Хромирование деталей своими руками в домашних условиях (покрытие хромом)

Технология хромирования своими руками
Защитно-декоративное покрытие изделий различного вида тонким слоем металла широко используется в промышленности. Для этого обычно применяются хром или никель, образующие не только прочную и химически инертную, но и очень декоративную блестящую пленку.
Промышленная технология хромирования и никелирования довольно сложная и энергозатратная, зато полученное покрытие служит несколько десятков лет без малейших изменений внешнего вида.
Но часто возникают ситуации, когда необходимо покрыть декоративным слоем детали и изделия, которые производителем не предназначались под металлизацию. Например, вы желаете тюнинговать свой автомобиль или мотоцикл, изменить интерьер квартиры в ультрасовременном стиле, создать уникальное художественное произведение, где хромированными должны быть некоторые участки или фрагменты скульптуры.
Можно ли хромировать поверхность, не прибегая к сложным промышленным технологиям?
Ответ будет положительным. Существует несколько способов металлизации изделий хромом или другими металлами для получения прочного зеркального покрытия. Причем хромировать можно изделия любой конфигурации — от плоских, выпуклых или вогнутых, до обладающих сложной рельефной фактурой.
Способы хромирования
В промышленности используется четыре способа хромирования:
- вакуумное напыление;
- диффузия при высоких температурах;
- гальваника;
- химическая металлизация.
Первые два способа наиболее эффективные, но требуют сложнейшего оборудования и высоких затрат энергии. Создать условия для вакуумного напыления или диффузии в домашней мастерской невозможно. Поэтому такой способ хромирования рассматривать не будем.
Гальванический способ хромирования
Это относительно простой метод нанесения металлического хрома на поверхность детали из токопроводящего материала — стали, чугуна, меди, латуни. Пластик, дерево и другие диэлектрики тоже можно хромировать этим способом, но сделать это очень сложно и дорого.
Даже токопроводящие сталь и чугун при хромировании гальваническим способом предварительно необходимо покрыть латунью, медью или никелем. Это нужно сделать, чтобы слой хрома прочно держался на поверхности. Для выполнения процесса необходимо построить небольшую гальваническую установку с питанием от источника постоянного тока и запастись некоторыми реактивами:
- серной кислотой;
- ангидридом хрома CrO3;
- гидроокисью натрия;
- кальцинированной содой.
Подробности процесса описывать не будем. Достаточно сказать, что он требует точного соблюдения температурного режима на протяжении 5 – 8 часов, поддержания постоянной концентрации солей в растворе электролита и отсутствия перепадов силы тока. В домашних условиях добиться требуемой точности всех параметров очень сложно.
Хромирование способом химической металлизации

Метод химической металлизации наиболее подходит для хромирования деталей в домашних условиях. Здесь тоже присутствуют специальные реактивы, но другого сложного оборудования, кроме краскопульта и компрессора, не требуется. Во многом процесс хромирования напоминает обычную покраску изделий эмалью или акриловым цветным лаком, только результат получается другим. Вместо полимерной защитной пленки на поверхности образуется тонкий (0.075 — 0.25 мм) металлический слой с зеркальным блеском, не уступающий по физико-химическим характеристикам вакуумному напылению.
Существует два способа химической металлизации:
- восстановление хрома из солей в процессе прохождения химических реакций;
- покрытие специально подобранными химикатами, в результате взаимодействия которых на поверхности осаждается прочный мономолекулярный слой серебра или другого металла.
Для работы с солями хрома потребуются гипософит натрия, фтористый хромил, фосфат хрома, хлористый или уксуснокислый хром, едкий натр, уксусная кислота и другие химикаты. Большинство из них небезопасны для здоровья, некоторые очень ядовиты. Если вы намерились хромировать детали этим способом необходимо повторить курс химии. Даже при наличии тщательно расписанной инструкции, добиться желаемого результата сложно.
Более подробно о технологии химической металлизации — https://fusion-chrome.ru/chrome/
Готовые наборы для металлизации
Намного проще покрыть слоем блестящего металла любое нужное вам изделие, используя готовые наборы, которые купить можно на сайте компании FusionTechnologies — Пробный набор для хромирования
Их преимущество состоит в том, что хромировать можно любой материал:
- металлы;
- стекло;
- все виды пластика;
- керамику;
- дерево.
Вам не понадобятся гальванические установки и другое сложное оборудование. Основные инструменты — компрессор и распылитель для краски с набором сопел разного диаметра. Из химии — готовый набор реактивов и приличный запас дистиллированной воды. Также для работы нужно отвести специальное помещение — гараж, сарай, мастерскую, площадь которого достаточна для размещения оборудования. Еще будет нужна газовая горелка и баллон с пропан-бутаном.
Техника безопасности при работах по химической металлизации
Помещение в обязательном порядке должно быть оборудовано приточно-вытяжной вентиляцией. Открытые двери и окна помогут только со сквозняками, лучше установить на форточку обычный вентилятор для кухонных помещений. При любительской работе — этого вполне достаточно. Но, если вы намереваетесь заняться хромированием автомобильных запчастей или деталей интерьерного декора в масштабах частного предприятия, то вентиляцию необходимо оборудовать более эффективную.
Это же касается и канализации — на каждом из этапов работы детали промываются большим количеством дистиллированной воды, которая должна беспрепятственно стекать в канализацию. Стоки химически инертны, поэтому дополнительной очистки жидкости не требуется.
Для индивидуальной защиты понадобятся очки, резиновые перчатки, респиратор, фартук. Эти вещи обязательные — все химикаты из набора достаточно активны и могут вызвать раздражение кожи или дыхательных путей.
Технология химической металлизации

В набор входят реактивы, которые наносятся на поверхность обрабатываемой детали в определенном порядке по специальной технологии. После окончания работы поверхность покрывается зеркальным слоем серебра. Этот металл выбран вместо хрома по причине его безопасности. Хром и практически все его соединения очень ядовиты. Серебро вреда причинить не может, а по характеристикам финишного слоя не уступает.
В набор входят три вида реактивов:
Перед началом работы они разводятся в дистиллированной воде в определенной пропорции и хранятся в холодном месте. Также понадобятся специальный лак и пигменты, которые продаются в том же магазине.
Этапы работы
Требование к поверхности перед хромированием (серебрением) довольно высокие — она должна быть идеально ровной и чистой. Это достигается полировкой и лакировкой. Причем лак используется специальный, базовый. После просушки лака, поверхность обрабатывается газовой горелкой. Это приводит к изменению молекулярной структуры лака, увеличению впитываемости и адгезии к металлизированному слою. После тепловой обработки на поверхность наносится активатор (при помощи распылителя). Выждав минуту, излишки активатора необходимо смыть водой под давлением.
Не дожидаясь высыхания поверхности, одновременно наносятся Модификатор и Восстановитель, также при помощи распылителей. Вступая в реакцию, они образуют покровный зеркальный слой. Он также немедленно промывается водой и сушится потоком воздуха. Окончательная металлизация длится около 6 часов, после чего деталь необходимо покрыть специальным лаком. Добавляя в лак разные пигменты, можно получить покрытие «хром», «золото» или «бронза».
Все химикаты для хромирования в домашних условиях можно заказать непосредственно на сайте компании. Если потребуется оборудование для мини-мастерской или цеха по декоративной обработке металлов и пластиковых деталей — вам предложат готовые решения с установками разной мощности.
Примеры наших работ
fusion-chrome.ru
Хромирование своими руками в домашних условиях
 Если Вы хотите придать изделию благородный блеск, без хромирования здесь не обойтись. Покрытые слоем хрома, изделия смотрятся очень эффектно, и кроме того, защищены от различных воздействий и повреждений. Выполнение подобных работ в специальных сервисах — удовольствие не из дешевых, поэтому многие выбирают хромирование своими руками в домашних условиях. При соблюдении определенных правил и технологий этот процесс будет простым и не очень сложным. Главное, самому придерживаться мер безопасности и следовать нашим рекомендациям.
Если Вы хотите придать изделию благородный блеск, без хромирования здесь не обойтись. Покрытые слоем хрома, изделия смотрятся очень эффектно, и кроме того, защищены от различных воздействий и повреждений. Выполнение подобных работ в специальных сервисах — удовольствие не из дешевых, поэтому многие выбирают хромирование своими руками в домашних условиях. При соблюдении определенных правил и технологий этот процесс будет простым и не очень сложным. Главное, самому придерживаться мер безопасности и следовать нашим рекомендациям.
Хромирование изделий: особенности процедуры
Хромирование является физическим и химическим процессом, при выполнении которого обрабатываемая поверхность покрывается слоем такого элемента, как металлический хром.
Хромировать можно не только изделия из пластика, но и металлические предметы, особенно распространено хромирование дисков и хромирование отражателей фар.
Этот метод используется не только в декоративных целях. Гальваника значительно повышает свойства материала, улучшает его эксплуатационные характеристики:
- Защищает металл от коррозийных процессов и окисления,
- Делает изделие более прочным и долговечным.
Что касается хрома, то он не поддается агрессивному воздействию внешней среды, при соприкосновении с водой и на воздухе не теряет своего блеска и цвета.
Хромирование в домашних условиях может быть гальваническим и каталитическим, также возможно самостоятельно провести никелирование дисковых элементов и пластиковых изделий.
В последнее время, большую популярность приобрело декоративное хромирование, к примеру, корпуса часов, предметов интерьера, сувениров.
Важно! Напыление хрома наносится не на все материалы. Он может держаться на медных, никелевых и латунных изделиях. Поэтому, чтобы нанести финишный слой, необходимо сделать специальную подложку, для которого используют гальванический способ.
Подготовка к процессу хромирования
Если Вы решили осуществить химическое хромирование самостоятельно, следует знать, что нужно для этого процесса.
Прежде всего, необходимо:
- Выбрать помещение, в котором будут проводиться работы по хромированию. Дело в том, что при этой процедуре в воздух выделяется множество вредных испарения, которые при большой концентрации и плохом проветривании могут повредить дыхательные пути. Кроме того, они могут оседать на мебели и других изделиях и разрушать их. Поэтому, для этих целей следует выбрать гаражное, сарайное помещение или мастерскую с хорошей принудительной вентиляцией.
- Для хромирования в домашних условиях нужно предусмотреть наличие защитных средств — респиратора, специальных очков, прорезиненных перчаток, фартука.
- Позаботиться о том, куда деть отходы хромирования, поскольку из-за наличия в них кислот и химических соединений смывать в канализацию или выливать в водосточную трубу их нельзя.
- Подготовить все необходимое оборудование для хромирования в домашних условиях.
Так называемая гальваническая ванна состоит из:
- Емкости, которая устойчива к воздействию кислот. Она может быть выполнена из стекла, пластика, пропилена, полиэтилена. Размер зависит от величины изделия. К примеру, для хромирования часов в домашних условиях подойдет небольшая мисочка, а для дисков понадобится емкость побольше.
- Источника питания с общей мощностью не более одного киловатта. Для мелких деталей, к примеру, для хромирования фар в домашних условиях, можно пользоваться стабилизатором постоянного тока.
- Нагревательного устройства для электролита. К примеру, ТЭН, имеющий защиту от воздействия кислот (керамический).
- Обычного термометра с диапазоном сто градусов по Цельсию.
Хромирование деталей в домашних условиях происходит со специальным электролитом, набор компонентов для которого нужно приобрести — дистиллированную воду, ангидрид хрома, концентрированную серную кислоту.
Хромирование деталей: поэтапная инструкция
Технология хромирования не отличается особой сложностью.
Для того чтобы приготовить электролит для небольшого изделия, нужно взять обычную стеклянную банку необходимых размеров или пластмассовое ведро и поставить его в специальный резервуар. Для этих целей можно воспользоваться бидоном. Чтобы электролиз был качественным, его, бидон, нужно теплоизолировать. А именно, взять ящик из дерева или коробку, утеплить его стеклотканью или пенопластом, а также дополнительно минеральной или стекловатой, песком и поставить резервуар туда.
Внутрь резервуара поместить элемент для подогрева и термометр. Сверху накрыть листом влагостойкой фанеры, которая выступит в роли герметизирующей крышки, и присоединить электроды. К изделию присоединить катод, анод (стержневой или пластинчатый) погрузить в емкость с образцом.
Деталь в банке должна удерживаться с помощью кронштейна, чтобы обеспечить хромирование со всех сторон.
Приготовление электролитного раствора
Чтобы осуществить хромирование деталей в домашних условиях, необходимо приготовить специальный раствор, состоящий из ангидрида хрома (250 г на литр дистиллированной воды) и серной кислоты (2,5 г на литр воды).
Для начала нужно налить до половины емкости нагретую воду (около шестидесяти градусов по Цельсию). Добавить необходимое количество (из расчета на общий литраж) ангидрида хрома, размешать, чтобы полностью растворился, и долить воду для получения нужного объема. Потом засыпать серную кислоту, перемешивая жидкость.
Полученный раствор необходимо проработать в течение трех с половиной часов, пропуская через него энергию тока (на 1 литр около 6 А). Когда электролит станет темно-коричневого цвета, его нужно будет отстоять не меньше суток.
Процедура подготовки образца
Прежде, чем подготовить деталь, нужно прогреть электролитный раствор до шестидесяти градусов по Цельсию и дать постоять ему три часа.
За это время необходимо:
- Очистить деталь от грязи, ржавчины, краски.
- Провести обезжиривание с помощью специального раствора, рецептов которого существует несколько. Например, он может состоять из 150 г едкого натра, 5 г силикатного клея, 50 г кальцинированной соды. Все брать на литр воды. Ингредиенты смешать, нагреть до девяноста градусов по Цельсию, опустить изделие и держать не меньше двадцати минут, а иногда и дольше, в зависимости от величины и степени очищения.
Непосредственное хромирование
Во время процедуры хромирования необходимо сохранять температурный режим электролитного раствора в среднем 53 С° (плюс-минус два градуса). Изделие поместить в электролит и через минуту, для выравнивания температур образца и раствора, подать напряжение. Вынуть деталь и просушить не меньше двух с половиной часов
Возникновение дефектов
При хромировании в домашних условиях могут возникнуть такие дефекты как:
- Поверхность блестит неравномерно. Происходит из-за большого тока или низкой температуры электролитного раствора.
- Отсутствие блеска — из-за неправильного количества ангидрида хрома, завышения тока, недостатка серной кислоты.
- Наличие коричневых пятен — переизбыток ангидрида хромового, мало кислоты.
- Слой неравномерный. Избыточность тока.
- Размягченность покрытия — высокая температура раствора, низкий ток.
- Хромировка отваливается — нестабильное напряжение, плохо проведенное обезвоживание, низкая температура раствора.
Хромирование в домашних условиях — это процесс, который требует определенной сноровки и четкого следования правилам и инструкциям. Любое нарушение может привести к некачественной хромировке. Поэтому стоит детально изучить технологию данного процесса и только тогда приступать к его осуществлению.
Химическое хромирование
kraskaved.com
Хромирование деталей своими руками в домашних условиях
Эффектный экстерьер автомобиля волнует практически каждого автолюбителя. Поэтому многие владельцы авто выполняют разнообразные виды тюнинга для того, чтобы сделать свою машину особенной, выделить из массы других, придать ей индивидуальности. Один из распространённых видов тюнинга — это блестящая плёнка, хром или никель, которой покрыты различные детали в конструкции автомобиля. На многих автомобилях мы можем увидеть дефлекторы с хромированным молдингом, хром в салоне и снаружи, блестящую радиаторную решётку и т. п. Поэтому хромирование в домашних условиях и заводским методом пользуется широким спросом в среде автолюбителей.
 Технология хромирования деталей автомобля
Технология хромирования деталей автомобля
В связи с широкой популярностью такого тюнинга у автолюбителей часто возникают вопросы о том, как восстановить хромированную поверхность, и где можно хромировать детали. Сделать хромирование можно, обратившись к специалистам в этой сфере — об этом известно каждому, кто сталкивался с подобной проблемой. Однако не каждый хочет отдавать такую работу в чужие руки. Причинами могут быть финансовые соображения или желание выполнить тюнинг своего авто самостоятельно. Поэтому есть категория водителей, которых интересует хромирование своими руками в домашних условиях.
Немного общей информации
Хромирование — это насыщение хромом методом диффузии либо его осаждение на детали в электролите под воздействием электрического тока.
Это делается в декоративных целях или для того, чтобы уменьшить вероятность возникновения коррозии, увеличить твёрдость. Хромируют, как правило, металл и пластиковую поверхность — технология это позволяет.
 Электролитическая ванная
Электролитическая ванная
Хромирование своими руками в домашних условиях — процедура сложная, трудоёмкая, но вполне выполнимая. Множество умельцев освоило хромирование дома. Они с успехом применяют его, тюнингуя детали в конструкции своего авто. Давайте разберём подробнее, как можно выполнить такую работу дома.
Готовим рабочее место и оборудование
Покрытие хромом в домашних условиях предполагает наличие специально оборудованного рабочего места. Перед тем как сделать первую попытку, вы должны полностью оборудовать место и убедиться, что оно соответствует всем требованиям безопасности.
Побочным результатом хромирования в домашних условиях являются испарения, вредные для человеческого организма. Поэтому очень важно позаботиться о наличии качественной вентиляции — она обязательно должна быть.
Хромирование в домашних условиях требует наличия следующих вещей:
- стеклянной банки на 3 литра;
- ведра или таза из пластмассы, куда вы сможете поместить банку;
- утеплённого ящика из дерева с термоизоляцией из минеральной ваты или стеклоткани;
- теплоэлектронагревателя;
- термометра, рассчитанного на температуру от 1С до 100С;
- листа дерева или фанеры;
- катода в форме зажима и анода в виде стержня или пластины;
- фиксатора, который поможет обеспечить «подвешенное» состояние детали в банке. Это необходимо для того, чтобы захромировать её равномерно на всех участках.
Перед тем как сделать первые шаги к приготовлению электролита, необходимо надеть спецодежду:
- плотный фартук;
- резиновые перчатки;
- защитные очки;
- респиратор.
 Хромирование пластикового бампера
Хромирование пластикового бампера
Приготовление электролита
Поговорим о том, как сделать электролит. Для этого будет нужно следовать нижеприведённому алгоритму:
- наполнить банку водой, нагретой до 60С;
- засыпать и тщательно размешивать хромовый ангидрид из расчёта 250 г на 1 л воды;
- налить и размешать серную кислоту из расчёта 2,5 г на 1 л воды;
- прогнать раствор через электрическое поле на протяжении 3 ч. Сила тока должна составлять 6,5 А на 1 л. О готовности раствора скажет его бордовый цвет;
- отстаивать электролит на протяжении 24 часов.
 Приготовление электролита
Приготовление электролита
Готовим поверхность
Перед тем как хромировать детали, их следует должным образом подготовить. Для этого каждую деталь подвергнуть следующим операциям:
- счистить пыль, грязь и ржавчину;
- тщательно вымыть и высушить;
- выполнить полное обезжиривание, протирая поверхность бензином.
 Подготовка поверхности к хромированию
Подготовка поверхности к хромированию
Процесс хромирования
Хромирование пластика в домашних условиях ничем не отличается от работы с металлическими поверхностями.
Хромирование деталей своими руками происходит по следующему алгоритму:
- нагреть электролит до 50—60С;
- поместить в него детали так, чтобы они были «подвешены» и нигде не касались краёв ёмкости;
- подать напряжение;
- после того как процесс завершён, готовые изделия вымыть и тщательно высушить.
 Результат хромирования элементов кузова
Результат хромирования элементов кузова
Заключение
Покрывать изделия хромом можно не только на заводе, но и дома. Технология непроста, процесс очень трудоёмкий, однако это возможно. Хромировать пластик в домашних условиях не сложнее, чем металл — об этом знает каждый, кто самостоятельно занимался тюнингом своего автомобиля.
Чтобы работа увенчалась успехом, нужно до мелочей соблюдать технологический процесс и требования безопасности. Если вы допустили ошибку, это скажется на качестве покрытия. Но вы сможете это исправить, проведя работу повторно.
okuzove.ru
Хромирование в домашних условиях
Главная → Хромирование в домашних условиях
Сегодня очень часто можно
встретить в сети сайты, рассказывающие о хромировании в домашних условиях. Хочу
высказать свое скромное мнение на этот счет не только как специалиста, создавшего
гальваническое предприятие, но и как эколога, в первую очередь.
Начнем с того, что многим
гальваника кажется делом легким и дешевым. Бытует мнение, мол, макнул бампер в
раствор — вот тебе и идеально блестящее, прочное покрытие. А так как не у
многих найдется лишняя сотня квадратных метров бесхозной площади, то первым в
очереди на заселение становится гараж. Оттого домашнюю гальванику называют еще «гаражной».
Сейчас не проблема найти
мало-мальски профессиональную литературу по электрохимическим покрытиям в
интернете. Однако мало знать технологию. Тем более, многое, что написано в книгах
зачастую вообще не работает. Какие же проблемы сразу должны насторожить Вас?
1. Кроме непосредственно покрытия (возьмем
пример более известного в широких массах хромирования по стали) требуется
большое число подготовительных операций. Качественное декоративное покрытие
невозможно получить без полировки поверхности. Легко ли отполировать до блеска
автомобильный диск? Даже для обработки того же бампера требуется умение. После
мехобработки потребуется обезжиривание, затем травление (после всех операций придется
делать минимум 3 промывных ванны), которое не всегда проводится в серной кислоте.
Положим, что аккумуляторную кислоту достать можно. С соляной и азотной кислотой
дело обстоит сложнее, как и со всеми последующими реактивами по той простой
причине, что легально реактивы могут продаваться ТОЛЬКО ЮРИДИЧЕСКИМ ЛИЦАМ или
на худой конец ИП. И уж точно никто в здравом уме не продаст левому человеку
хромовый ангидрид, являющийся основным компонентом ванны хромирования. А серная
кислота в этой ванне потребуется уже не аккумуляторная, техническая, а чистая,
определенной квалификации. Даже приготовление электролита — сложная задача,
которая включает в себя проработку током в нужном режиме
2. Электролит хромирования требует
определенной температуры, соотношения ангидрид/кислота и плотности тока. Для
такой ванны необходим высоковольтный, по сравнению с обычной гальваникой,
выпрямитель тока большой мощности. Посчитайте площадь поверхности покрываемого
диска (всю, так как нормально заизолировать ненужные части не удастся —
выделяющийся на катоде водород сорвет любой лак или пленку) — плотность тока
для хромирования может достигать 30 А/дм2. Теперь умножьте площадь в
дм2 на эту величину. Это потребный для покрытия ток. Если умножить
этот ток на напряжение для хромирования, то Вы получите мощность выпрямителя и
она окажется немаленькой. Скорее всего, выпрямитель будет трехфазным, а такая
сеть есть не во всех гаражах.
3. Теперь — ванны. На все операции
может потребоваться до 12 ванн, если используется 1 ванна хромирования. В
электролизной ванне придется ставить свинцовые аноды и медные штанги большого
сечения. Эти вещи тоже нелегко достать, так как нужно их относительно немного,
а продавать их поштучно почему-то не хотят. В основном — мелкий опт. В каждой
ванне нужна будет дистиллированная вода. Если принять примерный объем одно
ванны 250 л, то, умножив эту цифру на 12 ванн, получим 3 кубометра
дистиллированной воды. Это 3000 л. Согласитесь, покупать 3000 бутылок
дистиллята в автомагазине — не лучшая идея. Дистиллятор же потребует много
денег и обязательно наличия холодного водоснабжения, которое есть не во всех
гаражах.
4. Хромовый электролит не
предусматривает использования расходуемых анодов. Это означает, что
концентрации компонентов в нем постоянно меняются. Добавим сюда низкий выход по
току и получим, что корректировка электролита потребует целой аналитической
лаборатории. А там — приборы и специфические реактивы. И навыки. Без опытного
технолога будет очень непросто обойтись.
5. Отдельно поговорим про экологию.
Помним, что хромовый ангидрид — сильнейший яд и канцероген. Промывную воду
после хромирования придется менять часто. Куда девать весь этот объем стоков?
Слив на улицу — последнее, что должно придти в голову, за это можно загреметь
по уголовному делу и сильно, не говоря про штрафы. Вывозить за город — не навывозишься.
А если электролит выйдет из строя? За выброс такого количества канцерогенов в
окружающую среду можно смело приписывать статью «терроризм». И это на самом
деле так — это тяжелейшее преступление против тех, кому в питьевую воду потом
попадет этот источник рака.
Из всего этого заключу, что
организация гальваники в домашних условиях — дело не только сложное,
рискованное, малорентабельное, но и НЕЛЕГАЛЬНОЕ и УГОЛОВНО НАКАЗУЕМОЕ. Затрат
придется внести куда больше, чем кажется, проблем — не оберешься. И если даже
что-то получится, конкурировать с профессиональной гальваникой «гаражная» вряд
ли сможет. Стоит ли браться? Решайте сами. В конце концов, если Вы решили
зарабатывать, то можно найти много более выгодных способов вложения денег, а
если вам нужен конкретный продукт — обратитесь к профессионалам. Только имейте
в виду, что кроме гальванического хромирования есть еще другие виды: мета-хром,
напыление, трибо-гальваника. Все они НЕ ДАЮТ КАЧЕСТВЕННО СЦЕПЛЕННОГО покрытия и
ваш блестящий повод для гордости на копытах железного коня очень скоро может
стать поводом для покупки колпаков, чтобы закрыть обсыпавшееся и
прокорродировавшее непотребство. И это на стальном диске. А если диск алюминиевый
или титановый? Такие материалы даже гальванически ЧРЕЗВЫЧАЙНО сложны для
покрытия и требуют куда более сложной обработки. Из чего вытекает, что
качественное хромирование будет по карману далеко не каждому.
Данная
статья является интеллектуальной собственностью ООО «НПП Электрохимия»
Любое копирование без прямой ссылки на сайт www.zctc.ru преследуется по
закону. Текст статьи обработан сервисом Яндекс «Оригинальные тексты»
zctc.ru
Хромирование в домашних условиях: приготовление и использование
Если вы хотите произвести хромирование в домашних условиях, нужно заранее подготовить рабочее место и все элементы, которые могут пригодиться в процессе:
- Емкость для раствора (можно использовать кастрюлю).
- Стеклянная 3-х литровая банка.
- Электролит (в его состав входят следующие компоненты):
а) СrO3 – 150 г/л.
б) h3SO4 – 1,5 г/л.
в) Дистиллированная вода.
- Катод (стальная пластина)
- Анод (свинец).
Как приготовить электролит?
Прежде всего, необходимо подобрать емкость для приготовления электролита с учетом того, что его необходимо будет подогревать, перемешивать и совершать другие манипуляции. Также вам понадобится прибор, который позволит в процессе приготовления регулировать и поддерживать температуру раствора.
Сперва нужно нагреть воду, когда будет достигнута температура в 70 °С, необходимо разделить воду и в 2/3 этой воды растворить СrO3, и только затем добавить оставшуюся воду в емкость с раствором.
Теперь получившийся раствор нужно тщательно перемешать, а затем проверить раствор на наличие в нем ионов SO4 (они должны быть видны в растворе в виде примесей). Теперь в емкость можно добавить последний компонент — h3SO4. Нужно снова перемешать раствор и опустить температуру до 40 – 50 °С. На этом этапе необходимо измерить катодную плотность тока, показатель должен быть в приделах от 4 до 6 а/дм2.
После всех манипуляций раствор должен постоять 5 -6 часов. Именно это время требуется для того чтобы в нем накопились ионы Сr. Этот процесс можно наблюдать и невооруженным глазом, так как цвет раствора постепенно будет меняться от темно-красного до темно-коричневого.
В кастрюлю можно установить анод и катод. После чего раствор должен отстояться. Применить его можно не ранее чем через сутки.
Как понять, что электролит уже можно использовать?
По истечению суток после приготовления электролита его можно испытать. Делается это достаточно просто. Сначала весь раствор разогревается до температуры 50 градусов, а затем при этой же температуре отстаивается 3 часа. И только после этого можно погрузить латунную деталь в ванночку.
Через час нужно проверить качество покрытия на детали, если покрытие легло хорошо, то можно начинать использовать раствор.
Как должна выглядеть деталь с правильным хромированным покрытием?
У детали с хромовым покрытием должны быть видны блестящие кристаллики. Что же касается механических свойств, то проведение острым стальным предметом по хромированной поверхности не должно оставить никаких следов на детали автомобиля.
Что же делать, если при осмотре были выявлены дефекты?
Если покрытие хромированной детали оказалось слишком мягким. То деталь нужно поместить в электролит еще раз на 2 часа. После этой манипуляции деталь необходимо прокипятить в большом объёме воды. Время кипячения – 1 – 1.5 часа. А после кипячения поместить в сушильный шкаф на 3 часа. Температура при этом должна держаться на уровне 130 градусов.
Можно ли использовать в качестве анода другой сплав?
Да, в качестве анода можно использовать не только чистый свинец, а и сплавы. Но сплав должен содержать не менее 80% свинца.
Также стоит обратить внимание на правила хранения анодов. Аноды, подготовленные для хромирования, необходимо держать в подогретой воде до самого начала процесса. В противном случае на них может появиться корочка налета.
Как своими руками сделать ванну для хромирования?
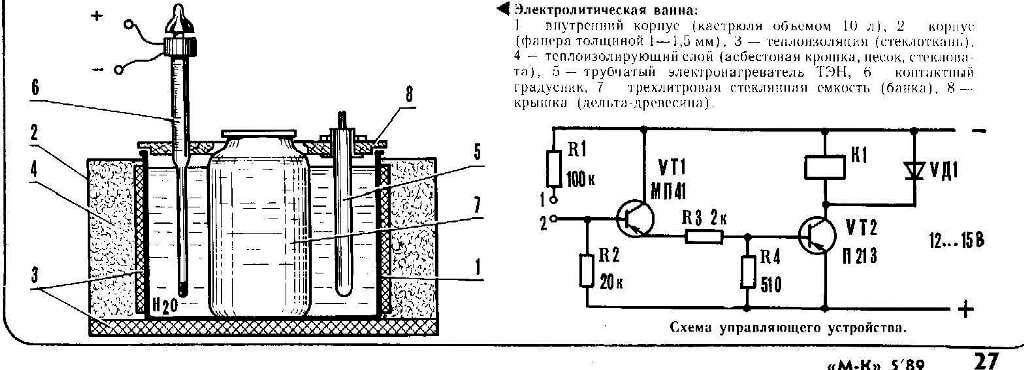
Безусловно, ванну для хромирования можно изготовить и самостоятельно. В первую очередь необходимо найти 10 литровую кастрюлю и 3 литровую банку или что похожее на нее (следует избегать пластиковых конструкций, так как они не выдержат контакта с электролитом). Лучше не использовать для изготовления ванны емкости меньших размеров, поскольку это может усложнить сам процесс, да и места в ванне будет очень мало.
В первую очередь необходимо изготовить корпус ванны. Его можно склеить из фанеры, толщина которой должна колеблется от 1 до 1,5 мм., также возможно использование пластиковой обшивки. Также необходимо изготовить фанерное кольцо, которое будет накрывать всю конструкцию.
В кастрюлю монтируются тэны и градусник. Питание для установки можно использовать любое, на выходе нужно подключить электрический конденсатор.
Также следует внимательно отнестись к выбору проводов питания, они должны быть не менее 2,5 мм в диаметре.
Также понадобится регулятор силы тока или регулятор силы напряжения. Его нужно подключать последовательно с гальванической ванной.
Нужно установить на панели блока питания две 15А розетки, одна из которых должна иметь обратную полярность. Это решение поможет быстро совершить анодную обработку изделия, а затем простым переключением розетки приступить непосредственно к процессу хромирования.
Для регулировки температуры в ванной есть градусник, однако он не может самостоятельно регулировать температуру, так как тот слишком высок. Но можно изготовить специальное устройство для этих целей. Его схему можно увидеть ниже:
Теперь, когда ванна готова, можно добавить в нее все компоненты и приготовить раствор по указанному выше составу.
Немного о режимах хромирования
Внешний вид покрытия детали, его механические характеристики сильно зависят от температурного режима, выбранного при процессе хромирования, от плотности тока. Так что управляя этими параметрами можно полностью контролировать не только сам процесс, а и исходный результат.
Важно! Если температура раствора возрастет, то выход по току падает; если же плотность тока повышается, то и выход по току возрастает.
Таким образом, при повышении температуры в процессе хромирования можно получить изделия с молочным оттенком, а если эти величины опустить, то изделия приобретут серый оттенок.
Чтобы деталь автомобиля имела нужный оттенок, можно поэкспериментировать с уровнем температуры и плотности тока на пробных образцах. В ходе таких экспериментов можно получить точные цифры, изменение которых приводит к изменению характеристик детали.
Характеристики покрытия во многом зависят от материала, из которого изготовлена деталь автомобиля. Важно понимать, что для каждого из них нужно подбирать свой режим хромирования. Поэтому для получения желаемого результата можно хромировать несколько пробных образцов.
ilovekiario.ru
Хромирование деталей в домашних условиях
Есть один способ хромирования в домашних условиях, который не требует специальной ванны, очень компактен и позволяет контролировать качество поверхности уже в процессе хромирования. Речь идет о так называемой «гальванической кисти». Для ее изготовления понадобится щетина от обычной художественной или малярной кисти, пучок которой в диаметре будет составлять 2-2,5 см. Щетину плотно обматываем свинцовым проводом (сгодится и луженый медный) оставляя немного места для вставки в корпус. Корпус кисти изготовляется из оргстекла или аналогичного материала. Это пустотелый цилиндр или усеченный конус, с одного торца которого вставляется щетина, а на другом крепится диод Д303-Д305. Кроме того в корпусе есть отверстие, в которое заливается электролит.
Кроме этого нам нужен трансформатор на 12 вольт с током 0,8-1 А – пойдет китайский блок питания для мелких приемников. Плюс с трансформатора идет на анод диода, катод диода соединяется с обмоткой щетины. Минус – на зажим-крокодильчик, который будет крепиться на хромируемую деталь. (Кстати, в случае, если трансформатор заменить аккумулятором, то диод не нужен).
Перед хромированием детали обязательно нужно очистить и обезжирить. От качественности проведенной очистки полностью зависит качество покрытия. Итак, краску снимаем шкуркой, удаляем грязь, жир и ржавчину сначала механически, потом обезжириваем в растворе едкого натра (100-150 г), кальцинированной соды (40-50 г), канцелярского клея («жидкое стекло», силикатный клей – 3-5 г) на 1 литр воды. Обезжиривающий раствор нагревают до 80-100 градусов и, в зависимости от степени загрязненности, держим деталь от четверти часа до одного часа. Чем ровнее и чище поверхность, тем прочнее сцепка с покрытием.
Закрепив крокодильчик на детали, залив в кисть электролит, начинаем равномерно перемещать кисть по поверхности детали. Имейте в виду, что покрытие достаточной толщины получится, если пройтись по одному и тому же месту раз 20-25. Следите при этом за степенью расхода электролита и доливайте по мере расходования.
По окончании работ промойте деталь под проточной водой, отполируйте влажной тряпкой и снова промойте под водой. Просушите.
Вот рецепты электролитов в зависимости от задач (все в граммах!):
Электролит для меднения:Медный купорос (сернокислая медь) 200Серная кислота 50Этиловый спирт или фенол 1-2
Электролит для никелирования:Сернокислый никель 70Сернокислый натрий 40Борная кислота 20Хлористый натрий 5
Электролит для хромирования:Хромовый ангидрид 250Серная кислота (уд. в. 1,84) 2,5
Электролит для цинкования:Сернокислый цинк 300Сернокислый натрий 70Алюминиевые квасцы 30Борная кислота 20
Электролит для серебрения:Хлористое серебро свежеосажденное 3—15Железосинеродистый калий 6—30Сода кальцинированная 20—25
Электролит для золочения:Хлорное золото 2,65Железосинеродистый калий 45—50Сода кальцинированная 20—25
Приготовляется электролит так: в 200-300 мл дистиллированной воды растворяем первое по рецепту вещество, потом второе, третье… и доливаем раствор до 1 литра (все той же дист. водой). Храните электролиты в хорошо укупоренных бутылках с притертыми пробками. Да, и учтите, что иногда нужен промежуточный слой – например, чтобы никелировать сталь, нужно сначала покрыть ее тонким слоем меди. То же относится к бронзе.
Related posts:
domashnih-usloviyah.ru
Хромирование деталей в домашних условиях
Хромирование своими руками в домашних условиях стало реальностью. Раньше блестящие детали автомобиля и элементы кузова лишь притягивали взгляды водителей, а теперь они задумались о самостоятельной обработке. Для нее придется подготовить материалы, а потом познакомиться с подробной инструкцией. После чего человек получит достаточные знания, чтобы полностью изменить машину.
Зачем нужно хромирование?
О хромировании люди задумались давно. Водителей всегда привлекала подобная обработка, превращающая детали в изящные блестящие модели. Хотя это нисколько не нарушало их технических характеристик и долговечности. Покрытие обладает рядом преимуществ, которые нужно учитывать при выборе.
- Эстетический вид;
- Защита от ржавчины;
- Увеличение срока службы.
Хромирование деталей автомобиля доступно всем
Каждая деталь должна получить надежную защиту. Об этом забывают автомобилисты, которые продолжают использовать заводскую обработку. Им стоит познакомиться с подробностями плюсов, чтобы принять правильное решение.
Эстетический вид
Готовое покрытие обладает исключительным серебристым блеском. Глянцевая поверхность ослепляет своей красотой, что делает ее прекрасным дополнением двигателя или кузова. Долгое время приходилось отказываться от привлекательности, так как даже полировка не давала такого эффекта. Больше не потребуется сложная полировка, ведь обслуживание будет ограничиваться несложными действиями.
Водители признают, что хромированные диски намного красивее литых. Раньше это казалось невозможным, но даже в домашних условиях можно легко справиться с необходимыми действиями. Потратив немного времени, удастся сделать любую деталь яркой.
Защита от ржавчины
Хромирование деталей в домашних условиях позволит создать надежный защитный слой. Он обеспечивает фантастическую влагостойкость, которая исключает коррозию. По этой причине двигатель автомобиля перестает ежедневно страдать от потенциальной опасности.
Хромирование деталей в домашних условиях позволит создать надежный защитный слой
Отсутствие ржавчины исключает ее распространение по отдельным узлам. Хватает маленького пятнышка на кузове, чтобы через несколько месяцев он был полностью испорчен. Подобные неприятности исключаются дополнительной обработкой, помогающей избавиться от всех повреждений.
Увеличение срока службы
Покрывая хромом поверхность, автовладелец одновременно справляется с несколькими проблемами. Одной из них являются механические повреждения, влияющие на срок эксплуатации. Особенно ярко это видно на примере колесных дисков, которые из-за мелких камешков быстро разрушаются.
После нанесения хрома детали становятся незаменимыми и долго сохраняют свой блеск. Достаточно протереть их сухой тряпкой, чтобы вернуть яркий вид.
По этой причине обработка остается незаменимой, так как альтернативных вариантов найти не получится.
Для чего подойдет хромирование?
Нанесение хрома на поверхность металла применяется давно. Для автомобилей он широко применяется при обработке дисков и деталей двигателя. Обладая небольшими познаниями, можно свободно выполнить нужные работы, поэтому беспокоиться о дополнительных затратах не приходится.
Готовое покрытие обладает исключительным серебристым блеском
На самом деле нанести хром можно на любой металлический элемент. Единственной проблемой остаются его габариты, которые должны подходить для ванны с электролитом. Не забывая об этом, можно подготавливаться к проведению несложных работ.
Что потребуется для хромирования?
Хромировать детали в домашних условиях легко. Главное, сначала подготовить все необходимое, чтобы потом не прерываться на поиски материалов или оборудования. Для этого не придется долго бегать по магазинам и пытаться заказать что-то невероятное. Практически все продается в общем доступе, так что можно беспрепятственно подготовиться к действия.
- Пластмассовая ванна;
- Выпрямитель на напряжение 50 ампер и 12 вольт;
- Калорифер для электролита;
- Термометр с максимальной температурой 100 градусов Цельсия.
Сейчас металлические элементы свободно хромируют без сложного оборудования. Вышеуказанный список подсказывает, что приобретение всего необходимо потребует небольших денег и времени. Из-за чего человек быстро приступит к работам и достигнет отличного результата.
Как правильно хромировать детали?
Как хромировать металлические детали? Для этого можно посмотреть видео или воспользоваться подробным поэтапным описанием. На практике оба варианта одинаково полезны, поэтому отказываться от них не следует. Как нужно поступать, чтобы не ошибиться?
- Подготовка деталей;
- Активация поверхности;
- Погружение в ванну;
- Окончательная обработка.
Хромирование своими руками в домашних условиях стало реальностью
Процесс делится на несколько этапов. Их тонкости подскажут водителю, как правильно справиться с трудностями, возникающими во время работы. Так что без подобных данных обойтись не получится.
Подготовка деталей
Собираясь захромировать любую деталь, ее нужно подготовить. Для этого поверхность тщательно отмывается от всех видов загрязнения, а потом обезжиривается ацетоном. Этот этап может занять некоторое время, но к нему серьезнее всего относятся профессионалы, регулярно выполняющие обработку в мастерских.
Поверхность тщательно отмывается от всех видов загрязнения, а потом обезжиривается ацетоном
Только на абсолютно чистую и обезжиренную поверхность свободно наносится слой металла. Пусть действия заставят потратить некоторое время, но без этого не обойтись. Если совершить ошибку, впоследствии не удастся добиться подходящей адгезии, что выльется в значительные повреждения блестящей поверхности.
Активация поверхности
Активация поверхности – вторая часть подготовки. Она осуществляется при помощи раствора соляной кислоты концентрации 100 г/л, который отлично подходит для обработки поверхности металла. После высыхания деталь полностью погружают в нее, чтобы не упустить ни одного квадратного сантиметра поверхности.
Время обработки зависит от металла и колеблется в пределах от 5 до 20 минут. Воспользовавшись простым оборудованием, людям удается исключить ошибки, но при слишком долгом воздействии поверхность становится пористой. Этот момент необходимо заметить, чтобы своевременно перейти к следующему этапу.
Погружение в ванну
Далее хромируемая деталь помещается в ванну с электролитом. Перед этим необходимо тщательно просушить поверхность, чтобы на ней не остались следы соляной кислоты, способной изменить движение ионов. Это важный момент, который необходимо учитывать перед началом работ.
В ванной металлический элемент крепится на медной проволоке, куда впоследствии подключается катод. Рядом в ванну помещается свинцовая полоса или брусок, куда подводится анод. За счет этого осуществляется движение ионов хрома, которые за несколько минут полностью покрывают поверхность.
Окончательная обработка
Процесс займет всего 20-40 минут. Этого хватает, чтобы получить надежный слой, способный выдержать серьезное механическое повреждение. После чего необходимо поместить деталь в дистиллированную воду, чтобы полностью удалить электролит.
После высыхания допускается тщательная полировка. Она значительно повышает привлекательность металла, придавая ему изящный серебристый блеск. Из-за этого лучше потрудиться, чтобы получить идеальный результат, который впоследствии украсит автомобиль.
Хром – один из самых прочных металлов. Его тончайший слой не только обладает привлекательным блеском, но и отлично защищает от разного рода повреждений. Стоит задуматься о простейшей методике, которая впоследствии может оказаться спасением для автомобиля.
www.avtokrasim.ru
Под термином «хромирование» может пониматься как диффузионное насыщение поверхности обрабатываемого изделия слоем хрома, так и нанесение хрома по гальванической технологии. Существует также более общий термин – «металлизация». Под ним подразумевается нанесение на обрабатываемую поверхность слоя металла, в роли которого может выступать в том числе и хром.
Среди гальванических методов нанесения металла покрытие хромом является наиболее популярным. Именно поэтому термин «металлизация» часто используется в качестве синонима слова «хромирование».
Для чего нужен хромовый слой
Нанесение слоя хрома может выполняться для улучшения декоративных характеристик изделия из металла (декоративное хромирование), а также для защиты металлической детали от коррозии и придания ее поверхности большей твердости. Таким образом, за счет хромирования можно не только улучшить механические и декоративные характеристики изделия, но и значительно продлить срок его эксплуатации.
Множество разнообразных хромированных изделий можно встретить как в быту, так и в разных отраслях промышленности. Использование изделий из металла, на поверхность которых нанесен слой хрома, актуально в тех случаях, когда они будут эксплуатироваться в условиях постоянного воздействия агрессивных сред и интенсивного трения.

В бытовых условиях наиболее активно используются следующие изделия с хромированным покрытием:
- мебельная фурнитура;
- элементы для оформления домашних и офисных интерьеров;
- автомобильные диски и детали транспортного средства;
- сувенирная продукция;
- сантехническое оборудование.

В промышленности технология хромирования применяется в следующих целях:
- при производстве изделий по порошковой технологии;
- при изготовлении пресс-форм, используемых для изготовления изделий из резины и полимерных материалов;
- при производстве отражателей различного назначения;
- для повышения твердости поверхностного слоя и износостойкости режущего, а также специального измерительного инструмента;
- для придания исключительных декоративных характеристик кузовным и другим деталям транспортных средств;
- для обработки деталей, эксплуатируемых в условиях постоянного трения и негативного воздействия внешней среды (элементы парового оборудования и теплосетей, детали автомобильных двигателей и морских судов).

Хромированные детали отличаются следующими характеристиками:
- высокой устойчивостью к коррозии;
- микротвердостью, показатели которой достигают значений 950–1100 единиц по шкале HV;
- высокой пористостью покрытия, его износо- и жаростойкостью;
- низким коэффициентом трения сформированного покрытия;
- большим разбросом толщины хромового слоя (5–300 мкм и даже более).
Перечисленные характеристики, которых можно добиваться с помощью хромирования стали и других металлов, делает такую технологию настолько популярной. Перечислять все сферы, где активно используется процесс хромирования, можно достаточно долго.

Разновидности металлизации по способу взаимодействия металлизируемой поверхности с наносимым металлом (нажмите для увеличения)
Основные методы
На сегодняшний день выделяют следующие виды хромирования, каждый из которых отличается своими преимуществами и недостатками:
- хромирование, выполняемое по гальванической технологии;
- диффузионное хромирование, проводимое в герметичной емкости при высокой температуре;
- вакуумное хромирование, требующее использования специальной камеры, в которой создается вакуум;
- каталитическое хромирование, предполагающее, что на поверхность обрабатываемого изделия наносятся специальные жидкости без кислот;
- химическое хромирование изделий из стали и других металлов, которое по технологии выполнения напоминает обычную покраску;
- хромирование по гальванической технологии.
Гальваническое хромирование
Покрытия, получаемые в результате гальванического хромирования, могут быть нескольких типов.
«Твердый хром»
Нанесение покрытий данного типа осуществляется при использовании тока, отличающегося высокой плотностью (более 100 А/дм 2). Температура электролитического раствора не должна превышать значения 40°. Слой хрома, нанесенный по данной технологии, делает поверхность изделия более твердой, но в то же время и более хрупкой.
«Блестящий хром»
Покрытия данного типа наносятся с использованием тока, плотность которого находится в интервале 30–100 А/дм 2 и в растворе с температурой в пределах 45–60°. Поверхностный слой металла, на который хромовое покрытие нанесено по данной технологии, приобретает исключительно высокую твердость и износостойкость, а также зеркальный блеск.
«Молочный хром»
Для получения хромированных покрытий данного типа используется ток минимальной плотности (до 25 А/дм 2). Данный метод хромирования деталей не позволяет получать на них покрытия высокой твердости. Слой хрома, наносимый на поверхность изделия в таких случаях, напоминает очень эластичную массу, в структуре которой практически отсутствуют поры.
Для выполнения такого хромирования необходим трех- или шестивалентный хром. При хромировании металла с применением трехвалентного хрома в качестве основного компонента электролитического раствора используется хромовый ангидрид. При применении шестивалентного хрома в роли такого элемента выступает хлорид или сульфат хрома.

Растворы, выполненные на основе шестивалентного хрома, содержат в своем составе следующие компоненты:
- серную кислоту – 2,25–3 г/л;
- хромовый ангидрид – 225–300 г/л;
- свинец, который обычно входит в состав анода в сочетании с сурьмой или оловом, – 4–6%.
Большое значение для качества наносимого хромированного покрытия имеет пропорция серной кислоты и хромового ангидрида в используемом электролитическом растворе. Как правило, такое соотношение стараются выдерживать в пределах 1:100. Если оно будет меньше, то поверхность хромируемой детали не будет отличаться высоким качеством, на ней могут возникать отслоения, матовость и различные пятна. Например, если для хромирования используется электролитический раствор, в котором серная кислота и хромовый ангидрид содержатся в соотношении 1:50, то хромовое покрытие не получит достаточно высокой кроющей и рассеивающей способности.

Важными параметрами при нанесении хромированного покрытия также являются плотность электрического тока (не выше 310 кА/дм 2) и температура электролитического раствора (45–60°). Если увеличить плотность тока, то на угловых и торцевых элементах хромируемой детали могут формироваться дендриты, которые значительно ухудшают декоративные характеристики изделия.
Кроме свинцовых анодов, химический состав которых дополнен сурьмой (не более 6%), для выполнения хромирования сегодня используются аноды из титана, покрытого платиновым слоем. При проведении хромирования желательно не применять растворимые аноды: для изготовления таких элементов лучше использовать листы или стержни из металла, сечение которых составляет порядка 1,5 см.

Аноды для хромирования, изготовленные из свинца, необходимо регулярно чистить при помощи металлической щетки, так как на их поверхности постоянно образуется хромовокислый налет. В том случае, если для нанесения хрома используются титановые аноды, покрытые слоем платины, такую чистку выполнять не потребуется. Если аноды, при помощи которых осуществляется хромирование изделий из стали и других металлов, не применяются в течение нескольких дней, их необходимо извлечь из электролитического раствора и держать все это время в воде.
Как подготовить изделие
Технология декоративного хромирования (как и нанесение слоя хрома в защитных целях) предусматривает тщательную подготовку изделия. Такая подготовка заключается в выполнении таких процедур, как:
- шлифовка обрабатываемой поверхности, а также ее тщательная полировка;
- промывка изделия и протирание его мягкой тканью;
- изолирование тех участков поверхности, где хромировка не требуется;
- обезжиривание хромируемой детали;
- декапирование изделия, которое позволяет улучшить адгезию наносимого хромового слоя с основным металлом;
- размещение изделия в электролитическом растворе при помощи специального кронштейна.

В отдельных случаях технология декоративного хромирования предусматривает предварительное травление обрабатываемой поверхности и нанесение на нее слоя другого металла (меди или никеля), что способствует увеличению прочности хромового покрытия.
Как проводят процедуру хромирования
Сама технология декоративного хромирования заключается в следующем.
- Изделие после предварительной подготовки помещается в емкость с электролитическим раствором, в которой уже находится анод.
- Раствор, в который погружают изделие, должен быть предварительно нагрет до требуемой рабочей температуры. Следует иметь виду, что рабочая температура электролитического раствора должна поддерживаться на протяжении всего процесса хромирования. Это необходимо для того, чтобы обеспечить хорошую адгезию наносимого слоя, а также его однородность по структуре и толщине.
- В зависимости от того, какой толщины должен быть хромированный слой, определяют время нахождения изделия в электролитическом растворе.

Технология декоративного хромирования предусматривает также выполнение термообработки детали (этот этап нужен для того, чтобы хромовое покрытие было более твердым и прочным). Изделие, на поверхность которого уже нанесен слой хрома, выдерживают в течение нескольких часов в нагревательной печи при температуре порядка 200°.
На видео ниже подробно показан процесс гальванического хромирования с комментариями в виде субтитров.
Химический способ
В настоящее время активно применяется технология декоративного хромирования, не предполагающая использования электролитического раствора. Таким способом, суть которого заключается в том, что хром из рабочего раствора осаждается на поверхности обрабатываемого изделия, выполняется хромирование алюминия и других металлов, а также деталей из полимерных материалов.
Любой умелец стремится самостоятельно освоить множество самых разных видов работ, а значит, ему будет интересно, как выполнить хромирование в домашних условиях самых разных деталей и материалов, произведенных на основе металла или пластика.
Особенно эта технология актуальна для тех, кто имеет свой собственный автомобиль и хочет, чтобы он всегда имел привлекательный внешний вид.
Если самостоятельно освоить процесс хромирования, то можно будет сэкономить значительную сумму денег и обойтись без посещения автосервиса.
1 – стеклянная емкость (банка), 2 – анод (или аноды), 3 – хромируемая деталь (катод), 4 – раствор электролита.
Конечно, для того чтобы выполнить хромирование в домашних условиях потребуется определенное химическое оборудование, которое также можно сделать своими руками.
В автосервисах предлагают профессиональное хромирование деталей из пластика и металла, дисков, однако стоит такое удовольствие приличную сумму денег.
Технология, по которой проводится данный процесс, достаточно простая и не требует каких-то специфических познаний.
Также при правильном подходе в домашних условиях можно провести гальваническое, а также каталитическое хромирование, кроме этого, выполнить никелирование как дисков, так и деталей из пластика.
Как правило, хромированию подвергаются как пластиковые детали, так и изделия, выполненные из металла, в том числе и хромирование дисков.
Данный процесс, в том числе и каталитическое хромирование, несмотря на некоторую специфику и нюансы, сможет своими руками сделать каждый домашний умелец.
В первую очередь, перед проведением своими руками хромирования, необходимо определиться с местом проведения работы.
Для данного процесса следует подобрать хорошо вентилируемое пространство, так как придется много работать с самыми разными химическими реагентами, воздействие которых может плохо сказаться на здоровье.
Наиболее оптимальным местом в этом случае может стать гараж либо просторная подсобка.
Хромирование при определенных условиях можно провести и на балконе в квартире, конечно, если он имеет достаточную площадь.
Также необходимо подумать и о средствах защиты. Рекомендуется для этих целей использовать фартук, защитные очки, а также респиратор и обязательно резиновые перчатки.
Следует подготовить и все необходимое оборудование и, в первую очередь, емкость.
В качестве емкости под хромирование можно использовать обычную трехлитровую банку или небольшое пластмассовое ведро.
Если детали имеют сложную конфигурацию и большие размеры, то и соответственно емкость должна быть более объемной и вместительной.
Также следует подготовить ящик из дерева, предварительно изолированный стеклотканью и утепленный песком.
Так как процесс подразумевает работу при высоких температурах, придется подумать и о нагревательном элементе.
Для этих целей можно использовать самый обыкновенный ТЭН. Под рукой следует иметь термометр, который оснащен шкалой до ста градусов по Цельсию, а также лист фанеры.
Для хромирования в домашних условиях следует приобрести специальный зажим, а также кронштейн для крепления обрабатываемых деталей.
Для проведения необходимой работы потребуется гальваническая установка, которая собирается своими руками из вышеуказанных элементов.
На видео, которое размещено ниже, подробно рассказано о том, как самостоятельно провести хромирование деталей, выполненных из пластика.
Подготовка к хромированию
Как правило, в большинстве случаев выполняется гальваническое хромирование, и для того, чтобы его провести самостоятельно, придется собрать определенное оборудование.
Для начала следует снять с плотной кисти щетину и обмотать ее свинцовым проводом.
После этого изготавливается специальная кисть, а для этого потребуется оргстекло. Готовая кисть должна иметь пустой корпус, который впоследствии можно будет заполнить электролитом.
В качестве источника тока потребуется приобрести достаточно мощный трансформатор, к которому в особой последовательности необходимо будет подсоединить анод и катод.
Источником тока может послужить и обычный аккумулятор от автомобиля, однако в этом случае придется несколько изменить схему установки.
В свою очередь катод будет крепиться к самой детали, которая подлежит хромированию. В том случае, если источником питания выступает аккумулятор от автомобиля, то из схемы изымается диод.
Для его приготовления необходимо взять в определенных пропорциях натру, силикатный клей и кальцинированную соду. Все компоненты разбавляются в обыкновенной воде и тщательно перемешиваются.
После этого полученный состав нагревается до температуры кипения и только после этого в него помещаются заготовки.
Данный раствор помогает быстро и эффективно обезжирить пластиковую или металлическую поверхность у обрабатываемой детали.
Также детали перед началом хромирования тщательно очищаются от грязи и всевозможных окислов.
После того как будут проведены все предварительные процедуры и подготовлено все необходимое оборудование, необходимо надеть защитную спецодежду и можно приступать к выполнению работы своими руками.
Данная процедура, так же как и никелирование, требует аккуратности и строго выполнения технологии.
Выполнение хромирования
Хромирование металлических пластиковых деталей начинают с того, что их соединяют с трансформатором посредством провода.
После этого на поверхность обрабатываемого материала следует аккуратно и максимально равномерно нанести слой электролита, при этом кисть следует перемещать плавными движениями вверх и вниз.
Следует определиться со слоем наносимого покрытия и лучше сделать его достаточно толстым. Это обеспечит качественное хромирование и гарантирует то, что в ближайшее время он не слезет.
При выполнении работ следует постоянно контролировать кисть на предмет наличия в ней электролита и при необходимости добавлять его.
Выполняемое таким образом гальваническое хромирование металлических дисков или пластиковых деталей позволит нанести качественное покрытие самостоятельно.
После того как будет закончена работа с электролитом, все обрабатываемые детали необходимо тщательно промыть в проточной воде.
Хромирование деталей и дисков считается достаточно опасной процедурой, так как работа выполняется с химически активными веществами, которые могут нанести определенный вред здоровью.
В случае попадания используемого раствора на кожные покровы, можно получить достаточно серьезный ожог.
Кроме этого, при неаккуратном использовании электролита может наступить химическое отравление организма, что также очень опасно для здоровья человека.
Всю работу следует выполнять только в защитных средствах, используя резиновые перчатки и респиратор. Следует помнить и то, что не все металлические диски и детали поддаются хромированию.
В некоторых случаях для того, чтобы нанести декоративное покрытие, приходится выполнять никелирование, предварительно покрыв заготовку тонким медным слоем.
Более подробно о том, как самостоятельно провести хромирование деталей из пластика или дисков, рассказано на видео, которое размещено ниже.
Очень часто придать металлической детали привлекательный внешний вид помогает никелирование, которое также может быть выполнено своими руками.
По своей сути никелирование чем-то напоминает хромирование, однако данный метод подразумевает использование не электролита, а специально приготовленный состав.
Оба метода покрытия поверхностей защитным слоем популярны у автолюбителей.
За счет хромирования различные детали приобретают свойство отражать солнечный свет, однако с течением времени данная способность постепенно утрачивается.
Чтобы избежать этого, за хромированной поверхностью следует периодически ухаживать.
Те детали на автомобиле, которые были хромированы, следует мыть только теплой водой с добавлением специальных моющих средств.
После мойки их следует тщательно протереть тряпкой, которая не содержит ворс. Нельзя для мытья автомобиля использовать какой-либо грубый материал, который может повредить поверхность хромированных деталей.
Также следует избегать при мойке машины резких перепадов температур, так как от этого покрытие становится блеклым и теряет свой первоначальный вид.
Изделия, имеющие хромовое покрытие, имеют эстетичный и привлекательный внешний вид, именно поэтому они настолько популярны и стоят дороже нехромированных аналогов.
Но что делать, если на рынке нет вариантов с хромовым покрытием, или хочется придать соответствующий внешний вид уже имеющимся в наличии вещам без хромового слоя? В подобной ситуации может помочь хромирование пластика в домашних условиях.
Особенности хромирования пластика в домашних условиях
Главной особенностью домашнего хромирования является необходимость приобретения оборудования, некоторые элементы которого довольно-таки дорогостоящи. Поэтому, в случае если подобный способ планируется использовать только один раз, целесообразней воспользоваться платными услугами специалистов.
Второй важной особенностью технологии хромирования пластика в домашних условиях является применение едких и токсичных реагентов с высокой степенью летучести. Прежде чем приступать к процессу важно выбрать подходящее и хорошо вентилируемое помещение и позаботиться о средствах личной защиты.
Помещение для проведения процесса хромирования пластиковых изделий должно быть хорошо проветриваемым или оборудованным достаточно мощной вытяжной вентиляционной системой. Для этих целей лучше всего подойдёт гараж, домашняя мастерская или другое крытое нежилое помещение.
Что касается личной защиты, то крайне необходимо вооружиться респиратором, защитными очками, качественными резиновыми либо прорезиненными перчатками и защитным фартуком. Важно помнить, что попадание применяемых реагентов на кожу может вызвать химические ожоги, а вдыхание их паров привести к общему отравлению организма.
Подготовка к проведению хромирования
Для хромирования пластмассы своими руками дома необходимо подготовить следующие материалы и инструменты:
- подходящая по размерам ёмкость, в которую будет налит диэлектрический раствор, это может быть стеклянная банка или пластиковое ведро;
- электролитный раствор;
- пластиковое ведро или пластиковый тазик, в который помещают ёмкость;
- ящик из фанеры или дерева, который необходимо предварительно изолировать стеклотканью и утеплить минеральной ватой или песком — это нужно для хорошей термоизоляции;
- специальная кисть для нанесения раствора;
- нагревательный элемент — лучше всего для этого подойдёт обыкновенный ТЭН;
- источник электропитания необходимого напряжения, мощности и силы тока (трансформатор или автомобильный аккумулятор);
- термометр, с помощью которого можно измерять жидкость с температурой до 100 0 C;
- кронштейн, необходимый для свободного подвешивания обрабатываемой детали в ёмкости;
- щиток для плотного накрывания ёмкости — это может быть лист из фанеры;
- зажим.
Первым делом, необходимо подготовить специальный электролитический раствор, без которого весь процесс невозможен. Сделать его можно в домашних условиях. Для этого понадобятся следующие ингредиенты:
- дистиллированная вода (объем зависит от объёма тары и размера обрабатываемой детали);
- хромовый ангидрит (250 г/литр воды);
- серная кислота H 2 SO 4 (2.5 г/л).
Независимо от выбора метода проведения хромирования деталей в домашних условиях для его осуществления понадобится электролитический раствор.
Чтобы приготовить электролит, необходимо в дистиллированную воду, предварительно нагретую до 60 0 C, насыпать и тщательно размешать хромовый ангидрит, после этого добавить и размешивать серную кислоту. Через полученный раствор в течение 2 – 3 часов прогоняем электрический ток до приобретения им темно-бордового оттенка. Силу тока рассчитываем исходя из количества жидкости, она должна составлять 6.5 А./литр жидкости. Готовый раствор настаиваем в течение суток.
Процесс хромирования пластика
Прежде чем приступить к обработке детали, её нужно обезжирить. Для этого необходимо приготовить специальный раствор: в равных долях смешать кальцинированную соду, едкий натрий и силикатный клей, полученную смесь растворить в воде и довести до кипения, после чего погрузить в неё деталь.
Существует два основных метода хромирования пластика дома:
- с помощью гальванической ванны;
- с помощью специальной кисти.
Оба метода по-своему хороши, и каждый сам для себя выбирает подходящий ему способ. Рассмотрим оба эти метода подробнее.
Хромирование с помощью кисти
Главным элементом оборудования, необходимого для хромирования пластика в домашних условиях при помощи специальной кисточки, является сама кисть, с помощью которой наносится реагент на поверхность обрабатываемой детали.
Ее можно сделать самому. Для этого необходимо взять полую внутри трубку из органического стекла, на один конец которой приспосабливаем щетину из электропроводного материала. Для этой цели лучше всего подойдёт пучок из тонкой медной неизолированной проволоки. Щетину кисти нужно обмотать тонким свинцовым проводом.
Для нанесения хромового покрытия на пластик, саму деталь и кисть необходимо подключить к источнику электропитания, таким источником может быть трансформатор или автомобильный аккумулятор. В зависимости от выбора источника питания схема подключения будет разной.
В случае если используется трансформатор, к кисти подключают диод: анод подключаем к понижающей обмотке трансформатора, а катод с помощью зажима типа «крокодил» присоединяем к обрабатываемой детали. Если источником питания служит аккумулятор, диод не используется.
После подключения к источнику электропитания, на деталь с помощью кисти наносится электролит, который предварительно заливается в полую ручку кисти, важно при этом следить за уровнем самого электролита. Раствор наносится плавными движениями из стороны в сторону ровными слоями.
Для того чтобы покрытие сохранилось максимально долго, специалисты рекомендуют наносить раствор в несколько слоёв, количество проходов по каждому участку должно быть в диапазоне от 25 до 35 раз.
Хромирование в гальванической ванне
В данном случае температура электролита должна быть на уровне 50-60 0 C, после подогрева его настаивают 2,5-3 часа.
В подготовленную ёмкость (гальваническую ванну), погружают анод (+), а катод подключают к трансформатору (-), после чего в неё погружают пластмассовую деталь и фиксируют в подвешенном состоянии так, чтобы она не касалась стенок ванной. Это нужно для того чтобы покрытие было равномерным и без огрехов. Важно при этом поддерживать температуру раствора на уровне 50 – 53 0 C. Через некоторое время подаётся ток.
Если после хромирования пластика видны недостатки в хромовом слое, процесс нужно повторить (возможно, несколько раз).
После хромирования обрабатываемую деталь необходимо промыть под проточной водой и прокипятить как минимум в 3-х литрах дистиллированной воды не менее чем 30 мин.
Для доведения детали до идеального состояния, после хромирования её натирают и полируют при помощи мягкой ткани.
В завершении хочется сказать, что сейчас на рынке практически все товары продаются в вариациях с хромовым покрытием, но иногда бывает так, что нужно хромировать какую-то деталь самому и многие думают, что это невозможно в домашних условия. Безусловно, это сложно, но возможно. Поэтому если возникает такая необходимость – смело беритесь за дело, главного при этом быть осторожным и внимательным, чтобы не повредить саму деталь или не навредить своему здоровью.




Хромирование деталей – это процесс металлизации хромом с целью придания поверхности физико-механических и химических свойств и характеристик, которые отличаются от исходного материала детали. Хромирование используется с целью повышения коррозионностойкости, эрозионностойкости, механической стойкости, декоративной отделки и прочего.
Процесс хромирования деталей
Способы нанесения слоя хрома на поверхность металлизируемой детали отличаются методами схватывания (удержания) между собой. Классифицировать их можно следующим образом:
- адгезионное схватывание (за счет механического воздействия);
- за счет металлических связей:
- диффузионная зона в пределах границы двух поверхностей;
- диффузионная зона всего покрывающего слоя.
Технология хромирования подразумевает несколько этапов:
- подготовительный;
- процесс нанесения;
- заключительный.
Подготовительный этап. На этой стадии выполняются те типы работ, которые позволят слою хрома надежно закрепиться и удерживаться на поверхности длительное время. Перед хромированием изделий они подвергаются шлифовке, а при необходимости полируются. После финишной операции изделия промываются, сушатся и протираются мягким материалом. Те поверхности (отверстия, внутренние полости), которые не подлежат металлизации, подвергаются изолированию. Детали устанавливаются (вывешиваются) на приспособлении, которое предназначено для введения деталей в зону обработки. Производится обязательный процесс обезжиривания. Выполняется декапирование, позволяющее повысить способность к адгезии.
Процесс нанесения хрома на поверхность. Технология хромирования деталей, в зависимости от метода нанесения, происходит тремя видами:
- в холодном состоянии;
- в нагретом состоянии;
- диффузией.
Например, во время электролитического метода изделия помещаются в ванну с раствором-электролитом. Рабочая температура электролита зависит от его состава. Заданная температура должна сохраняться на протяжении всего процесса, что гарантирует однородную структуру наносимого слоя и равномерную толщину.
Металлизируемые изделия выполняют роль анода. Продолжительность процесса хромирования напрямую зависит от требуемой толщины покрытия.

После нанесения хрома изделия подвергаются сушке. Если сушку проводить в сушильном шкафу, то ее продолжительность составит 5-10 минут при температуре 85°С-100°С. Если сушку проводить методом обдува сжатым воздухом, то ее продолжительность составит 0,5-3 минут при температуре 18°С-25°С.
Для повышения прочности и твердости покрытого слоя он подвергается термической обработке. Продолжительность выдерживания в печи составляет несколько часов при температуре порядка 200°С.
Толщина покрытия, нанесенного на сталь колеблется от 0,003 мм до 0,025 мм. Если использовать изменение полярности тока (реверс), то толщину хромирования доводят до 0,03 мм.
Виды хромирования
Согласно классификации процесс металлизации, происходящий за счет механического сцепления, относится к первой группе, а за счет атомарных механических связей – ко второй группе. Вторая группа делится на две подгруппы:
2а — приграничная диффузия;
2б – полная диффузия.
В группу 1 входят следующие методы хромирования:
- электротехническое покрытие;
- электродуговое или газопламенное распыление (пульверизация);
- химическое нанесение;
- вакуумное нанесение в холодной среде.

К группе 2 относятся:
- плазменное напыление;
- электрофорез;
- вакуумное нанесение в нагретой среде;
- электротехническое покрытие с последующим отжигом;
- осаждение чистого металла из соединений карбонатов в газовой среде;
- диффузионное нанесение элементов.
Твердое хромирование
Твердое хромирование нашло широкое применение при изготовлении деталей, подвергающихся высокому износу, активной коррозии в агрессивных средах, при восстановлении металлических деталей, для увеличения срока эксплуатации инструментов (режущего, измерительного), а также для декоративной отделки изделий изготовленных из неметаллических материалов.
Твердое хромирование проводят следующими методами:
- гальваническим (описан выше);
- каталитическим, при котором хром восстанавливается на поверхности из солей аммиака и серебра;
- вакуумным, при котором реагент, нанесенный на обрабатываемую поверхность диффузионную активность при отрицательном давлении;
- термохимическим, который можно сравнить с цементацией изделий.
Термохимическим методом хромирование производят в карбюризаторе, состоящем из измельченного хрома и каолина в пропорции 55-45%. Для предотвращения окисления хрома при высоких температурах через ящики с деталями и карбюризатором продувают водород. Продолжительность хромирования составляет три часа. За это время толщина слоя достигает при температуре 1300°С 0,15 мм, а при температуре 1400°С 0,8 мм.
Хромирование электролизом
Хромирование электролизом заключается в легком выведении водорода по сравнению с хромом из электролита. Электролитом выступает хромовая кислота. Ванны оборудуются свинцовыми нерастворимыми анодами.
Широкое использование получил сульфатный электролит на основе хромового ангидрида с серной кислотой CrO3:H2SO4.
Концентрация раствора подбирается исходя из характера покрытия и сложности формы детали.
При невысокой температуре металлизации (не выше 35°С) хромированная поверхность имеет серый матовый оттенок. Интенсивность и плотность тока не влияет на процесс. При повышении температуры до 65°С и плотности тока поверхность получается блестящей. Дальнейшее повышение температуры и плотности тока (до 30 А/дм2) хром имеет молочный оттенок.
Также качество покрытой поверхности зависит от концентрации электролита. Хромированное покрытие, полученное при использовании концентрации до 150 г/л отличается высокой твердостью и износостойкостью. Высококонцентрированные электролиты, до 450 г/л используются для декоративных покрытий.
Гальваническое хромирование
Гальваническое хромирование — наиболее распространенный современный способ хромирования. Осуществляется двумя способами: в среде электролита и диффузионным. Электролитический способ аналогичен хромированию электролизом, они отличаются лишь режимами проведения процесса.
Диффузионный способ — это процесс насыщения поверхности при определенных условиях из нанесенных реагентов. Отделанные детали обладают: прочностью и твердостью, вязкостью и упругостью, износо-, жаро-, коррозионностойкостью.
Оборудование для хромирования
Рынок предлагает разнообразное оборудование для нанесения хромового слоя как отечественного производства, так и зарубежного. Частное зарубежное предпринимательство подвигло разработчиков на создание компактных установок, которые легко разместить в гараже или маленькой мастерской.
Непрофессиональное оборудование только имитирует качественное хромирование, качество при этом не столь хорошее. Работы проводятся в следующей последовательности:
очищение от старого покрытия;
шлифовка;
обезжиривание;
нанесение грунтовки;
нанесение хрома распылением;
сушка;
защита лаком от повреждений.
Широко на производстве используется электролитическое (гальваническое) хромирование. Для этого используются специальные ванны, электроустановки, система вентиляции, моющие и сушильные установки. При горячем способе нанесения хрома используются печи и вакуумные установки.
Но независимо от типа используемого оборудования во время процесса хромирования происходят физические и химические реакции, которые сопровождаются выделением продуктов распада.
Сфера применения технологии
Декоративное хромирование деталей позволяет повысить визуальные характеристики изделий как из металлов, так и из различного вида пластмасс, стекла и прочих материалов. Для быта хром используется для покрытий:
- мебельной фурнитуры;
- интерьерах помещений и дизайнерских проектах;
- сувениры;
- сантехника.

Сантехническое оборудование обязательно хромируется для защиты от водного окисления (коррозии), будь то недорогой силумин или дорогая латунь с бронзой.
Промышленность использует хромирование для повышения стойкости деталей, работающих в условиях большого трения:
- поршни;
- компрессионные кольца;
- ролики;
Также хромирование используется при изготовлении инструмента и оснастки:
- прессовые штампы;
- режущий инструмент;
- мерительный инструмент.
Технология хромирования позволяет продлить жизнедеятельность элементов механизма или придать изделиям притягательный вид.
Информация к действию
(технологические советы)
Ерлыкин Л.А. «Сделай Сам» 3-92
Перед кем из домашних умельцев не вставала необходимость отникелировать или отхромировать ту или иную деталь. Какой самоделыцик не мечтал установить в ответственном узле «несрабатывающуюся» втулку с твердой, износостойкой поверхностью, полученной путем насыщения ее бором. Но как сделать в домашних условиях то, что, как правило, осуществляется на специализированных предприятиях методами химико-термической и электрохимической обработки металлов. Не будешь же строить дома газовые и вакуумные печи, сооружать электролизные ванны. Но, оказывается, строить все это совсем и не надо. Достаточно иметь под рукой некоторые реактивы, эмалированную кастрюлю да и, пожалуй, паяльную лампу, а также знать рецепты «химической технологии», с помощью которой можно металлы также меднить, кадмировать, лудить, оксидировать и т.д.
Итак, начнем знакомиться с секретами химической технологии. Учтите, что содержание компонентов в приведенных растворах, как правило, даются в г/л. В случае, если применяются другие единицы, следует специальная оговорка.
Подготовительные операции
Перед нанесением на металлические поверхности красок, защитных и декоративных пленок, а также перед покрытием их другими металлами необходимо осуществить подготовительные операции, то есть удалить с этих поверхностей загрязнения различной природы. Учтите, от качества проведения подготовительных операций в сильной степени зависит конечный результат всех работ.
К подготовительным операциям относятся обезжиривание, очистка и травление.
Обезжиривание
Процесс обезжиривания поверхности металлических деталей проводят, как правило, когда эти детали только что обработаны (отшлифованы или отполированы) и на их поверхности нет ржавчины, окалины и других посторонних продуктов.
С помощью обезжиривания с поверхности деталей удаляют масляные и жировые пленки. Для этого применяют водные растворы некоторых химреактивов, хотя для этого можно использовать и органические растворители. Последние имеют то преимущество, что они не оказывают последующего коррозионного воздействия на поверхность деталей, но при этом они токсичны и огнеопасны.
Водные растворы. Обезжиривание металлических деталей в водных растворах проводят в эмалированной посуде. Заливают воду, растворяют в ней химреактивы и ставят на малый огонь. При достижении нужной температуры загружают в раствор детали. В процессе обработки раствор перемешивают. Ниже приводятся составы обезжиривающих растворов (г/л), а также рабочие температуры растворов и время обработки деталей.
Составы обезжиривающих растворов (г/л)
Для черных металлов (железо и железные сплавы)
Жидкое стекло (канцелярский силикатный клей) — 3…10, едкий натр (калий) — 20…30, тринатрийфосфат — 25…30. Температура раствора — 70…90° С, время обработки — 10…30 мин.
Жидкое стекло — 5…10, едкий натр — 100…150, кальцинированная сода — 30…60. Температура раствора — 70…80°С, время обработки — 5…10 мин.
Жидкое стекло — 35, тринатрийфосфат- 3…10. Температура раствора — 70…90°С, время обработки — 10…20 мин.
Жидкое стекло — 35, тринатрийфосфат — 15, препарат — эмульгатор ОП-7 (или ОП-10)-2. Температура раствора — 60-70°С, время обработки — 5…10 мин.
Жидкое стекло — 15, препарат ОП-7(или ОП-10)-1. Температура раствора — 70…80°С, время обработки- 10…15 мин.
Кальцинированная сода — 20, калиевый хромпик — 1. Температура раствора — 80…90°С, время обработки — 10…20 мин.
Кальцинированная сода — 5…10, тринатрийфосфат — 5…10, препарат ОП-7 (или ОП-10) — 3. Температура раствора — 60…80°С, время обработки — 5…10 мин.
Для меди и медных сплавов
Едкий натр — 35, кальцинированная сода — 60, тринатрийфосфат — 15, препарат ОП-7 (или ОП-10) — 5. Температура раствора — 60…70, время обработки — 10…20 мин.
Едкий натр (калий) — 75, жидкое стекло — 20 Температура раствора — 80…90°С, время обработки — 40…60 мин.
Жидкое стекло — 10…20, тринатрийфосфат- 100. Температура раствора — 65…80 С, время обработки — 10…60 мин.
Жидкое стекло — 5…10, кальцинированная сода — 20…25, препарат ОП-7 (или ОП-10)-5…10. Температура раствора — 60…70°С, время обработки — 5…10 мин.
Тринатрийфосфат — 80…100. Температура раствора — 80…90°С, время обработки — 30…40 мин.
Для алюминия и его сплавов
Жидкое стекло — 25…50, кальцинированная сода — 5…10, тринатрийфосфат-5…10, препарат ОП-7 (илиОП-10) — 15…20 мин.
Жидкое стекло — 20…30, кальцинированная сода — 50…60, тринатрийфосфат- 50…60. Температура раствора — 50…60°С, время обработки — 3…5 мин.
Кальцинированная сода — 20…25, тринатрийфосфат — 20…25, препарат ОП-7 (или ОП-10)-5…7. Температура — 70…80°С, время обработки — 10…20 мин.
Для серебра, никеля и их сплавов
Жидкое стекло — 50, кальцинированная сода — 20, тринатрийфосфат — 20, препарат ОП-7 (или ОП-10) — 2. Температура раствора — 70…80°С, время обработки — 5…10 мин.
Жидкое стекло — 25, кальцинированная сода — 5, тринатрийфосфат — 10. Температура раствора — 75…85°С, время обработки — 15…20 мин.
Для цинка
Жидкое стекло — 20…25, едкий натр — 20…25, кальцинированная сода — 20…25. Температура раствора — 65…75°С, время обработки — 5 мин.
Жидкое стекло — 30…50, кальцинированная сода — 30..,50, керосин — 30…50, препарат ОП-7 (или ОП-10) — 2…3. Температура раствора — 60-70°С, время обработки — 1…2 мин.
Органические растворители
Наиболее применяемыми из органических растворителей являются бензин Б-70 (или «бензин для Зажигалок») и ацетон. Однако они обладают существенным недостатком — легко воспламеняются. Поэтому в последнее время их заменяют негорючими растворителями, такими, как трихлорэтилен и перхлорэтилен. Растворяющая способность их значительно выше, чем у бензина и ацетона. Причем эти растворители можно безбоязненно нагревать, что намного ускоряет обезжиривание металлических деталей.
Обезжиривание поверхности металлических деталей с помощью органических растворителей проводят в такой последовательности. Детали загружают в посуду с растворителем и выдерживают 15…20 мин. Затем поверхность деталей протирают прямо в растворителе щеткой. После такой обработки поверхность каждой детали тщательно обрабатывают тампоном, смоченным 25%-ным аммиаком (работать необходимо в резиновых перчатках!).
Все работы по обезжириванию органическими растворителями проводят в хорошо проветриваемом помещении.
Очистка
В этом разделе в качестве примера будет рассмотрен процесс очистки от нагара двигателей внутреннего сгорания. Как известно, нагар представляет собой асфальтосмолистые вещества, образующие на рабочих поверхностях двигателей трудноудалимые пленки. Удаление нагара — задача довольно сложная, так как пленка нагара инертна и прочно сцеплена с поверхностью детали.
Составы очищающих растворов (г/л)
Для черных металлов
Жидкое стекло — 1,5, кальцинированная сода — 33, едкий натр — 25, хо-зяйственное мыло — 8,5. Температура раствора — 80…90°С, время обработки — Зч.
Едкий натр — 100, бихромат калия — 5. Температура раствора — 80…95°С, время обработки — до 3 ч.
Едкий натр — 25, жидкое стекло — 10, бихромат натрия — 5, хозяйственное мыло — 8, кальцинированная сода — 30. Температура раствора — 80…95°С, время обработки — до 3 ч.
Едкий натр — 25, жидкое стекло — 10, хозяйственное мыло — 10, поташ — 30. Температура раствора — 100°С, время обработки — до 6 ч.
Для алюминиевых (дюралюминиевых) сплавов
Жидкое стекло 8,5, хозяйственное мыло — 10, кальцинированная сода — 18,5. Температура раствора — 85…95 С, время обработки — до 3 ч.
Жидкое стекло — 8, бихромат калия — 5, хозяйственное мыло — 10, кальцинированная сода — 20. Температура раствора — 85…95°С, время обработки — до 3 ч.
Кальцинированная сода — 10, бихромат калия — 5, хозяйственное мыло — 10. Температура раствора — 80…95°С, время обработки — до 3 ч.
Травление
Травление (как подготовительная операция) позволяет удалить с металлических деталей прочно сцепленные с их поверхностью загрязнения (ржавчину, окалину и другие продукты коррозии).
Основная цель травления — снятие продуктов коррозии; при этом основной металл не должен травиться. Чтобы предотвратить травление металла, в растворы вводят специальные добавки. Хорошие результаты дает применение небольших количеств гексаметилентетрамина (уротропина). Во все растворы для травления черных металлов добавляют 1 таблетку (0,5 г) уротропина на 1 л раствора. При отсутствии уротропина его заменяют таким же количеством сухого спирта (продается в спортмагазинах как топливо для туристов).
Ввиду того что в рецептах для травления применяют неорганические кислоты, необходимо знать их исходную плотность (г/см 3): азотная кислота — 1,4, серная кислота — 1,84; соляная кислота — 1,19; ортофосфорная кислота — 1,7; уксусная кислота — 1,05.
Составы растворов для травления
Для черных металлов
Серная кислота — 90…130, соляная кислота — 80…100. Температура раствора — 30…40°С, время обработки — 0, 5…1,0 ч.
Серная кислота — 150…200. Температура раствора — 25…60°С, время обработки — 0,5…1 ,0 ч.
Соляная кислота — 200. Температура раствора — 30…35°С, время обработки — 15…20 мин.
Соляная кислота — 150…200, формалин- 40…50. Температура раствора 30…50°С, время обработки 15…25 мин.
Азотная кислота — 70…80, соляная кислота — 500…550. Температура раствора — 50°С, время обработки — 3…5 мин.
Азотная кислота — 100, серная кислота — 50, соляная кислота — 150. Температура раствора — 85°С, время обработки — 3…10 мин.
Соляная кислота — 150, ортофосфорная кислота — 100. Температура раствора — 50°С, время обработки — 10…20 мин.
Последний раствор (при обработке стальных деталей) кроме очистки поверхности еще и фосфатирует ее. А фосфатные пленки на поверхности стальных деталей позволяют окрашивать их любыми красками без грунта, так как эти пленки сами служат превосходным грунтом.
Приведем еще несколько рецептов травящих растворов, составы которых на этот раз приведены в % (по массе).
Ортофосфорная кислота — 10, бутиловый спирт — 83, вода — 7. Температура раствора — 50…70°С, время обработки — 20…30 мин.
Ортофосфорная кислота — 35, бутиловый спирт — 5, вода — 60. Температура раствора — 40…60°С, время обработки — 30…35 мин.
После травления черных металлов их промывают в 15%-ном растворе кальци-нированной (или питьевой) соды. Затем тщательно промывают водой.
Отметим, что ниже составы растворов опять приводятся в г/л.
Для меди и ее сплавов
Серная кислота — 25…40, хромовый ангидрид — 150…200. Температура раствора — 25°С, время обработки — 5…10 мин.
Серная кислота — 150, бихромат калия — 50. Температура раствора — 25,.35°С, время обработки — 5…15 мин.
Трилон Б- 100. Температура раствора — 18…25°С, время обработки — 5…10 мин.
Хромовый ангидрид — 350, хлористый натрий — 50. Температура раствора — 18…25°С, время обработки — 5…15 мин.
Для алюминия и его сплавов
Едкий натр -50…100. Температура раствора — 40…60°С, время обработки — 5…10 с.
Азотная кислота — 35…40. Температура раствора — 18…25°С, время обработки — 3…5 с.
Едкий натр — 25…35, кальцинированная сода — 20…30. Температура раствора — 40…60°С, время обработки — 0,5…2,0 мин.
Едкий натр — 150, хлористый натрий — 30. Температура раствора — 60°С, время обработки — 15…20 с.
Химическое полирование
Химическое полирование позволяет быстро и качественно обработать поверхности металлических деталей. Большое преимущество такой технологии заключается в том, что с помощью ее (и только ее!) удается отполировать в домашних условиях детали со сложным профилем.
Составы растворов для химического полирования
Для углеродистых сталей (содержание компонентов указывается в каждом конкретном случае в тех или иных единицах (г/л, процентах, частях)
Азотная кислота — 2.-.4, соляная кислота 2…5, Ортофосфорная кислота — 15…25, остальное — вода. Температура раствора — 70…80°С, время обработки — 1…10 мин. Содержа¬ние компонентов — в % (по объему).
Серная кислота — 0,1, уксусная кислота — 25, перекись водорода (30%-ная) — 13. Температура раствора — 18…25°С, время обработки — 30…60 мин. Содержание компонентов — в г/л.
Азотная кислота — 100…200, серная кислота — 200..,600, соляная кислота — 25, Ортофосфорная кислота — 400. Температура смеси — 80…120°С, время обработки — 10…60 с. Содержание компонентов в частях (по объему).
Для нержавеющей стали
Серная кислота — 230, соляная кислота — 660, кислотный оранжевый краситель — 25. Температура раствора — 70…75°С, время обработки — 2…3 мин. Содержание компонентов — в г/л.
Азотная кислота — 4…5, соляная кислота — 3…4, Ортофосфорная кислота — 20.,.30, метилоранж — 1,..1,5, остальное — вода. Температура раствора — 18…25°С, время обработки — 5..10 мин. Содержа¬ние компонентов — в % (по массе).
Азотная кислота — 30…90, железистосинеродистый калий (желтая кровяная соль) — 2…15 г/л, препарат ОП-7 — 3…25, соляная кислота — 45..110, ортофосфорная кислота — 45…280.
Температура раствора — 30…40°С, время обработки — 15…30 мин. Содержание компонентов (кроме желтой кровяной соли) — в пл/л.
Последний состав применим для полирования чугуна и любых сталей.
Для меди
Азотная кислота — 900, хлористый натрий — 5, сажа — 5. Температура раствора — 18…25°С, время обработки — 15…20 с. Содержание компонентов — г/л.
Внимание! В растворы хлористый натрий вводят в последнюю очередь, причем раствор должен быть предварительно охлажден!
Азотная кислота — 20, серная кислота — 80, соляная кислота — 1, хромовый ангидрид — 50. Температура раствора — 13..18°С, время обработки — 1…2 мин. Содержание компонентов — в мл.
Азотная кислота 500, серная кислота — 250, хлористый натрий — 10. Температура раствора — 18…25°С, время обработки — 10…20 с. Содержание компонентов — в г/л.
Для латуни
Азотная кислота — 20, соляная кислота — 0,01, уксусная кислота — 40, ортофосфорная кислота — 40. Температура смеси — 25…30°С, время обработки — 20…60 с. Содержание компонентов — в мл.
Сернокислая медь (медный купорос) — 8, хлористый натрий — 16, уксусная кислота — 3, вода — остальное. Температура раствора — 20°С, время обработки — 20…60 мин. Содержание компонентов — в % (по массе).
Для бронзы
Ортофосфорная кислота — 77…79, азотнокислый калий — 21…23. Температура смеси — 18°С, время обработки — 0,5-3 мин. Содержание компонентов — в % (по массе).
Азотная кислота — 65, хлористый натрий — 1 г, уксусная кислота — 5, ор-тофосфорная кислота — 30, вода — 5. Температура раствора — 18…25°С, время обработки — 1…5 с. Содержание компонентов (кроме хлористого натрия) — в мл.
Для никеля и его сплавов (мельхиора и нейзильбера)
Азотная кислота — 20, уксусная кислота — 40, ортофосфорная кислота — 40. Температура смеси — 20°С, время обработки — до 2 мин. Содержание компонентов — в % (по массе).
Азотная кислота — 30, уксусная кислота (ледяная) — 70. Температура смеси — 70…80°С, время обработки — 2…3 с. Содержание компонентов — в % (по объему).
Для алюминия и его сплавов
Ортофосфорная кислота — 75, серная кислота — 25. Температура смеси — 100°С, время обработки — 5…10 мин. Содержание компонентов — в частях (по объему).
Ортофосфорная кислота — 60, серная кислота — 200, азотная кислота — 150, мочевина — 5г. Температура смеси — 100°С, время обработки — 20 с. Содержание компонентов (кроме мочевины) — в мл.
Ортофосфорная кислота — 70, серная кислота — 22, борная кислота — 8. Температура смеси — 95°С, время обработки — 5…7 мин. Содержание компонентов — в частях (по объему).
Пассивирование
Пассивирование — процесс создания химическим путем на поверхности металла инертного слоя, который не дает собственно металлу окисляться. Процессом пассивирования поверхности металлических изделий пользуются чеканщики при создании своих произведений; умельцы — при изготовлении различных поделок (люстр, бра и других предметов обихода); рыболовы-спортсмены пассивируют свои самодельные металлические приманки.
Составы растворов для пассивирования (г/л)
Для черных металлов
Нитрит натрия — 40. ..100. Температура раствора — 30…40°С, время обработки — 15…20 мин.
Нитрит натрия — 10…15, кальцинированная сода — 3…7. Температура раствора — 70…80°С, время обработки — 2…3 мин.
Нитрит натрия — 2…3, кальцинированная сода — 10, препарат ОП-7 — 1…2. Температура раствора — 40…60°С, время обработки — 10…15 мин.
Хромовый ангидрид — 50. Температура раствора — 65…75″С, время обработки — 10…20 мин.
Для меди и ее сплавов
Серная кислота — 15, бихромат калия — 100. Температура раствора — 45°С, время обработки — 5…10 мин.
Бихромат калия — 150. Температура раствора — 60°С, время обработки — 2…5 мин.
Для алюминия и его сплавов
Ортофосфорная кислота — 300, хромовый ангидрид — 15. Температура раствора — 18…25°С, время обработки — 2…5 мин.
Бихромат калия — 200. Температура раствора — 20°С, «время обработки -5…10 мин.
Для серебра
Бихромат калия — 50. Температура раствора — 25…40°С, время обработки — 20 мин.
Для цинка
Серная кислота — 2…3, хромовый ангидрид — 150…200. Температура раствора — 20°С, время обработки — 5…10 с.
Фосфатирование
Как уже было сказано, фосфатная пленка на поверхности стальных деталей представляет собой достаточно надежное антикоррозионное покрытие. Оно также является отличным грунтом под лакокрасочные покрытия.
Некоторые низкотемпературные способы фосфатирования применимы для обработки кузовов легковых автомобилей перед покрытием их антикоррозионными и противоизносными составами.
Составы растворов для фосфатирования (г/л)
Для стали
Мажеф (фосфорнокислые соли марганца и железа) — 30, азотнокислый цинк — 40, фтористый натрий — 10. Температура раствора — 20°С, время обработки — 40 мин.
Моноцинкфосфат — 75, азотнокислый цинк — 400…600. Температура раствора — 20°С, время обработки — 20…30 с.
Мажеф — 25, азотнокислый цинк — 35, нитрит натрия — 3. Температура раствора — 20°С, время обработки — 40 мин.
Моноаммонийфосфат — 300. Температура раствора — 60…80°С, время обработки — 20…30 с.
Ортофосфорная кислота — 60…80, хромовый ангидрид- 100…150. Температура раствора — 50…60°С, время обработки — 20…30 мин.
Ортофосфорная кислота — 400…550, бутиловый спирт — 30. Температура раствора — 50°С, время обработки — 20 мин.
Нанесение металлических покрытий
Химическое покрытие одних металлов другими подкупает простотой технологического процесса. Действительно, если, например, необходимо химически отникелировать какую-либо стальную деталь, достаточно иметь подходящую эмалированную посуду, источник нагрева (газовая плита, примус и т.п.) и относительно недефицитные химреактивы. Час-другой — и деталь покрыта блестящим слоем никеля.
Заметим, что только с помощью химического никелирования можно надежно отникелировать детали сложного профиля, внутренние полости (трубы и т.п.). Правда, химическое никелирование (и некоторые другие подобные процессы) не лишено и недостатков. Основной из них — не слишком крепкое сцепление никелевой пленки с основным металлом. Однако этот недостаток устраним, для этого применяют так называемый метод низкотемпературной диффузии. Он позволяет значительно повысить сцепление никелевой пленки с основным металлом. Метод этот применим для всех химических покрытий одних металлов другими.
Никелирование
В основу процесса химического никелирования положена реакция восстановления никеля из водных растворов его солей с помощью гипофосфита натрия и некоторых других химреактивов.
Никелевые покрытия, полученные химическим путем, имеют аморфную структуру. Наличие в никеле фосфора делает пленку близкой по твердости пленке хрома. К сожалению, сцепление пленки никеля с основным металлом сравнительно низкое. Термическая обработка пленок никеля (низкотемпературная диффузия) заключается в нагреве отникелированных деталей до температуры 400°С и выдержке их при этой температуре в течение 1 ч.
Если покрываемые никелем детали закалены (пружины, ножи, рыболовные крючки и т.п.), то при температуре 40°С они могут отпуститься, то есть потерять свое основное качество — твердость. В этом случае низкотемпературную диффузию проводят при температуре 270…300 С с выдержкой до 3 ч. При этом термообработка повышает и твердость никелевого покрытия.
Все перечисленные достоинства химического никелирования не ускользнули от внимания технологов. Они нашли им практическое применение (кроме использования декоративных и антикоррозионных свойств). Так, с помощью химического никелирования осуществляется ремонт осей различных механизмов, червяков резьбонарезных станков и т.д.
В домашних условиях с помощью никелирования (конечно, химического!) можно отремонтировать детали различных бытовых устройств. Технология здесь предельно проста. Например, сносилась ось какого-либо устройства. Тогда наращивают (с избытком) слой никеля на поврежденном месте. Затем рабочий участок оси полируют, доводя его до нужного размера.
Надо отметить, что с помощью Химического никелирования нельзя покрывать такие металлы, как олово, свинец, кадмий, цинк, висмут и сурьму.
Растворы, применяемые для химического никелирования, подразделяются на кислые (рН — 4…6,5) и щелочные (рН — выше 6,5). Кислые растворы предпочтительнее применять для покрытия черных металлов, меди и латуни. Щелочные — для нержавеющих сталей.
Кислые растворы (по сравнению с щелочными) на полированной детали дают более гладкую (зеркальную) поверхность, у них меньшая пористость, скорость протекания процесса выше. Еще немаловажная особенность кислых растворов: у них меньше вероятность саморазряда при превышении рабочей температуры. (Саморазряд — мгновенное выпадение никеля в раствор с расплескиванием последнего.)
У щелочных растворов основное преимущество — более надежное сцепление никелевой пленки с основным металлом.
И последнее. Воду для никелирования (и при нанесении других покрытий) берут дистиллированную (можно использовать конденсат из бытовых холодильников). Химреактивы подойдут как минимум чистые (обозначение на этикетке — Ч).
Перед покрытием деталей любой металлической пленкой необходимо провести специальную подготовку их поверхности.
Подготовка всех металлов и сплавов заключается в следующем. Обработанную деталь обезжиривают в одном из водных растворов, а затем деталь декапируют в одном из нижеперечисленных растворов.
Составы растворов для декапирования (г/л)
Для стали
Серная кислота — 30…50. Температура раствора — 20°С, время обработки — 20…60 с.
Соляная кислота — 20…45. Температура раствора — 20°С, время обработки- 15…40 с.
Серная кислота — 50…80, соляная кислота — 20…30. Температура раствора — 20°С, время обработки — 8…10 с.
Для меди и ее сплавов
Серная кислота — 5%-ный раствор. Температура — 20°С, время обработки — 20с.
Для алюминия и его сплавов
Азотная кислота. (Внимание, 10…15%-ный раствор.) Температура раствора — 20°С, время обработки — 5…15 с.
Учтите, что для алюминия и его сплавов перед химическим никелированием проводят еще одну обработку — так называемую цинкатную. Ниже приведены растворы для цинкатной обработки.
Для алюминия
Едкий натр — 250, окись цинка — 55. Температура раствора — 20 С, время обработки — З…5с.
Едкий натр — 120, сернокислый цинк — 40. Температура раствора — 20°С, время обработки — 1,5…2 мин.
При подготовке обоих растворов сначала отдельно в половине воды растворяют едкий натр, в другой половине — цинковую составляющую. Затем оба раствора сливают вместе.
Для литейных алюминиевых сплавов
Едкий натр — 10, окись цинка — 5, сегнетова соль (кристаллогидрат) — 10. Температура раствора — 20 С, время обработки — 2 мин.
Для деформируемых алюминиевых сплавов
Хлорное железо (кристаллогидрат) — 1, едкий натр — 525, окись цинка 100, сегнетова соль — 10. Температура раствора — 25°С, время обработки — 30…60 с.
После цинкатной обработки детали промывают в воде и завешивают их в раствор для никелирования.
Все растворы для никелирования универсальны, то есть годны для всех металлов (хотя есть и некоторая специфика). Готовят их в определенной последовательности. Так, все химреактивы (кроме гипофосфита натрия) растворяют в воде (посуда эмалированная!). Затем раствор разогревают до рабочей температуры и только после этого растворяют гипофосфит натрия и завешивают детали в раствор.
В 1 л раствора можно отникелировать поверхность площадью до 2 дм2 .
Составы растворов для никелирования (г/л)
Сернокислый никель — 25, янтарнокислый натрий — 15, гипофосфит натрия — 30. Температура раствора — 90°С, рН — 4,5, скорость наращивания пленки — 15…20 мкм/ч.
Хлористый никель — 25, янтарно-кислый натрий — 15, гипофосфит натрия — 30. Температура раствора — 90…92°С, рН — 5,5, скорость наращивания — 18…25 мкм/ч.
Хлористый никель — 30, гликолевая кислота — 39, гипофосфит натрия — 10. Температура раствора 85,..89°С, рН — 4,2, скорость наращивания — 15…20 мкм/ч.
Хлористый никель — 21, уксуснокислый натрий — 10, гипофосфит натрия — 24, Температура раствора — 97°С, рН — 5,2, скорость наращивания — до 60 мкм/ч.
Сернокислый никель — 21, уксуснокислый натрий — 10, сульфид свинца — 20, гипофосфит натрия — 24. Температура раствора — 90°С, рН — 5, скорость наращивания — до 90 мкм/ч.
Хлористый никель — 30, уксусная кислота — 15, сульфид свинца — 10…15, гипофосфит натрия — 15. Температура раствора — 85…87°С, рН — 4,5, скорость наращивания — 12…15 мкм/ч.
Хлористый никель — 45, хлористый аммоний — 45, лимоннокислый натрий — 45, гипофосфит натрия — 20. Температура раствора — 90°С, рН — 8,5, скорость наращивания — 18… 20 мкм/ч.
Хлористый никель — 30, хлористый аммоний — 30, янтарнокислый натрий — 100, аммиак (25%-ный раствор — 35, гипофосфит натрия — 25).
Температура — 90°С, рН — 8…8,5, скорость наращивания — 8…12 мкм/ч.
Хлористый никель — 45, хлористый аммоний — 45, уксуснокислый натрий — 45, гипофосфит натрия — 20. Температура раствора — 88….90°С, рН — 8…9, скорость наращивания — 18…20 мкм/ч.
Сернокислый никель — 30, сернокислый аммоний — 30, гипофосфит натрия — 10. Температура раствора — 85°С, рН — 8,2…8,5, скорость наращивания — 15…18 мкм/ч.
Внимание! По существующим ГОСТам однослойное покрытие никелем на 1 см2 имеет несколько десятков сквозных (до основного металла) пор. Естественно, что на открытом воздухе стальная деталь, покрытая никелем, быстро покроется «сыпью» ржавчины.
У современного автомобиля, к примеру, бампер покрывают двойным слоем (подслой меди, а сверху — хром) и даже тройным (медь — никель — хром). Но и это не спасает деталь от ржавчины, так как по ГОСТу и у тройного покрытия имеется несколько пор на 1 см2. Что делать? Выход — в обработке поверхности покрытия специальными составами, закрывающими поры.
Протереть деталь с никелевым (или другим) покрытием кашицей из окиси магния и воды и сразу же опустить ее на 1…2 мин в 50%-ный раствор соляной кислоты.
После термообработки еще не остывшую деталь опустить в невитаминизированный рыбий жир (лучше старый, непригодный по прямому назначению).
Протереть 2…3 раза отникелированную поверхность детали составом ЛПС (легко проникающей смазкой).
В последних двух случаях излишки жира (смазки) через сутки удаляют с поверхности бензином.
Обработку рыбьим жиром больших поверхностей (бамперов, молдингов автомашин) проводят так. В жаркую погоду протирают их рыбьим жиром два раза с перерывом в 12…14 ч. Затем через 2 суток излишки жира удаляют бензином.
Эффективность такой обработки характеризует следующий пример. Никелированные рыболовные крючки начинают покрываться ржавчиной сразу же после первой рыбалки в море. Обработанные рыбьим жиром те же крючки не корродируют почти весь летний сезон морской ловли.
Хромирование
Химическое хромирование позволяет получить на поверхности металлических деталей покрытие серого цвета, которое после полирования приобретает нужный блеск. Хром хорошо ложится на никелевое покрытие. Наличие фосфора в хроме, полученном химическим путем, значительно увеличивает его твердость. Термическая обработка для хромовых покрытий необходима.
Ниже приводятся проверенные практикой рецепты химического хромирования.
Составы растворов для химического хромирования (г/л)
Фтористый хром — 14, лимоннокислый натрий — 7, уксусная кислота — 10 мл, гипофосфит натрия — 7. Температура раствора — 85…90°С, рН — 8…11, скорость наращивания — 1,0…2,5 мкм/ч.
Фтористый хром — 16, хлористый хром — 1, уксуснокислый натрий — 10, щавелевокислый натрий — 4,5, гипофосфит натрия — 10. Температура раствора — 75…90°С, рН — 4…6, скорость наращивания — 2…2,5 мкм/ч.
Фтористый хром — 17, хлористый хром — 1,2, лимоннокислый натрий — 8,5, гипофосфит натрия — 8,5. Температура раствора — 85…90°С, рН — 8…11, скорость наращивания — 1…2,5 мкм/ч.
Уксуснокислый хром — 30, уксуснокислый никель — 1, гликолевокислый натрий — 40, уксуснокислый натрий — 20, лимоннокислый натрий — 40, уксусная кислота — 14 мл, гидроксид натрия — 14, гипофосфит натрия — 15. Температура раствора — 99°С, рН — 4…6, скорость наращивания — до 2,5 мкм/ч.
Фтористый хром — 5…10, хлористый хром — 5…10, лимоннокислый натрий — 20…30, пирофосфат натрия (замена гипофосфита натрия) — 50…75.
Температура раствора — 100°С, рН — 7,5…9, скорость наращивания — 2…2,5 мкм/ч.
Бороникелирование
Пленка из этого двойного сплава обладает повышенной твердостью (особенно после термообработки), высокой температурой плавления, большой износоустойчивостью и значительной коррозионной стойкостью. Все это позволяет применять такое покрытие в различных ответственных самодельных конструкциях. Ниже приведены рецепты растворов, в которых осуществляют бороникелирование.
Составы растворов для химического бороникелировапия (г/л)
Хлористый никель — 20, гидроксид натрия — 40, аммиак (25%-ный раствор):- 11, борогидрид натрия — 0,7, этилендиамин (98%-ный раствор) — 4,5. Температура раствора — 97°С, скорость наращивания — 10 мкм/ч.
Сернокислый никель — 30, триэтилснтетрамин — 0,9, гидроксид натрия — 40, аммиак (25%-ный раствор) — 13, борогидрид натрия — 1. Температура раствора — 97 С, скорость наращивания — 2,5 мкм/ч.
Хлористый никель — 20, гидроксид натрия — 40, сегнетова соль — 65, аммиак (25%-ный раствор) — 13, борогидрид натрия — 0,7. Температура раствора — 97°С, скорость наращивания — 1,5 мкм/ч.
Едкий натр — 4…40, метабисульфит калия — 1…1,5, виннокислый калийнатрий — 30…35, хлористый никель — 10…30, этилендиамин (50%-ный раствор) — 10…30, борогидрид натрия — 0,6…1,2. Температура раствора — 40…60°С, скорость наращивания — до 30 мкм/ч.
Растворы приготавливают так же, как для никелирования: сначала растворяют все, кроме борогидрида натрия, раствор нагревают и растворяют борогидрид натрия.
Борокобальтирование
Использование данного химического процесса позволяет получить пленку особо большой твердости. Ее используют для ремонта пар трения, где требуется повышенная износостойкость покрытия.
Составы растворов для борокобальтирования (г/л)
Хлористый кобальт — 20, гидроксид натрия — 40, лимоннокислый натрий — 100, этилендиамин — 60, хлористый аммо¬ний — 10, борогидрид натрия — 1. Температура раствора — 60°С, рН — 14, скорость наращивания — 1,5…2,5 мкм/ч.
Уксуснокислый кобальт — 19, ам¬миак (25%-ный раствор) — 250, винно-кислый калий — 56, борогидрид натрия — 8,3. Температура раствора — 50°С, рН — 12,5, скорость наращивания — 3 мкм/ч.
Сернокислый кобальт — 180, борная кислота — 25, диметилборазан — 37. Температура раствора — 18°С, рН — 4, скорость наращивания — 6 мкм/ч.
Хлористый кобальт — 24, этилендиамин — 24, диметилборазан — 3,5. Температура раствора — 70 С, рН — 11, скорость наращивания — 1 мкм/ч.
Раствор приготовляют так же, как и бороникелевые.
Кадмирование
В хозяйстве часто приходится применять крепежные детали, покрытые кадмием. Особенно это касается деталей, которые эксплуатируются под открытым небом.
Отмечено, что кадмиевые покрытия, полученные химическим путем, хорошо сцепляются с основным металлом даже без термообработки.
Хлористый кадмий — 50, этилендиамин — 100. С деталями должен контактировать кадмий (подвеска на кадмиевой проволоке, мелкие детали пересыпают порошковым кадмием). Температура раствора — 65°С, рН — 6…9, скорость наращивания — 4 мкм/ч.
Внимание! Последним в растворе (после нагрева) растворяют этилендиамин.
Меднение
Химическое меднение чаще всего применяют при изготовлении печатных плат для радиоэлектроники, в гальванопластике, для металлизации пластмасс, для двойного покрытия одних металлов другими.
Составы растворов для меднения (г/л)
Сернокислая медь — 10, серная кислота — 10. Температура раствора — 15…25°С, скорость наращивания — 10 мкм/ч.
Виннокислый калий-натрий — 150, сернокислая медь — 30, едкий натр — 80. Температура раствора — 15…25°С, скорость наращивания — 12 мкм/ч.
Сернокислая медь — 10…50, едкий натр — 10…30, сегнетова соль 40…70, формалин (40%-ный раствор) — 15…25. Температура раствора — 20°С, скорость наращивания — 10 мкм/ч.
Сернокислая медь — 8…50, серная кислота — 8…50. Температура раствора — 20°С, скорость наращивания — 8 мкм/ч.
Сернокислая медь — 63, виннокислый калий — 115, углекислый натрий — 143. Температура раствора — 20 С, скорость наращивания — 15 мкм/ч.
Сернокислая медь — 80…100, едкий натр — 80..,100, углекислый натрий — 25…30, хлористый никель — 2…4, сегнетова соль — 150…180, формалин (40%-ный раствор) — 30…35. Температура раствора — 20°С, скорость наращивания — 10 мкм/ч. Этот раствор позволяет получать пленки с небольшим содержанием никеля.
Сернокислая медь — 25…35, гидроксид натрия — 30…40, углекислый натрий — 20-30, трилон Б — 80…90, формалин (40%-ный раствор) — 20…25, роданин — 0,003…0,005, железосинеродистый калий (красная кровяная соль) — 0,1..0,15. Температура раствора — 18…25°С, скорость наращивания — 8 мкм/ч.
Этот раствор отличается большой стабильностью работы по времени и позволяет получить толстые пленки меди.
Для улучшения сцепления пленки с основным металлом применяют термическую обработку такую же, как и для никеля.
Серебрение
Серебрение металлических поверхностей, пожалуй, самый популярный процесс среди умельцев, который они применяют в своей деятельности. Можно привести десятки примеров. Например, восстановление слоя серебра на мельхиоровых столовых приборах, серебрение самоваров и других предметов быта.
Для чеканщиков серебрения вместе с химическим окрашиванием металлических поверхностей (о нем будет сказано ниже) — способ увеличения художественной ценности чеканных картин. Представьте себе отчеканенного древнего воина, у которого посеребрена кольчуга и шлем.
Сам процесс химического серебрения можно провести с помощью растворов и паст. Последнее предпочтительнее при обработке больших поверхностей (например, при серебрении самоваров или деталей крупных чеканных картин).
Состав растворов для серебрения (г/л)
Хлористое серебро — 7,5, железистосинеродистый калий — 120, углекислый калий — 80. Температура рабочего раствора — около 100°С. Время обработки — до получения нужной толщины слоя серебра.
Хлористое серебро — 10, хлористый натрий — 20, кислый виннокислый калий — 20. Обработка — в кипящем растворе.
Хлористое серебро — 20, железистосинеродистый калий — 100, углекислый калий — 100, аммиак (30%-ный раствор) — 100, хлористый натрий — 40. Обработка — в кипящем растворе.
Сначала готовится паста из хлористого серебра — 30 г, винной кислоты — 250 г, хлористого натрия — 1250, и все разводится водой до густоты сметаны. 10…15 г пасты растворяют в 1 л кипящей воды. Обработка — в кипящем растворе.
Детали завешивают в растворы для серебрения на цинковых проволочках (полосках).
Время обработки определяют визуально. Здесь необходимо отметить, что лучше серебрится латунь, нежели медь. На последнюю необходимо нанести довольно толстый слой серебра, чтобы темная медь не просвечивала бы через слой покрытия.
Еще одно замечание. Растворы с солями серебра нельзя долго хранить, так как при этом могут образовываться взрывчатые компоненты. Это же касается всех жидких паст.
Составы паст для серебрения.
В 300 мл теплой воды растворяют 2 г ляпис-карандаша (продается в аптеках, представляет собой смесь азотнокислого серебра и аминокислотного калия, взятых в соотношении 1:2 (по массе). К полученному раствору понемногу добавляют 10%-ный раствор хлористого натрия до прекращения выпадения осадка. Творожистый осадок хлорного серебра отфильтровывают и тщательно промывают в 5…6 водах.
В 100 мл воды растворяют 20 г тиосульфита натрия. В полученный раствор добавляют хлорное серебро до тех пор, пока оно не перестанет растворяться. Раствор фильтруют и добавляют в него зубной порошок до консистенции жидкой сметаны. Этой пастой с помощью ватного тампона натирают (серебрят) деталь.
Ляпис-карандаш — 15, лимонная кислота (пищевая) — 55, хлористый аммоний — 30. Каждый компонент перед смешиванием растирают в порошок. Содержание компонентов — в % (по массе).
Хлористое серебро — 3, хлористый натрий — 3, углекислый натрий — 6, мел — 2. Содержание компонентов — в частях (по массе).
Хлористое серебро — 3, хлористый натрий — 8, виннокислый калий — 8, мел — 4. Содержание компонентов — в частях (по массе).
Азотнокислое серебро — 1, хлористый натрий — 2. Содержание компонентов — в частях (по массе).
Последние четыре пасты применяют следующим образом. Тонкоизмельченные компоненты смешивают. Мокрым тампоном, припудривая его сухой смесью химреактивов, натирают (серебрят) нужную деталь. Смесь все время добавляют, постоянно увлажняя тампон.
При серебрении алюминия и его сплавов детали сначала цинкуют, а затем уже покрывают серебром.
Цинкатную обработку проводят в одном из следующих растворов.
Составы растворов для цинкатной обработки (г/л)
Для алюминия
Едкий натр — 250, окись цинка — 55. Температура раствора — 20°С, время обработки — 3…5 с.
Едкий натр — 120, сернокислый цинк — 40. Температура раствора — 20°С, время обработки — 1,5…2,0 мин. Для получения раствора сначала в одной половине воды растворяют едкий натр, в другой — сернокислый цинк. Затем оба раствора сливают вместе.
Для дюраля
Едкий натр — 10, окись цинка — 5, сегнетова соль — 10. Температура раствора — 20°С, время обработки — 1…2 мин.
После цинкатной обработки детали серебрят в любом из вышеперечисленных растворов. Однако лучшими считаются следующие растворы (г/л).
Азотнокислое серебро — 100, фто¬ристый аммоний — 100. Температура раствора — 20°С.
Фтористое серебро — 100, азотнокислый аммоний — 100. Температура раствора — 20°С.
Лужение
Химическое лужение поверхностей деталей применяют как антикоррозионное покрытие и как предварительный процесс (для алюминия и его сплавов) перед пайкой мягкими припоями. Ниже приведены составы для лужения некоторых металлов.
Составы для лужения (г/л)
Для стали
Хлористое олово (плавленое) — 1, аммиачные квасцы — 15. Лужение ведется в кипящем растворе, скорость наращивания — 5…8 мкм/ч.
Хлористое олово- 10, сернокислый алюминий-аммоний — 300. Лужение ведется в кипящем растворе, скорость наращивания — 5 мкм/ч.
Хлористое олово — 20, сегнетова соль — 10. Температура раствора — 80°С, скоро¬сть наращивания — 3…5 мкм/ч.
Хлористое олово — 3…4, сегнетова соль — до насыщения. Температура раствора — 90…100°С, скорость наращивания — 4…7 мкм/ч.
Для меди и ее сплавов
Хлористое олово — 1, виннокислый калий- 10. Лужение ведется в кипящем растворе, скорость наращивания — 10 мкм/ч.
Хлористое олово — 20, молочнокислый натрий — 200. Температура раствора — 20°С, скорость наращивания — 10 мкм/ч.
Двухлористое олово — 8, тиомочевина — 40…45, серная кислота — 30…40. Температура раствора — 20°С, скорость наращивания — 15 мкм/ч.
Хлористое олово — 8…20, тиомочевина — 80…90, соляная кислота — 6,5…7,5, хлористый натрий — 70…80. Температура раствора — 50…100°С, скорость наращивания — 8 мкм/ч.
Хлористое олово — 5,5, тиомочевина — 50, винная кислота — 35. Температура раствора — 60…70°С, скорость наращивания — 5…7 мкм/ч.
При лужении деталей из меди и ее сплавов их завешивают на цинковых подвесках. Мелкие детали «припудривают» цинковыми опилками.
Для алюминия и его сплавов
Лужению алюминия и его сплавов предшествуют некоторые дополнительные процессы. Вначале обезжиренные ацетоном или бензином Б-70 детали обрабатывают в течение 5 мин при температуре 70°С следующего состава (г/л): углекислый натрий — 56, фосфорнокислый натрий — 56. Затем детали опускают на 30 с в 50%-ный раствор азотной кислоты, тщательно промывают под струей воды и сразу же помещают в один из растворов (для лужения), приведенных ниже.
Станнат натрия — 30, гидроксид натрия — 20. Температура раствора — 50…60°С, скорость наращивания — 4 мкм/ч.
Станнат натрия — 20…80, пирофосфат калия — 30…120, едкий натр — 1,5..Л,7, щавелевокислый аммоний — 10…20. Температура раствора — 20…40°С, скорость наращивания — 5 мкм/ч.
Удаление металлических покрытий
Обычно этот процесс необходим для удаления некачественных металлических пленок или для очистки какого-либо ре¬ставрируемого металлического изделия.
Все нижеприведенные растворы работают быстрее при повышенных температурах.
Составы растворов для удаления металлических покрытий частями (по объему)
Для стали удаления никеля со стали
Азотная кислота — 2, серная кисло¬та — 1, сернокислое железо (окисное) — 5…10. Температура смеси — 20°С.
Азотная кислота — 8, вода — 2. Температура раствора — 20 С.
Азотная кислота — 7, уксусная кислота (ледяная) — 3. Температура смеси — 30°С.
Для удаления никеля с меди и ее сплавов (г/л)
Нитробензойная кислота — 40…75, серная кислота — 180. Температура раствора — 80…90 С.
Нитробензойная кислота — 35, этилендиамин — 65, тиомочевина — 5…7. Температура раствора — 20…80°С.
Для удаления никеля с алюминия и его сплавов применяют техническую азотную кислоту. Температура кислоты — 50°С.
Для удаления меди со стали
Нитробензойная кислота — 90, диэтилентриамин — 150, хлористый аммоний — 50. Температура раствора — 80°С.
Пиросернокислый натрий — 70, аммиак (25%-ный раствор) — 330. Температура раствора — 60°.
Серная кислота — 50, хромовый ангидрид — 500. Температура раствора — 20°С.
Для удаления меди с алюминия и его сплавов (с цинкатной обработкой)
Хромовый ангидрид — 480, серная кислота — 40. Температура раствора — 20…70°С.
Техническая азотная кислота. Температура раствора — 50°С.
Для удаления серебра со стали
Азотная кислота — 50, серная кислота — 850. Температура — 80°С.
Азотная кислота техническая. Температура — 20°С.
Серебро с меди и ее сплавов удаляют азотной кислотой технической. Температура — 20°С.
Хром со стали снимают раствором едкого натра (200 г/л). Температура раствора — 20 С.
Хром с меди и ее сплавов удаляют 10%-ной соляной кислотой. Температура раствора — 20°С.
Цинк со стали снимают 10%-ной соляной кислотой — 200 г/л. Температура раствора — 20°С.
Цинк с меди и ее сплавов удаляют концентрированной серной кислотой. Температура — 20 С.
Кадмий и цинк с любых металлов снимают раствором азотнокислого алюминия (120 г/л). Температура раствора — 20°С.
Олово со стали удаляют раствором, содержащим гидроксид натрия — 120, нитробензойную кислоту — 30. Температура раствора — 20°С.
Олово с меди и ее сплавов снимают в растворе хлорного железа — 75…100, сернокислой меди — 135…160, уксусной кислоты (ледяная) — 175. емпература раствора — 20°С.
Химическое оксидирование и окрашивание металлов
Химическое оксидирование и окрашивание поверхности металлических деталей предназначаются для создания на поверхности деталей антикоррозионного покрытия и усиления декоративности покрытия.
В глубокой древности люди умели уже оксидировать свои поделки, изменяя их цвет (чернение серебра, окраска золота и т.п.), воронить стальные предметы (нагрев стальную деталь до 220…325°С, они смазывали ее конопляным маслом).
Составы растворов для оксидирования и окрашивания стали (г/л)
Заметим, что перед оксидированием деталь шлифуется или полируется, обезжиривается и декапируется.
Черный цвет
Едкий натр — 750, азотнокислый натрий — 175. Температура раствора — 135°С, время обработки — 90 мин. Пленка плотная, блестящая.
Едкий натр — 500, азотнокислый натрий — 500. Температура раствора — 140°С, время обработки — 9 мин. Пленка интенсивная.
Едкий натр — 1500, азотнокислый натрий — 30. Температура раствора — 150°С, время обработки — 10 мин. Пленка матовая.
Едкий натр — 750, азотнокислый на¬трий — 225, азотистокислый натрий — 60. Температура раствора — 140°С, время обработки — 90 мин. Пленка блестящая.
Азотнокислый кальций — 30, ортофосфорная кислота — 1, перекись марганца — 1. Температура раствора — 100°С, время обработки — 45 мин. Пленка матовая.
Все приведенные способы характеризуются высокой рабочей температурой растворов, что, конечно, не позволяет обрабатывать крупногабаритные детали. Однако имеется один «низкотемпературный раствор», пригодный для этого дела (г/л): тиосульфат натрия — 80, хлористый аммоний — 60, ортофосфорная кислота — 7, азотная кислота — 3. Температура раствора — 20°С, время обработки — 60 мин. Пленка черная, матовая.
После оксидирования (чернения) стальных деталей их обрабатывают в течение 15 мин в растворе калиевого хромпика (120 г/л) при температуре 60°С.
Затем детали промывают, сушат и покрывают любым нейтральным машинным маслом.
Голубой цвет
Соляная кислота — 30, хлорное железо — 30, азотнокислая ртуть — 30, этиловый спирт — 120. Температура раствора — 20…25°С, время обработки — до 12 ч.
Гидросернистый натрий — 120, уксуснокислый свинец — 30. Температура раствора — 90…100°С, время обработки — 20…30 мин.
Синий цвет
Уксуснокислый свинец — 15…20, тиосульфат натрия — 60, уксусная кислота (ледяная) — 15…30. Температура раствора — 80°С. Время обработки зависит от интенсивности окраски.
Составы растворов для оксидирования и окрашивания меди (г/л)
Синевато-черные цвета
Едкий натр — 600…650, азотнокислый натрий — 100…200. Температура раствора — 140°С, время обработки — 2ч.
Едкий натр — 550, азотистокислый натрий — 150…200. Температура раствора — 135…140°С, время обработки- 15…40 мин.
Едкий натр — 700…800, азотнокислый натрий — 200…250, азотистокислый натрий -50…70. Температура раствора — 140…150°С, время обработки — 15…60 мин.
Едкий натр — 50…60, персульфат калия — 14…16. Температура раствора — 60…65 С, время обработки — 5…8 мин.
Сернистый калий — 150. Температура раствора — 30°С, время обработки — 5…7 мин.
Кроме вышеперечисленных, применяют раствор так называемой серной печени. Получают серную печень, сплавляя в железной банке в течение 10…15 мин (при помешивании) 1 часть (по массе) серы с 2 частями углекислого калия (поташа). Последний можно заменить тем же количеством углекислого натрия или едкого натра.
Стеклообразную массу серной печени выливают на железный лист, остужают и дробят до порошка. Хранят серную печень в герметичной посуде.
Раствор серной печени готовят в эмалированной посуде из расчета 30…150 г/л, температура раствора — 25…100°С, время обработки определяется визуально.
Раствором серной печени, кроме меди, можно хорошо почернить серебро и удовлетворительно — сталь.
Зеленый цвет
Азотнокислая медь — 200, аммиак (25%-ный раствор) — 300, хлористый аммоний — 400, уксуснокислый натрий — 400. Температура раствора — 15…25°С. Интенсивность окраски определяют визуально.
Коричневый цвет
Хлористый калий — 45, сернокислый никель — 20, сернокислая медь — 100. Температура раствора — 90…100°С, интенсивность окраски определяют визуально.
Буровато-желтый цвет
Едкий натр — 50, персульфат калия — 8. Температура раствора — 100°С, время обработки — 5…20 мин.
Голубой цвет
Тиосульфат натрия — 160, уксуснокислый свинец — 40. Температура раствора — 40…100°С, время обработки — до 10 мин.
Составы для оксидирования и окрашивания латуни (г/л)
Черный цвет
Углекислая медь — 200, аммиак (25%-ный раствор) — 100. Температура раствора — 30…40°С, время обработки — 2…5 мин.
Двууглекислая медь — 60, аммиак (25%-ный раствор) — 500, латунь (опилки) — 0,5. Температура раствора — 60…80°С, время обработки — до 30 мин.
Коричневый цвет
Хлористый калий — 45, сернокислый никель — 20, сернокислая медь — 105. Температура раствора — 90…100°С, время обработки — до 10 мин.
Сернокислая медь — 50, тиосульфат натрия — 50. Температура раствора — 60…80°С, время обработки — до 20 мин.
Сернокислый натрий — 100. Температура раствора — 70°С, время обработки — до 20 мин.
Сернокислая медь — 50, марганцовокислый калий — 5. Температура раствора — 18…25°С, время обработки — до 60 мин.
Голубой цвет
Уксуснокислый свинец — 20, тиосульфат натрия — 60, уксусная кислота (эссенция) — 30. Температура раствора — 80°С, время обработки — 7 мин.
3еленый цвет
Сернокислый никель-аммоний — 60, тиосульфат натрия — 60. Температура раствора — 70…75°С, время обработки — до 20 мин.
Азотнокислая медь — 200, аммиак (25%-ный раствор) — 300, хлористый аммоний — 400, уксуснокислый натрий — 400. Температура раствора — 20°С, время обработки — до 60 мин.
Составы для оксидирования и окрашивания бронзы (г/л)
Зеленый цвет
Хлористый аммоний — 30, 5%-ная уксусная кислота — 15, среднеуксусная соль меди — 5. Температура раствора — 25…40°С. Здесь и далее интенсивность окраски бронзы определяют визуально.
Хлористый аммоний — 16, кислый щавелевокислый калий — 4, 5%-ная уксусная кислота — 1. Температура раствора — 25…60°С.
Азотнокислая медь — 10, хлористый аммоний — 10, хлористый цинк — 10. Температура раствора — 18…25°С.
Желто-зеленый цвет
Азотнокислая медь — 200, хлористый натрий — 20. Температура раствора — 25°С.
От синего до желто-зеленого цвета
В зависимости от времени обработки удается получить цвета от синего до желто-зеленого в растворе, содержащем углекислый аммоний — 250, хлористый аммоний — 250. Температура раствора — 18…25°С.
Патинирование (придание вида старой бронзы) проводят в таком растворе: серная печень — 25, аммиак (25%-ный раствор) — 10. Температура раствора — 18…25°С.
Составы для оксидирования и окрашивания серебра (г/л)
Черный цвет
Серная печень — 20…80. Температура раствора — 60.,.70°С. Здесь и далее интенсивность окраски определяют визуально.
Углекислый аммоний — 10, сернистый калий — 25. Температура раствора — 40…60°С.
Сернокислый калий — 10. Температура раствора — 60°С.
Сернокислая медь — 2, азотнокислый аммоний — 1, аммиак (5%-ный раствор) — 2, уксусная кислота (эссенция) — 10. Температура раствора — 25…40°С. Содержание компонентов в этом растворе дано в частях (по массе).
Коричневый цвет
Раствор сернокислого аммония — 20 г/л. Температура раствора — 60…80°С.
Сернокислая медь — 10, аммиак (5%-ный раствор) — 5, уксусная кислота — 100. Температура раствора — 30…60°С. Содержание компонентов в растворе — в частях (по массе).
Сернокислая медь — 100, 5%-ная уксусная кислота — 100, хлористый аммоний — 5. Температура раствора — 40…60°С. Содержание компонентов в растворе — в частях (по массе).
Сернокислая медь — 20, азотнокислый калий — 10, хлористый аммоний — 20, 5%-ная уксусная кислота — 100. Температура раствора — 25…40°С. Содержание компонентов в растворе — в частях (по массе).
Голубой цвет
Серная печень — 1,5, углекислый аммоний — 10. Температура раствора — 60°С.
Серная печень — 15, хлористый аммоний — 40. Температура раствора — 40…60°С.
Зеленый цвет
Йод — 100, соляная кислота — 300. Температура раствора — 20°С.
Йод — 11,5, йодистый калий — 11,5. Температура раствора — 20°С.
Внимание! При окрашивании серебра в зеленый цвет необходимо работать в темноте!
Состав для оксидирования и окраски никеля (г/л)
Никель можно окрасить только в черный цвет. Раствор (г/л) содержит: персульфат аммония — 200, сернокислый натрий — 100, сернокислое железо — 9, роданистый аммоний — 6. Температура раствора — 20…25°С, время обработки — 1-2 мин.
Составы для оксидирования алюминия и его сплавов (г/л)
Черный цвет
Молибденовокислый аммоний — 10…20, хлористый аммоний — 5…15. Температура раствора — 90…100°С, время обработки — 2…10 мин.
Серый цвет
Трехокись мышьяка — 70…75, углекислый натрий — 70…75. Температура раствора — кипение, время обработки — 1…2 мин.
Зеленый цвет
Ортофосфорная кислота — 40…50, кислый фтористый калий — 3…5, хромовый ангидрид- 5…7. Температура раствора — 20…40 С, время обработки — 5…7 мин.
Оранжевый цвет
Хромовый ангидрид — 3…5, фтор-силикат натрия — 3…5. Температура раствора — 20…40°С, время обработки — 8…10 мин.
Желто-коричневый цвет
Углекислый натрий — 40…50, хро¬овокислый натрий — 10…15, едкий натр — 2…2,5. Температура раствора — 80…100°С, время обработки — 3…20 мин.
Защитные составы
Часто умельцу требуется обработать (окрасить, покрыть другим металлом и т.п.) только часть поделки, а остальную поверхность оставить без изменения.
Для этого поверхность, которую не надо покрывать, закрашивают защитным составом, который препятствует образованию той или иной пленки.
Наиболее доступные, но нетермостойкие защитные покрытия — воскообразные вещества (воск, стеарин, парафин, церезин), растворенные в скипидаре. Для приготовления такого покрытия обычно смешивают воск и скипидар в соотношении 2:9 (по массе). Приготовляют этот состав следующим образом. В водяной бане расплавляют воск и в него вводят теплый скипидар. Чтобы защитный состав был бы контрастным (его наличие можно бы было четко видеть, контролировать), в состав вводят небольшое количество растворимой в спирте краски темного цвета. Если таковой не имеется, нетрудно ввести в состав небольшое количество темного сапожного крема.
Можно привести более сложный по составу рецепт, % (по массе): парафин — 70, пчелиный воск — 10, канифоль — 10, пековый лак (кузбасслак) — 10. Все составляющие смешивают, расплавляют на малом огне и тщательно перемешивают.
Воскообразные защитные составы наносят в горячем виде кистью или тампоном. Все они рассчитаны на рабочую температуру не выше 70°С.
Несколько лучшей термостойкостью (рабочая температура до 85°С) обладают защитные составы на основе асфальтовых, битумных и пековых лаков. Обычно их разжижают скипидаром в соотношении 1:1 (по массе). Холодный состав наносят на поверхность детали кистью или тампоном. Время высыхания — 12…16 ч.
Перхлорвиниловые краски, лаки и эмали выдерживают температуру до 95°С, масляно-битумные лаки и эмали, асфальтово-масляные и бакелитовые лаки-до 120°С.
Наиболее кислотостойким защитным составом является смесь клея 88Н (или «Момент») и наполнителя (фарфоровая мука, тальк, каолин, окись хрома), взятых в соотношении: 1:1 (по массе). Необходимую вязкость получают добавлением к смеси растворителя, состоящего из 2 ча¬стей (по объему) бензина Б-70 и 1 части этилацетата (или бутилацетата). Рабочая, температура такого защитного состава — до 150 С.
Хороший защитный состав — эпоксидный лак (или шпаклевка). Рабочая температура — до 160°С.
Хромирование деталей – это процесс металлизации хромом с целью придания поверхности физико-механических и химических свойств и характеристик, которые отличаются от исходного материала детали. Хромирование используется с целью повышения коррозионностойкости, эрозионностойкости, механической стойкости, декоративной отделки и прочего.
Процесс хромирования деталей
Способы нанесения слоя хрома на поверхность металлизируемой детали отличаются методами схватывания (удержания) между собой. Классифицировать их можно следующим образом:
- адгезионное схватывание (за счет механического воздействия);
- за счет металлических связей:
- диффузионная зона в пределах границы двух поверхностей;
- диффузионная зона всего покрывающего слоя.
Технология хромирования подразумевает несколько этапов:
- подготовительный;
- процесс нанесения;
- заключительный.
Подготовительный этап. На этой стадии выполняются те типы работ, которые позволят слою хрома надежно закрепиться и удерживаться на поверхности длительное время. Перед хромированием изделий они подвергаются шлифовке, а при необходимости полируются. После финишной операции изделия промываются, сушатся и протираются мягким материалом. Те поверхности (отверстия, внутренние полости), которые не подлежат металлизации, подвергаются изолированию. Детали устанавливаются (вывешиваются) на приспособлении, которое предназначено для введения деталей в зону обработки. Производится обязательный процесс обезжиривания. Выполняется декапирование, позволяющее повысить способность к адгезии.
Процесс нанесения хрома на поверхность. Технология хромирования деталей, в зависимости от метода нанесения, происходит тремя видами:
- в холодном состоянии;
- в нагретом состоянии;
- диффузией.
Например, во время электролитического метода изделия помещаются в ванну с раствором-электролитом. Рабочая температура электролита зависит от его состава. Заданная температура должна сохраняться на протяжении всего процесса, что гарантирует однородную структуру наносимого слоя и равномерную толщину.
Металлизируемые изделия выполняют роль анода. Продолжительность процесса хромирования напрямую зависит от требуемой толщины покрытия.
После нанесения хрома изделия подвергаются сушке. Если сушку проводить в сушильном шкафу, то ее продолжительность составит 5-10 минут при температуре 85°С-100°С. Если сушку проводить методом обдува сжатым воздухом, то ее продолжительность составит 0,5-3 минут при температуре 18°С-25°С.
Для повышения прочности и твердости покрытого слоя он подвергается термической обработке. Продолжительность выдерживания в печи составляет несколько часов при температуре порядка 200°С.
Толщина покрытия, нанесенного на сталь колеблется от 0,003 мм до 0,025 мм. Если использовать изменение полярности тока (реверс), то толщину хромирования доводят до 0,03 мм.
Виды хромирования
Согласно классификации процесс металлизации, происходящий за счет механического сцепления, относится к первой группе, а за счет атомарных механических связей – ко второй группе. Вторая группа делится на две подгруппы:
2а — приграничная диффузия;
2б – полная диффузия.
В группу 1 входят следующие методы хромирования:
- электротехническое покрытие;
- электродуговое или газопламенное распыление (пульверизация);
- химическое нанесение;
- вакуумное нанесение в холодной среде.

К группе 2 относятся:
- плазменное напыление;
- электрофорез;
- вакуумное нанесение в нагретой среде;
- электротехническое покрытие с последующим отжигом;
- осаждение чистого металла из соединений карбонатов в газовой среде;
- диффузионное нанесение элементов.
Твердое хромирование
Твердое хромирование нашло широкое применение при изготовлении деталей, подвергающихся высокому износу, активной коррозии в агрессивных средах, при восстановлении металлических деталей, для увеличения срока эксплуатации инструментов (режущего, измерительного), а также для декоративной отделки изделий изготовленных из неметаллических материалов.
Твердое хромирование проводят следующими методами:
- гальваническим (описан выше);
- каталитическим, при котором хром восстанавливается на поверхности из солей аммиака и серебра;
- вакуумным, при котором реагент, нанесенный на обрабатываемую поверхность диффузионную активность при отрицательном давлении;
- термохимическим, который можно сравнить с цементацией изделий.
Термохимическим методом хромирование производят в карбюризаторе, состоящем из измельченного хрома и каолина в пропорции 55-45%. Для предотвращения окисления хрома при высоких температурах через ящики с деталями и карбюризатором продувают водород. Продолжительность хромирования составляет три часа. За это время толщина слоя достигает при температуре 1300°С 0,15 мм, а при температуре 1400°С 0,8 мм.
Хромирование электролизом
Хромирование электролизом заключается в легком выведении водорода по сравнению с хромом из электролита. Электролитом выступает хромовая кислота. Ванны оборудуются свинцовыми нерастворимыми анодами.
Широкое использование получил сульфатный электролит на основе хромового ангидрида с серной кислотой CrO3:H2SO4.
Концентрация раствора подбирается исходя из характера покрытия и сложности формы детали.
При невысокой температуре металлизации (не выше 35°С) хромированная поверхность имеет серый матовый оттенок. Интенсивность и плотность тока не влияет на процесс. При повышении температуры до 65°С и плотности тока поверхность получается блестящей. Дальнейшее повышение температуры и плотности тока (до 30 А/дм2) хром имеет молочный оттенок.
Также качество покрытой поверхности зависит от концентрации электролита. Хромированное покрытие, полученное при использовании концентрации до 150 г/л отличается высокой твердостью и износостойкостью. Высококонцентрированные электролиты, до 450 г/л используются для декоративных покрытий.
Гальваническое хромирование
Гальваническое хромирование — наиболее распространенный современный способ хромирования. Осуществляется двумя способами: в среде электролита и диффузионным. Электролитический способ аналогичен хромированию электролизом, они отличаются лишь режимами проведения процесса.
Диффузионный способ — это процесс насыщения поверхности при определенных условиях из нанесенных реагентов. Отделанные детали обладают: прочностью и твердостью, вязкостью и упругостью, износо-, жаро-, коррозионностойкостью.
Оборудование для хромирования
Рынок предлагает разнообразное оборудование для нанесения хромового слоя как отечественного производства, так и зарубежного. Частное зарубежное предпринимательство подвигло разработчиков на создание компактных установок, которые легко разместить в гараже или маленькой мастерской.
Непрофессиональное оборудование только имитирует качественное хромирование, качество при этом не столь хорошее. Работы проводятся в следующей последовательности:
очищение от старого покрытия;
шлифовка;
обезжиривание;
нанесение грунтовки;
нанесение хрома распылением;
сушка;
защита лаком от повреждений.
Широко на производстве используется электролитическое (гальваническое) хромирование. Для этого используются специальные ванны, электроустановки, система вентиляции, моющие и сушильные установки. При горячем способе нанесения хрома используются печи и вакуумные установки.
Но независимо от типа используемого оборудования во время процесса хромирования происходят физические и химические реакции, которые сопровождаются выделением продуктов распада.
Сфера применения технологии
Декоративное хромирование деталей позволяет повысить визуальные характеристики изделий как из металлов, так и из различного вида пластмасс, стекла и прочих материалов. Для быта хром используется для покрытий:
- мебельной фурнитуры;
- интерьерах помещений и дизайнерских проектах;
- сувениры;
- сантехника.

Сантехническое оборудование обязательно хромируется для защиты от водного окисления (коррозии), будь то недорогой силумин или дорогая латунь с бронзой.
Промышленность использует хромирование для повышения стойкости деталей, работающих в условиях большого трения:
- поршни;
- компрессионные кольца;
- ролики;
Также хромирование используется при изготовлении инструмента и оснастки:
- прессовые штампы;
- режущий инструмент;
- мерительный инструмент.
Технология хромирования позволяет продлить жизнедеятельность элементов механизма или придать изделиям притягательный вид.
Хромирование является одним из самых привлекательных видов покрытия металлических деталей автомобиля при проведении тюнинга авто. Оно помогает защитить те от коррозии, а также создать этим деталям привлекательный внешний вид.
Очевидно, что хромирование в домашних условиях осуществить довольно непросто, однако при желании можно все (естественно, подобная работа потребует от вас скрупулезности и аккуратности).
Как хромировать детали в домашних условиях?
Оборудование.
Какое же оборудование потребуется для нанесения хромового покрытия на металлические детали? Это:
- ванночка из полипропилена или пластмассы;
- выпрямитель напряжением до 12 В и силой тока до 50 А (вместо него можно вполне применить зарядное устройство для автомобильной АКБ, однако только в том случае, если хромирование будет осуществляться только небольших деталей);
- термометр (предел измерений 0-100 градусов);
- калорифер кислотостойкий (для подогрева электролита).
Параметры и размеры некоторых видов оборудования для хромирования зависят от количества обрабатываемых деталей, а также от их габаритов. Поэтому для того чтобы немного сэкономить, ванночку, в которую нужно будет погружать детали, лучше выбирать небольшого размера. Кстати, в ее роли можно использовать и обычное пластиковое ведро или любую другую пластиковую прямоугольную емкость.
Во избежание испарения раствора при длительном его хранении к этой емкости должна иметься герметичная крышка.
Необходимые материалы.
Хромирование осуществляется в электролите, а электролит этот образуют такие элементы, как:
- кислота серная (концентрация 2,2-2,5 г/л);
- вода дистиллированная (вместо нее можно использовать атмосферную воду или водопроводную, но только ту, которая содержит небольшое количество солей);
- ангидрид хромовый (220-250 г/л).
Помимо выше указанных компонентов для рассматриваемых работ также будут необходимы:
- свинец листовой чистый;
- кислота соляная;
- растворитель 646 или ацетон.
Хромирование в домашних условиях: технология проведения работ.
Хром можно нанести не на любое покрытие. Им можно покрыть только никель, медь или латунь. Поэтому для того, чтобы осуществить хромирование деталей из стали, на них предварительно следует нанести подслой, естественно, латунный, никелевый или медный.
Как же проходит процесс хромирования?
- Все обрабатываемые детали предварительно отполировываются и обезжириваются с помощью ацетона.
- После того, как они высохнут, осуществляется активация поверхности деталей в растворе кислоты соляной (100 г/л). Период времени, который понадобиться для этого, зависит от состояния поверхности той или иной детали.
- Далее детали промываются в чистой воде и погружаются в ванночку для хромирования (сам же электролит готовится довольно просто: в воде растворяется ангидрид хромовый, а после к нему добавляется серная кислота). Для последней операции потребуется сделать подвеску из медного прутка или проволоки. К этой подвеске с деталями от выпрямителя подается «минусовой» провод, а «плюс» подают к свинцовому аноду, закрепленному рядом на медной штанге.
- Спустя положенное время, а именно минут 20-40, детали извлекаются из ванночки и промываются в чистой воде.
- После полного высыхания деталей можно осуществить полировку хромового покрытия.
- Чтобы провести хромирование, раствор необходимо предварительно разогреть до 45 градусов.
- Перед тем, как загрузить первые детали, нужно завесить чистую пластину из металла и в течение часа проработать электролит. К проведению хромирования деталей можно приступать только тогда, когда раствор изменит цвет с красного на бордовый.
- Сила тока зависит от площади поверхности обрабатываемых деталей. Так, для обработки одного квадратного дециметра требуется сила тока в 10-25 ампер.
Видео по хромированию в домашних условиях
Для того чтобы правильно и безопасно произвести процесс хромирования своими руками, следует учесть все особенности химических и физических превращений, которые проходят в гальванической ванне. Большинство реактивов, задействованных в хромировании, относятся к особо опасным для здоровья веществам, так что прежде чем начать экспериментировать с хромовыми покрытиями, внимательно изучите теоретическую сторону процесса. Далее постараемся детально рассмотреть химическую составляющую вопроса, меры безопасности и то, как сделать гальваническую ванну и электролит.
Хромирование — это физико-химический процесс, во время протекания которого на поверхности обрабатываемого изделия или детали оседает тонкий слой металлического хрома. Данный металл придает поверхности блестящий вид, благодаря чему хромированное изделие обретает очень красивый вид. Гальваника открывает широкие возможности для повышения декоративных, физических и химических свойств материалов.
Хром крайне устойчив к действию агрессивной среды, он не тускнеет и не темнеет под действием воды и воздуха, благодаря чему нашел широкое применение в оформлении деталей кузовов машин и деталей механизмов, работающих в трудных условиях.
Толщина хромового покрытия очень небольшая: от 0.075 до 0.25 мм. В отличие от никеля, хром в большинстве случаев не накладывают непосредственно на металл. Для этого используют тонкий слой подложки, нанесенной гальваническим путем. Такой подслой состоит из меди или никеля и требует применения дополнительных технологических операций, усложняя и без того непростой процесс хромирования.
Еще одна сложность, которая может остановить домашнего умельца на пути выполнения поставленной задачи, покупка химических реактивов. Основной компонент хромирования — оксид хрома (CrO 3), другое название — хромовый ангидрид. Неприятная особенность его использования заключается в том, что шестивалентный оксид хрома — сильнейший яд, смертельная доза которого для человека составляет около 6 г. Данное химическое соединение имеет ограниченный оборот, строго контролируемый государством. Отходы, возникающие после окончания хромирования, должны утилизироваться согласно с особым порядком, а не просто выливаться в канализацию, или того хуже — в почву. Хромовый ангидрид является канцерогеном, при попадании его раствора на кожу возникают очень сильные раздражения, вплоть до экзем и дерматитов, которые могут перерасти в рак кожи.
При соединении окиси хрома с органическими веществами (маслом, бензином, и т.п.) происходят возгорания и взрывы. Это вещество крайне опасно для здоровья и жизни, так что перед началом работ следует взвесить все «за» и «против», оценив целесообразность такого решения.
2
Оборудование для хромирования
Первое, что нужно для хромирования, отдельная от жилых помещений, хорошо проветриваемая территория. Не стоит начинать экспериментировать дома на кухне, в ванной или в других местах, не предназначенных для работы химического оборудования. Лучшим выбором будет большой гараж или мастерская, которую перед этим стоит освободить от емкостей с бензином, маслом, краской и растворителями. Также неплохо было бы оборудовать систему принудительной вентиляции. Обязательно обзаведитесь огнетушителем и продумайте вариант аварийного пожарного выхода.
Оборудование для хромирования включает:
- гальваническая ванна из пластика;
- выпрямитель с параметрами 12В/50А;
- нагреватель, устойчивый к действию кислоты;
- термометр.
Кроме гальванической ванны вам понадобятся несколько дополнительных емкостей такого же размера для промывки обрабатываемой детали. Для экономии времени и средств необходимо будет организовать отдельную гальваническую ванну для омеднения или никелирования, так как постоянно менять реактивы в одной емкости долго и нецелесообразно.

Выпрямитель должен быть достаточно большой мощности, особенно если вы хотите хромировать своими руками детали средних и больших размеров. Исходите в расчетах из того, что для создания блестящей поверхности необходима плотность тока порядка 15-25 А/дм 2 , так что обычный выпрямитель способен обеспечить нормальное проведение процесса максимум для накладок дверных ручек автомобиля либо небольших деталей внутренней отделки (ручка коробки передач, ободок корпуса магнитолы, и т.п). Большие детали — диски или бампер, покрыть хромом своими руками скорее всего не удастся, или обойдется в сумму, соизмеримую с покупкой новых запчастей.
Что касается нагревателя, то в некоторых источниках рекомендуется использовать обычный ТЭН. Хотелось бы строго предостеречь относительно данного решения, так как для хромирования требуется оборудование, устойчивое к действию кислот, ТЭН не является таким устройством, и его использование повлечет за собой, в лучшем случае, поломку электролитической ванны.
Термометр может использоваться самый обычный, с делениями от 0 до 100°С. Температура, при которой процесс протекает равномерно, составляет 47-52°С, главной задачей будет установить и поддерживать стабильными эти параметры на протяжении всего времени реакции.
3
Реактивы для электролита
Процесс хромирования осуществляется гальваническим путем. Для его проведения необходимо наличие катода, анода (обрабатываемая деталь) и электролита, в среде которого и будут происходить химические реакции. Собрать аппарат для хромирования довольно просто, особенно если до этого вы уже имели опыт создания медных или никелевых покрытий: технология похожа, отличаются только параметры среды, состав электролита и материал катода.
В качестве катода используется лист свинца или его сплава с оловом. Лучше всего, чтобы свинцовая пластина размерами была немного больше обрабатываемой детали. Катод подсоединяют к положительному электроду выпрямителя.
Анод подключают к материалу, который следует хромировать. Он должен быть «подвешен» в среде электролита таким образом, чтобы не задевать стенок, дна и ни в коем случае не касаться катода.

Создание электролита предполагает наличие следующих компонентов:
- хромовый ангидрид, из расчета 250 г/л электролита;
- серная кислота — 2-2.5 г/л;
- дистиллированная либо чистая, без примесей железа вода.
Перед тем, как сделать электролит, разогрейте воду до температуры 60-80°С, после чего растворите в ней хромовый ангидрид. Немного охладите смесь и тонкой струйкой добавьте необходимое количество чистой серной кислоты. Кислота должна быть не технической, а чистой и концентрированной.
Гальваническое покрытие очень чувствительно к составу электролита, поэтому на предприятиях, занимающихся хромированием, существуют целые лаборатории, которые проводят постоянный контроль над стабильностью состояния реактивов. При хромировании своими руками придется обойтись без помощи химиков и технологов, но если обрабатываемых деталей немного, то состав электролита должен измениться некритично.
4
Подготовка поверхности и как протекает металлизация хромом
Самостоятельная металлизация хромом невозможна произвести без правильной подготовки поверхности изделия. Для начала нужно создать медную или никелевую подложку, так как хром не ляжет на поверхность стали, алюминия или любого другого металла. Омеднение или никелировка производятся в гальванической ванне, катодом при этом выступает соответственно металлическая медь или никель, электролитом — раствор серной кислоты и медного купороса или солей никеля. После завершения подготовки изделие тщательно шлифуют и полируют, стараясь не повредить при этом тонкий слой подложки, обезжиривают и сушат.

Самостоятельное хромирование должно проходить при стабильных параметрах напряжения, температуры и состава электролита. Любое отклонение может привести к дефектам покрытия. Например, превышение концентрации силы тока на единицу площади приводит к тому, что на острых углах изделий образуются наросты и дендриты металлического хрома. Нарушение температурного режима, как и колебания концентрации реактивов, вызывают потемнения, матовость или пятнистость покрытия.
После того как проведено хромирование деталей в домашних условиях, хромируемая поверхность покрыта достаточным слоем металла, напряжение отключают, отсоединяют изделие и помещают его в ванну с дистиллированной водой. Процесс лучше повторить несколько раз, каждый раз меняя воду.
Перед тем, как приступить к хромированию своими руками, следует тщательно оценить будущую стоимость работ и сделать вывод об их целесообразности. Если у вас нет в наличии места для проведения таких экспериментов: например, своего гаража или мастерской, то начинать не стоит, иначе можете сильно навредить окружающим.
Перед тем, как сделать устройство для хромирования, подумайте и спланируйте будущую утилизацию отходов.
Ни в коем случае нельзя сливать отработанный электролит в канализацию или почву!
При попадании в грунтовые воды, а затем в колодцы, оксид хрома вызывает отравление и развитие онкологических заболеваний, поэтому настоятельно рекомендуется не начинать работы, не определившись до этого со всеми тонкостями процесса.
Сделать металл более стойким к коррозии, придать поверхностям зеркальный блеск и защиту от легких механических повреждений можно с помощью хромирования. Применение красителей позволяют получить блестящую поверхность деталей любого цвета и оттенка. Хромирование в домашних условиях, как излюбленный метод тюнинга, доступен не только опытным химиками, но и обычным автолюбителям. Покрыть хромовым покрытием можно салонный пластик, колесные диски, а также кузов автомобиля целиком.
Стоит ли игра свеч?
Химическая металлизация – это скрупулезный процесс, требующий точного соблюдения технологии, временных рамок и консистенции реагентов. Если вы хотите получить зеркальное покрытие всех деталей автомобиля (а такие случаи не редкость), то вам стоит задуматься о стилизованной под хром виниловой пленке. Когда вам надоест вид вашего автомобиля, или вы не сможете мириться с особенностями эксплуатации (яркие солнечные лучи, отраженны покрытием, могут слепить окружающих водителей, что повышает риск ДТП), вы сможете удалить пленку. Изначальному ЛКП не будет причинено никакого вреда.
Покупка химического состава и недостающего оборудования нецелесообразна, если поблизости вашего места проживания находится предприятие гальванических покрытий. Зачастую можно заказать хромирование пластика, металлов. Через некоторое время (зависит от загруженности мощностей) вы получите готовые детали.
Впрочем, придать элементам хромовый блеск можно и самостоятельно.
Методы
Для «гаражного» применения подойдут два основных вида обработки:
- метод гальванических ванн;
- метод напыления.
Для использования первого вам потребуются:

Для хромирования металлических деталей, пластика методом напыления вам потребуются:
- базовый слой краски (поверхность должна быть однородной);
- газовая горелка или химический раствор для создания адгезии;
- хромирующий состав;
- средства для распыления (краскопульт с компрессором, электрический краскопульт). Возможно применение мини-мойки;
- большое количество дистиллированной воды, смачиватель;
- обезжиривающий состав.
Технология гальванических ванн
- подготовительный процесс. Предварительно металл нужно зачистить, удалив с поверхности остатки старой краски, ржавчины, грязи. Отдельное внимание стоит уделить обезжириванию (качественная металлизация невозможна после удаления отложений жира обычным разбавителем или ацетоном). Пропорция смешиваемых реагентов для электролита зависит от площади и состава покрываемой детали;
- поместите катод (металл на который подается «–») в готовый электролит (t±52º). После того как температура детали и электролита выровняется, подайте напряжение;
- обработка деталей занимает не менее 20-ти минут. Показатель варьируется в зависимости от качества очистки детали, рельефности и прочих факторов;
- хромированные элементы требуют осушки (минимум 2,5 часа). На протяжении всего процесса к элементу нельзя прикасаться.
Тонкости процесса
Металлизация должна происходить в хорошо проветриваемом помещении (в идеале: принудительная вентиляция вытяжной системой). Испарения в процессе хромирования чрезвычайно вредны для человеческого здоровья. Приступать к приготовлению электролита и обработке деталей можно только в респираторе, защитных очках, прочных прорезиненых рукавицах и фартуке.
В случаи, если вы не имели раньше дела с управлением химическими процессами, первый опыт вряд ли увенчается успехом. Возможен неравномерный блеск детали, отсутствие блеска, коричневые пятна, образование раковин, отслоение и прочие дефекты. Испытания процесса на опытном образце поможет вам скорректировать возможные погрешности.
Хромировать таким методом можно не только металл, но и пластик. Металлизация диэлектриков требует внесения некоторых поправок в технологию.
Уделите большое внимание правильной утилизации «отработки».
Хромирование напылением
Нюансы
Металлизация должна производиться в вентилируемом помещении с применением всех средств индивидуальной защиты.
Пылинки и мусор с поверхности можно сдуть потоком воздуха. Не прикасайтесь к элементу до момента его полного высыхания!
Химические растворы и средства нанесения находятся в свободном доступе.
Хромирование своими руками является одним из излюбленных занятий для множества людей. Важно понимать, что этот процесс представляет опасность для жизни. На промышленных предприятиях хромирование производится с использованием специального оборудования. При этом применяются химические или химико-термические обработки. Однако можно сделать это и дома, если запастись необходимым инвентарем и знаниями.
Чтобы произвести хромирование своими руками, необходимо подготовить эмалированную емкость. Также вам потребуются определенные химические смеси, а также познания в области процессов Для начала стоит определить, какие виды элементов периодической таблицы можно использовать для определенного вида металла. Немаловажно также знать, в какой последовательности будет проводиться обработка.

Хромирование своими руками следует начать с подготовки деталей, подвергаемых обработке. Их требуется отполировать и обезжирить. Это делается для удаления всех органических загрязнений, находящихся на деталях на этот момент. В домашних условиях это делается посредством обработки элементов в растворе щелочи либо при помощи промывания их хорошим моющим средством. Далее на деталях требуется изолировать все части, которые не должны подвергаться хромированию. В качестве материала для изоляции вполне уместен свинец. Он устойчив к электролиту, поэтому не подвергается хромированию.

На следующем шаге производится установка деталей. Их необходимо монтировать на подвески, а также иные приспособления, которые являются хорошими проводниками. Это необходимо для подвода тока к деталям, а также для его рассредоточения по всей площади. Контакты при этом должны быть максимально надежными, так как токи, проходящие через них, достаточно мощные. В этом процессе на них ложится основная нагрузка. Важно понимать, что хромируемые детали ни в коем случае не должны экранировать.
Хромирование дисков своими руками можно начинать после того, как проведены все подготовительные работы. Это делается так. Подготовленные детали опускаются в ванну, которая заполнена окисью хрома, водой, а также свободными радикалами, которые и обеспечивают высокое качество результата. После этого требуется вытащить изделие, однако делать это обязательно в перчатках, иначе можно получить сильные ожоги. После того как деталь немного остынет, ее следует тщательно отполировать, что позволит удалить с поверхности любые осадки. Хромирование производится точно так же.
Важно помнить о мерах предосторожности, особенно это касается помещения, которое вы выбрали для проведения процедуры. Весь процесс сопровождается обильным выделением водорода и кислорода. Капельки электролита сгущаются в туман, раздражая слизистые человека, что может привести к негативным последствиям. Именно поэтому хромирование своими руками требуется проводить в открытом помещении.
Необязательно быть химиком со стажем, чтобы провести хромирование деталей в домашних условиях своими руками. Данный метод доступен рядовому умельцу, не нуждается в привлечении профессиональных знаний и потому остается популярным способом обработки. Технология позволяет получить блестящую поверхность на металлической, пластмассовой, стеклянной или деревянной основе, не теряющую своего блеска под влиянием воздуха и воды.
Существуют схожие операции получения дополнительного металлического слоя: цинкование, никелирование, серебрение. Хромировка деталей (процесс нанесения хрома на изделие) включает несколько функций:
- Защитную. Слой хрома устойчив к температурным перепадам; он улучшает физико-химические характеристики поверхности, защищая ее от окисления, предавая предметам (деталям автомобилей, велосипедов, приборов) дополнительную прочность.
- Декоративную. Результатом гальванизации становится привлекательный внешний вид любого транспортного средства. Декоративное хромирование выгодно преображает детали интерьера — крепежные элементы потолочных карнизов, фурнитуру (ручки дверей или мебельные), декоративные подставки, сувениры.
- Восстанавливающую. Продлевает срок службы изношенной поверхности валов, втулок (если глубина износа не превышает 1 мм), тем самым увеличивая срок эксплуатации.
- Повышает износоустойчивость двигателей внутреннего сгорания (осаждается на трущиеся поверхности), всевозможных штампов и матриц, мерильных инструментов.
- Улучшает отражательные свойства (хромирование отражателей фар, производство прожекторов, технических и бытовых зеркал).
Технологии хромирования
Хромирование в домашних условиях может осуществляться несколькими способами:
- Гальванический (электролитический) метод. Атомы хрома из раствора электролита осаждается на поверхность заготовки под действием электрического тока. Наиболее популярный, способ имеет широкую сферу применения, включая создание изделий, обладающих отражающими свойствами. Гальваническое осаждение хрома позволяет добиться качественного покрытия, устойчивого к механическим и химическим повреждениям.
- Химический (каталитический). Метод основан на взаимодействии реагентов и восстановлении хрома из своих солей; электрический ток не применяется. Получаемый слой первоначально имеет серый цвет и нуждается в полировке. Химическое хромирование, из-за присутствия среди реагентов фосфора, позволяет покрывать качественным твердым слоем изделия сложной формы, включающие полости.
- Диффузионный метод (напыление хрома осуществляется с использованием гальванической кисти). Хромирование деталей в домашних условиях диффузным методом — компактный способ обработки, не требующий организации ванны. Контроль толщины и качества покрытия возможен непосредственно во время операции.
Подготовка рабочего места
Металлизация хромом — химический процесс, сопровождающийся выделением токсичных (канцерогенных) веществ, наносящих вред здоровью человека и природной среде. Поэтому для гальваники в домашних условиях подбирается нежилое, безупречно проветриваемое помещение. Лучшим выбором является гараж или отдельно стоящая мастерская с эффективной принудительной вентиляцией (вытяжкой). Следует продумать утилизацию отходов.
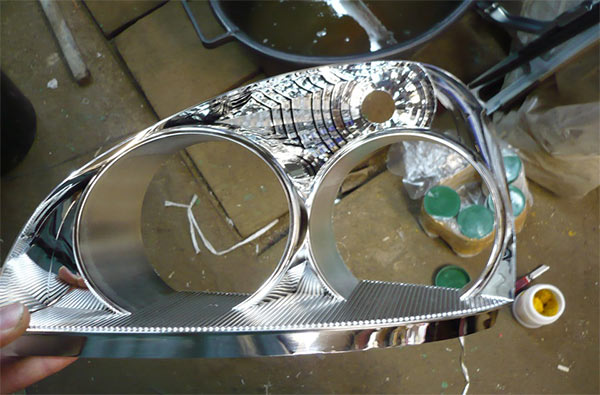
Хромовый электролит выделяет летучие соединения, способные вступать в контакт и разрушать любую органику. Пары несут опасность для кожи и слизистых оболочек. Для защиты от испарений используют очки и маску-респиратор.
Хромирование в домашних условиях проводится в спецодежде, сапогах и фартуке. Руки защищают плотными латексными или резиновыми перчатками. Перед работой рекомендуется смазать носовую полость мазью, состоящей из вазелина и ланолина (в отношении 2 к 1).
Оборудование
Чтобы провести хромирование своими руками в домашних условиях на достойном уровне, часть инвентаря предлагается изготовить из подручных средств. В число предметов, составляющих набор для хромирования гальваническим путем, входит:
- Гальваническая ванна – сосуд из пластика, стекла, полиэтилена или пропилена (устойчивый к продолжительному воздействию агрессивной среды); подойдет и эмалированный. Для небольших предметов идеальна стеклянная банка. Для качественного электролиза выбранную посуду необходимо теплоизолировать (поместить в деревянный ящик, обитый изнутри стеклотканью с дополнительным утеплением минеральной или стекловатой).
- Источник питания – должен иметь характеристики: силу тока 50 А, допустимое напряжение 12 В, общую мощность не более 1 кВт.
- Нагревательное устройство для электролита, выдерживающее контакт с агрессивной средой (керамический ТЭН) соответствующей мощности. Допустимо использовать внешний подогреватель.
- Термометр, калиброванный до 100° по Цельсию.
- Крышка, герметично притертая к сосуду с электролитом (не металлическая).
- Электроды – анодом служит свинцовая пластина. Она погружается в емкость, катод присоединяется к хромируемому образцу. В роли катода удобно использовать зажим, удерживающий деталь. Последняя размещается в электролите так, чтобы не допустить касания стенок, дна и анода.
Источник питания
Для гальваники в домашней лаборатории подойдет заземленный источник постоянного тока с регулируемым напряжением 1,5-12 В, с максимальным током 20 А (для регулировки выходной мощности удобно пользоваться реостатом).
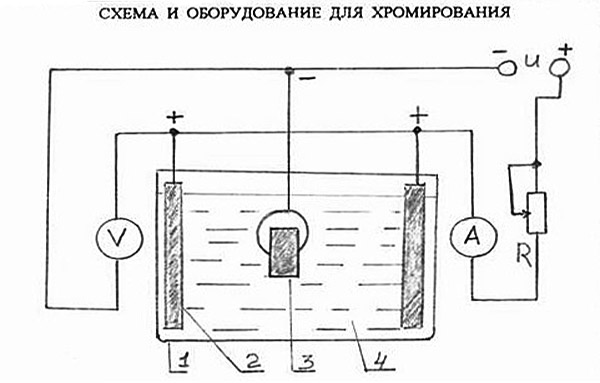
Выбор сечения соединительных проводов делают с учетом максимальной нагрузки (силы тока). Для хромирования мелких деталей используют провода с сечением 2,5 мм.
Состав и методика подготовки электролита
В смеси для осаждения хрома содержится:
- Дистиллированная (из аптеки) либо водопроводная (прокипяченная и отстоянная, идеально — фильтрованная) вода.
- Хромовый ангидрид (CrO3), из расчета 250 г на 1 л воды.
- Серная кислота (H2SO4) – 2-2.5 г/л (с удельной плотностью 1,84 г/см3).
Порядок приготовления:
- Сосуд наполовину заполнить водой, разогретой до 60º С.
- Всыпать хромовый ангидрид; добиться полного растворения, размешивая.
- Долить оставшуюся воду, осторожно добавить кислоту, перемешать.
- Электролит выдерживается 3,5 часа под номинальным током (для выравнивания плотности).
При соблюдении всех правил электролит становится темно-коричневым, после чего смесь отстаивается в прохладном помещении 1 сутки.
Подготовка поверхности
Чем лучше подготовить поверхность изделия, тем меньше проблем возникнет во время гальванического хромирования и качественнее будет покрытие.
- Предварительная механическая и химическая очистка. Удаляются сильные загрязнения (лак, краску, пятна ржавчины). Ржавчину с поверхности металла можно удалить травлением в кислоте, остатки краски — наждачной бумагой.
- Тонкая очистка. Следы загрязнений тщательно удаляются чистым куском материи.
- Обезжиривание. Для процедуры нужен раствор из 150 г едкого натра, 50 г кальцинированной соды и 5 г силикатного клея (расчет на 1 литр воды). Предмет выдерживается в растворе 20-60 минут при 90° С; на время влияет сложность формы.
Хромирование
- Электролит подогревается до 52±2°С (во время процесса поддерживается неизменный температурный режим).
- В сосуд (с закрепленным анодом) помещается деталь с прикрепленным катодом и прогревается до уравнивания температур.
- Подается напряжение. Время осаждения составляет от 20 минут до 1-2 часов, что определяется формой предмета.
- Деталь вынимается, промывается в дистиллированной воде (несколько раз) и сушится 3 часа; во время сушки прикасаться к ней нельзя. По такой методике хромируют детали из стали, латуни, бронзы.
Способ хромирования пластика дома
Чтобы обеспечить хромирование пластика в домашних условиях, целесообразно изготовить гальваническую кисть (метод применим и для металлических изделий):
- Щетина (подойдет от малярной кисти) диаметром 20-25 мм плотно обматывается свинцовым проводом. Ее закрепляют с торца сосуда цилиндрической формы, который заправляется электролитом. Удобно использовать емкость, сделанную из оргстекла (контроль уровня раствора). В другом торце крепится диод.
- В схеме используется понижающий трансформатор (12 В, 0,8-1 А). Минус трансформатора крепится на хромируемый предмет (зажимом «крокодил»). Плюс идет на анод диода, катод диода подсоединяется к обмотке щетины.
- Слой жидкости наносится на обрабатываемую поверхность плавными равномерными движениями; каждый участок проходится кистью не менее 20 раз, не отрывая ее от поверхности.
- По завершении гальванотехники предмет промывают и сушат; грязь убирают компрессором.
Видео: уникальная методика хромирования в домашних условиях.
Возможные дефекты и их причины
- Хром не оседает на заготовке. Причина может заключаться в слабом контакте, пленке окислов или маленьком расстоянии между электродами. Процесс нарушается из-за неверно подобранного сечения проводников, избытка серной кислоты, малой плотности тока или слишком горячего электролита.
- Блеск поверхности отсутствует или неравномерный (с потемнениями и пятнами). Не соблюден температурный режим электролита и концентрация реактивов. Превышена сила тока.
- Наблюдаются наросты металлического хрома на углах предмета. Плотность тока выше рекомендованной.
- Дефекты (раковины) на хромировке. Плохая очистка. Избыточный ток, задержка водорода.
- Отслоение покрытия. Некачественное обезжиривание, скачки напряжения, плотности тока или температуры.
Процесс того, как сделать хромирование деталей своими руками, привлекает доступностью и очевидной экономией средств. Не надо иметь специальное образование, чтобы провести хромирование комплекта дисков или всего кузова, получить оригинальные ручки для дверей или шкафа.
Украсить пластик слоем хрома в домашней мастерской не сложнее, чем металл. Залогом блестящего результата станет доскональное соблюдение правил безопасности и внимание к деталям технологического процесса.
Republished by Blog Post Promoter
 Хромирование — одно из наиболее используемых и красивых видов покрытий. Нанесение хрома является физико-химическим действием, в период которого тонкий пласт металлического хрома оседает на плоскости обрабатываемой детали. Он придаёт изделиям замечательный серебристый вид, а кроме того, оберегает железо от ржавчины. Можно произвести высококачественное хромирование в домашних условиях.
Хромирование — одно из наиболее используемых и красивых видов покрытий. Нанесение хрома является физико-химическим действием, в период которого тонкий пласт металлического хрома оседает на плоскости обрабатываемой детали. Он придаёт изделиям замечательный серебристый вид, а кроме того, оберегает железо от ржавчины. Можно произвести высококачественное хромирование в домашних условиях.
Особенности независимой процедуры
Чтобы правильно и надёжно осуществлять процесс нанесения хрома своими руками, следует принимать во внимание все характерные черты химических и физиологических преображений, которые совершаются. Большая часть химических элементов, участвующих в хромировании, представлена особенно опасными элементами, следовательно, прежде чем приступать к проведению эксперименты с хромированными покрытиями, тщательно изучить необходимо теоретическую сторону процесса.

Хром придаёт плоскости замечательный наружный вид, благодаря которому продукция приобретает весьма изящный вид. Гальваника открывает большие возможности для усовершенствования декоративных, физиологических и химических качеств материалов. Хром чрезвычайно устойчив к воздействию агрессивных сред, он не темнеет под воздействием окружающей среды, благодаря этому он отыскал обширное применение при конструировании частей кузовов автомобилей и частей элементов, работающих в сложных условиях. Толщина блестящего напыления весьма мала: от 0,075 до 0,25 миллиметров.
В отличие от никеля, в основной массе случаев хром не используют к металлу. Для этого применяют лёгкий слой оцинковки. Такого рода слой состоит из меди и требует применения технологических воздействий, усложняя и без того трудный процесс.
 Ещё одна проблема, которая может остановить на пути к осуществлению задачи — получение реактивов. Главным компонентом является соединение хрома (CrO3), иное наименование — ангидрид хрома. Неприятной чертой его применения является то, что оксид хрома является самым мощным ядом, смертельная доза которого — 6 г. Это соединение имеет небольшой оборот, который строго контролируется государством.
Ещё одна проблема, которая может остановить на пути к осуществлению задачи — получение реактивов. Главным компонентом является соединение хрома (CrO3), иное наименование — ангидрид хрома. Неприятной чертой его применения является то, что оксид хрома является самым мощным ядом, смертельная доза которого — 6 г. Это соединение имеет небольшой оборот, который строго контролируется государством.
Остатки, возникающие в результате завершения хромирования, должны быть утилизированы в соответствии со специальным порядком, а не поступать в канализацию или в почву. Элемент является сильным канцерогеном: если он появляется на коже, будет очень сильное раздражение, в том числе экзема и дерматит, может сформироваться опухоль.
Реактивы для применяемого электролита
 Важно рассмотреть все нюансы процесса перед тем, как хромировать металл в домашних условиях. Процесс хромирования своими руками в домашних условиях осуществляется электрическими средствами. Для его выполнения следует иметь катод, анод (заготовку) и электролит, в котором станут осуществляться химические взаимодействия.
Важно рассмотреть все нюансы процесса перед тем, как хромировать металл в домашних условиях. Процесс хромирования своими руками в домашних условиях осуществляется электрическими средствами. Для его выполнения следует иметь катод, анод (заготовку) и электролит, в котором станут осуществляться химические взаимодействия.
В качестве катода применяется лист свинца либо его соединение с оловом. Правильнее всего, чтобы полновесная пластинка была несколько больше, чем заготовка. Катод подключён к позитивному электроду. Анод соединён с материалом, накрытым хромом. Он должен быть подвешенным в среде электролита таким способом, чтобы он не затрагивал стен, низа и не затрагивал катода.
Для формирования электролита необходимы следующие элементы:
- хромовый ангидрид, 250 г / л электролита;
- серная кислота — 2−2,5 г / л;
- чистейшая, без включений, вода.

Перед изготовлением электролита воду нагревают до температуры 60−80 °С, затем растворяют в ангидриде хрома. Затем нужно слегка охладить раствор и добавить небольшое количество серной кислоты тонким потоком. Кислота должна быть не промышленной, а чистой. Электрическая компенсация очень чувствительна к формуле электролита, поэтому на предприятиях есть лаборатории, которые проводят непрерывный мониторинг устойчивости состояния реагентов. Если проводится гальваника в домашних условиях или хромирование собственными руками, придется обойтись без помощи технологов.
Оборудование для хромированных деталей
Воздействие хромирования может быть не только на изделия из металла, но и пластмассы. Хромирование пластика в домашних условиях, например, фары, проводится немного иначе. Следует знать, что для выполнения процедуры используются реагенты, которые могут представлять опасность для здоровья.
Для покрытия хромом в домашних условиях деталей необходимо следующее оборудование:
- ванна пластиковая;
- выпрямитель, способный обеспечить напряжение до 12 вольт и до 50А;
- кислотостойкий нагреватель для нагрева электролита;
- термометр с границей замера 0−100 градусов.
Параметры и объемы единичных видов оборудования, используемых для хромирования, формируются в зависимости от размера и количества возделываемых продуктов. Нужно подобрать наименьшие объемы ванны, в которую детали будут погружены. Ванная может быть сделана из пластмассового ведра либо иного прямоугольного контейнера. Для того чтобы раствор не улетучился при долгом хранении, следует гарантировать воздухонепроницаемую крышку. В качестве выпрямителя можно использовать зарядное устройство для автоаккумулятора (подходит для мелких деталей).
Хромовые элементы будут делаться в электролите, который состоит из:
- очищенной воды;
- триоксида хрома (CrO3) 220−250 г/л;
- серной кислоты (H2SO4) 2,2−2,5 г / л.
Кроме этих деталей, понадобится следующий набор: соляная кислота (HCl), ацетон и листовой металл.
Подготовка плоскости и металлизирование
 Независимая хромировка не может быть выполнена без соответствующей подготовки плоскости продукта. Вначале необходимо сформировать медную или никелированную подложку, потому как элемент не находится в плоскости стали, алюминия либо любого иного сплава.
Независимая хромировка не может быть выполнена без соответствующей подготовки плоскости продукта. Вначале необходимо сформировать медную или никелированную подложку, потому как элемент не находится в плоскости стали, алюминия либо любого иного сплава.
Медный слой либо никелирование исполняется в гальванической ванне. Катод — металлическая медь или никель, электролит предполагает собой раствор серной кислоты, сульфата меди либо никеля. После окончания изготовления продукт тщательнейшим образом полируется, следя затем, чтобы не испортить тонкий пласт основы, необходимо ее обезжирить и высушить.
Независимое хромирование должно осуществляться при устойчивых параметрах всех частей. Каждое отклонение может послужить причиной к повреждениям напыления. К примеру, преобладание концентрации тока на единицу участка приводит к формированию выростов и дендритов металлического хрома в заостренных углах продуктов.
Несоблюдение температурного порядка и колебания сосредоточения реагентов провоцируют потускнение, пятнистость напыления. После хромирования элементов блестящая плоскость покрывается необходимым пластом сплава, напряжение отключается, продукция отсоединяется и располагается в ванну с очищенной водой. Процесс правильнее воспроизводить несколько раз, меняя воду.
Этапы хромирования элементов
 Захромировать напрямую можно только такие металлы, как медь, латунь и никель. Чтобы самому хромировать металлические детали, надо предварительно нанести медный, латунный или никелевый слой. Для этого необходимы подходящий электролит и технология. После сушки плоскость активизируют в растворе соляной кислоты (100 г / л).
Захромировать напрямую можно только такие металлы, как медь, латунь и никель. Чтобы самому хромировать металлические детали, надо предварительно нанести медный, латунный или никелевый слой. Для этого необходимы подходящий электролит и технология. После сушки плоскость активизируют в растворе соляной кислоты (100 г / л).
Период обрабатывания зависит от состояния плоскости (5−20 мин). Части промывают водой и погружают в хромированную ванну. Для этого подвеску изготавливают из проволоки либо стержня. К подвеске подаётся «отрицательный» провод. Рядом с медным стержнем прикреплён увесистый анод, к которому прилагается «плюс». Через 20−40 минут части вытаскивают из ванны и промывают в воде.

После просыхания допускается полирование слоя хрома, чтобы плоскость была отражающей. Подготовить электролит нетрудно: вначале в воде раскрывается ангидрид хрома, а затем добавляется тонкая струйка серной кислоты. Перед тем как загружать детали, нужно повесить любую пластину и включить электролит на полчаса-час.
Если композиция с ярко-красным цветом превращается в светло-бордовый оттенок, то в этом случае можно включить хромированные элементы. Состав хрома должен нагреваться до 45 градусов. Ток вводится в зависимости от площади плоскости покрываемых элементов. Для обработки 1 кв. дм необходим ток в 15−25 ампер.
Основные недостатки покрытия не должны пугать новичков. Некачественный слой можно замачивать в соляной кислоте. После этого детали промывают в воде, а процессы металлизации повторяются.
Чаще всего есть ряд ключевых недостатков:
- Отшелушивание блестящей плёнки. Главная причина — нехорошая адгезия из-за недостаточного обезжиривания. После вытаскивания напыления поверхность вновь вычищается и активизируется.
- Установка хрома в заостренных краях. Этот недостаток показывает на высочайшую уплотненность тока в заостренных концах. По возможности кромки лучше скруглить либо настроить экраны в проблематичных зонах.
- Матовое покрытие. Для достижения блеска следует повысить температуру раствора, уменьшить электричество либо прибавить ангидрид хрома.
Прежде чем хромировать собственными руками, необходимо тщательнейшим образом оценить предстоящую цену работы и произвести вывод о необходимости ее проведения. Прежде чем сформировать приспособление для хромирования, необходимо распланировать будущее устранение отходов. При попадании в грунт, а далее в колодцы соединение хрома порождает отравление и формирование болезни, следовательно, настойчиво рекомендовано не начинать работу, не определяясь ранее со всеми особенностями процесса. Видеоурок поможет узнать тонкости покрытия поверхности металла хромом.
Originally posted 2018-07-04 07:40:48.
Освоив методику хромирования своими руками в домашних условиях можно не только придать эффектный вид мотоциклу или автомобилю. Но и сделать стильные современные вещи – ручки для шкафов или дверей, подставки, крепежные элементы карнизов, бра, кашпо, которые своим благородным блеском украсят интерьер.
Способы хромирования
Технология гальванизации заключается в нанесении поверхностного металлического слоя на деталь с определенной целью – декоративной или защитной посредством использования электролита.

Следовательно, гальваника — хромирование в домашних условиях предполагает, что на обрабатываемую поверхность при воздействии электрического тока будет осаждаться слой хрома из электролита определенного состава. Проводиться этот процесс может разными способами.
- Проведение хромирования с использованием ванны, наполненной раствором. Технология является доступной для самостоятельного выполнения, но чаще используется при работе с небольшими деталями.
- Напыление покрытия посредством применения гальванической кисти. Эта методика не ограничивает габариты обрабатываемой детали, также она оптимально подходит для несъемных элементов. В процессе работы мастер имеет возможность контролировать толщину наносимого слоя и визуально оценивать качество напыления. Но этот процесс более трудоемкий, так как может потребоваться выполнение до 20 движений по одному месту.
Помещение, приспособления, инструменты, средства защиты
Проводить операции по хромированию необходимо в нежилом помещении с хорошей вытяжной вентиляцией. Это может быть гараж.
В летнее время удобнее работать на улице под навесом или на открытой веранде с крышей. В крайнем случае, используется балкон. Эти меры безопасности соблюдать нужно обязательно, чтобы не получить вреда здоровью из-за опасных испарений.
Потребуются средства индивидуальной защиты – прорезиненные перчатки из плотного материала и респиратор. Одежду целесообразно прикрыть прорезиненным фартуком.
Если планируется проводить хромирование деталей в домашних условиях методом погружения деталей в ванну, то готовится следующее оборудование:
- стеклянная емкость нужного размера (чаще всего берут обычную трехлитровую банку);
- неметаллическая ванна с водой, в которую будет помещаться банка;
- ящик с термоизоляцией;
- нагревательный элемент (ТЭН);
- пластинчатый или стержневой анод, материалом которого чаще всего служит сплав свинца (≈ 93%) и сурьмы (≈ 7%), хотя в отдельных случаях используют менее устойчивый к кислой среде чистый свинец;
- катод, имеющий форму зажима для удобной фиксации его на обрабатываемой детали;
- термометр, устойчивый к кислоте;
- кронштейн, позволяющий держать деталь в подвешенном состоянии;
- крышка для емкости из дерева или влагоустойчивой фанеры;
- источник питания постоянного тока с реостатом. Для трехлитровой банки сила тока должна составлять не меньше 18 А.
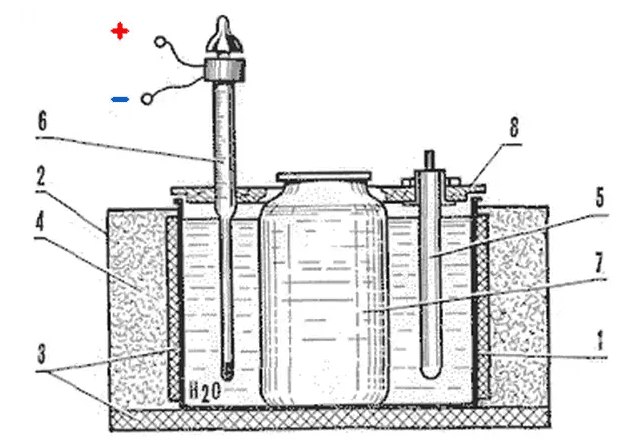
Схема электролитической ванны: 1 — внутренний корпус; 2 — внешний корпус; 3 — стеклоткань для теплоизоляции; 4 — слой теплоизоляции; 5 — ТЭН; 6 — градусник; 7 — банка трехлитровая; 8 — крышка.
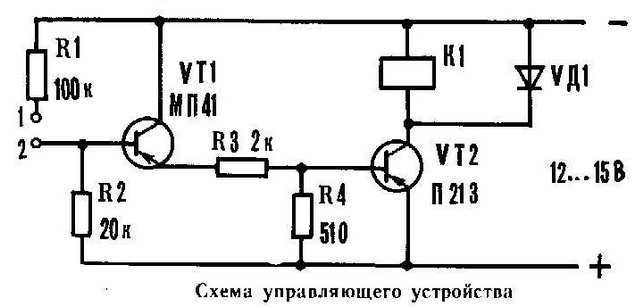
Чтобы покрывать изделия при помощи гальванической кисти, можно изготовить ее самостоятельно по следующему алгоритму.
- Щетину обматывают плотно проводом с содержанием свинца.
- Закрепляют ее в прозрачный цилиндр из оргстекла, который сверху закрывается крышкой с вклеенным в нее металлическим контактом и заливным отверстием. К контакту припаивают конец свинцовой обмотки.
- В мембране из пенопласта, которая находится выше щетины, необходимо сделать сквозные мелкие отверстия.
- Роль выпрямителя тока выполняет трансформатор с напряжением 12 В. Минус идет на обрабатываемую деталь, а плюс к контакту на крышке.
- Электролит, налитый в цилиндр, просачивается через отверстия в мембране на щетину, движениями которой наносится на обрабатываемую поверхность.
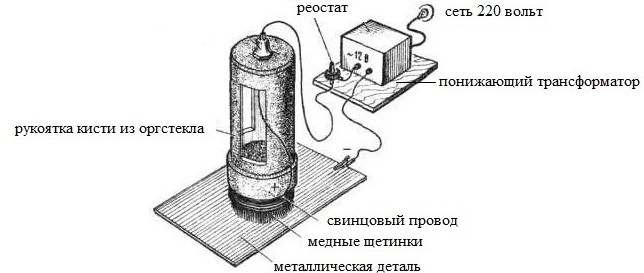
При любой методике потребуется пылесос или компрессор для сдувания пыли с детали в процессе хромирования.
Как готовить электролит
Для обработки наружных поверхностей деталей рассчитывают количество компонентов, входящих в электролит, ориентируясь на следующие соотношения (в граммах на литр воды):
- CrO3 (хромовый ангидрид) – 250;
- H2SO4 (серная кислота с удельной плотностью 1,84 г/см3) – 2,5.
Стеклянную емкость до половины (можно немного больше) наполняют дистиллированной или предварительно прокипяченной и отстоявшейся водой с температурой 60°С.

Засыпают CrO3 в нужном по расчетам количестве. Размешивают жидкость до полного растворения хромового ангидрида. Если необходимо, то еще доливают воду, а затем осторожно добавляют серную кислоту.
Теперь нужно около 3,5 часов выдержать электролит под током, сила которого примерно равна 6,5 А на каждый литр раствора. Если источник электропитания уже имеется в наличии, то исходя из его возможностей ведется расчет объема приготавливаемого электролита. При правильно проведенных расчетах цвет электролита становится темно-коричневым. Отключив ток, оставляют раствор на сутки в прохладном месте.
Если обрабатываемые детали не будут подвергаться внешним воздействиям, то электролит может иметь другой состав (г/л воды):
- CrO3 – 400;
- H2SO4 – 4.
Подготовка детали
Подлежащие хромированию поверхности должны быть тщательно подготовлены. С них удаляют лак, краску, пятна ржавчины, загрязнения.
Некачественное проведение подготовки плоскостей деталей приводит к тому, что хромовое покрытие образуется с мелкими раковинами.
После зачистки детали подлежат обезжириванию.
Специалисты отмечают, что уайт-спирит или бензин для этой цели использовать не стоит, так как они не обеспечат нужного качества последующего хромирования. Целесообразно сделать специальный раствор, примером которого может служить следующий состав (компоненты отражены в г/л воды):
- едкий натр – 150;
- кальцинированная сода – 50;
- силикатный клей – 5.
Раствор подогревают примерно до 90°С и опускают на 20 минут деталь, подлежащую обезжириванию. Если присутствует сложный рельеф, то время выдержки допускается увеличить до 45 – 60 минут.
Этап хромирования
Начинается химическая металлизация своими руками в домашних условиях с подогрева электролита в банке до 52±2° с последующим помещением в него детали, к которой предварительно прикрепляется катод. Ток сразу не подают, так как нужно, чтобы декорируемый предмет прогрелся до температуры электролита.
После того, как напряжение подается в систему, деталь находится в электролите минимум 20 минут. Оптимальная плотность тока – 50 – 55 А/дм2. С приобретением опыта домашний мастер легко определяет, нужно ли увеличивать время в зависимости от особенностей детали, так как в отдельных случаях хромирование может продолжаться два — три часа.
После окончания процесса предмет достают, промывают и помещают на 3 часа в сушильный шкаф.
Проводя операции по хромированию необходимо учитывать, что подобное покрытие возможно нанести, если детали медные, никелевые или латунные. Если возникла необходимость выполнить подобное действие со стальными предметами, то потребуется предварительно защитить их слоями соответствующих металлов.
Видео:
Доступны хромированию пластиковые изделия при условии обработки их на этапе подготовки графитным порошком или графитосодержащим лаком. Затем по методике выполнения гальваники при плотности тока ≈ 0,7 А/дм2 наносят тонкий медный слой, используя электролит из следующих компонентов (г/л воды):
- сульфат меди – 35;
- серная кислота концентрированная – 150;
- спирт этиловый – 10.
После промывания и просушивания деталь может подвергаться хромированию.
Причины появления дефектов
Достаточно сложный для самостоятельного исполнения процесс хромирования не всегда дает безупречный результат. Чтобы в дальнейшем избежать ошибок, необходимо знать причины, приведшие к появлению дефектов.
- Из-за недостаточной температуры электролита или превышающей норму силы тока на плоскостях образуется неравномерный блеск, снижающий эстетическое восприятие всего предмета. Причиной полного отсутствия блеска может являться неправильно рассчитанная концентрация CrO3 (меньше или больше нормы) или недостаток H2SO4.
- Если слой получился неравномерным, значит в процессе работы подавался ток со значениями, превышающими рекомендуемую норму. Чрезмерно мягкое покрытие означает, что было допущено превышение температуры нагрева электролита
- За появление на готовой хромировке коричневых пятен отвечает избыточное количество хрома или дефицит кислоты. Отслоение готового покрытия происходит из-за перебоев в подаче напряжения, использования остывшего электролита или некачественного обезжиривания.
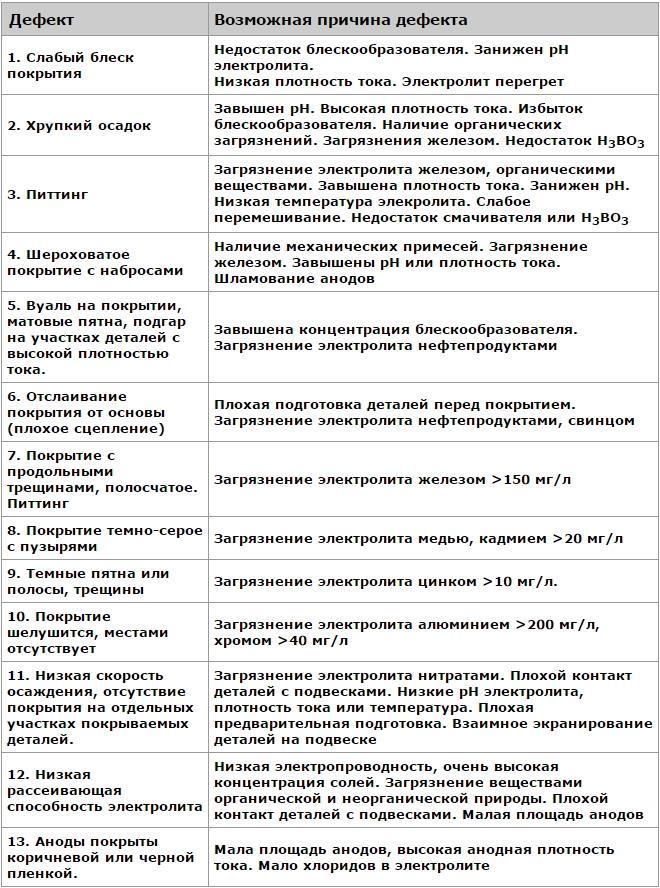
P.S. Целесообразно учитывать указанные факторы, чтобы избежать появления подобных дефектов при выполнении операции хромирования собственными силами.
Хромирование конструкций и деталей в домашней мастерской
Для защиты деталей разнообразных механизмов или частей металлических конструкций от коррозии, придания им дополнительной износоустойчивости, твердости и улучшения эстетического вида применяются хромирование либо никелирование. Эти способы подразумевают нанесение на поверхности конструкций химически инертного покрытия из хрома или никеля, улучшение эстетичности. Нанесение такой пленки – процесс энергозатратный. Технологически он сложен, но является защитой не на один десяток лет без ощутимых потерь для внешнего вида.
Нередко появляется необходимость в покрытии декоративной пленкой тех изделий, которые изначально не подвергались процессу хромирования. Таким образом при желании можно, к примеру, изменить вид скульптуры, сделать современным интерьер любого жилого помещения. Можно украсить по своему вкусу автомобиль или мотоцикл. Сделать это совсем не трудно даже собственными руками, то есть, не применяя усложненных технологий. Нанести пленку из хрома можно даже на конструкции со сложным рельефом, а не только выпуклые, плоские либо вогнутые.
Основные методы хромирования
- Процесс химической металлизации.
- Гальванизация.
- Вакуумное напыление.
- Высокотемпературная диффузия.
Два последних метода применяются только на предприятиях промышленности. Дома эти процессы выполнить не получится, поскольку для них необходимы технически сложные установки и повышенные энергетические затраты. А вот химическая металлизация и гальванизация – это как раз те самые процессы, которые могут производиться и в личной мастерской. Рассмотрим подробно, как это делается.
Химическая металлизация поверхностей и деталей
 В процессе этой работы используются химические реактивы, компрессор и краскопульт. Выполняются практически те же самые операции, что и при покраске поверхностей акриловым лаком либо эмалью. При хромировании таким способом на детали и конструкции наносится не защитная полимерная пленка, а зеркальный тонкий слой металла. Толщина его в пределах 0,075-0,25 миллиметров. Химико-физические характеристики такого покрытия сопоставимы с теми, что получаются при вакуумном напылении.
В процессе этой работы используются химические реактивы, компрессор и краскопульт. Выполняются практически те же самые операции, что и при покраске поверхностей акриловым лаком либо эмалью. При хромировании таким способом на детали и конструкции наносится не защитная полимерная пленка, а зеркальный тонкий слой металла. Толщина его в пределах 0,075-0,25 миллиметров. Химико-физические характеристики такого покрытия сопоставимы с теми, что получаются при вакуумном напылении.
Как выполнить химическую металлизацию
1-й метод. Поверхность покрывается специальными химикатами. В результате химической реакции образуется осадок, представляющий собой прочный металлический слой. Покрытие можно делать не только из хрома, но также из серебра.
2-й метод. В процессе восстановительной химической реакции из солей образуется слой хрома. Приготовьте набор из уксусной кислоты, хлористого хромила, хлористого хрома, уксуснокислого хрома, гипософита натрия, едкого натра, фосфата хрома. При этом необходимо помнить, что эти вещества очень ядовиты и опасны для здоровья. И потому следует внимательно проштудировать учебник химии, если уж вы решили провести процесс хромирования этим методом. Но достичь высокого качества очень трудно, даже при наличии подробной инструкции. При всех существующих минусах этот метод используется для хромирования поверхностей в домашних мастерских чаще всего.
Очень удобно проводить процесс покрытия с помощью готовых пробных наборов химических препаратов для хромирования. Их предлагает компания Fusion Technologies. Удобство таких наборов заключается в том, что покрытие можно нанести на любой из перечисленных материалов: металл, керамику, дерево, стекло, пластик. Гальванических установок и специальной сложной техники не потребуется. Все, что вам нужно, это просторное помещение, дистиллированная вода, компрессор, распылитель и набор химических препаратов. Кроме этого нужно приготовить газовую горелку с баллоном газа.
Особенности технологии
Специалисты называют процесс покрытия изделий слоем хрома химическим хромированием. Данная методика используется для придания декоративности и эстетичности изделиям из металла, а также повышения их эксплуатационных качеств.При этом может использоваться один из трех способов хромирования:
- Гальванический;
- Химический;
- Напыление.
В первом случае хром наносится на поверхность изделия одним из 2-х методов: диффузным или электролитическим. Для введения обоих типов гальваники придется воспользоваться особыми резервуарами, оснащенными кислотостойким покрытием и водяными рубашками.В основе электролитического хроматирования лежит процесс электролиза металлов. При обрабатывании заготовки происходит подача электротока через электролит, в качестве которого выступает специализированный раствор, помимо солей хрома обязательно содержащий кислоты либо щелочи. При протекании электротока происходит выделение катионов хрома, которые в результате закрепляются на поверхности обрабатываемого изделия.В общем случае при использовании гальванического способа параметры хромировки будут следующими:
- Серная кислота — 2,5грамма на литр;
- Хромовый ангидрид — 0,25 кг на литр;
- Плотность тока — 25 A/дм2 для получения декоративного покрытия, 60 A/дм2 для улучшения эксплуатационных характеристик;
- Температура — 50°C для получения декоративного покрытия, от 55°C до 60°C для улучшения эксплуатационных характеристик.
 Чтобы добиться высокого качества гальваники, необходимо грамотно выбрать 2 показателя — плотность тока и температура электролита. От указанных характеристик зависит привлекательность и срок эксплуатации полученного покрытия.Помните, что чем выше температура, тем ниже будет выход хрома по току, а повышение плотности приводит к противоположному результату.При невысокой температуре и неизменной плотности тока хромовое покрытие обретает серый цвет. В то же время повышенная температура в сочетании со стабильной плотностью тока обеспечивает покрытию молочный оттенок.
Чтобы добиться высокого качества гальваники, необходимо грамотно выбрать 2 показателя — плотность тока и температура электролита. От указанных характеристик зависит привлекательность и срок эксплуатации полученного покрытия.Помните, что чем выше температура, тем ниже будет выход хрома по току, а повышение плотности приводит к противоположному результату.При невысокой температуре и неизменной плотности тока хромовое покрытие обретает серый цвет. В то же время повышенная температура в сочетании со стабильной плотностью тока обеспечивает покрытию молочный оттенок.
Диффузный способ гальванической обработки

Использование способа термической обработки на основе хроматирования позволяет улучшить функциональные качества поверхности изделия, одновременно делая его более твердым, прочным, упругим, стойким к износу, коррозии и высокотемпературному воздействию.Данная методика подразумевает сначала воздействие химическими реагентами на поверхность изделия, с последующим наполнением ее хромом под влиянием диффузии. Диффузный метод широко востребован при создании алюминиевого, кремниевого, углеродного и азотного покрытия поверхностей.Термическое хроматирование на порошковой основе предполагает использование специальных смесей, в состав которых входят феррохром и шамот. Второй способ выполнения диффузионной обработки сводится к конденсации паров хрома.
Химическое хромирование
При проведении химической обработки используются нижеследующие реагенты:
- Хлористый хром (CrCl4);
- Цитрат натрия (Na₃C₆H₅O₇);
- Гипофосфат натрия (Na₄P₂O₆);
- 20% раствор каустической соды (NaOH);
- Уксусная ледяная кислота (CH3COOH);
- Очищенная вода (H2O).
В процессе протекания химической реакции температура поддерживается на постоянном уровне, равном 80°C. До нанесения хрома на изделие его сначала оснащают медным покрытием. Затем изделие промывают водой и тщательнейшим образом просушивают. После высыхания осуществляют химическую металлизацию диэлектриков, применяя кисло-щелочной состав.На сегодняшний день очень востребован такой способ металлизации как вакуумное хромирование, также известный как PVD-процесс. Данная методика основывается на конденсации паров хрома на поверхности обрабатываемого изделия.Сам процесс протекает в специализированных вакуумных камерах, в которых сначала происходит нагревание металла до уровня испарения, вслед за этим начинается оседание его паров на поверхности заготовки. Получившееся покрытие обладает столь малой толщиной, что на него приходится наносить лак для защиты от механического повреждения. Эта технология применяется при хромировке различной продукции из алюминия.
Обработка с помощью напыления
Напыление элементов хромом (каталитическая металлообработка) выполняется с использованием реакции «серебряного зеркала», при которой в роли реагентов выступают комплексные серебряные слои, находящиеся в щелочных растворах аммиака. Функция восстановителя отводится формалиновому или гидразиновому раствору, либо инвертированному сахарному сиропу.При параллельном напылении серебра и восстановителя стальное изделие приобретает кипельно белую поверхность с зеркальным блеском.Подобным изделиям свойственны прекрасные отражающие характеристики. Последующая стадия предполагает нанесение на изделие лакового покрытия для защиты от царапин с добавлением красящего светоустойчивого тонера.Для получения последнего смешивают три пигмента — черный, синий и фиолетовый в соотношении 1:1:3.Обрабатывание с помощью «серебряного зеркала» разбивается на ряд последовательных шагов:
- Анализ и подготовка. Сначала поверхность изделия тщательно очищают с промывкой специализированным составом. Для повышения адгезии поверхность подвергают шлифовке наждачкой с уровнем абразивности P500−600.
- Применение глянцевой основы. На приготовленный материал наносится глянцевое вещество черного цвета, нивелирующее риск появления желтизны у итогового зеркального покрытия. Затем лаковое покрытие высушивается при комнатной температуре от 20°C до 25°C, без применения специализированного оборудования, при этом сушка длится 8 ч. Если высушивание осуществляется при температуре 60°C, длительность процесса сокращается до 45 мин.
- Сушка.
- Травление поверхности изделия для повышения ее сцепления с серебром, с последующим очищением дистиллированной водой.
- Сенсибилизация либо специализированное обрабатывание поверхности с использованием активатора. Это позволяет защитить поверхность особой пленкой.
- Металлизация с применением серебра.
- Нанесение на изделие защитного лакового покрытия, надежно оберегающего его от потускнения и утраты первоначальных качеств при долгой эксплуатации, механическом воздействии либо из-за разрушительного влияния агрессивных сред.
Подготовительная стадия подразумевает осуществление определенных действий в следующей последовательности:
- Подготовить поверхность изделия, отшлифовав и отполировав ее.
- Очистить от загрязнений, применяя спецсредство, дистиллированную воду и кусок материи.
- Полностью изолировать те участки поверхности, которые должны остаться нехромированными, и заделать все отверстия (если внутреннюю часть не нужно хромировать).
- Зафиксировать заготовку на подвеске.
- Полностью обезжирить ее.
- Промыть чистой водой.
- Выполнить декапирование.
Если требуется 6-валентный хром, используется триоксид хрома (CrO3), в случае 3-валентного — сульфат (Cr2(SO4)3 ) либо хлорид хрома (CrCl3 ).В гальваническую емкость вливают электролитический раствор, а после погружения в нее изделия подают электроток с заданным уровнем плотности.Кроме того, требуется поддерживать оптимальный уровень температуры электролитического раствора, при выборе которого руководствуются спецификой конкретного способа хроматирования.При использовании терморежима следует поддерживать температуру на неизменном уровне в течение всего процесса хромировки. Малейшие колебания от заданного значения ухудшат адгезию и приведут к утрате гальваникой изначальной структуры. В результате полученное покрытие будет обладать разными дефектами, включая подтеки, наплывы и сталактиты.Длительность гальванического обрабатывания зависит от того, насколько толстым должно быть итоговое покрытие.В ходе хроматирования возникает испарение токсичных соединений, по этой причине обрабатывать заготовки следует со строгим соблюдением требований техники безопасности, надевая средства индивидуальной защиты.В определенных обстоятельствах металлизацию выполняют только после предварительного травления либо нанесения слоя другого металла (медного, никелевого и т.п.). Это позволяет придать итоговому покрытию большую прочность и износостойкость.
Для заделки возникающих в хроме пор на заготовку затем наносят масло либо лаковое покрытие. Появившуюся хромовую пленку укрепляют термообработкой, при которой изделие подвергают длительному высокотемпературному воздействию (примерно при 200°C ).Теперь вы знаете, как происходит металлизация изделий с помощью хрома. Если строго соблюдать рассмотренную выше инструкцию, можно успешно выполнить хромирование в домашних условиях.
Способы
Существует три варианта проведения работы. На заводах применяются специальные станки, но их работу мы рассматривать не станем, так как дома применить их невозможно.
- Гальванический метод. Заключается в растворении хрома в электролите с последующей осадкой атомов на плоскость. Для этого требуется мощный разряд электричества.
- Каталитический. Работа будет происходить с токсинами, поэтому нужна защита. Химический процесс происходит при взаимодействии реагентов с последующим выделением необходимого вещества из солевого состава. При этом первичное покрытие нуждается в дальнейшей полировке.
- Диффузионный. Это фактически покраска специальной гальванической краской. Очень удобно применять самостоятельно, когда необходимо обработать небольшую деталь.
Чтобы понять, как хромируют металл детали не зависимости от выбранного метода потребуется учесть ряд тонкостей. Перечислим каждую из них.
Подготовительные мероприятия
Связаны с выбором помещения и правильной химзащитой. Подробнее об этом скажем ниже, но сразу предупредим, что процедура не подходит для владельцев квартир, так как вы можете отравить себя и домочадцев испарениями. Также в подготовку входит очистка, покупка оборудования, необходимого набора химических элементов.
Что предусмотреть
Заранее подумайте о:
- хорошей вентиляции – используйте вытяжку. Если её нет, откройте окна и сделайте мощный сквозняк. Важно, чтобы на рабочее место не оседала пыль;
- респираторе для защиты дыхательных путей, резиновых перчатках, старой, но прочной и полностью закрывающей тело одежде и обуви;
- способе утилизации отходов.
В чем производить хромирование алюминия или других материалов в домашних условиях
Вам понадобится емкость, которая вмещает всю вещь. При этом стенки сосуда не должны вступать в реакцию или препятствовать ей. Для небольшой детали прекрасно подойдет стеклянная банка. Ее нужно поставить в другую емкость, чтобы получились двойные стенки. Между ними потребуется засыпать песок или проложить минеральную вату – так вы добьетесь эффекта термоса. Для нагрева можно применять обычный ТЭН. Также необходимо оснастить всю систему измерителем температуры. Крышку закрывайте достаточно герметично. Последнее, что понадобится – это два электрода. Плюс будет помещен в жидкость, а минус закрепляется на заготовке.
Источник питания
Ток должен быть постоянный, а не переменный, с возможностью регулировать его силу, поэтому потребуется реостат. Провода следует брать с сечением не менее 2,5 квадратных миллиметров. Расчет диаметра кабеля следует проводить по максимальному значению проводимого электрического заряда. Еще одна особенность актуальна только при наличии терморегулятора вместо градусника. Если вы автоматизируете процесс, то потребуется отдельная электросхема для него.
Как захромировать деталь в домашних условиях: начните с очистки
На поверхности не должно остаться ничего лишнего, а именно:
- грязь, пыль убираем;
- лакокрасочное покрытие снимаем с помощью наждачной бумаги или растворителя;
- бензином можно убрать масляные пятна, остатки смазки;
- все очаги ржавчины также следует устранить.
Если все сделали правильно, получится чистая исходная заготовка. Если вы работали крупной наждачкой или металлической щеткой, то лучше пройтись шкуркой с мелкой фракцией абразивов, чтобы не осталось крупных царапин, дефектов, так как они могут некрасиво выделяться через хром.
Обезжиривание
Можно ограничиться бензином или растворителем, но если жирные пятна все же остались, эффективнее всего замочить предмет на 20-60 минут. Состав жидкости:
- 1 л воды, нагретой до 80-90 градусов.
- Гидроксид натрия – 150 г.
- Клей «жидкое стекло» – 5 г.
- Карбонат натрия (техническая сода) – 50 г.
Факторы хромирования
Постоянная температура электролита должна быть не менее 50 и не более 55 градусов. Сперва поместите вещь в емкость, а только затем подавайте электричество, чтобы металл нагрелся до нужной температуры.
Подготовка изделия
Обстоятельства, в которых находится деталь, необходимо приблизить к стерильным. Обращаем внимание, что от чистоты и ровности верхнего слоя будет зависеть качество. Поэтому предусмотрите искусственную вентиляцию и чистое рабочее место.
Процесс покрытия хромом своими руками в домашних условиях
К изделию присоединяется катод. Лучше использовать зажимы типа «крокодилы». Их используют для зарядки аккумулятора автомобиля. Анод опускается в раствор. Напряжение подается в течение 20 минут и более – если поверхность простая, то этого достаточно, а если на ней много шероховатостей, углублений, углов, то можно продлить вплоть до часа. Не забудьте поддерживать герметичность, плотно прикрывайте крышку. После обработки вытащите заготовку щипцами, не прикасаясь к ней руками. Ополосните в воде. После завершения процедуры заготовку оставьте сохнуть на 2,5-3 часа в чистом помещении с хорошей вентиляцией и плюсовой температурой воздуха.
Коротко о хромировании
Под хромированием понимают процесс нанесения на поверхности, сделанные из металла и пластика, хрома с целью декорирования или для предотвращения возникновения коррозии.
Процедура позволяет также увеличить твердость поверхности.
Нельзя не отметить, что реагенты, которые используются при хромировании, токсичны так же, как и отходы процесса, поэтому работать необходимо очень аккуратно и в специальной одежде, применяя средства защиты.
Методы хромирования деталей
В наше время существует много разновидностей хромирования. Выделяют три основных вида процесса:
- Гальванический.
- Химический.
- Хромирование золочением – суть метода заключается в нанесении на поверхность тончайшего слоя золотого металла, который предотвращает появление коррозии и придает великолепный вид деталям. После обработки материал становится плотным и износостойким.
Чтобы осуществить хромирование деталей в домашних условиях, как правило, используют химический метод. Очень важно помнить о необходимости соблюдения техники безопасности.

Гальванический метод хромирования
Гальванический способ
Суть этого метода заключается в необычном нанесении хрома – с помощью электрического тока. Вследствие такого воздействия, материал приобретает совершенно уникальные свойства: поверхность утолщается, повышается устойчивость к ржавчине, внешний вид становится более привлекательным. Во время работы металлическое вещество наносится в три слоя.
Химический способ
Метод заключается в химической реакции, происходящей между реагентами. Рекомендуется перед обработкой хромом нанести тончайший слой меди. Для покрытия поверхности хромом обязательно использование фтористого хрома, гипофосфата натрия, лимоннокислого натрия, охлажденной уксусной кислоты, раствора едкого натрия и дистиллированной воды.
Технологии хромирования
Для того чтобы изделие получилось износостойким, привлекательным и максимально устойчивым к внешним факторам, необходимо следовать технологии хромирования. Человек, ни разу в жизни не производивший такую процедуру, задается вопросом: «как хромировать детали?».

Химический способ хромирования
Начинается процесс с подготовки деревянного короба: его обивают стеклотканью и делают термос, утепляя минеральной ватой (можно песком). Ёмкость из стекла помещается в пластиковый таз. Далее, необходимо присоединить «крокодилы» к минусу (они выступают в качестве катода), а затем закрепить анод. Для равномерного нанесения покрытия устанавливается закрепитель детали.
Хромирование своими руками в домашних условиях осуществляется через сутки после приготовления смеси. Температура должна быть в пределах 50 градусов. После завершения работы детали необходимо очистить с помощью воды и просушить.
Подготовка рабочего места
Хромирование своими руками в домашних условиях требует серьезной подготовки рабочего места. Как отмечалось выше, эта процедура токсична и наличие хорошей вентиляции обязательно. Кроме того, рабочее место должно обеспечивать безопасность человека.
Перед началом работы необходимо подготовить поверхность, все требуемые инструменты и материалы, а также надеть спецодежду. Наличие плотного фартука, резиновых перчаток, защитных очков и респиратора обязательно.

Хромирование своими руками в домашних условиях
Оборудование
Начиная работу, мастер должен иметь под рукой все необходимые материалы и оборудование. К ним относятся:
- стеклянные ёмкости;
- теплоизоляционные изделия;
- стеклоткань;
- пластиковое ведро или таз;
- деревянный короб;
- «крокодилы»;
- ТЭН;
- закрепитель для деталей;
- аноды: стержневой и пластинчатый.
Закончив с подготовительным этапом, мастер может начинать приготовление смеси – электролита.

Домашняя гальваническая установка
Источник питания
В качестве источника питания при хромировании деталей выступает реостат, который отлично регулирует выходное напряжение.
Состав и методика подготовки электролита
Для приготовления электролита понадобится хромовый ангидрид в количестве 250 г, серная кислота – 2,5 г. Очищенная вода, подогретая до 60 градусов, заливается в ёмкость (понадобится 1 литр) с добавлением химической смеси.
Далее, необходимо хорошо перемешать средство до полного растворения, добавив в него кислоту. Полученный электролит должен стать бордового цвета. Для этого его «гоняют» в течение четырех часов током силой 6,5 А.
Смесь настаивается в прохладном месте около 24 часов.
Подготовка поверхности
Перед началом обработки поверхность каждой детали необходимо подготовить. Для этого нужно выполнить следующие операции:
- с поверхности детали удаляются пыль, грязь и ржавчина;
- область воздействия тщательно вымывается и высушивается;
- поверхность обезжиривается с помощью бензина.
Проигнорировав одно из вышеперечисленных действий, мастер рискует получить плохой результат. Нанесение будет некачественным, а поверхность непривлекательной.

Подготовка поверхности элемента кузова к хромированию
Хромирование
С чего начать, и как хромировать детали в домашних условиях? После подготовки рабочего места и поверхности, а также смеси для процесса – электролита, можно приступать к операции. Этапы процесса хромирования приведены ниже:
- Электролит нагревается до температуры 50–60 градусов.
- Деталь размещается так, чтобы ни одна сторона не соприкасалась с краями ёмкости.
- Затем происходит подача напряжения.
- После окончания работы деталь вымывается и тщательно высушивается.
Все работы обязательно проводятся в спецодежде.
Способ хромирования пластика дома
Алгоритм хромирования довольно прост и идентичен как для металлической, так и для пластиковой поверхности. Деталь аккуратно помещается в электролит заданной температуры, а затем подается напряжение.

Способ хромирования пластика дома
Возможные дефекты и их причины
При неправильной подготовке изделия, а также несоблюдении технологии возможны дефекты поверхности хромированной детали. К причинам, влияющим на результат покрытия, следует отнести:
- Не соблюден температурный режим.
- Раствор подготовлен неверно, концентрация веществ не соответствует нормам.
- Подача тока осуществлена с нарушением параметров.
- Подготовка рабочей поверхности выполнена некачественно.
- В растворе выявлены примеси и другие частицы.
В результате влияния одной из причин, хромированная поверхность может иметь шероховатости, темные пятна, пузыри и трещины, отслаиваться, обладать слабым блеском, шелушиться и иметь совершенно нетоварный вид. Поэтому очень важно правильно подготовить поверхность и соблюдать технологию.
Нюансы технологии
Для качественного покрытия поверхности хромом лучше всего перед началом процесса обработать деталь кислотными средствами или другой грунтовкой. Такая операция обеспечит качественное нанесение и длительный срок эксплуатации.
Очень важно обезжирить поверхность перед началом работы. Для этого можно воспользоваться растворителем и антисиликоном. С помощью наждачной бумаги рекомендуется удалить глянец. Следующим этапом должно быть нанесение грунта. После его высыхания поверхность готова к покрытию.
Способы хромирования
Технология гальванизации заключается в нанесении поверхностного металлического слоя на деталь с определенной целью – декоративной или защитной посредством использования электролита.

Следовательно, гальваника — хромирование в домашних условиях предполагает, что на обрабатываемую поверхность при воздействии электрического тока будет осаждаться слой хрома из электролита определенного состава. Проводиться этот процесс может разными способами.
- Проведение хромирования с использованием ванны, наполненной раствором. Технология является доступной для самостоятельного выполнения, но чаще используется при работе с небольшими деталями.
- Напыление покрытия посредством применения гальванической кисти. Эта методика не ограничивает габариты обрабатываемой детали, также она оптимально подходит для несъемных элементов. В процессе работы мастер имеет возможность контролировать толщину наносимого слоя и визуально оценивать качество напыления. Но этот процесс более трудоемкий, так как может потребоваться выполнение до 20 движений по одному месту.
Помещение, приспособления, инструменты, средства защиты
Проводить операции по хромированию необходимо в нежилом помещении с хорошей вытяжной вентиляцией. Это может быть гараж.

В летнее время удобнее работать на улице под навесом или на открытой веранде с крышей. В крайнем случае, используется балкон. Эти меры безопасности соблюдать нужно обязательно, чтобы не получить вреда здоровью из-за опасных испарений.
Потребуются средства индивидуальной защиты – прорезиненные перчатки из плотного материала и респиратор. Одежду целесообразно прикрыть прорезиненным фартуком.
Если планируется проводить хромирование деталей в домашних условиях методом погружения деталей в ванну, то готовится следующее оборудование:
- стеклянная емкость нужного размера (чаще всего берут обычную трехлитровую банку);
- неметаллическая ванна с водой, в которую будет помещаться банка;
- ящик с термоизоляцией;
- нагревательный элемент (ТЭН);
- пластинчатый или стержневой анод, материалом которого чаще всего служит сплав свинца (≈ 93%) и сурьмы (≈ 7%), хотя в отдельных случаях используют менее устойчивый к кислой среде чистый свинец;
- катод, имеющий форму зажима для удобной фиксации его на обрабатываемой детали;
- термометр, устойчивый к кислоте;
- кронштейн, позволяющий держать деталь в подвешенном состоянии;
- крышка для емкости из дерева или влагоустойчивой фанеры;
- источник питания постоянного тока с реостатом. Для трехлитровой банки сила тока должна составлять не меньше 18 А.
Схема электролитической ванны: 1 — внутренний корпус; 2 — внешний корпус; 3 — стеклоткань для теплоизоляции; 4 — слой теплоизоляции; 5 — ТЭН; 6 — градусник; 7 — банка трехлитровая; 8 — крышка.
Чтобы покрывать изделия при помощи гальванической кисти, можно изготовить ее самостоятельно по следующему алгоритму.
- Щетину обматывают плотно проводом с содержанием свинца.
- Закрепляют ее в прозрачный цилиндр из оргстекла, который сверху закрывается крышкой с вклеенным в нее металлическим контактом и заливным отверстием. К контакту припаивают конец свинцовой обмотки.
- В мембране из пенопласта, которая находится выше щетины, необходимо сделать сквозные мелкие отверстия.
- Роль выпрямителя тока выполняет трансформатор с напряжением 12 В. Минус идет на обрабатываемую деталь, а плюс к контакту на крышке.
- Электролит, налитый в цилиндр, просачивается через отверстия в мембране на щетину, движениями которой наносится на обрабатываемую поверхность.

При любой методике потребуется пылесос или компрессор для сдувания пыли с детали в процессе хромирования.
Как готовить электролит
Для обработки наружных поверхностей деталей рассчитывают количество компонентов, входящих в электролит, ориентируясь на следующие соотношения (в граммах на литр воды):
- CrO3 (хромовый ангидрид) – 250;
- H2SO4 (серная кислота с удельной плотностью 1,84 г/см3) – 2,5.
Стеклянную емкость до половины (можно немного больше) наполняют дистиллированной или предварительно прокипяченной и отстоявшейся водой с температурой 60°С.

Засыпают CrO3 в нужном по расчетам количестве. Размешивают жидкость до полного растворения хромового ангидрида. Если необходимо, то еще доливают воду, а затем осторожно добавляют серную кислоту.
Теперь нужно около 3,5 часов выдержать электролит под током, сила которого примерно равна 6,5 А на каждый литр раствора. Если источник электропитания уже имеется в наличии, то исходя из его возможностей ведется расчет объема приготавливаемого электролита. При правильно проведенных расчетах цвет электролита становится темно-коричневым. Отключив ток, оставляют раствор на сутки в прохладном месте.
Если обрабатываемые детали не будут подвергаться внешним воздействиям, то электролит может иметь другой состав (г/л воды):
- CrO3 – 400;
- H2SO4 – 4.
Подготовка детали
Подлежащие хромированию поверхности должны быть тщательно подготовлены. С них удаляют лак, краску, пятна ржавчины, загрязнения.
Некачественное проведение подготовки плоскостей деталей приводит к тому, что хромовое покрытие образуется с мелкими раковинами.
После зачистки детали подлежат обезжириванию.

Специалисты отмечают, что уайт-спирит или бензин для этой цели использовать не стоит, так как они не обеспечат нужного качества последующего хромирования. Целесообразно сделать специальный раствор, примером которого может служить следующий состав (компоненты отражены в г/л воды):
- едкий натр – 150;
- кальцинированная сода – 50;
- силикатный клей – 5.
Раствор подогревают примерно до 90°С и опускают на 20 минут деталь, подлежащую обезжириванию. Если присутствует сложный рельеф, то время выдержки допускается увеличить до 45 – 60 минут.
Этап хромирования
Начинается химическая металлизация своими руками в домашних условиях с подогрева электролита в банке до 52±2° с последующим помещением в него детали, к которой предварительно прикрепляется катод. Ток сразу не подают, так как нужно, чтобы декорируемый предмет прогрелся до температуры электролита.
После того, как напряжение подается в систему, деталь находится в электролите минимум 20 минут. Оптимальная плотность тока – 50 – 55 А/дм2. С приобретением опыта домашний мастер легко определяет, нужно ли увеличивать время в зависимости от особенностей детали, так как в отдельных случаях хромирование может продолжаться два — три часа.
После окончания процесса предмет достают, промывают и помещают на 3 часа в сушильный шкаф.
Проводя операции по хромированию необходимо учитывать, что подобное покрытие возможно нанести, если детали медные, никелевые или латунные. Если возникла необходимость выполнить подобное действие со стальными предметами, то потребуется предварительно защитить их слоями соответствующих металлов.
Видео:
Доступны хромированию пластиковые изделия при условии обработки их на этапе подготовки графитным порошком или графитосодержащим лаком. Затем по методике выполнения гальваники при плотности тока ≈ 0,7 А/дм2 наносят тонкий медный слой, используя электролит из следующих компонентов (г/л воды):
- сульфат меди – 35;
- серная кислота концентрированная – 150;
- спирт этиловый – 10.
После промывания и просушивания деталь может подвергаться хромированию.
Причины появления дефектов
Достаточно сложный для самостоятельного исполнения процесс хромирования не всегда дает безупречный результат. Чтобы в дальнейшем избежать ошибок, необходимо знать причины, приведшие к появлению дефектов.
- Из-за недостаточной температуры электролита или превышающей норму силы тока на плоскостях образуется неравномерный блеск, снижающий эстетическое восприятие всего предмета. Причиной полного отсутствия блеска может являться неправильно рассчитанная концентрация CrO3 (меньше или больше нормы) или недостаток H2SO4.
- Если слой получился неравномерным, значит в процессе работы подавался ток со значениями, превышающими рекомендуемую норму. Чрезмерно мягкое покрытие означает, что было допущено превышение температуры нагрева электролита
- За появление на готовой хромировке коричневых пятен отвечает избыточное количество хрома или дефицит кислоты. Отслоение готового покрытия происходит из-за перебоев в подаче напряжения, использования остывшего электролита или некачественного обезжиривания.

P.S. Целесообразно учитывать указанные факторы, чтобы избежать появления подобных дефектов при выполнении операции хромирования собственными силами.
Материалы для хромирования
- Оборудование для хромирование
- Реактивы для хромирования
- Наборы для хромирования
Некоторые особенности
Как правило, хромированию подвергаются как пластиковые детали, так и изделия, выполненные из металла, в том числе и хромирование дисков.
Данный процесс, в том числе и каталитическое хромирование, несмотря на некоторую специфику и нюансы, сможет своими руками сделать каждый домашний умелец.
В первую очередь, перед проведением своими руками хромирования, необходимо определиться с местом проведения работы.
Видео:
Для данного процесса следует подобрать хорошо вентилируемое пространство, так как придется много работать с самыми разными химическими реагентами, воздействие которых может плохо сказаться на здоровье.
Наиболее оптимальным местом в этом случае может стать гараж либо просторная подсобка.
Хромирование при определенных условиях можно провести и на балконе в квартире, конечно, если он имеет достаточную площадь.
Также необходимо подумать и о средствах защиты. Рекомендуется для этих целей использовать фартук, защитные очки, а также респиратор и обязательно резиновые перчатки.
ВАЖНО ЗНАТЬ: Дробеструйная обработка металла
Следует подготовить и все необходимое оборудование и, в первую очередь, емкость.
В качестве емкости под хромирование можно использовать обычную трехлитровую банку или небольшое пластмассовое ведро.
Если детали имеют сложную конфигурацию и большие размеры, то и соответственно емкость должна быть более объемной и вместительной.
Также следует подготовить ящик из дерева, предварительно изолированный стеклотканью и утепленный песком.
Так как процесс подразумевает работу при высоких температурах, придется подумать и о нагревательном элементе.
Для этих целей можно использовать самый обыкновенный ТЭН. Под рукой следует иметь термометр, который оснащен шкалой до ста градусов по Цельсию, а также лист фанеры.
Для хромирования в домашних условиях следует приобрести специальный зажим, а также кронштейн для крепления обрабатываемых деталей.
Для проведения необходимой работы потребуется гальваническая установка, которая собирается своими руками из вышеуказанных элементов.
На видео, которое размещено ниже, подробно рассказано о том, как самостоятельно провести хромирование деталей, выполненных из пластика.
Подготовка к хромированию
Как правило, в большинстве случаев выполняется гальваническое хромирование, и для того, чтобы его провести самостоятельно, придется собрать определенное оборудование.
Для начала следует снять с плотной кисти щетину и обмотать ее свинцовым проводом.
После этого изготавливается специальная кисть, а для этого потребуется оргстекло. Готовая кисть должна иметь пустой корпус, который впоследствии можно будет заполнить электролитом.
Видео:
В качестве источника тока потребуется приобрести достаточно мощный трансформатор, к которому в особой последовательности необходимо будет подсоединить анод и катод.
Источником тока может послужить и обычный аккумулятор от автомобиля, однако в этом случае придется несколько изменить схему установки.
Далее к предварительно изготовленной кисти следует подсоединить диод. Его анод подсоединяется к кабелю, идущему от понижающей обмотки трансформатора.
В свою очередь катод будет крепиться к самой детали, которая подлежит хромированию. В том случае, если источником питания выступает аккумулятор от автомобиля, то из схемы изымается диод.
Далее готовится установка непосредственно под выполнение хромирования, и готовится раствор, в котором необходимо будет в обязательном порядке обработать каждую деталь.
Для его приготовления необходимо взять в определенных пропорциях натру, силикатный клей и кальцинированную соду. Все компоненты разбавляются в обыкновенной воде и тщательно перемешиваются.
ВАЖНО ЗНАТЬ: Показатели температуры плавления латуни
После этого полученный состав нагревается до температуры кипения и только после этого в него помещаются заготовки.
Данный раствор помогает быстро и эффективно обезжирить пластиковую или металлическую поверхность у обрабатываемой детали.
Также детали перед началом хромирования тщательно очищаются от грязи и всевозможных окислов.
После того как будут проведены все предварительные процедуры и подготовлено все необходимое оборудование, необходимо надеть защитную спецодежду и можно приступать к выполнению работы своими руками.
Данная процедура, так же как и никелирование, требует аккуратности и строго выполнения технологии.
Выполнение хромирования
Хромирование металлических пластиковых деталей начинают с того, что их соединяют с трансформатором посредством провода.
Далее берут предварительно изготовленную кисть, также соединенную с источником питания, и заливают в нее необходимое количество электролита.
После этого на поверхность обрабатываемого материала следует аккуратно и максимально равномерно нанести слой электролита, при этом кисть следует перемещать плавными движениями вверх и вниз.
Видео:
Следует определиться со слоем наносимого покрытия и лучше сделать его достаточно толстым. Это обеспечит качественное хромирование и гарантирует то, что в ближайшее время он не слезет.
Специалисты рекомендуют проходить по одному месту кистью на поверхности обрабатываемой детали до тридцати раз.
При выполнении работ следует постоянно контролировать кисть на предмет наличия в ней электролита и при необходимости добавлять его.
Выполняемое таким образом гальваническое хромирование металлических дисков или пластиковых деталей позволит нанести качественное покрытие самостоятельно.
После того как будет закончена работа с электролитом, все обрабатываемые детали необходимо тщательно промыть в проточной воде.
Далее им дают высохнуть, после чего при помощи куска плотной материи полируют до появления качественного блеска.
Хромирование деталей и дисков считается достаточно опасной процедурой, так как работа выполняется с химически активными веществами, которые могут нанести определенный вред здоровью.
ВАЖНО ЗНАТЬ: Технология пескоструйной обработки и очистки металла
В случае попадания используемого раствора на кожные покровы, можно получить достаточно серьезный ожог.
Кроме этого, при неаккуратном использовании электролита может наступить химическое отравление организма, что также очень опасно для здоровья человека.
Всю работу следует выполнять только в защитных средствах, используя резиновые перчатки и респиратор. Следует помнить и то, что не все металлические диски и детали поддаются хромированию.
В некоторых случаях для того, чтобы нанести декоративное покрытие, приходится выполнять никелирование, предварительно покрыв заготовку тонким медным слоем.
Более подробно о том, как самостоятельно провести хромирование деталей из пластика или дисков, рассказано на видео, которое размещено ниже.
Советы и рекомендации
Очень часто придать металлической детали привлекательный внешний вид помогает никелирование, которое также может быть выполнено своими руками.
По своей сути никелирование чем-то напоминает хромирование, однако данный метод подразумевает использование не электролита, а специально приготовленный состав.
Оба метода покрытия поверхностей защитным слоем популярны у автолюбителей.
За счет хромирования различные детали приобретают свойство отражать солнечный свет, однако с течением времени данная способность постепенно утрачивается.
Чтобы избежать этого, за хромированной поверхностью следует периодически ухаживать.
Видео:
Те детали на автомобиле, которые были хромированы, следует мыть только теплой водой с добавлением специальных моющих средств.
После мойки их следует тщательно протереть тряпкой, которая не содержит ворс. Нельзя для мытья автомобиля использовать какой-либо грубый материал, который может повредить поверхность хромированных деталей.
Также следует избегать при мойке машины резких перепадов температур, так как от этого покрытие становится блеклым и теряет свой первоначальный вид.
Рекомендуется после проведения хромирования выполнить антикоррозионную защиту и тщательно отполировать всю площадь поверхности.
Правила техники безопасности
- Устройство вентиляции в помещении мастерской. Открытием дверей и окон проблему не решить. Вмонтируйте в форточку обыкновенный кухонный вентилятор. Этого будет достаточно для любительской работы. Если же вы планируете работу в объемах частного предприятия, хромирование большого количества запчастей для автомобилей, декоративных предметов интерьера, то потребуется установка более эффективной и мощной вентиляции.
- Оборудование канализационных стоков. Работа потребует большого расхода воды для промывки деталей. Дополнительная очистка ее не нужна, так как она в химическом отношении инертна. А вот сток в канализационный канал должен быть оборудован обязательно.
- Чтобы не подвергать органы дыхания и кожу опасному воздействию реактивов, рекомендуется работать с применением защитных средств. Запаситесь респираторами, специальными защитными очками и прочным фартуком. Еще понадобится несколько пар резиновых перчаток.
При выполнении химической металлизации в личной мастерской не забывайте о строгом соблюдении технологии. Реактивы наносить на поверхность следует в указанной очередности. Затем следует нанесение тонкого слоя серебра. Этот металл безопасен в отличие от хрома и соединений. Финишный слой по характеристикам ни в чем не уступает хромированному.
Набор реактивов для металлизации состоит из модификаторов А и Б, восстановителя и активатора. В самом начале работы в указанном объеме дистиллированной воды разводятся реактивы. Пропорции строго соблюдаются. Хранить растворы следует в прохладном месте. Необходимые для работы лаки и пигменты покупать можно в том же магазине, где куплены реактивы.
Порядок выполнения работы

- Подготовка детали или конструкции. Поверхность следует тщательно очистить. Она должна быть максимально ровной. Для этого производится полировка.
- Затем выполняется процесс лакировки с использованием предназначенного для этой цели лака.
- Когда лак полностью высохнет, с помощью газовой горелки обрабатывается поверхность. Данный технологический процесс изменяет структуру лака на молекулярном уровне. Это делается с целью увеличения впитываемости и адгезии для металлизированного покрытия.
- Следом за тепловой обработкой производится распыление активатора. Быстро смывается водой лишний активатор.
- Пока поверхность еще не высохла, наносится модификатор, за ним растворитель. Реакция между ними приводит к образованию необходимого зеркального покрывающего слоя. Снова изделие промывается водой и сушится направленной струей воздуха.
- Процесс металлизации занимает около шести часов. После этого в соответствии с технологией деталь покрывается лаком. Эффект бронзы, хрома или золота достигается добавлением в лак соответствующих пигментов. Если вы решили у себя дома и собственными руками хромировать детали, заказывайте все необходимые химикаты на сайте компании. В случае необходимости специалисты окажут квалифицированную помощь, подскажут подходящие варианты установки оборудования в помещении вашей домашней мастерской.
Гальванизация
Гальванический способ – это покрытие чугунных, стальных, латунных или медных конструкций слоем хрома. Но не только металлические изделия можно подвергать хромированию способом гальванизации. Пользоваться этим способом можно и с целью хромирования также и пластмассовых, деревянных изделий. Но в этих случаях процесс будет дорогим и технологически сложным. Для прочного удержания на поверхности деталей покрытия из хрома даже металлические изделия требуют еще одного предварительного покрытия. Для этой цели используют никель, латунь либо медь.
Гальванизация требует создания гальванической установки. Кроме этого, нужен источник постоянного тока и набор реактивов. Набор этот состоит из ангидрида хрома, серной кислоты, соды кальцинированной и гидроокиси натрия.
Следует учесть, что при работе по этому методу требуется, чтобы не было перепадов силы тока. Также нужно постоянно контролировать уровень концентрации солей в электролите и строго соблюдать температурный режим довольно длительный срок (от 5 до 8 часов). Выполнение всех перечисленных условий в домашних мастерских – задача не из легких. Именно по этой причине описывать процесс гальванизации в подробностях в этом обзоре не станем.
Источники
- https://fusion-chrome.ru/instruktsii/khromirovanie-svoimi-rukami-v-domashnikh-usloviyakh/
- https://boldproject.ru/raznoe/hromirovaniye-v-domashnih-usloviyah.html
- https://www.rocta.ru/info/hromirovanie-detalej-svoimi-rukami-v-domashnih-usloviyah-kak-ehto-opisanie-tekhnologii/
- https://nzmetallspb.ru/tehnologii/hromirovanie-plastika-v-domashnih-usloviyah-svoimi-rukami.html
- https://plavitmetall.ru/obrabotka/xromirovanie-v-domashnix-usloviyax.html
- https://rezhemmetall.ru/xromirovanie-v-domashnix-usloviyax.html