пайки меди со стационарными и съемными баллонами
Горелки для выполнения соединения труб из меди выпускаются не только с одноразовыми баллонами, подключаемыми непосредственно к приборам. Производители изготавливают еще устройства со стационарными топливными емкостями.
 Газовая горелка на баллончик
Газовая горелка на баллончик
Съемные одноразовые баллоны — наиболее удобный вариант. Вентиль на ручки газовой горелки позволяет регулировать количество поступающего топлива.
К преимуществам аппаратов с одноразовыми герметичными баллонами относятся следующие плюсы:
- Легкая перевозка.
- Несложный процесс использования, так как конструкция прибора позволяет занимать любое удобное положение во время работы.
- Возможность подключать к рукоятке различные сопла.
- Не надо подключаться к сети электрической энергии.
- Высокая степень безопасности, потому что есть обратные клапаны, которые способны перекрывать газ при возникновении нештатных ситуаций.
- Предоставляется возможность выполнять регулировку интенсивности пламени, что позволяет изменять скорость нагрева медных деталей и расходного материала в виде припоя.
- Имеется возможность получить швы хорошего качества, если выполняются все условия использования аппарата.
Устройства с одноразовыми баллонами также имеют недостатки. Самым существенным минусом таких приборов является маленький объем баллона с газовой смесью. Поэтому приходится часто покупать новые емкости при выполнении большого количества стыков.
Газовые горелки со стационарными баллонами отличаются возможностью создания пламени, имеющего высокую температуру. Это позволяет использовать в работе тугоплавкие припои, швы получается более качественные.
Разновидности по типу топлива
Используемая газовая смесь влияет на конструктивные особенности оборудования. Для пайки медных деталей применяется пропан, газокислородное вещество и MAPP-газ. Существует также мультитопливо, но оно не применяется в приборах для пайки медных сегментов трубопроводов.
Пропановые горелки
Приспособление, использующее пропан, позволяет эффективно разогревать, плавить, паять медь. Инструмент применяют при работе с металлом, у которого толщина от 2 до 9 мм. Корпус изделия создается из латуни. Для изготовления сопла применяется высокотемпературный металл. Чаще всего — это нержавейка.
 Пропановая горелка для пайки медных труб
Пропановая горелка для пайки медных труб
В пропановых горелках регулировка пламени в большинстве случаев выполняется ручным методом. Для этого используется редуктор. Он расположен на патрубке рядом с соплом.
Пламя пропанового инструмента имеет температуру минимум 1300°C. Поэтому паяльное приспособление широко применяется на практике.
Газокислородные горелки
Такие аппараты используют в качестве топлива смесь кислорода с газообразным веществом. И оснащаются специальным редуктором, позволяющим подавать отдельные компоненты газокислородного вещества, у которых одинаковое давление.
Конструктивные особенности газокислородного оборудования позволяют работать с помощью стабильного и прямонаправленного пламени. Поэтому швы между элементами из меди получаются высокого качества.
 Горелка для пайки медных труб твердым припоем
Горелка для пайки медных труб твердым припоем
Приборы работают с разными видами газообразного топлива. Благодаря такой особенности можно использовать в работе пламя с разной температурой. Пайка с помощью ацетилена позволяет нагреть деталь до 3260°C.
Если же применить бутан, значение температуры составит 2760°C. При использовании водорода и пропана рабочий параметр будет равен соответственно 2680°C и 2640°C.
Под МАПП газ для пайки медных труб
Этот тип оборудования отличается повышенной тепловой мощностью. Поэтому газовые горелки с питанием МАПП газом широко применяются для обработки разных металлов, включая медь. С помощью пламени, образующегося из смеси, в состав которой входит несколько компонентов, можно выполнять следующие операции:
- прогрев;
- плавку;
- отжиг;
- пайку.
 Горелка для МАПП газа
Горелка для МАПП газа
Газовое топливо под названием «Метилацетилен-Пропадиен-Пропан» формирует высокотемпературное пламя с хорошей интенсивностью и формой.
МАП газовые горелки для пайки медных труб создают тепловой поток, у которого температура составляет 2400°C. Поэтому температурная эффективность лучше, чем у пропанового аппарата.
Какую газовую горелку выбрать
Инструмент для пайки меди продается на рынке в большом количестве. Последние модели приспособлений изготавливаются исключительно по новейшим технологиям. Поэтому подобрать газовый нагреватель непрофессионалу довольно трудно.
Перед покупкой рекомендуется определить условия эксплуатации аппарата. Если этого невозможно сделать, выбор следует остановить на универсальной модели. Рекомендуется также принимать во внимание следующие критерии:
- Тип используемого газообразного топлива.
- Мощность аппарата, подбираемая в зависимости от толщины стенок и диаметра труб.
- Сферу применения, потому что устройство для пайки медных элементов не всегда можно использовать для резки металла.
- Материалы, которые можно обрабатывать выбранным приспособлением.
При покупке также нужно учитывать вес. Одним из оптимальным является устройство массой примерно 400 г. Непрофессионалу рекомендуется модель, в комплекте которой присутствуют наконечники стандартного, циклонного и супер циклонного типа. Эти детали позволят выполнять пайку разной конфигурации.
Выводы и видео по теме
Для разовых работ в квартире или коттедже лучше выбрать недорогое оборудование. Устройство даже можно взять у знакомых или напрокат. При отсутствии такой возможности может выручить строительный фен. Он способен разогреть струю воздуха до требуемой температуры, чтобы расплавить мягкий припой.
Если нагреватель планируется использоваться в профессиональных целях, рекомендуется выбрать мощное оборудование. В этом случае лучше купить аппарат, выпущенный известным производителем.
Газовая горелка для пайки медных труб: основные типы горелок + советы потенциальным покупателям

На полках хозяйственных магазинов представлено широкое разнообразие газовых горелок, предназначенных под бытовое использование. Причем в ассортименте много конструкций миниатюрного исполнения, оснащенных баллонами малой емкости, что обеспечивает удобство выполнения различных видов работ.
Предлагаем разобраться, какая газовая горелка для пайки медных труб и прочих целей может стать лучшим инструментом среди существующего ассортимента оборудования. В статье мы подробно рассмотрели устройство и виды таких приборов. Кроме того, привели советы по выбору газовых горелок и их применению для пайки медных изделий.
Конструкция современной газовой горелки
Начнём с анализа конструктивных моментов, характерных для современных моделей газовых горелок.
Оборудование в современном исполнении, рассчитанное под хозяйственное применение, прежде всего, выделяется конструктивным мини-фактором. Это удобное в применении, облегченное и, как правило, разборное на отдельные компоненты оборудование.

Такие аппараты просто транспортировать, поместив, к примеру, в стандартный сантехнический ящик или в слесарную сумку.
Приборы традиционно оснащаются съёмными мини-баллонами, заправленными специальной газовой смесью, благодаря чему обеспечивается высокая рабочая температура и ровный (стабильный) выход пламени.
Большинство конструкций наделяются зажигательным элементом, который обеспечивает розжиг прибора одним движением руки.
Для регулировки пламени используется конструкция плавного изменения давления газа (редуктор), благодаря чему можно настроить оптимальный режим пайки.
Есть исполнение горелок с прямым подключением баллона к соплу, а есть исполнение, где предусматривается шланговый переход.

Следует отметить универсальность хозяйственных горелок с газовыми баллончиками. Другими словами – такие устройства допускают применение не только конкретно под пайку труб, но также под исполнение других задач. К примеру, горелку вполне допустимо использовать в качестве аксессуара туриста.
Разновидности газовых приборов
Существует достаточно обширный ассортимент газовых приборов для пайки, которые логично разделить на виды в зависимости от рабочей температуры.
По этому критерии приборы бывают бытовыми, где показатель разогрева достигает максимум 1500°С, и профессиональными – с рабочей температурой свыше 1500°С.

Тип подсоединения тоже разнится.
- резьбовые;
- цанговые;
- прокалываемые.
Емкость для топлива может быть перезаправляемой или одноразовой.
Что касается топлива, то, в зависимости от источника питания, горелки используют пропан, MAPP-газ, газ-кислород, мультитопливо. Последний вариант не применяют для пайки трубок из меди, но весьма удобен в быту, особенно в походах. Хотя мастера считают такие горелки менее надежными.
Ниже рассмотрим подробнее каждый из упомянутых видов газового оборудования, использующего различный тип топлива.
Вид #1 – пропановые горелки
Пропановый инструмент обеспечивает эффективное производство работ, направленных на разогрев, плавку, пайку металлов относительно небольшой массы. Толщина рабочего металла обычно 2-9 мм.
Как правило, основа пропановой горелки изготавливается на основе латуни. Конструкция сопла делается из высокотемпературного металла, обычно нержавеющая сталь.

По большей части, это приборы с ручной регулировкой пламени посредством управляющего «редуктора» – регулятора, расположенного на патрубке, который переходит к соплу. Горелки на пропане дают температуру пламени от 1300°C.
Вид #2 – приборы под MAPP-газ
Горелки газовые, рассчитанные под питание МАПП газом, успешно используются под разные цели, связанные с обработкой металлов, в частности, меди.
Возможные операции с металлом:
- подогрев;
- отжиг;
- плавка;
- пайка.
Используемая газовая смесь «Метилацетилен-Пропадиен-Пропан» содержит несколько ингредиентов, чем обеспечивается повышенная тепловая мощность.

Эта разновидность горелок характеризуется хорошей формой пламени, высокой интенсивностью теплового потока.
Максимальная температура пламени 2400°C, что демонстрирует улучшенную температурную эффективность по сравнению с пропановыми устройствами.
Вид #3 – газокислородные аппараты
Ещё одна разновидность аппаратов для пайки, плавки, сварки, нагрева, где рабочим источником энергии выступает смесь газа с кислородом.
Особенность конструкции – подача отдельных компонентов смеси с одинаковым давлением (0,5-1 АТИ). Поэтому такие горелки комплектуются специальным редуктором.

Газокислородные приборы поддерживают использование различных газокислородных смесей.
Этот фактор позволяет получать широкий диапазон температур пламени:
- ацетилен – 3260°C,
- водород – 2680°C,
- пропан – 2640°C,
- бутан – 2760°C.
Конструкция газовоздушной горелки обеспечивает стабильное, ровно направленное пламя, что положительно сказывается на качестве пайки.
Вид #4 – газовые горелки мультитопливные
Конструкции мультитопливного исполнения – компактные, малогабаритные, оснащаются дополнительными приспособлениями, к примеру, отражателем тепла или защитой от ветра.

Разновидность газовых горелок, которые отличаются конструктивно тем, что рассчитаны под использование разного типа топлива:
- бензин;
- солярка;
- керосин;,
- спирт и т.п.
Устройства по большей части представлены хозяйственным инструментом, удобным для туристических целей, а также для производства различных бытовых работ, связанных с нагревом.
Достаточно высокая тепловая мощность до 3000 Вт обеспечивает нагрев 1 литра воды буквально за 3 минуты, параметр в характеристиках: 3,0-4,5 мин.
Популярные методы пайки меди
Исходя из размерности (массы, объема) места соединения, а также в зависимости от условий применения и эксплуатации, методы пайки можно разделить на два популярных варианта.
На практике чаще всего используют:
- мягкий припой – Тпл = 250°C максимум;
- жёсткий припой – Тпл = 900°C максимум.
Соответственно, основываясь на выдвигаемых условиях, подбирается для пайки и соответствующая газовая горелка.

Традиционно применяемая методика соединений горелкой для пайки меди основывается на конкретно оговоренной технологии.
- Соединяемые участки медных труб тщательно зачищаются (наждачной бумагой, щеткой), подвергаются обезжириванию с помощью растворяющих химических средств.
- При необходимости точного соединения, сочленяемые детали фиксируются в нужном положении при помощи временного крепежа. Лучше использовать струбцины.
- Далее применяют специальный флюс – раствор, которым обрабатывается область соединения – обычно при помощи кисточки, входящей в комплект флюса.
- Следующим шагом задействуют газовую горелку и равномерно прогревают участок пайки до момента, когда нанесенный на поверхность флюс приобретает темный окрас.
- Вводят в точку спая припой (мягкий или твёрдый, в зависимости от выбора) до полного охвата расплавленным припоем всего участка пайки.
Способ пайки меди, когда применяется низкотемпературный (мягкий) припой, считается более практичным и в особенности для работы, исполняемой непрофессиональными (своими) руками.
Объясняется предпочтение тем, что благодаря применению горелки с низкой температурой пламени, непрофессионал имеет меньше рисков прожечь металл.

Низкотемпературные припои, конечно, дают менее надежное соединение с механической точки зрения, но выполнять такую пайку существенно легче и проще, нежели делать пайку высокотемпературными припоями. Последний вариант требует наработанного профессионального опыта и хорошего оборудования.
Советы по выбору лучшей горелки
Выбор горелки – сложный вопрос, учитывая предлагаемое количество инструмента на коммерческом рынке и современные технологии изготовления газовых горелок.
Поэтому термин «лучший», в данном случае, следует, пожалуй, отнести не столько непосредственно к инструменту – горелке для домашней пайки медных труб, сколько к тем условиям производства работ, какие предполагаются.
Однако если на каждые отдельно взятые условия подбирать определенный аппарат, недолго разориться, в буквальном смысле. А потому, лучшей горелкой логично считать универсальную конструкцию. Ярким примером универсальности выступает, к примеру, аппарат фирмы Castolin – модель СT27.

Среди популярных фирм, поставляющих качественное газовое оборудование для пайки меди, помимо Bernzomatic и Castolin следует упомянуть такие как СЛЕДОПЫТ, DAYREX, Flame Gun, Energy, REXANT, Rothenberger. Кстати, продукция последнего упомянутого бренда отличается довольно высоким ценником.
Кроме производителя при выборе оптимального приспособления для производства пайки, новичкам желательно смотреть характеристики. Если горелка допускает применение практически в любых вариантах исполнения работ, в том числе соединение медных труб и прочие действия, то подобную модель можно брать.
Еще один критерий – тип питания и регулировка пламени. Хорошо, если понравившаяся портативная конструкция для пайки меди будет предназначена под питание от баллонов «SAS/Pro» или «MAPP/Pro» и сможет обеспечить тонкую регулировку и фиксацию пламени.

Что касается комплектации, то горелка для новичка в деле пайки меди должна быть оснащена минимум тремя разными наконечниками:
- стандартным;
- циклонным;
- супер циклонным.
Такой набор наконечников позволит обрабатывать точки паяных соединений самых различных конфигураций и формировать красивые малозаметные швы.
Вот, собственно, примерно по такому принципу следует подбирать аппарат под пайку. Современный рынок открывает обширные возможности для выбора подходящей горелки.
Выводы и полезное видео по теме
Видеоматериал о различных типах паяльного инструмента ручного использования, мобильного, универсального и т.д. Информативный, в достаточной степени ролик, рекомендуемый к просмотру:
Инструмент под пайку меди – газовая горелка – это достаточно специфичное оборудование, из числа инструмента, который требуется лишь в определенных случаях, если не считать профессиональную деятельность.
Его приобретение для исполнения одноразовой работы вряд ли следует считать рациональным делом. Практичнее одолжить аппарат на время, например, арендовать, но для этого требуется знать, что такое газовая горелка и как правильно ею пользоваться.
Подыскиваете качественную газовую горелку для пайки медных труб? Или есть опыт применения такого оборудования? Пожалуйста, оставляйте комментарии к статье, задавайте вопросы и участвуйте в обсуждениях. Форма для связи расположена ниже.
Как выбрать горелку для пайки медных труб: обзор лучших моделей
Дорогие читатели, сегодня мы поговорим о сооружении медного трубопровода. В процессе монтажа важно надежное соединение элементов, составляющих конструкцию. Одним из самых простых и надежных способов соединения труб считается капиллярная пайка. Для такого способа монтажа требуются соответствующие инструменты – специальный паяльник или горелка для пайки медных труб.
Правила, особенности и способы пайки медных труб
Пайка труб представляет собой скрепление элементов трубопровода при помощи добавления расплавленного припоя. После того, как припой застывает, соединение становится неразборным, остывший припой крепко фиксирует спаиваемые элементы.

Важно помнить, что температура плавления припоя должна быть ниже температуры плавления соединяемых деталей. Такой способ пайки обеспечивает равномерное распределение припоя по всему месту стыка.
Медные трубы паяются двумя способами:
- Низкотемпературный способ применяется при монтаже бытовых трубопроводов. В этом случае может использоваться как твердый припой, который разогревается до температуры не менее 450 градусов, так и мягкий, разогретый до 400 градусов.
- Высокотемпературный способ используется для монтажа более серьезных трубопроводов, которые подвергаются большой нагрузке. При соединении таким методом припой разогревается до температуры 600-900С.
Что нужно для пайки
Для выполнения капиллярного соединения медных труб потребуются следующие инструменты и материалы:
- инструменты для предварительной обработки соединяемых элементов;
- флюс и припой;
- специальная фум лента;
- инструмент для нанесения резьбы и обжимные кольца;
Виды припоев
Припои бывают двух типов – твердые и мягкие. Мягкий припой представляет собой проволоку из металлов и сплавов с низкой температурой плавления (олово, свинец, серебро и т.д.). Диаметр такого припоя не более 3 мм.
Твердые припои изготавливаются из тугоплавких металлов и имеют больший диаметр.
Соединение, сделанное с использованием твердого припоя способно выдержать серьезные нагрузки.
Флюс и паста для пайки
Для надежности соединения используется флюс или паста. Это вещество исключает попадание в место стыка инородных элементов, шов получается надежным без пор. Флюс бывает на основе борной или соляной кислоты, хлорида цинка. Для того, чтобы создать защитную пленку на месте соединения используются смолы, канифоль, воск.

Флюсы для пайки разделяются на жидкие, твердые и специальные пасты. Готовая смесь дороже, чем прочие материалы, но и работать с ней гораздо удобнее.
Фитинги
Фитингами называются специальные детали, которые монтируются на месте стыка заготовок разного диаметра, соединения нескольких труб в одной точке или при переходе на другой материал трубопровода.
При монтаже используются фитинги из того же материала, что и трубы.
Если приходится использовать фитинги из другого материала, важно, чтобы коэффициент температурного расширения и другие технические параметры материала труб и фитингов совпадали.
Инструменты
Для пайки медного трубопровода потребуются:
- труборез;
- фаскосниматель;
- труборасширитель;
- щетки, ершики, губки.
Разновидности горелок
Представленное на строительном рынке оборудование делится на несколько типов.
Горелки со стационарными и одноразовыми баллонами
Такие аппараты оснащаются одноразовыми газовыми баллонами с пропаном, ацетиленом и т.д. К преимуществам использования этого типа оборудования относятся мобильность, простота в эксплуатации, безопасность.
Единственный недостаток горелок с одноразовыми баллонами – каждый раз после работы необходимо менять баллон.
Можно использовать такой инструмент как при монтаже водопровода, так и системы отопления.
Ручные горелки
К достоинствам такого оборудования относится в первую очередь компактность. С помощью ручного паяльника удобно собирать трубопровод в маленьком помещении, паять трубы в самых труднодоступных местах.

Ручная горелка работает на одноразовом баллоне с горючим газом. Инструмент оснащается регулятором длины пламени, в комплект обычно входят сопла разных диаметров. Инструмент не требует подключения к электросети. Если соблюдать все правила работы, соединение получается надежным и долговечным. Ручной инструмент легко справится с монтажом систем кондиционирования и прочих бытовых коммуникаций.
Профессиональные горелки
Оборудование, относящееся к категории профессионального способно работать с особо тугоплавким припоем. Оно используется при монтаже конструкций на промышленных объектах, где трубопровод подвергается значительным нагрузкам.
Преимущество промышленных горелок – высокая температура пламени.
Большой вес и габариты не позволят работать в тесной квартире. Для использования в бытовых и личных целях приобретать такие устройства нецелесообразно – такого качества соединения бытовые коммуникации не требуют, а стоимость аппарата выше, чем у других типов.
Самодельные горелки
Иногда мастера используют аппараты, собранные своими руками. Они отличаются по своим характеристикам и относиться и к ручному, и к стационарному типу. Самодельные горелки состоят из тех же базовых элементов, что и покупные. Однако, не рекомендуется пользоваться такими устройствами, так как нет гарантии безопасности работы. Да и по эксплуатационным характеристикам они обычно уступают фабричному оборудованию.
Как выбрать горелку
При выборе оборудования основное внимание стоит обращать на класс и эксплуатационные характеристики.

Если покупаете горелку только для пайки бытовых трубопроводов, можно обойтись ручным или полупрофессиональным устройством. Такой аппарат стоит дешевле, чем профессиональная горелка и справится с поставленными задачами. Для монтажа коммуникаций, подверженных высоким нагрузкам потребуется использования твердых припоев, поэтому придется приобретать профессиональное оборудование.
Самые популярные модели и изготовители
На строительном рынке сегодня представлено большое количество устройств от различных производителей. Пользуются популярностью газовые горелки отечественного производства: Профи-Тулс; Аллгаз; Донмет. Хорошей репутацией пользуются и заграничные изготовители: Rothenberger; Kemper; Virax; Rems; Uniweld.
Большинство фирм предлагают горелки разных классов – от ручных мобильных устройств для профессиональных мощных аппаратов. Полупрофессиональная пропановая горелка стоит от 1,5 до 10 тысяч рублей. Профессиональные агрегаты обойдутся дороже – минимальная стоимость от 20 тысяч рублей.
Процесс пайки
Перед тем, как приступить непосредственно к соединению отрезанных заготовок, их требуется предварительно обработать. Сначала зачищается место стыка, устраняются мелкие дефекты и заусеницы. После этого поверхности соединяемых труб обрабатываются щетками и ершиками снаружи и изнутри. Нельзя использовать абразивные инструменты, иначе возникнут царапины.
Если требуется, одна трубка расширяется. Диаметр медных труб должен быть таким, чтобы одна заготовка свободно входила в другую. Перед этим ее обязательно нужно нагреть, иначе появятся механические повреждения, которые в дальнейшем повлияют на герметичность соединения.
Для защиты от попадания воздуха в шов и для лучшей адгезии на поверхность наносится флюс или паста.

Только после выполнения подготовительных работ следует приступать к нагреву припоя и труб при помощи горелки. Нагрев необходимо выполнять равномерно, чтобы не допустить перегревания.
После того, как трубы нагрелись, в зазор между ними вводится проволочный припой. Он плавится и заполняет зазор на стыке труб, образуя шов. После остывания флюс удаляется.
Техника безопасности
Во избежание травм и иных неприятных последствий важно соблюдать требования безопасности: монтаж и ремонт трубопроводов выполнять только в защитных перчатках и очках, в рабочей робе, не допускать попадания пламени горелки и касания нагретого металла к незащищенной коже, не работать открытым огнем вблизи легковозгорающихся материалов.
После окончания пайки подача газа обязательно прекращается.
Основные ошибки
Процесс пайки медных труб не особо сложен, однако, новички часто допускают ошибки, которые впоследствии сказываются на качестве соединения. Распространенные ошибки начинающих мастеров:
- недостаточная предварительная обработка места спаивания;
- запрессовка — несоблюдение достаточного зазора между трубами, вследствие чего шов получается неравномерным;
- использование неправильного припоя;
- перегрев труб, который приводит к ухудшению эксплуатационных качеств;
- недостаточно тщательная очистка от флюса после пайки, из-за чего появляется коррозия.
Кроме этого, требуется следовать заранее подготовленной схеме конструкции.
Видео процесса
Для более наглядного понимания процесса монтажа посмотрите видео тут:
Подписывайтесь на новые статьи – впереди много интересного!
Горелки
Горелка RTM-26D60
Экономичная газовая горелка с двумя несъемными соплами с шлангом, без пьезоподжига, с латунным регулятором. Работает на пропане и MAPP-газе, в блистере.
Горелка RTM-1S660
Экономичная газовая горелка с пьезоподжигом и латунным клапаном. Работает на пропане и MAPP-газе, в блистере. Клапан и шланг несъемные.
Горелка HT-1
Горелка подсоединяется к баллону с газом и поджигается. Открытым регулируемым пламенем нагревается нужный участок трубы для припоя.
Горелка Becool BC-HF2
Горелка со шлангом, пьезоподжигом и экраном BC-HF2 предназначена для пайки труб с диаметрами до 20 мм. включительно. Горелка BC-HF2 это надёжная горелка с эргономичной рукояткой, пьезоподжигом и съёмным экраном, работающая на пропан-бутане и МАРР-газе.
Горелка TORCH LV-C
Горелка удобная, лёгкая, простая в эксплуатации, не требующая практически никакого технического обслуживания, работает под любым углом и проникает в труднодоступные места. Со шлангом.
Горелка TORCH LV-A
Горелка газовая LV-A одно сопло (MAPP US) с пьезоподжигом для пайки медных труб.
Горелка JH-1D1
Двойное сопло без шланга, без пьезо-поджига.
Переходник для горелок TJ450
Переходник (из латуни) с американской горелки на европейский газовый баллон с резьбой 7/16″. Подходит для использования с горелками – Bernzomatic, TurboJet с европейскими баллонами.
Отражатель пламени для грелки Baffle for VL-D
Надёжная защита от нагрева: защищает потолки, полы, стены и их покрытия во время пайки.
Снижает риск воспламенения.
Горелка TORCH LV-2B
Горелка удобная, лёгкая, простая в эксплуатации, не требующая практически никакого технического обслуживания, работает под любым углом и проникает в труднодоступные места.
Горелка JH-3SW
Горелка JH-3SW имеет длинный мягкий шланг и пезоподжиг.
Горелка с автоподжигом T-A
Горелка с автоподжигом T-A для одноразовых баллонов с МАПП газом.

Горелка RTM-1S6
Газовая горелка RTM-1S6 с пьезоподжигом для MAPP газ.

Горелка с автоподжигом WK-3SW (со шлангом)
Газовая горелка с дутьем, ручные, с пьезорозжигом со шлангом применяется для пайки медных труб, устанавливаются на одноразовые баллоны для пайки.
Горелка Н01-6В
Пропановые горелки предназначена для сварки, пайки, наплавки и других видов газопламенной обработки металлов. Основное преимущество горелки в том, что не требуется источника электроэнергии и дополнительного дорогостоящего оборудования.
Горелка RTM-030
Профессиональная газовая горелка для твердой и мягкой пайки, с пьезоподжигом. Работает на пропане и MAPP-газе, в блистере.
Переходник для горелок GASEX AD450
Переходник (из латуни) с американской горелки на европейский газовый баллон с резьбой 7/16″. Подходит для использования с горелками — Bernzomatic, TurboJet с европейскими баллонами
Горелка BERNZOMATIC BZ8250HT
Газовая горелка с гибким шлангом поставляется в комплекте с чехлом для баллона MAPP/Pro с креплением на ремень.
Горелка BERNZOMATIC ТS4000Т
Горелка Bernzomatic TS4000 пр-ва США. С пьезоподжигом, тепловая мощность 2190 Вт. Тип пламени: вихревое, время неприрывного горения 4 часа. Работает как на пропане так и на МАПП газе. Кнопка фиксации пламени.
Горелка BERNZOMATIC ТS8000
Подходит для мягкой и твердой пайки, тепловая мощность: 3432 Вт. Горелка одинакого хорошо работает на пропановом американском баллоне и на МАПП-газе. С помощью пьезоподжига горелка включается мгновенно, а для длительной работы у горелки TS 8000 имеется фиксатор пламени. Пламя в горелке регулируется вентилем и встроенным редуктором давления. Горелка Bernzomatic TS 8000 BT имеет функцию антифспышки и защитную переломную проточку. Паяет трубы диаметром до 1 1/8″
Горелка газовая для процесса пайки медных труб: виды и особенности применения
При монтаже трубопровода важно обеспечить надежное сцепление элементов системы. Капиллярная пайка является наиболее распространенным способом соединения труб. Для выполнения работ необходим специальный инструмент – труборез, фаскосниматель, расширитель, а также паяльник для медных труб. Функции последнего может выполнять специальная газовая горелка, иногда строительный фен либо электрический паяльник.

Газовые горелки для пайки труб из меди бывают разных видов
Обзор метода пайки и припоя
Пайка – это получение неразделимого соединения путем ввода припоя между деталями. Припой имеет температуру плавления ниже, чем у соединяемых деталей и благодаря капиллярному эффекту равномерно распределяется по поверхности медных труб независимо от их положения. Повысить коэффициент адгезии и улучшить пайку позволяет применение флюсов и зачистка соединяемых поверхностей. Различают два метода пайки медных труб:
- Низкотемпературный – используется для бытовых систем. Соединение происходит при пайке твердым припоем с температурой выше 450 °С, мягким припоем – менее 400 °С.
- Высокотемпературный – применяется для систем со значительной нагрузкой. Плавление припоя происходит при температуре 600-900 °С.
Мягкий припой представляет собой проволоку диаметром от 2 до 3 мм, изготовленную из свинца, олова, сплавов из них, иногда с добавлением серебра или других элементов. Твердый припой выполняется в виде стержней. Соединение с его применением отличается стойкостью к высоким температурам и давлению.
Для соединения труб из меди применяют мягкий и твердый припой
Распространены также самофлюсующиеся медно-фосфорные припои, содержащие серебро. Они отличаются более высокими деформационными характеристиками, жаростойкостью (до 200 °С), безопасностью для окружающей среды, улучшенной текучестью и не вызывают коррозию. Добавление фосфора позволяет снизить до 750 °С температуру плавления меди, а практически равные коэффициенты температурного расширения меди и припоя повышают прочность соединения.
Оборудование для пайки
Для проведения пайки необходимы:
- инструмент для труб;
- припой, использующийся для пайки;
- паяльник (газовая горелка), расплавляющий припой.
Перед соединением проводятся подготовительные работы для пайки медных труб. Инструменты выбираются исходя из максимального диаметра применяемой трубы и вида вещества, которое будет в ней при эксплуатации.
Для разрезания изделия перпендикулярно оси используется труборез. Удалить заусенцы с внешних и внутренних краев для облегчения всовывания труб друг в друга можно при помощи фаскоснимателей. Они бывают в круглом корпусе и в виде карандаша. Более удобен круглый инструмент, но он дороже и ограничен диаметром трубы в 0,36 см.

Для монтажа медного трубопровода понадобится и такой инструмент, как труборез
Конец одной трубы, в которую будет помещен конец другой, должен быть расширен с помощью труборасширителя на глубину, равную ее диаметру.
Важно! Труба, которую расширяют, должна быть мягкая либо отожженная.
Подготовка внутренней поверхности медных труб производится специальными губками или ершиками. Внешняя сторона обрабатывается щетками. Нагрев поверхности по всей площади соединения выполняется горелкой для пайки медных труб. На ее сопло устанавливается рефлектор для предотвращения потерь тепла и защиты близлежащих горючих материалов.
Виды газовых горелок
Газовые горелки для пайки медных труб – это оборудование, состоящее из:
- узла для крепления газового баллона;
- форсунки;
- приборной головки;
- устройства для регулировки подачи газа;
- редуктора.
Разные модели горелок для пайки медных труб могут оснащаться вспомогательными деталями – переходниками, наконечниками и т. д. По критерию применяемой горючей смеси данное оборудование делится на:
- пропановые горелки для пайки медных труб;
- инструмент, использующий MAPP-газ.
По техническим возможностям различают: бытовые газовые горелки (температура пламени от 1000 до 1500 °С) и промышленные (температура пламени от 1500 до 2000 °С).

Газовые горелки различаются типом потребляемого топлива и назначением
Также можно выделить ацетилен-кислородные горелки; с баллоном для одноразового применения либо на стационарной основе. Это оборудование позволяет обеспечить высоконадежное соединение магистралей и составных частей разных систем твердым и мягким припоем.
Пропановая горелка бывает универсальная и специального назначения. Она обычно оснащена функцией пьезоэлектрического поджига, режимом экономии газа и его подачи. Горелка для пайки медных труб с использованием MAPP-газа эффективнее, чем пропановая благодаря высокой энергии сжигания. Несмотря на достаточно высокую температуру горения, пламя мягкое и не пережигает материал трубы.
Пайка краевых и угловых мест производится газовым паяльником для медных труб.
Горелки с одноразовым и стационарным баллоном
Самое компактное оборудование для пайки медных труб – газовая горелка с одноразовым баллоном. Для топлива можно использовать ацетилен, пропан или другие смеси газа. На ручке горелки находится вентиль, регулирующий подачу горючего. Преимущества использования такого устройства для пайки медных изделий:
- Простота: нет надобности в источнике электропитания, оборудование является удобным в эксплуатации.
- Многофункциональность: на одну рукоятку подходят до пяти различных сопел.
- Мобильность: есть возможность регулировки мощности пламени, положения относительно соединения, скорости нагрева.
- Безопасность: инструмент оборудован обратными клапанами, которые при необходимости блокируют подачу газа.
- Высокое качество: соединения будут прочными и долговечными, если выполнять условия технологии сварки газовыми горелками.
Газовые горелки со стационарным баллоном позволяют получить высококачественное соединение. Их пламя способно расплавить практически все металлы, которые используются в промышленности.

Горелка с одноразовым баллоном — это удобное и легкое в обращении оборудование
Важно! Диаметр соединения получается в два раза ниже, если проводить пайку медных труб твердым припоем. Горелки для этой технологии можно выбрать ацетилен-кислородные.
Особенности выбора газовых горелок
Выбор газового оборудования для проведения пайки медных труб достаточно велик. На рынке представлены многие производители, например, Rems, Rothenberger и др. Диапазон цен широкий и зависит от модели.
Функции горелки предполагают не только пайку, но и резку металла, разморозку, обработку при высоких температурах, обогрев. Пропановая горелка удобна при работах на ветру.
Инструмент выбирают по таким характеристикам:
- тип горелки: инжекторная, безинжекторная;
- мощность: чем она больше, тем эффективнее работа с толстостенными трубами;
- вид газа: например, пропановая, ацетиленовая. Некоторые горелки многофункциональные и могут быть использованы с другим газом. Рекомендуется приобретать инструмент, работающий на одном виде топлива. Пропановая горелка используется в основном в промышленности.
- предназначение: если горелка произведена для пайки, то она не очень пригодна для резки;
- материал изделий, подлежащих обработке.
Выполнение пайки медных труб требует соблюдения правил техники безопасности: надевать защитные перчатки, которые сохранят руки от ожогов; проводить работы в проветриваемом помещении с хорошей вентиляцией; перед проверкой соединения убедиться, что оно остыло.
Выбор горелки в первую очередь зависит от целей, которые стоят перед мастером
Некоторые правила проведения пайки
Чистота поверхности является важным условием проведения надежной пайки. Запрещено для зачистки использовать абразивные материалы. На поверхности не должны попадать масла, грязь, смазки и т. д., поскольку это будет препятствовать смачиванию, попаданию припоя в соединение. После вставки одной трубы в другую должен оставаться зазор в 25-125 мкм между наружной и внутренней стенками.
Для предотвращения попадания воздуха в шов, снятия окислов, повышения текучести припоя, улучшения адгезии применяют флюсы либо пасты. Они бывают высокотемпературные (более 450 °С) и низкотемпературные (до 450 °С). Флюс для пайки медных труб наносится кисточкой равномерным тонким слоем.
Нагрев труб проводится по всей длине и окружности соединения, распределяя теплоту равномерно. Пламя горелки следует несколько уменьшить, поскольку перегрев усиливает взаимодействие припоя с металлом, а это отрицательно сказывается на сроке службы соединения. Одновременное введение припоя и пламени в зону пайки приведет к неравномерному нагреву. В соединение под действием капиллярных сил попадает разогретый припой.
Важно! После завершения процесса пайки остатки флюса следует удалить для предотвращения протечек и коррозии металла.
Поэтапная пайка стыка труб
При пайке мягким припоем процесс имеет следующую последовательность:
- собирается обработанный и расширенный под раструб стык;
- на внутреннюю зону раструба и внешнюю поверхность медной трубы наносится флюс и собирается трубный узел;
- оборудованием для пайки медных труб прогревается до 300-400 °С место стыка. Контроль температуры прогрева происходит по цвету флюса: только он станет темнеть – необходимо брать припой.
- раскрутив проволочный припой, его конец вносится в зону пайки. При соприкосновении с нагретой трубой он плавится, скользит по флюсу к месту шва, заполняет пространство между раструбом и трубой. В процессе пайки труба поворачивается.
Во время процесса пайки на шве может образовываться наплыв из разогретой массы припоя.
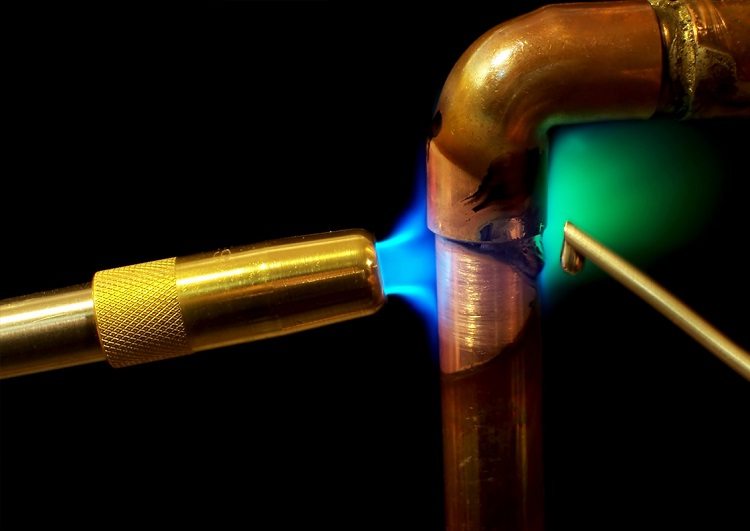
Каждый метод пайки имеет свои правила и особенности
При высокотемпературной пайке медных труб, используя твердый припой, процесс отличается на стадии его плавления:
- собирается и обрабатывается флюсом узел стыка;
- используя необходимое оборудование, конструкция нагревается и помещается на жаростойкую поверхность;
- в место стыка раструба и трубы вводится припой, который разогревается газовой горелкой;
- труба слегка проворачивается и припой, размягченный горелкой, наматывается на последующую часть стыка до получения кольцевого шва.
Герметичность и качество пайки медных деталей зависит от физических характеристик соединения и процесса пайки. Состыковку труб с помощью газовых горелок можно проводить самостоятельно; соединения повышенной прочности выполняются специальным оборудованием.
Газовые горелки для пайки медных труб в Москве
- Паяльники и паяльные лампы
- Туристические газовые горелки
- Горелки для котлов отопления
Газосварочная горелка инжекторная KEMPER 1217

Газовая горелка настольная GT-25 с пьезоподжигом REXANT
Горелка для пайки медных труб с пьезоподжигом Kemper 1062E
Горелка газовая, тип «Карандаш», 2 насадки для пайки, 200 мм// Sparta
Горелка газовая Вега ГГУ-15 АГУК-2Т
Горелка газовая ARMERO A710/112
Горелка газовая Armero 114 резьба 7/16 пьезо
Горелка T-C со шлангом
Комбинированная горелка FBR GM X 1 TC + R. CE D1/2″ — S
Горелка газовая, тип «Карандаш» c пьезоподжигом, 4 насадки для пайки, 200 мм// Sparta
Горелка газовая ECOS (лампа паяльная) GTI-100 005916
Насадка для горелки газовой ручной для пайки TOPEX 44E136
Горелка для MAPP газа FavorCool T-D пьезо-поджиг
Набор для газовой пайки TOPEX 44E110
Сопло для пайки медных труб подходит для горелки Vulcane Express 4728
Горелка пропановая ПТК ГВ-3В-01
Горелка газовая, тип «Карандаш», 2 насадки для пайки, 130 мм// Sparta
Горелка газовая на бутановый баллон, диаметр сопла 12 мм// Сибртех
Горелка для пайки ГЗУ «донмет» 247
Газовая горелка STAYER MASTER 55584
Горелка газовая TJ99-M
Газосварочная горелка инжекторная KEMPER 1217
Газовая горелка PROconnect (механическая большая)
Горелка ацетиленовая Г-2-05 6/6 (нак 1,2,3) (шт)


Горелка газовая на резьбовой баллон, ручной поджиг, 20*6,5*3 см (AGT-S-02)
Насадка для горелки газовой ручной для пайки TOPEX 44E135
Газосварочная горелка инжекторная ПТК ГВ-501В
Горелка газовая RUNIS Premium P04 портативная, пьезоэл., газогенер. трубка, цанговый захват (4-051)
Газовый баллон с сжиженной смесью Bernzomatic PRO MAX, 400 гр. (Мапп газ)
Горелка пропановая газовоздушная ГВ-3Р (кровельная) рычажная (шт)
Газ для пайки медных труб Rotorica MAP Pro, 1л
Газовая горелка с пьезоподжигом «ProTerm» на баллон, регулировка пламени, цанговое соединение
Газовая горелка 2 в 1, пьезоподжиг, регулировка пламени, 4 насадки, 1200 °C
Газовая горелка STAYER MASTER 55506-H4
Газовая горелка «ProTerm» на баллон, регулировка пламени, вихревое пламя, цанговое соединение
Пайка HS Горелка JH-1 (марр-газ) без поджига
Насадка для горелки газовой ручной для пайки TOPEX 44E131
Газовая горелка 2 в 1, пьезоподжиг, регулировка пламени, 4 насадки, 1200 °C
Набор для газовой пайки TOPEX 44E116
Горелка газовая KS-1005, автоматическая (пьезо)
Горелка газовая на бутановый баллон, пьезоподжиг// Сибртех
Горелка пропановая газовоздушная ГВ-3Р (кровельная) рычажная «РОАР» (шт)
Sturm! Горелка газовая Sturm! 5015-KL-08
Горелка газовая МТ-4// Sparta
Газовая горелка-насадка GT-18 (механическая с регулятором) паяльного типа REXANT
Горелка газовая Rexant 12-0018 GT-18 (1 штука)
Горелка пропановая ПТК ГВ-3В-02
Газовая горелка ГВР-60-90 BLACK STAKAN
Горелка для MAPP газа FavorCool T-CA (пьезо-поджиг, со шлангом)
Горелка газовая! Цвет: темно-синий
Горелка для пайки Bernzomatic TS99
Горелка для газовой пайки BernzOmatic Горелка для газовой пайки UL2317 BernzOmatic
Чтобы выполнить операции по наплавке, сварке и иные виды обработки металлических изделий при помощи газопламенного метода соединения, используют соответствующие агрегаты. У газовой горелки имеется немало положительных качеств, среди которых необходимо упомянуть об устойчивости пламени, которая сохраняется даже в условиях сильного ветра. Благодаря этому создаются комфортные условия для работы, проводимой на открытом воздухе.
В конструкции горелки газовой для пайки медных труб можно выделить определенные элементы:
Существуют отдельные модели горелок для пайки медных труб, в оснащении которых могут быть предусмотрены особые дополнительные элементы. Скажем, подобные приспособления могут быть оборудованы автоматическим пьезоподжигом, переходниками, предназначенными для пропановых баллонов разной формы, ветрозащитой, транспортировочным чехлом и пр. Благодаря подобной комплектации значительно упрощается процесс пайки медных труб.
Газовые горелки для пайки медных труб могут отличаться друг от друга по таким признакам, как толщина и форма металла, используемого для работы с помощью подобного приспособления. Встречаются в продаже и специальные газовые горелки для пайки медных труб, рассчитанные на определенный тип газа.
После того как удастся удостовериться в отсутствии проблемных мест, можно заняться выбором рабочего давления газа, исходя из стоящей задачи. После этого вентиль нужно открыть на половину оборота, далее горячую смесь зажигают, а затем, используя вентиль или редуктор газовой мини-горелки, начинают настраивать интенсивность пламени. Выполнив вышеперечисленные операции, основной инструмент для сварки труб из меди или иных металлических изделий будет готов к использованию.
Настало время более подробно ознакомиться с устройством газового аппарата для пайки эжекционного типа, рассчитанной на работу с металлами в условиях высоких температур. Источником работы ручной газовой горелки выступает баллон, содержащий сжиженный газ. Подобное приспособление отличается высокой экономичностью, поскольку здесь имеется возможность настройки интенсивности подачи газа.
Газовая горелка ручного типа имеет довольно простую конструкцию, что в полной мере относится и к принципу ее работы. Поступление газа обеспечивает вентилируемый кран, расположенный на баллоне или шланг редуктора. По мере движения он поступает в подводящую трубку, находящуюся в основание горелки. Оказавшись там, газ идет в вертикальный канал стойки, откуда попадает в центральное отверстие жиклёра.
Далее газ начинает в ускоренном режиме поступать в жиклер, а затем, не теряя темпа, выходит из отверстия. После этого он направляется по каналу радиатора к рассеивателю. Этот процесс сопровождается подсасыванием из золотника воздуха, без которого невозможно обеспечить процесс горения. Попав в рассеиватель, смесь начинает разделяться на два потока: вспомогательный и основной.
Эжектор оснащен поворотной гильзой золотника, предусматривающей радиальные отверстия, за счет чего появляется возможность настраивать количество поступающего воздуха.
В устройстве газового агрегата для пайки можно выделить следующие основные компоненты:
За исключением рукоятки, процесс изготовления элементов горелки, предназначенных для пайки, проводится на токарном станке. Причем лучше всего создавать элементы на основе латуни или бронзы. Медь же будет неподходящим для этого вариантом. Выбор в пользу указанных металлов обусловлен тем, что им присущи высокие характеристики теплопроводности, а также неподверженность коррозионным процессам и высокая прочность.
При изготовлении корпуса жиклёра, непосредственно жиклёра и крышки для него желательно использовать сталь. Для создания регулировочной иглы рекомендуется применять стальную вязальную спицу. Для сальника, используемого для уплотнения резьбы, рекомендуется брать фторопласт. Таким образом, при наличии указанных материалов вполне реально изготовить самодельную горелку для пайки изделий, в том числе и труб, своими руками.
Следует отметить, что при наличии чертежа создать газовую горелку не так уж и сложно. Но это работа потребует немало времени, в первую очередь это касается жиклёра. Создать выходное отверстие размером 0,1 мм можно, просверлив сквозное отверстие, диаметр которого должен быть равен 0,4 мм. Далее нужно взять небольшой шарик, и с его помощью, делая все предельно аккуратно, зачеканить созданное отверстие, доведя его до необходимого размера.
Таким образом, должна получиться надежная портативная горелка, с помощью которой можно сваривать металлические изделия, в том числе и трубы, из различных металлов.
Заключение
Большой выбор разнообразных приспособлений для пайки металлов и заготовок из него позволяет подобрать наиболее подходящий вариант. Газовая горелка способна эффективно справиться за такой задачей. Причем для этого необязательно идти за ней в магазин. Если подготовить все необходимые материалы и инструменты и основательно изучить технологию изготовления, то подобные приспособления можно собрать своими руками, тем самым сэкономив на сборке.
Перед тем как приступить к созданию газовой горелки, нелишним будет ознакомиться с ее принципом работы и устройством. Подобные знания будут полезны по той причине, что это поможет упростить процедуру ее изготовления, учитывая, что мастер будет иметь представление о том, из каких элементов состоит горелка и какую роль играет каждый из них в работе.
Пайка меди в домашних условиях
Мягкие металлы довольно сложно поддаются термической обработке. Пайка меди, латуни и бронзы в домашних условиях чаще всего выполняется твердым припоем, хотя иногда используются специальные пасты.
Теория
Медь – один из древнейших металлов, который используется людьми для создания различных украшения, приспособлений и коммуникаций. Характеризуется высокой пластичностью и розовато-красным цветом, иногда с золотистым оттенком. В домашнем хозяйстве медь наиболее часто применяется в водопроводных трубах, в отоплении, т. к. она не поддается коррозии и устойчива к перепадам температур.
 Фото — медные соединения
Фото — медные соединения
Существует множество видов пайки, для меди применяется капиллярная. Она позволяет максимально аккуратно и прочно соединить две части трубопровода или радиодеталей. Также это термическое воздействие делится на:
- Высокотемпературное;
- Низкотемпературное.
Высокотемпературная пайка характеризуется более высокой прочностью шва. Помимо этого она позволяет обеспечить соединению термоустойчивость, что очень важно для различных коммуникаций. Но при этом, этот вид работ не используется на резьбовых соединениях. Для проведения такой пайки требуется специальное оборудование – горелка с пьезоподжигом и ацетилом, пропаном.
 Фото — медные элементы
Фото — медные элементы
Низкотемпературная используется при работе с мягкими припоями (пастями, гелями). Главное достоинство этой методики – простота и легкость проведения работ. Проводится при температуре ниже, чем 425 градусов, поэтому спайка может производиться даже паяльником. Он заключается в том, что под воздействием определенной температуре припой, нанесенный на зазор между деталью и соединяемым участком, расширяется, закрывая собой зазор.
 Фото — процесс пайки
Фото — процесс пайки
Также есть одно важное правило, которое нельзя нарушать ни в коем случае. Пайка меди и алюминия, или алюминия с латунью строго запрещена. Она выполняется для электрических проводов, например, если нужно разветвить проводку в старых домах. Это запрещено из-за разности линейного теплового расширения металлов и вероятности короткого замыкания в месте стыка.
Инструменты для пайки
Перед началом работы нужно подготовить специальные инструменты и приспособления для пайки медных соединений. Вам понадобится:
- Газовая или кислородная горелка для пайки меди (с азотом, ацетатом и т. д.);
- Припой (для капиллярной пайки согласно ГОСТ Р 52955-2008);
- Щетка (жесткая, но не металлическая) и абразивная бумага для зачистки медных соединений;
- Фитинги или другие соединяемые элементы;
- Паяльный флюс.
Нужно отметить, что если работа производится на трубных соединениях, то еще может понадобиться фаскосниматель, расширитель, специальное устройство для резки. Все эти приспособления можно найти у профессионального сантехника, чтобы не покупать их.
 Фото — горелка
Фото — горелка
Горелки для меди бывают: профессиональными (для работы с твердыми припоями), для разогрева труб и пайки мягкими пастами, полупрофессиональными или комбинированными. Также есть специальные фены, которыми производится мягкая пайка. Они позволяют быстро разогреть место стыка температурой до 650 градусов.
- Твердые. Они представлены стержнями определенного диаметра, который подбирается исходя из определенного зазора при соединении. Используется при соединении меди с железом в системах водоснабжения, подвода газа и системах кондиционирования. Этот припой может быть с фосфором или серебром;
 Фото — твердый припой
Фото — твердый припой - Мягкие могут быть как в виде пасты, так и тонкой проволоки до 3 мм диаметром. Они производятся со свинцом, оловом. Также иногда процесс осуществляется ортофосфорной кислотой.
Также для соединения медных сплавов обязательно нужно использовать флюс. Он выполняет несколько полезных функций: способствует лучшему растеканию припоя по металлу, защищает место обработки от кислородной пленки, очищает шов от окиси. Флюсы бывают с бурой (для различных высокотемпературных припоев), применяется для среднеплавких соединений золота, меди, бронзы, чугуна, нержавейки. Внешне они выглядят как паста, наносятся специальной кистью.
 Фото — флюс-паста
Фото — флюс-паста
Щетки и абразивные листы (наждачная бумага) нужны для того, чтобы после окончания работ удалять с места шва остатки припоя. Фитинги подбираются исхода из потребных соединений (они могут быть разветвляющими, угловыми, изогнутыми и т. д.).
 Фото — паяльник
Фото — паяльник
Сварка
Рассмотрим, как осуществляется трубная пайка меди и своими руками:
- Любая технология подразумевает подготовку трубы. Вам понадобится обрезать коммуникацию до нужного размера и обработать концы фаскоснимателем. Это нужно для того, чтобы следующий элемент при соединении не повредился и получилось максимально жесткое сцепление деталей;
- На край трубы из меди наносится флюс для пайки, его же намазывают на фитинг или другую трубу. После нужно аккуратно вставить коммуникации друг в друга. Если распайка производится самофлюсующимся припоем или электродом, то флюс можно не использовать;
- В стык вставляется выбранный припой. Нужно отметить, что если используется паста, то её нужно наносить после флюса. Под воздействием определенной температуры вещество начнет плавиться, заполняя собой свободное пространство в трубе. Очень важный момент: на припой нельзя воздействовать прямым огнем, он должен расплавиться только от тепла разогретой трубы;
 Фото — пайка с припоем
Фото — пайка с припоем - Если используется лужение, то флюс и припой наносятся очень тонким слоем, иначе в противном случае, на месте пайки образуется некрасивый объемный шов. Если осуществляется ремонт замков или радиодеталей (usb, контактов), то это может нарушить процесс работы элемента;
- После окончания нагрева инструмент убирается. В этот момент трубу нельзя двигать – соединение еще слишком пластичное, при повороте металлических отводов можно повредить крепление. Остывают медные трубы естественным путем;
- Остается только удалить остатки припоя или флюса щеткой, абразивной бумагой или кистью. Место стыка не рекомендуется переохлаждать первые сутки, когда процесс застывания металла не завершен.
 Фото — после зачистки
Фото — после зачистки
Купить все необходимые инструменты, которыми производится пайка бронзы или меди, можно в любом электрическом магазине, цена зависит от категории. Горелки стоят от 3 долларов до нескольких десятков, стоимость припоя начинается от 5 у. е., флюса – от 3.
Газовая горелка для пайки своими руками

- 1 Материалы и инструменты для работы
- 2 Изготовление ручки и форсунки
- 3 Работы по улучшению регулировки пламени
- 4 Изготовление мини-горелки
- 5 Видео
Многие домашние мастера знают, что такое газовая горелка. Благодаря ей, можно выполнять сварку, наплавку и другие виды обработки изделий из металла, нагревать их и соединять. Принцип работы такого прибора в смешивании горючего газа и кислорода. В результате можно получить стабильное пламя, имеющее огромную температуру, которое тяжело потушить. Такие горелки могут быть универсальными или предназначенными для определенных работ. Тот факт, что пламя устойчивое, позволяет применять этот агрегат на воздухе даже в ветреных условиях. Ее можно как купить, так и сделать в домашних условиях. Если вы не из тех, кто ищет легких путей, предлагаем вам разобраться, как правильно сделать газовую горелку для пайки своими руками.
Материалы и инструменты для работы
 Инструменты для работы
Инструменты для работы
Чтобы сделать обычную горелку, вам понадобятся следующие детали и инструменты:
- дрель;
- болгарка;
- молоток;
- наждачная бумага;
- латунные заготовки для форсунки и рассекателя;
- тонкая трубка из латуни Ø15 мм;
- бруски из дерева;
- тиски;
- ФУМ-лента или уплотнитель из силикона;
- соединительные шланги;
- регулировочный вентиль.
Изготовление ручки и форсунки
 Ручки для горелки
Ручки для горелки
Возьмите латунную трубку и приделайте к ней ручку. Если у вас есть ручка от старой горелки, можно использовать ее – это будет гораздо удобнее. Если таковой нет, можно взять деревянный брусок. Чтобы рукоять удобно лежала в руке, ее можно обработать. В нем нужно просверлить отверстие под латунную трубку. Их диаметр должен совпадать. После чего трубка засовывается в брус и закрепляется там при помощи силикона или эпоксидной смолы.
Для удобства выполнения работ латунную трубку нужно изогнуть выше ручки под углом 45˚.
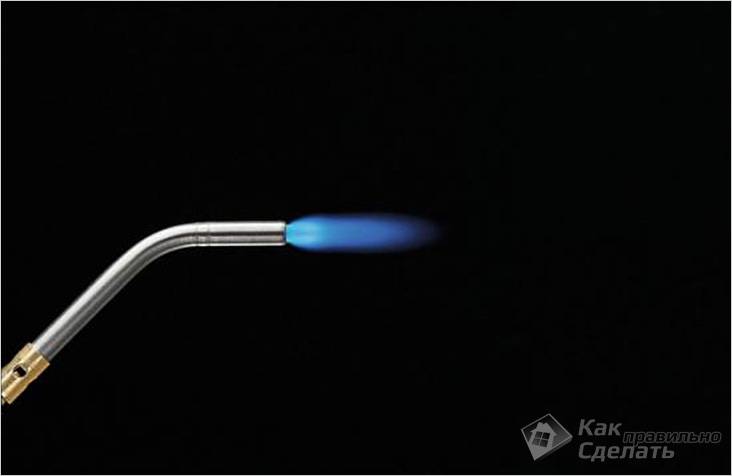 Если форсунка сделана правильно, то пламя ровное
Если форсунка сделана правильно, то пламя ровное
Следующий этап – изготовление форсунки. Это трудоемкий и долгий процесс. К нему нужно подходить с большей ответственностью. Желательный размер отверстия форсунки составляет 0,1 мм. Понятно, что самостоятельно без специального оборудования достичь такого размера будет очень трудно, поэтому нужно просверлить отверстие немного шире, и подогнать края до нужного размера. Все нужно делать аккуратно, чтобы отверстие было ровное и не направляло пламя в разные стороны. Сделав отверстие, зафиксируйте заготовку в тисках. Затем аккуратно молотком наносите удары по будущей форсунке. Делать это нужно вертикально, с «оттяжкой» к центру заготовки. Постепенно деталь нужно прокручивать, обеспечивая идеальное отверстие без уклона.
Выполнив чеканку детали, головку форсунки нужно зашкурить ее наждачной бумаги с мелкой зернистостью. На заднюю часть детали следует нанести резьбу, чтобы соединить ее с трубкой. Более простой метод соединения – пайка форсунки к трубе. Но следует отметить, что в таком случае ремонт каких-либо деталей выполнить будет очень сложно.
В принципе это всё, теперь вы можете подсоединить к трубке баллон с газом, поджечь его и агрегат готов к работе. Но, теперь возникают некие трудности, которые препятствуют нормальной работе и приносят неудобства. Получается, что регулировать газовый поток можно только открывая и закрывая кран на газовом баллоне. В таком случае добиться требуемой силы пламени будет очень тяжело. Что же делать?
Работы по улучшению регулировки пламени
 Горелки с регулировкой силы пламени
Горелки с регулировкой силы пламени
Чтобы обеспечить нормальную работу нашей горелки, необходимо оборудовать ее рассекателем и краном. Подходящее место для монтирования крана возле ручки, выше на 2–4 см. Но его можно устанавливать и на подводящей трубке. Подойдет кран от горелки отслужившего свой срок автогена или его другой аналог. Он стационарно закрепляется на трубке резьбовым соединением. Для уплотнения соединения используйте ФУМ-ленту.
Рассекатель будет установлен на трубу с форсункой. Его тоже нужно сделать из латуни Ø 15 мм. Наиболее оптимальный вариант – цилиндрическая деталь с отверстием для трубки с форсункой. Если таковой нет, сделайте следующее:
- Возьмите латунную трубу Ø 35 мм и отрежьте кусок 100–150 мм.
- Отступив от конца, маркером наметьте 3–5 точек ровно отдаленных друг от друга.
- Просверлите в ней отверстия 8–10 мм сверлом и болгаркой сделайте к ним ровные пропилы.
- Теперь можно подогнуть все к центру и приварить к трубке горелки.
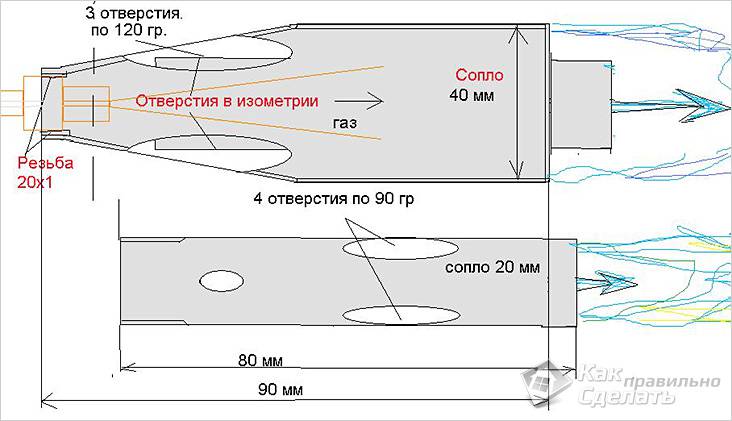 Устройство форсунки горелки
Устройство форсунки горелки
Чтобы правильно закрепить рассекатель, его нужно разместить так, чтобы форсунка выступала на 2–3 мм от места соединения. Благодаря такому приспособлению можно добиться двух целей: защитить пламя от сильного ветра и обеспечить ему поток кислорода, который необходим для более устойчивого и сильного пламени.
Все места сварки можно сгладить при помощи болгарки. Тогда ваша самодельная горелка будет выглядеть более солидно. На этом все. Теперь остается только подвести газ и использовать горелку по назначению.
Изготовление мини-горелки
 Миниатюрная горелка
Миниатюрная горелка
Если вам нужно работать с мелкими деталями или платами, то такая большая горелка вам совсем не подойдет. В таком случае можно изготовить небольшую горелку из подручных средств, которая будет выдавать температуру до 1000ºC. Вам понадобятся:
- Обычная капельница – 2 шт.
- Игла для накачивания мячей.
- Игла для медицинского шприца.
- Паяльник.
- Напильник.
- Медная проволока.
- Плоскогубцы.
- Шлифовальный камень.
- Флюс для пайки.
- Термопистолет.
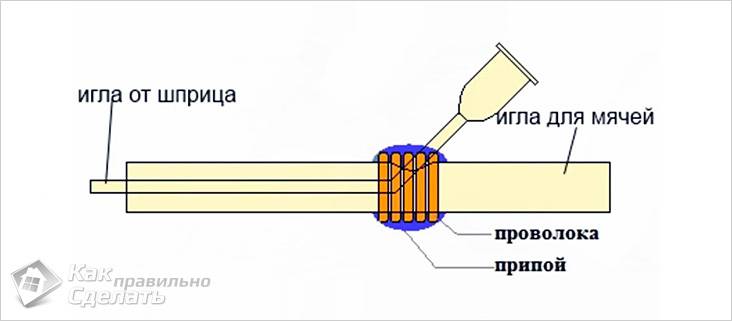 Устройство самодельной мини-горелки
Устройство самодельной мини-горелки
Вооружившись всеми инструментами, можно приступать к работе. Для удобства разделим процесс на такие этапы:
- Первым делом напильником нужно сделать пропил в игле для мяча. Он должен быть немного дальше середины. Бывают иглы, в которых такое отверстие уже есть, это еще лучше.
- Затем возьмите иглу от шприца и изогните ее примерно на 45˚ посередине.
- Так как на кончике игла срезана под углом, ее нужно сточить на шлифовальном камне так, чтобы образовался ровный, прямой срез.
- Вставьте в отверстие иглы для мяча тонкую иглу. Ее кончик должен выступать на 1–2 мм.
- Зафиксируйте иглу, обмотав место соединения тонкой медной проволокой.
 Фиксация иглы Смажьте проволоку флюсом и припаяйте место соединения, чтобы сделать все герметичным.
Фиксация иглы Смажьте проволоку флюсом и припаяйте место соединения, чтобы сделать все герметичным.- Достаньте капельницы и подсоедините их к основаниям двух игл.
- Зажимы-регуляторы сдвиньте к иглам, они будут служить ручкой и регуляторами подачи воздуха и газа.
- Соедините их между собой термопистолетом.
- Вот и все, теперь остается только подключить источник газа (зажигалку или газовый баллончик) и баллон со сжатым воздухом.
Через толстую трубку будет проходить газ, а через тонкую (медицинскую) сжатый воздух. Изменять давление газа и сжатого воздуха можно благодаря регуляторам капельницы. Такая маленькая горелка будет полезна для использования в домашних условиях.
Газовая горелка – полезный инструмент в умелых руках. Для того чтобы иметь ее, необязательно идти в магазин и тратить деньги на покупку. Все можно сделать самостоятельно. Главное, подготовить все материалы и инструменты, а также исследовать технологию по изготовлению горелки. Перед тем как приступать к работе, рекомендуем ознакомиться с устройством инструмента и принципом его работы. Тогда вам будет гораздо легче выполнить все самостоятельно.
Видео
Посмотрите видео о том, как сделать горелку из подручных материалов:
Видео об изготовлении миниатюрной газовой горелки:
Как сделать газовую горелку для пайки металла своими руками
 Газовая горелка для пайки известна многим домашним мастерам, которые часто имеют дело с трубопроводными системами. Основное назначение подобного инструмента заключается в настройке смешивания кислорода и горючего газа. Благодаря этому приспособлению можно обеспечить стабильное пламя необходимой мощности. Газовые горелки могут быть специального назначения и универсальными.
Газовая горелка для пайки известна многим домашним мастерам, которые часто имеют дело с трубопроводными системами. Основное назначение подобного инструмента заключается в настройке смешивания кислорода и горючего газа. Благодаря этому приспособлению можно обеспечить стабильное пламя необходимой мощности. Газовые горелки могут быть специального назначения и универсальными.
Чтобы выполнить операции по наплавке, сварке и иные виды обработки металлических изделий при помощи газопламенного метода соединения, используют соответствующие агрегаты. У газовой горелки имеется немало положительных качеств, среди которых необходимо упомянуть об устойчивости пламени, которая сохраняется даже в условиях сильного ветра. Благодаря этому создаются комфортные условия для работы, проводимой на открытом воздухе.
Принципиальное устройство
В конструкции горелки газовой для пайки медных труб можно выделить определенные элементы:
- узел, выступающий местом размещения газовых баллонов;
- форсунка;
- головка устройства;
- регулятор подачи газа;
- редуктор.
Существуют отдельные модели горелок для пайки медных труб, в оснащении которых могут быть предусмотрены особые дополнительные элементы. Скажем, подобные приспособления могут быть оборудованы автоматическим пьезоподжигом, переходниками, предназначенными для пропановых баллонов разной формы, ветрозащитой, транспортировочным чехлом и пр. Благодаря подобной комплектации значительно упрощается процесс пайки медных труб.
Газовые горелки для пайки медных труб могут отличаться друг от друга по таким признакам, как толщина и форма металла, используемого для работы с помощью подобного приспособления. Встречаются в продаже и специальные газовые горелки для пайки медных труб, рассчитанные на определенный тип газа.
Порядок работы с газовой горелкой для пайки
 Еще до того как начать пользоваться эти устройством для пайки медных труб, следует убедиться, что инструмент находится в работоспособном состоянии. Подготовительные мероприятия сводятся к обследованию разъемных соединений, паяных и соединений рукавов на предмет выявления нарушения герметичности.
Еще до того как начать пользоваться эти устройством для пайки медных труб, следует убедиться, что инструмент находится в работоспособном состоянии. Подготовительные мероприятия сводятся к обследованию разъемных соединений, паяных и соединений рукавов на предмет выявления нарушения герметичности.
После того как удастся удостовериться в отсутствии проблемных мест, можно заняться выбором рабочего давления газа, исходя из стоящей задачи. После этого вентиль нужно открыть на половину оборота, далее горячую смесь зажигают, а затем, используя вентиль или редуктор газовой мини-горелки, начинают настраивать интенсивность пламени. Выполнив вышеперечисленные операции, основной инструмент для сварки труб из меди или иных металлических изделий будет готов к использованию.
Самодельная горелка для пайки медных труб
Настало время более подробно ознакомиться с устройством газового аппарата для пайки эжекционного типа, рассчитанной на работу с металлами в условиях высоких температур. Источником работы ручной газовой горелки выступает баллон, содержащий сжиженный газ. Подобное приспособление отличается высокой экономичностью, поскольку здесь имеется возможность настройки интенсивности подачи газа.
Как работает горелка для пайки медных труб
Газовая горелка ручного типа имеет довольно простую конструкцию, что в полной мере относится и к принципу ее работы. Поступление газа обеспечивает вентилируемый кран, расположенный на баллоне или шланг редуктора. По мере движения он поступает в подводящую трубку, находящуюся в основание горелки. Оказавшись там, газ идет в вертикальный канал стойки, откуда попадает в центральное отверстие жиклёра.
Далее газ начинает в ускоренном режиме поступать в жиклер, а затем, не теряя темпа, выходит из отверстия. После этого он направляется по каналу радиатора к рассеивателю. Этот процесс сопровождается подсасыванием из золотника воздуха, без которого невозможно обеспечить процесс горения. Попав в рассеиватель, смесь начинает разделяться на два потока: вспомогательный и основной.
Эжектор оснащен поворотной гильзой золотника, предусматривающей радиальные отверстия, за счет чего появляется возможность настраивать количество поступающего воздуха.
Из чего состоит самодельная горелка для пайки
В устройстве газового агрегата для пайки можно выделить следующие основные компоненты:
 специальная игла для изменения интенсивности подачи газа;
специальная игла для изменения интенсивности подачи газа;- крышка, обеспечивающая доступ к жиклёру;
- ручка иглы;
- корпус жиклера;
- основание горелки;
- сальник;
- крепежная гайка;
- эжектор;
- гильза золотника;
- жиклёр;
- обойма золотника;
- рассекатель;
- радиатор;
- ручка, обеспечивающая удобство работы;
- трубка для подачи газа.
Как сделать горелку своими руками?
За исключением рукоятки, процесс изготовления элементов горелки, предназначенных для пайки, проводится на токарном станке. Причем лучше всего создавать элементы на основе латуни или бронзы. Медь же будет неподходящим для этого вариантом. Выбор в пользу указанных металлов обусловлен тем, что им присущи высокие характеристики теплопроводности, а также неподверженность коррозионным процессам и высокая прочность.
При изготовлении корпуса жиклёра, непосредственно жиклёра и крышки для него желательно использовать сталь. Для создания регулировочной иглы рекомендуется применять стальную вязальную спицу. Для сальника, используемого для уплотнения резьбы, рекомендуется брать фторопласт. Таким образом, при наличии указанных материалов вполне реально изготовить самодельную горелку для пайки изделий, в том числе и труб, своими руками.
Следует отметить, что при наличии чертежа создать газовую горелку не так уж и сложно. Но это работа потребует немало времени, в первую очередь это касается жиклёра. Создать выходное отверстие размером 0,1 мм можно, просверлив сквозное отверстие, диаметр которого должен быть равен 0,4 мм. Далее нужно взять небольшой шарик, и с его помощью, делая все предельно аккуратно, зачеканить созданное отверстие, доведя его до необходимого размера.
Сборка горелки
Сама процедура сборки предусматривает проведение таких этапов:
 Нужно взять жиклёр и завернуть его в корпус, перед выполнением этой операции следует нанести на стыкующиеся поверхности слой эпоксидной смолы.
Нужно взять жиклёр и завернуть его в корпус, перед выполнением этой операции следует нанести на стыкующиеся поверхности слой эпоксидной смолы.- С обратной стороны корпуса необходимо создать уплотнение на основе фторопласта, а затем затянуть его при помощи резьбовой крышки с иглой регулировки.
- Для установки корпуса жиклёра отводится место в основании газового устройства, а затем его фиксируют при помощи зажимной гайки.
- На корпус устанавливают эжектор путем его навинчивания, после этого крепится золотниковая часть, включая радиатор и рассекатели.
Таким образом, должна получиться надежная портативная горелка, с помощью которой можно сваривать металлические изделия, в том числе и трубы, из различных металлов.
Заключение
Большой выбор разнообразных приспособлений для пайки металлов и заготовок из него позволяет подобрать наиболее подходящий вариант. Газовая горелка способна эффективно справиться за такой задачей. Причем для этого необязательно идти за ней в магазин. Если подготовить все необходимые материалы и инструменты и основательно изучить технологию изготовления, то подобные приспособления можно собрать своими руками, тем самым сэкономив на сборке.
Перед тем как приступить к созданию газовой горелки, нелишним будет ознакомиться с ее принципом работы и устройством. Подобные знания будут полезны по той причине, что это поможет упростить процедуру ее изготовления, учитывая, что мастер будет иметь представление о том, из каких элементов состоит горелка и какую роль играет каждый из них в работе.
Горелка для пайки твердыми припоями
Авторизация на сайте
Горелка вместе с вентилем навинчивается на газовый баллончик, и пользоваться ею очень удобно (рис. 1).
Для изготовления горелки нужно приобрести вентиль со шлангом для портативной плитки. Он продается в магазинах и киосках, торгующих газовыми баллончиками. Вентиль нужно разобрать, нагреть на газовой плите и отпаять металлическую трубку, соединённую с резиновой трубкой. Они нам не понадобятся. Кроме того, нужно приобрести форсунку для примуса и отрезок медной или латунной трубки с наружным диаметром 6 мм.

Рис. 1. общий вид горелки, навёрнутой на газовый баллончик:
1 — горелка; 2 — вентиль; 3 — баллончик.
Горелка (рис. 2) состоит из трубки 1, вкладыша 2, подающей трубки 3 с впаянной на конце форсункой 4. Подающая трубка впаяна в вентиль, который навинчивается на газовый баллончик.
На конце в подающую трубку впаяйте опиленную форсунку для примуса. Такая форсунка имеет отверстие диаметром 0,25 мм. Для проверки соосности форсунки и подающей трубки можно воспользоваться прямым куском тонкой струны длиной 30 мм. Форсунка от газовой плитки непригодна, так как имеет слишком маленькое отверстие (диаметр 0,1 мм).
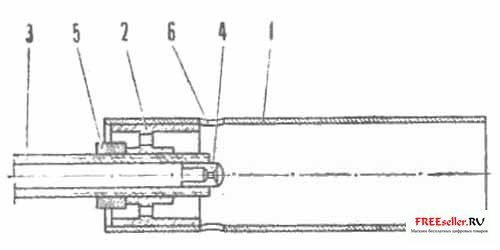
Рис. 2. Горелка:
1 — трубка; 2 — вкладыш, 3 — подающая трубка; 4 — форсунка; 5 — контргайка; 6 — отверстия для дополнительного подсоса воздуха.,/p>
Вкладыш (рис. 3) нужно выточить из стали. Он имеет 10 отверстий диаметром 1,8 мм, которые нужны для подсоса воздуха, необходимого для горения и одновременно для уменьшения нагрева центральной части вкладыша и, следовательно, подающей трубки и форсунки.
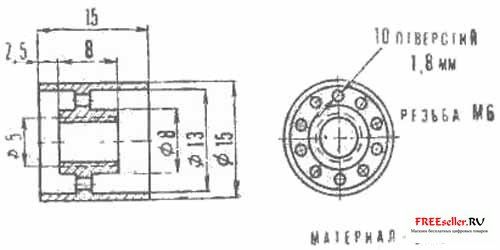
Рис. 3. Вкладыш.
Трубку (рис. 4) согните ив листовой стали толщиной 0,6 мм и стык пропаяйте медно-цинковым припоем, имеющим высокую температуру плавления. Внутренний диаметр сделайте таким, чтобы вкладыш 2 входил внутрь с усилием. На расстоянии 18 мм от края в трубке просверлите 4 отверстия диаметром 4 мм для дополнительного подсоса воздуха в горелку. Вставьте вкладыш в трубку так, чтобы эти отверстия были полностью открыты. Подающую трубку изогните под углом в 45° и другим концом впаяйте в вентиль. После этого соберите горелку и отрегулируйте её.
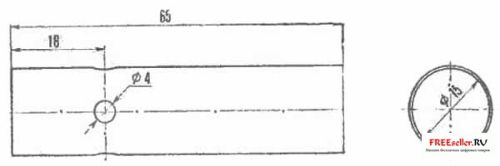
Рис. 4. Трубка.
Закройте вентиль и наверните его на газовый баллончик. Зажгите спичку, поднесите её к горелке и поворотом маховичке вентиля на небольшой угол пустите газ. Если теперь немного увеличить подачу газа, пламя погаснет.
Это значит, что в неё подсасывается слишком много воздуха. Подвиньте вкладыш вперед на 1 мм таким образом, чтобы он частично перекрыл отверстия в трубке. Снова повторите пробу. Горелка стала работать лучше, но всё равно она погаснет при увеличении подачи газа. Движением вкладыша в трубке подберите такое перекрытие отверстий, которое обеспечивает максимальную интенсивность горения./p>
Правильно отрегулированная горелка дает гудящее пламя синего цвета.
Газовые горелки для пайки своими руками: инструкция по изготовлению из подручных средств

Во время ремонта автомобиля иногда приходится прибегать к пайке различных металлических деталей.
Необходимая для этого горелка относится к тем инструментам, которые не обязательно приобретать в магазине — ее легко можно изготовить самостоятельно.
Подобные навыки могут оказаться весьма полезными, ведь не всегда имеется возможность съездить в строительный супермаркет, да и перебои с финансами — вполне распространенное явление.
Итак, всем, для кого данный вопрос является актуальным, предлагаем ознакомиться с данной статьей, тема которой — газовые горелки для пайки своими руками.
Применение горелок для твердой пайки и для пайки латунью
Пайка позволяет выполнить неразъемное герметичное соединение двух металлических деталей путем своеобразного «склеивания» их неким расплавленным материалом — припоем. Последний должен проявлять высокую адгезию по отношению к соединяемым металлам, то есть быть весьма «прилипчивым», и обладать достаточной прочностью после застывания.
Температура плавления припоя должна быть выше, чем рабочая температура, при которой эксплуатируется паяное изделие; и в то же время ниже, чем температура плавления основного материала.
 Газовая горелка как раз и нужна для того, чтобы нагреть припой и сделать его таким образом достаточно вязким.
Газовая горелка как раз и нужна для того, чтобы нагреть припой и сделать его таким образом достаточно вязким.
Очевидно, что для удобства работы ее факел должен сохранять стабильную форму и температуру.
Преимущество данного инструмента заключается в способности обрабатывать зоны с большой площадью — электропаяльнику такая задача окажется не под силу.
При этом простенькую маломощную горелку можно без особых хлопот изготовить своими руками.
С помощью самодельной горелки можно будет сделать массу полезных дел. Ее возможностей окажется вполне достаточно для пайки медных и латунных сосудов, входящих в состав радиаторов, интеркулеров и теплообменников, а также для пайки с применением твердых припоев.
Кроме того, только с помощью данного инструмента можно осуществить разборку радиатора с целью замены его сердцевины, а также выполнить замену в нем сот.
Пригодится такая горелка и в ходе ремонта кузова, при котором высокая температура не только не нужна, но и весьма нежелательна, так как может вызвать коробление этой части автомобиля.
 Выполнить реставрацию небольшого поврежденного участка, запаять латунью прорехи, осуществить «ювелирную» рихтовку — для всех этих работ данный инструмент окажется вполне подходящим.
Выполнить реставрацию небольшого поврежденного участка, запаять латунью прорехи, осуществить «ювелирную» рихтовку — для всех этих работ данный инструмент окажется вполне подходящим.
Незначительный нагрев понадобится и в том случае, если необходимо демонтировать деталь, посаженную с натягом, то есть запрессованную.
Это может быть обойма подшипника или какая-нибудь втулка.
Пропановая мини газовая горелка
Газовая горелка своими руками на пропане делается довольно просто.
 Для изготовления самодельной горелки понадобятся такие материалы:
Для изготовления самодельной горелки понадобятся такие материалы:
- латунные трубки различных диаметров;
- пластины из какого-нибудь устойчивого к нагреву материала (можно воспользоваться деревянными брусками);
- уплотнительный материал — силикон или фторопласт (ФУМ-лента).
Также понадобятся кое-какие инструменты:
- тиски;
- дрель;
- патрон для сверл малого диаметра, например, от компании Dremel.
Схема
Самодельная паяльная горелка устроена чрезвычайно просто. Корпус ее представляет собой трубку с форсункой на конце. На другом конце будет установлен кран с патрубком для подсоединения газоподающего шланга.
Для удобства регулировки мощности факела форсунку оснастим рассекателем.

Схема газовой горелки
Как сделать газовую горелку своими руками
Приведем порядок действий, которому нужно следовать при изготовлении горелки:
- От латунной трубки необходимо отрезать фрагмент определенной длины, которая будет представлять собой корпус горелки. Длину подбираем из соображений удобства работы и с небольшим запасом на установку ручки.
- Проще всего использовать ручку от старого, отслужившего свое электропаяльника. За неимением таковой можно вырезать данный элемент из деревянного бруска. Вдоль оси деревянной ручки необходимо высверлить сквозное отверстие, в которое и будет установлена горелка. Для ее фиксации следует воспользоваться эпоксидной смолой.
- К торчащему из ручки концу трубки нужно прикрепить кран, снятый, например, со старого автогена. Место соединения следует герметизировать при помощи ФУМ-ленты или силикона.

Водородная горелка своими руками
Далее необходимо трубку-корпус с другой стороны заглушить и проделать здесь же отверстие диаметром 0,1 мм — это и будет форсунка. Выполнить столь малое отверстие не так-то просто, остановимся на этом подробнее.
 Горелка на отработке – нужное устройство, которое работает по сути на отходах. Горелка на отработке своими руками и в наше время не теряет своей актуальности.
Горелка на отработке – нужное устройство, которое работает по сути на отходах. Горелка на отработке своими руками и в наше время не теряет своей актуальности.
Инструкцию по пайке пластиковых труб вы найдете тут.
Знаете ли вы, что такое электролизер? В этой теме вы узнаете все об этом приборе и о том, как сделать его своими руками.
Форсунка для газовой горелки
Данную задачу умельцы решают следующим способом:
- В трубке-корпусе просверливают отверстие настолько малого диаметра, насколько возможно. Сегодня в продаже имеются сверла диаметром 0,2 – 0,3 мм и специальные патроны для них. В качестве примера можно привести продукцию марки Dremel.
- Далее горелку зажимают в тисках с мягкими губками и осторожными ударами молотка для чеканки слегка деформируют ее так, чтобы отверстие сузилось до требуемого размера — 0,1 мм.

Регулятор подачи газа и форсунка/жиклер
Остается обработать форсунку мелкозернистой наждачкой, устраняя заусенцы и неровности. Это необходимо сделать для того, чтобы поток газа, а соответственно и факел, были ровными.
Изготовление и установка рассекателя
Рассекатель изготавливается из отрезка латунной трубки, слегка превосходящей по диаметру горелку. Он крепится к корпусу параллельно. Теперь во время работы горелки в том месте, где газ выходит из форсунки, образуется разрежение, вследствие чего туда будет засасываться воздух.
Принцип действия данного устройства такой же, как у туристического примуса, только оно имеет меньшие размеры и работает на ином топливе.
Работать эта горелка может как на пропане, так и на смеси пропана с бутаном.
Горелка из двух иголок
 Совсем небольшую, можно сказать, микрогорелку, подключаемую к баллончику для зарядки зажигалок, можно изготовить из весьма скромного набора:
Совсем небольшую, можно сказать, микрогорелку, подключаемую к баллончику для зарядки зажигалок, можно изготовить из весьма скромного набора:
- игла для накачивания мяча;
- игла от шприца;
- две системы для капельниц;
- воздушный компрессор для аквариума.
Кроме того, понадобятся медная проволока, набор инструментов и материалов для пайки, а также клей.
Несмотря на скромные размеры, эта горелка получится вполне функциональной: температура ее факела достигает 1000С.
Вот что нужно сделать:
- Примерно посредине иглы для накачивания мяча надфилем необходимо срезать часть стенки, так чтобы получилось небольшое отверстие. Размеры у него должны быть ровно такими, чтобы внутрь входила игла от шприца.
- Тем же надфилем необходимо спилить острый кончик на игле от шприца, после чего она косо вводится в отверстие, проделанное в игле для накачивания мяча. «Косо» — это так, чтобы угол между иголками составлял примерно 15 градусов. При этом те их части, которыми иголки подсоединяются к насосу и шприцу, должны смотреть в одну сторону.
- Место входа тонкой иголки (от шприца) в толстую необходимо обмотать медной проволокой, а затем запаять. Благодаря этому отверстие будет герметизировано, а тонкая иголка — зафиксирована относительно толстой.
- К каждой из иголок нужно плотно присоединить по системе для капельниц, используя клей и обмотку из капроновой нити. На системах имеются регуляторы, своего рода вентили — их нужно перевести в положение «закрыто».
- Второй конец системы, подсоединенной к толстой игле (для накачивания мяча), необходимо, опять же при помощи клея, плотно присоединить к соплу баллончика для зарядки зажигалок.
- Второй конец системы, подсоединенной к игле от шприца, необходимо плотно закрепить на нагнетательном патрубке аквариумного компрессора.
Их количество и соотношение можно менять при помощи регуляторов на системах.
За неимением аквариумного компрессора источник сжатого воздуха можно сделать из пластиковой бутылки:
- Снизу в ней проделывается отверстие, в которое изнутри вставляется золотник или ниппель. Клей здесь не понадобится — данный элемент надежно фиксируется при помощи имеющейся на нем гайки.
- В крышке бутылки необходимо сделать отверстие, в которое вставляется корпус от шприца (без поршня и иглы). Его выходной патрубок, на который обычно надевается игла, должен смотреть наружу.
- Место установки шприца в крышку необходимо как следует проклеить.
- Далее крышка навинчивается на горлышко бутылки и к торчащему из нее шприцу при помощи клея плотно подсоединяется система, подключенная к тонкой игле.
Остается закачать в бутылку воздух через золотник — и горелкой можно пользоваться.
 Горелка – центральный элемент газового котла. Газовая горелка для котла своими руками делается на базе вентиля из кислородного баллона.
Горелка – центральный элемент газового котла. Газовая горелка для котла своими руками делается на базе вентиля из кислородного баллона.
О плюсах использования электрогенератора на дровах читайте в этом материале.
Видео на тему
Для пайки изделий из меди или других мягких сплавов можно использовать газовую горелку. Это устройство обладает достаточно большим количеством особенностей, которые следует учитывать при выборе наиболее подходящей модели. Газовая горелка для пайки меди или других мягких сплавов может быть портативной или неподвижной. Кроме этого, классификация ведется по многим другим признакам. Рассмотрим устройство газовой горелки и особенности ее использования подробнее.

Устройство газовой горелки
Конструкция газовой горелки может существенно отличаться. Все зависит от особенностей конкретной модели. К особенностям создаваемой конструкции можно отнести нижеприведенные моменты:
- Важным моментом назовем то, каким образом крепится баллон. В некоторых случаях он съемный, в других одноразовый или стационарный. От этого во многом зависят особенности применения устройства.
- Во время работы горит именно газ. Подается он под давлением из баллона. Топливо может быть представлено бутановой, газовой и пропановой смесью.
- Газ подается в сопло и поджигается. В результате создается поток огня, который нагревает материал до требуемой температуры. Температура пламени может регулироваться, для чего изменяется количество подаваемого газа.
- Пламя газовой горелки обжигает материал, за счет чего он становится более мягким. Разный газ применяется для нагрева поверхности для разной температуры.
- Некоторые варианты исполнения горелок имеют конструкцию, за счет которой длина пламени регулируется для обеспечения наиболее благоприятных условий работы. Регулировка проводится достаточно просто: при неизменном давлении меняется диаметр отверстия сопла, за счет чего газ выкидывается на различное расстояние и меняется длина пламени.

Устройство газовой горелки
На сегодняшний день довольно большое распространение получила самодельная газовая горелка. Это связано с тем, что конструкция проста, проблем с ее изготовлением, как правило, не возникает.
Сферы применения
Применение газовой горелки весьма обширно:
- Горелка применяется для пайки проводки или различных кабелей, ремонта крупной электроники. Пайка алюминия газовой горелкой проводится достаточно часто, что связано с низкой температурой плавления этого материала.
- Применяется устройство для ремонта различных конструктивных элементов автомобиля. Примером можно назвать случай, когда повреждается радиатор, изготавливаемый из плавкого сплава. За счет воздействия высокой температуры течь можно устранить.
- Пайка медных трубок может проходить при применении газовой горелки. Выполняются ремонтные работы. Устройство применяется и во время монтажа различных конструкций, к примеру, для отпуска металла.
- Некоторые сплавы обладают повышенной плавкостью. Соединение металлов, к примеру, меди может проходить с применением горелки. Достаточно провести разогрев металлов и соединить их механическим способом. После остывания материала может получиться качественное соединение.
- Устройство может применяться в случае, когда нужно провести время на природе в зимний период. Использовать ее можно для того, чтобы разогреть костер или опалить дичь, разогреть инструменты или выполнить другую работу.

Пайка ацетиленовой горелкой
Несмотря на достаточно большое распространение горелки, в большинстве случаев она применяется для пайки различных сплавов. К примеру, пайка латунью проводится с применением газовой горелки. Стоит учитывать, что существует достаточно большое количество разновидностей устройства, каждая обладает своими определенными особенностями.
Разновидности горелок
Как ранее было отмечено, существует просто огромное количество различных вариантов исполнения устройства. К примеру, газовая горелка для пайки медных труб конструктивно может отличаться от других устройств. Классификация проводится по следующим признакам:
- По виду сопла. Газ подается через сопло, которое имеет форму копья. Кроме этого, встречаются вращающиеся и сменные разновидности сопла. Выбор проводится в зависимости от того, для каких именно работ приобретается устройство.
- По сфере применения. Большей популярностью пользуются многофункциональные устройства. Они могут применяться для выполнения различных работ, но в некоторых случаях могут быть не применимы. Кроме этого, в продажу поставляются устройства узкой направленности. К примеру, существуют газовые горелки для выполнения ювелирных работ: они более точные и имеют небольшие размеры.
- Метод регулировки мощности также имеет важное значение. Различают конструкции с пьезоподжигом и функцией регулировки мощности.

Пайка медной трубы горелкой
Также выделяют следующие разновидности устройств:
- Мини газовая горелка подходит для тонкой работы. Подобное устройство характеризуется небольшими размерами, а также возможностью точной регулировки мощности.
- Горелка газовая со шлангом характеризуется тем, что имеет отдельный баллон, зачастую устанавливаемый на специальной тележке. Подобная конструкция большая, баллоны устанавливаются вдали от места работы, а газ подается по шлангам.
- В последнее время встречаются конструкции с одноразовыми баллонами. Подобные варианты исполнения характеризуются высокой практичностью. Однако стоит учитывать, что конструкция с одноразовыми баллонами обходится дороже в применении.
- Ручная горелка характеризуется небольшими размерами, а также комфортностью в применении. Встречается подобное устройство довольно часто.
Различают конструкции для пайки твердым припоем или для термоусадки. Именно поэтому рекомендуется проводить выбор в зависимости от области применения и по многим другим признакам, о чем далее поговорим подробнее.
Изготовление своими руками
Самодельная газовая горелка состоит из нижеприведенных элементов:
- редуктор;
- корпус, изготовленный из металла;
- головка и форсунка;
- элемент, предназначенный для регулировки подачи топлива;
- узел, предназначенный для крепления и фиксации газового баллона.
Простая конструкция определяет то, что создать ее можно самостоятельно из подручных материалов.
Газовая горелка для пайки своими руками может быть создана следующим образом:
- Начать работу рекомендуется с изготовления рукоятки горелки. Для изготовления этого элемента конструкции можно использовать самые различные материалы. При наличии возможности можно снять уже изготовленную рукоятку от другого приспособления.
- Трубка для подвода газа должна быть представлена исключительно высококачественной сталью. Это связано с тем, что подобный материал способен выдерживать воздействие высокой температуры.
- При создании устройства следует уделять внимание размерам всех деталей. Диаметр протока трубки не должен быть больше 1 сантиметра. Только в этом случае можно обеспечить высокое давление, под которым будет подаваться газ. Толщина стенок используемой трубки составляет от 2 до 2,5 миллиметров. Только в этом случае трубка может выдерживать сильное воздействие.
- Крепление ручки к трубке проводится при помощи клея или другого качественного материала.
- Корпус может изготавливаться из стали. Многие специалисты рекомендуют использовать латунный прут, ширина которого должна быть не более 2-х сантиментов. Рассекатель также изготавливается из этого материала.
- Создается несколько отверстий, которые позволяют циркулировать кислороду. Это связано с тем, что огонь не может возникать без кислорода. Рекомендуется создавать около 4 отверстий, диаметр которых составляет 1 миллиметр.
- Следующий шаг заключается в запрессовывании рассекателя в корпус изготовленного приспособления. Фланец устанавливается с определенными зазором. За счет созданного зазора можно затормозить подачу огромного потока газа, который подходит к запальнику.
- Форсунка предназначается для подачи газа от баллона. Изготовить ее можно своими руками, для чего используется специальный прут. Образовать глухое отверстие в форсунке можно путем сверления, диаметр должен быть 2 миллиметра. Перемычка создается при применении 4-миллиметрового сверла.
- Для подвода топлива к концу трубки монтируют шланг. Стоит учитывать, что для подачи газа требуется шланг из специальной ткани и резины.

Использование газовой горелки в домашних условиях
После создания конструкции следует оптимизировать давление в баллоне. На момент работы в шланге не должно быть воздуха, так как он делает огонь менее стабильным. Длина пламени при правильной регулировке давления составляет примерно 40-50 мм. Инструменты для работы достаточно просты в исполнении, сделать газовую горелку для пайки металла можно достаточно быстро. Однако, допущенные ошибки могут стать причиной нестабильной работы конструкции. Поэтому следует уделить внимание тому, как работает газовая горелка.
Рекомендации по выбору горелки
В продаже можно встретить просто огромное количество самых различных вариантов исполнения газовых горелок. Производителей также довольно много, больше всего внимания уделяется продукции брендов Rems и Rothenberger. Диапазон цен довольно широкий, все зависит от особенностей конкретной модели.
Некоторые модели горелок предназначены не только для пайки, но и резки металла и разморозки, а также обработки поверхностей высокой температурой. Выбор устройства проводят по нижеприведенным критериям:
- Какой именно материал требует обработки. Каждый металл обладает определенной температурой плавления. Некоторые сплавы, к примеру, медь или алюминий следует нагревать до меньшей температуры. Обработать другие сплавы намного сложнее. Некоторые устройства горелок могут нагревать поверхность до высоких температур, могут применяться на протяжении длительного периода.
- Следует помнить о том, что газовая горелка, предназначенная для расплавки металла и последующей пайки, плохо себя проявит при резке. Именно поэтому выбор проводится по предназначению.
- В качестве топлива применяются самые различные виды газа. Примером назовем пропан или ацетилен. Стоит учитывать, что некоторые модели могут использоваться с другими газами. Рекомендуется применять инструмент, работающий от одного типа топлива. Большое распространение получила пропановая горелка, применяемая в промышленности.
- Различают два типа конструкции: инжекторная и безинжекторная. Этот элемент конструкции предназначен для смешивания топлива с кислородом.
- Мощность устройства может варьироваться в достаточно большом диапазоне. Следует учитывать, что с увеличением показателя мощности повышается и эффективность применения устройства. Мощные газовые горелки применяются для работы с толстостенными трубами, которые сложны в обработке.
- Следует определиться с тем, как часто будут проводится работы. Если пайка будет проводится часто, то лучше всего уделить внимание модели от известного производителя с высокой надежностью.
При выполнении пайки медных труб следует соблюдать определенную технику безопасности. Для этого требуется:
- Защитные перчатки. Поверхность может нагреваться до весьма высокой температуры, при касании можно обжечься. Для того чтобы исключить вероятность появления ожогов на руках следует использовать перчатки с плотной тканью.
- Работы рекомендуется проводить исключительно в проветриваемом помещении с хорошей вентиляцией. Это связано с тем, что могут появляться газы и другие продукты горения. Кроме этого, не стоит забывать о том, что применяемый газ взрывоопасен. Именно поэтому появление даже небольшой утечки может привести к повышению концентрации газа.
- Перед тем как проверять качество соединения следует убедиться в том, что оно остыло. Это связано с тем, что поверхность может нагреваться до достаточно высокой температуры.
В заключение отметим, что использовать газовые горелки следует с соблюдением мех безопасности. Самодельные конструкции должны проходить проверку перед применением. Что касается приобретения готовых горелок, то следует сразу определиться с бюджетом.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Пайка медных труб своими руками
О том, как паять медные трубы своими руками и что для этих целей потребуется: инструменты, флюс, припой и т. д., читайте в данной статье строительного журнала samastroyka.ru
Преимущества медных труб
Несмотря на дороговизну трубы из меди не перестают быть популярными. Благодаря своим техническим характеристикам медные трубы по-прежнему стоят на первом месте среди аналогов.
Основные преимущества медных изделий:
- Они обладают бактерицидными свойствами и сделаны из экологически чистого материала;
- Не боятся солнечных лучей и устойчивы к воздействию многих химических соединений;
- Им не страшны высокое давление в системе и высокие температуры теплоносителя;
- Медь — материал пластичный, что сказывается на лёгкости монтажа;
- Срок службы труб из меди практически не ограничен.
Притом, что плюсов у медных труб много, не следует забывать об одном большом минусе — их стоимости.
Поэтому прежде, чем приступать к самостоятельной работе с медью, в частности, к пайке, не мешает узнать особенности процесса и познакомиться с необходимыми инструментами и подручными средствами.
Материалы и оборудование для пайки медных труб
Существует два способа состыковки труб из меди: высокотемпературная сварка и низкотемпературная пайка с применением фитингов. Для самостоятельного проведения работ необходимо обзавестись следующими инструментами и материалами:
- трубами нужного диаметра;
- фитингами;
- припоем и флюсом для пайки медных труб;
- трубогибом;
- труборезом;
- фаскоснимателем;
- горелкой для пайки изделий из меди;
- строительным феном;
- развальцовщиком или эспандером.
Такой набор инструментов для монтажа медных труб с материалами, обеспечит возможность самостоятельно провести работы по пайке трубопровода из меди.
Монтаж начинают с подготовки труб.
Подготовительные работы
Прежде всего, следует с помощью трубореза нарезать трубы на отрезки необходимой длины и подготовить соединения для каждого узла.
Даже самый недорогой ручной труборез обеспечит качественный ровный срез, перпендикулярный оси. Использование ножовки по металлу в данном случае не рекомендуется, без навыков срез обязательно будет требовать дополнительной сложной обработки.
После разрезания труб, край срезов требуется обязательно обработать фаскоснимателем, во избежание неприятностей в виде возможных неровностей. После обработки срезов приступают к монтажу, в данном случае выборе способа пайки.
Пайка медных труб своими руками: как паять медные трубы?
Существует два вида пайки медных труб:
С применением первого способа, как правило, монтируют бытовые коммуникации. Для этого способа подходит мягкий припой, это может быть медная (с примесью фосфора) проволока сечением 2 мм, олово или свинец с присадками, мягкий припой с серебром.
Провести пайку самостоятельно, имея небольшие навыки, не составит большого труда. Мягкий припой имеет более низкую температуру плавления, чем температура плавления меди, поэтому, не забывая о мерах предосторожности, можно смело приниматься за работу.
Прежде всего, следует подготовить флюс, поскольку он очищает металл от окислов и защищает место спайки от доступа кислорода. Флюсом обрабатывают конец трубы и соединительную деталь, в данном случае фитинг.
Важно помнить, что обработка флюсом производится до начала пайки, тогда как обработка пастой для пайки медных труб производится и до, и после паяния.
Далее труба соединяется с фитингом, а место соединения нагревают газовой горелкой или паяльником. В процессе нагрева припой плавится и в жидком состоянии проникает во все свободные полости соединения. Следует равномерно распределить припой по месту соединения и отложить трубу с фитингом до остывания.
Пайка твёрдым припоем производится в той же последовательности, но с более высокой температурой нагрева припоя.
Припои для пайки меди
Строительный рынок предлагает несколько вариантов припоя для пайки медных труб. Бытует мнение, что мягкие припои, состоящие из олова с разного рода добавками, не могут обеспечить надёжность паяных швов. Несмотря на то, что это не совсем так, можно подстраховаться и выбрать припой с дополнением серебра.
Для высокотемпературной пайки предназначен твёрдый медно-фосфорный припой, который обеспечивает большую надёжность пайки. Высокотемпературную пайку используют при состыковке труб магистральных трубопроводов, где допустимы перепады давления.
Газовые горелки для пайки
Приступая к самостоятельному монтажу трубопровода, необходимо правильно выбрать инструменты и оборудование для пайки медных труб, обратив особое внимание на горелку.
Горелка может быть:
- Пропановая (применяется, чаще всего, в больших объёмах работ).
- Со смесью МАРР (газовая смесь «Метилацетилен-Пропадиен-Пропан»).
- Ацетиленовая.
- Кислородная.
Газовые горелки могут быть оснащены съёмными одноразовыми баллонами, либо шланговым соединением со стационарным баллоном.
Для монтажа небольшого трубопровода достаточно модели со съёмной газовой ёмкостью.
Приступая к процессу пайки медных труб с помощью газовой горелки, не следует забывать о правилах пожарной безопасности.
Вот и всё, что нужно знать об особенностях пайки изделий из меди. Имея необходимое оборудование и материалы для пайки медных труб, можно самостоятельно смонтировать домашний трубопровод, который будет служить долгие годы.
 Соединение металла при помощи припоя применяется с древних времен. Многие мастера стараются самостоятельно выполнять подобные работы, дабы сэкономить деньги и быть уверенными в качестве выполненной работы. Пайка медных труб при помощи газовой горелки заставит поволноваться даже доку.
Соединение металла при помощи припоя применяется с древних времен. Многие мастера стараются самостоятельно выполнять подобные работы, дабы сэкономить деньги и быть уверенными в качестве выполненной работы. Пайка медных труб при помощи газовой горелки заставит поволноваться даже доку.
Неправильный монтаж, может привести к не герметичности трубы, и даже к пожару. Если четко следовать инструкции, правильно подобрать нужный качественный материал и надлежащие инструменты, оборудовать рабочее место, то можно избежать всех казусов.
Как сделать качественную пайку медных труб расскажем в статье.
О навыке и умении пайки
Конечно, не обязательно обладать умением пайки, но приобрести это навык желательно. Медные трубы сейчас применяются редко для оборудования системы водопровода из-за своей дороговизны. Несмотря на это, они считаются лучшим материалом.
Медь гибкая, долговечная, легко поддается пайке. Медную систему можно бетонировать, с ней ни чего не случиться. Все затраты окупятся одним сроком службы. К тому же умение паять пригодится не только для создания водопроводной системы.
Как паять медные трубы
С чего начать газовую пайку медных труб?
Существует два вида пайки
- 1.высокотемпературная
- 2.капиллярная низкотемпературная
Принцип
Пайка медных изделий при высокой температуре – это монтаж деталей при температуре превышающей + 450 градусов. Припоем выступают тугоплавкие материалы: медь или серебро. Они создают очень твердое и качественное соединение не подверженное температурному воздействию.
Твердая и мягкая пайки
 Особенность данного припоя в том, что остывать он должен естественным образом, без воздействия вспомогательного охлаждения. Именно это дает высокое качество соединения.
Особенность данного припоя в том, что остывать он должен естественным образом, без воздействия вспомогательного охлаждения. Именно это дает высокое качество соединения.
Такую пайку называют – твердой. Такой вид соединения применяют для изделий 12 -159 мм диаметром. Высокотемпературная пайка идеально подходит при монтаже отопительной системы.
Главное из достоинств, что можно подсоединить дополнительный отвод не прибегая к демонтажу.
Низкотемпературная – мягкая пайка
Этот вид пайки производится ниже +450 градусов. Для припоя применяют такие металлы, как олово или свинец. Соединительный шов может быть от 7 мм до 50 мм. Из-за использования данного вида припоя, называют пайку мягкой. Конечно оно не такое прочное, как при пайке выше +450 градусов, но так же обладает своими преимуществами.
Мягкую пайку хорошо применять для монтажа деталей с не большим диаметром.
Низкотемпературная пайка более безопасная.
Возможен монтаж низкотемпературной пайкой труб для системы отопления, при соблюдении условия, что температура отопительной магистрали будет ниже +130 градусов.
Инструмент для пайки
Изначально надо подготовить все необходимое для работы.
- Флюс. Он необходим для смазки деталей перед монтажом и удаления оксидов, увеличения адгезии, понижается натяжение. Вид флюса зависит от типа спайки.
 Припой. Вид металла припоя зависит от выбранного варианта пайки. Высокотемпературная пайка: серебро или медь. При мягком соединении: олово или свинец.
Припой. Вид металла припоя зависит от выбранного варианта пайки. Высокотемпературная пайка: серебро или медь. При мягком соединении: олово или свинец.
 Припой. Вид металла припоя зависит от выбранного варианта пайки. Высокотемпературная пайка: серебро или медь. При мягком соединении: олово или свинец.
Припой. Вид металла припоя зависит от выбранного варианта пайки. Высокотемпературная пайка: серебро или медь. При мягком соединении: олово или свинец.Любой вид припоя производится в проволочном виде 3мм диаметром. Для сварки при высокой температуре, на упаковке присутствует надпись «Lead Free» то есть без свинца.
- Труборез. Им нарезаются детали необходимой величины.
Важно подобрать инструмент надлежащего качества. Медь — мягкий металл, использование плохого инструмента может привести к деформации материала.
- Фаскосниматель. Им удаляются все заусенцы.
- Газовая горелка с узконаправленным пламенем.
Оборудование работает на пропане и бутане или на чистом бутане.
Также соединение можно производить электрическим паяльником для такого типа соединения. Этот способ допускается для любого вида пайки.
- Маркер или карандаш. То чем оставлять разметки.
- Рулетка, молоток, уровень
Очередность выполнения операций пайки газовой горелкой
- Отрезаем изделие по замеру. Деталь держим четко перпендикулярно к инструменту для ровного среза. Зажимаем изделие и делаем вращательные движения труборезом. В конце очередного оборота натяжной болт затягиваем на одну треть. Заусенцы при правильно выполненном срезе образуются только внутри изделия. В итоге получается труда с минимальной неровностью.
- Снимаем все заусенцы. Иначе детали не соединятся герметично и плотно.
- По тому же принципу готовим другую деталь.
- Вставляем детали одну в другую. Смотрим, все ли подходит.
- Зачищаем
- Обезжириваем.
Обратите внимание, размер соединения ровняться диаметру трубы.
 Обезжириваем.
Обезжириваем. - Смазываем флюсом поверхности изделий. Кисточкой или другим приспособлением, внимательно наносим реагент на внешнюю поверхность изделия, равномерно распределяем. Лишний флюс не допустим.
- После нанесения флюса детали надо соединить, очень оперативно, чтобы исключить попадание соринок. Соединяем с помощью вращения, до упора.
- При низкотемпературной пайке – пламя горелки должно попадать точно на стык. Образующееся пятно надо все время перемещать, для равномерного нагрева. Припоем периодически касаемся шва. Когда детали разогреты до нужной температуры, он начнет плавиться. Как процесс плавки начался, убираем горелку. Даем припою растечься.
Обратите внимание, данный вид соединения, не допускает нагрева припоя, металл соединения плавиться от тепла деталей.
- Как только припой заполнит стык, даем остыть.
Важно. Не допустить перегрева меди. В этом варианте флюс утратит свойства, что негативно отразится на качестве выполненной работы.
- Высокотемпературная пайка газовой горелкой производится аналогично. Только рекомендуется разогревать детали быстро. Оптимальное пламя ярко – синее. Как только медь станет темно-бордового цвета – это знак качественного прогрева. В это момент наносим припой. Он должен быстро расплавиться от температуры деталей и заполнить все зазоры.
Для более комфортного нанесения припоя, его можно подогреть горелкой.
- После выполнения работы. Даем остыть. Естественным образом.
- Остывшую поверхность тщательно очищаем от остатков флюса.
ВНИМАНИЕ. Не трогайте изделие, пока оно не остынет. Можно получить сильный ожог. Не брызгайте на него воду, что бы проверить температуру. Остывшую трубу видно по цвету.
БЕЗОПАСНОСТЬ
- Не берите детали голыми руками. Мель обладает высокой теплопроводностью. Используйте специальные инструменты или защитные перчатки
- Очень аккуратно работайте с флюсом. Агрессивный состав. Если попал на кожу. Промойте большим количеством воды.
- Одежда. Ни какой синтетики и легковоспламеняющихся тканей.
- Флюс при нагревании испаряется. Пары ядовиты. Оденьте респиратор. Помещение должно быть проветриваемым.
- Всю конструкцию соберите на полу и только после этого начинайте монтаж.
Для того чтобы избавиться от лишних припоя и флюса с внутренней поверхности изделия, промойте их водой разной температуры.
Частые ошибки при совершении пайки медных труб газовой горелкой
- Внешние недостатки на соединительных частях
- Плохая очистка труб
- Малая ширина зазора
- Плохой прогрев
- Не равномерно нанесен флюс
- Перегрев. Сгорание флюса
- Ожоги при проверке трубы
- Нарушение норм безопасности
Прежде чем начать работать, попробуйте соединить несколько мелких деталей 3-4 шт. Это значительно повысит уровень.