Импульсная сварка своими руками: схема, устройство
Импульсная сварка — что это такое? По сути своей, это обычная электродуговая сварка, в процессе которой подаются дополнительные кратковременные импульсы. Просим не путать данный тип сварки с точечным. Импульсная точечная сварка и импульсно-дуговая сварка — два кардинально разных метода соединения металлов.

Но что, если вы хотите испробовать в своей практике данный метод соединения металлов, но не хотите тратить много денег на покупку качественного сварочного аппарата? Решение есть! Можно сделать самодельную импульсную сварку. Импульсная сварка своими силами собирается за полтора-два часа, а все комплектующие стоят недорого. В этой статье мы подробно расскажем, как своими руками сделать импульсную сварку и каков наш опыт использования самодельного сварочного аппарата.
Содержание статьи
Сборка импульсной сварки
Преобразователь
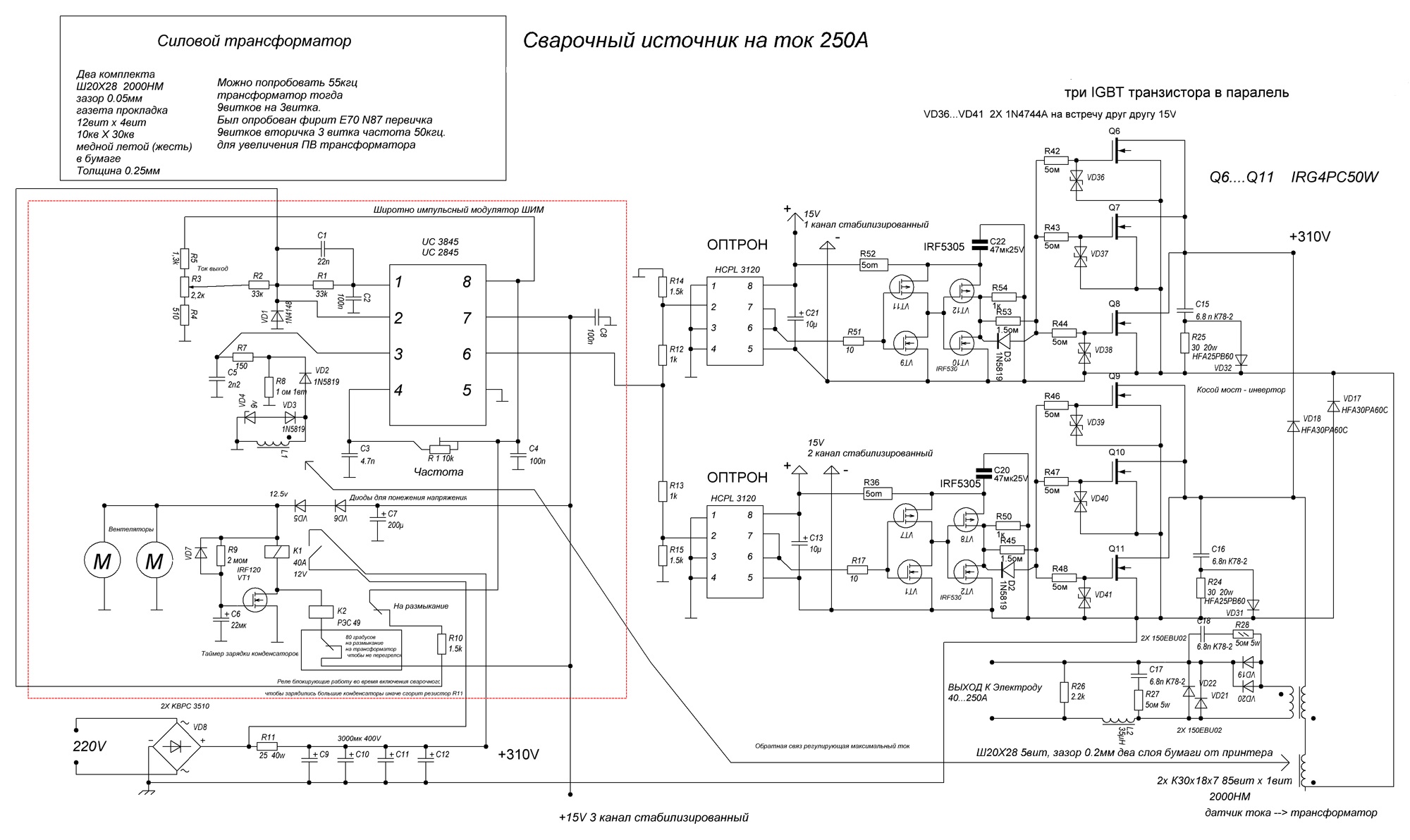
Начнем со сборки преобразователя. Который также называют силовой частью сварочного аппарата. Ниже вы можете видеть подробную схему сборки.

Также мы привели несколько таблиц со спецификациями используемых комплектующих.




Схема управления
Ниже приведена понятная и рабочая схема управления, а также видна небольшая часть схемы запуска аппарата.

Как и при сборке преобразователя мы привели несколько таблиц со спецификациями используемых комплектующих.


Плата
Ниже вы можете видеть схематичное изображение печатной платы.

А вот схема расположения всех элементов на плате.

Обращаем ваше внимание, «мягкий запуск» размещается на плате управления.
Прибор в сборе
Ниже вы можете видеть прибор в сборе. Это его простейший вид. Не хватает корпуса с вентиляторами, платы управления (ее нужно прикрепить к самому корпусу), разъема для сварочного тока, а также сетевого фильтра и предохранительного автомата (тоже крепится к корпусу).

Опыт применения
Наш опыт показал, что устройство, собранное по данным схемам, работает практически безотказно. Мы остались довольны функционалом и качеством получаемых швов. Конечно, с помощью такого агрегата вы не сможете выполнить профессиональные сварочные работы, но оно и не нужно. Такой самодельный сварочник подойдет для импульсной сварки забора или теплицы. Словом, он не подведет ни одного домашнего умельца, при этом его сборка обойдется очень дешево.
Собранный по данным схемам сварочник предназначен для работы в сети 220В. Но на нашей памяти случались ситуации, когда напряжение было нестабильным, особенно на даче. Тем не менее, дуга горела стабильно, зажигалась довольно просто. Да, это не профессиональная микроимпульсная сварка, но все же. Кстати, рекомендуем использовать в работе с таким самодельным аппаратом только плавящиеся электроды. Сварка плавящимся электродом куда эффективнее и неплохо стабилизирует горение дуги.
Естественно, для сборки нам понадобилось потратить свое личное время и силы. Но конечная стоимость самодельного аппарата для импульсной сварки оказалась в несколько раз ниже, тем у бюджетных моделей из магазина. При этом самодельное устройство отлично справляется со своими функциями.
Преимущества самодельного аппарата
Помимо цены у самодельного аппарата для импульсной сварки есть множество других преимуществ перед моделями, продающимися в магазине. Первое преимущество — малое потребление тока. Если вы включите обычный аппарат из магазина в бытовую розетку у себя на даче и сварите калитку, например, то вскоре получите счета за электроэнергию и неприятно удивитесь. К тому же, подключать такой аппарат к бытовой розетке просто опасно, автоматы могут не выдержать такой мощности.
Не забывайте и о габаритах покупных аппаратов. Их просто невозможно спокойно перенести в руках с места на место. На заводах сварщики просто используют очень длинные провода, чтобы не перемещать такой аппарат по цеху. При этом цена на такие провода очень высока, и мы не думаем, что вы захотите тратить лишние 100$ на кабели. А вот самодельный аппарат весит немного и его можно легко перемещать.
Также у покупных аппаратов есть свои производственные возможности, и они редко превышают 80%. А зачастую находятся на отметке в 50%. Это значит, что такой аппарат просто не может раскрыть весь свой потенциал. Происходит это из-за того, что большой и технически сложный сварочник сильно нагревается и ему требуется много времени на остывание. По этой причине вы также не сможете варить дольше 2-3 минут подряд.
У самодельного сварочника, собранного по нашим схемам, нет таких недостатков. В нем нет реактивных токов, так что практически вся электроэнергия используется. Вы без проблем можете подключить такой сварочник к домашней розетке и не беспокоиться о счетах за электричество и возможном времени работы. Ведь мощность нашего самодельного прибора лишь немного больше, чем мощность обычного утюга.
С помощью самодельного аппарат для импульсной сварки можно варить более 20 минут, что точно больше, чем положенные 2-3 минуты у аппарата их магазина. А вес такого самодельного прибора не превышает 10 килограмм. Это то, что нужно для домашнего мастера.
Какие еще есть достоинства? Ну вы можете на этапе сборки еще больше удешевить конструкцию. Например, в качестве сварочных кабелей использовать провода с меньшим сечением, достаточно 12 квадратных миллиметров. А для питания аппарата можно использовать провода от бытовых удлинителей.
Особенности
Сварка своими руками с применением самодельного сварочника имеет ряд особенностей. О них мы и поговорим ниже.
В ходе работ дуга может гореть нестабильно. Чтобы это исправить нужно использовать трансформатор с большой степенью индуктивности. Но учтите, что в таком случае значение тока может уменьшится. Это, конечно, минус. Ведь зачастую такие сварочные аппараты работают с переменным током и по умолчанию имеют маленький диапазон регулировки тока, а вместе с тем и низкий коэффициент полезного действия.
А вот у аппаратов, работающих на постоянном токе, сам ток стабилизируется благодаря отдельному дросселю. В некоторых моделях может быть сразу два дросселя. Поэтому время восстановления дуги существенно сокращается, а значение сварочного тока увеличивается.
Вывод очевиден: нужно, чтобы сварочник работал на постоянном токе. Но учтите, что необходимо следить за индуктивностью дросселя. Если она будет слишком большой, то вы не сможете нормально зажечь дугу и электрод просто начнет прилипать к металлу. Можно ли добиться быстрого поджига дуги и стабильного сварочного тока? Конечно. Но для этого нужно сделать так, чтобы индуктивность дросселя была низкой, при этом частота тока была высокой.
Вместо заключения
Самодельный аппарат для импульсной дуговой сварки — это отличная вещь для всех дачных умельцев. При минимальных финансовых затратах вы получите удобный рабочий инструмент, который позволит вам выполнять большое количество самых разнообразных сварочных работ. Вам не придется просить соседа или искать какого-то сварщика на стороне, чтобы сварить теплицу или ворота. При этом самодельный прибор вполне надежен, поскольку в нем используются простые комплектующие. Можете добавить к ним прочный металлический корпус, и тогда вам аппарат будет служить долгие годы.
[Всего голосов: 0 Средний: 0/5]
svarkaed.ru
Как самостоятельно собрать импульсный сварочный аппарат
Функциональный и надёжный сварочный аппарат своими руками собрать не слишком сложно. Понадобятся элементарные навыки обращения с паяльником, умение читать электрические схемы. Впрочем, с помощью подробной инструкции даже новичок в состоянии сделать все необходимые действия правильно.
Компактный сварочный аппарат, созданный своими руками
Преимущества и особенности
С помощью сварки можно быстро создавать надёжные соединения металлических деталей, поэтому такая технология часто используется на практике.
Используя соответствующее оборудование, ремонтируют автомобили и садовую технику, восстанавливают целостность повреждённых конструкций и возводят новые сооружения. Наличие дома сварочного аппарата позволит не обращаться к дорогим услугам профессионалов. Но приобретение стандартного изделия в магазине сопряжено с достаточно большими затратами.
Сварочный аппарат фабричного производства
Если сделать сварочный аппарат дома самому, получится не только сэкономить. Личный подбор комплектующих, контроль выполнения рабочих операций, тщательная проверка – всё это обеспечит безупречное качество, ничем не уступающее фабричным аналогам. При возникновении неисправностей будет нетрудно восстановить функциональное состояние сварочного аппарата, без обращения в ремонтную мастерскую. Остаётся только правильно выбрать схему.
По многим параметрам предпочтительнее импульсный сварочный аппарат. Он вполне соответствует категории «мини», из-за компактных размеров.
Если собрать лёгкий и прочный корпус, оснастить его ремнём, то можно будет удерживать сварочный аппарат на плече в процессе сварки. Наиболее совершенные модели в состоянии дать ток 160-180 А, при маленьком весе. Аналогичный сварочный аппарат, собранный по «классической» схеме в несколько раз больше. Он весит от 12 кг и более.
Необходимый результат получают с помощью следующих преобразований:
- Ток из стандартной сети (220 V, 50-60 Гц) выпрямляется.
- Чтобы устранить паразитные пульсации используют фильтр.
- Далее с помощью транзисторов, выполняющих функции коммутаторов, ток преобразуется в переменный.
- Следующий этап, снижение напряжения, позволяет получить на выходе сварочного аппарата сильный ток, достаточный для сварочных процедур.
Чтобы упростить задачу, из состава оборудования исключают специальный механизм, который в автоматическом режиме обеспечивает подачу проволоки.
Следующая принципиальная схема сварочного аппарата нужна для создания в домашних условиях блока питания.
Схема блока питания, применяемая в домашних условиях
Чтобы трансформатор получился компактный и достаточно мощный, его наматывают на Ш-образном ферритовом сердечнике стандартным проводом ПЭВ.
Данные, которые обеспечат стабильность параметров сварочного аппарата
| Первичная | 100 | 0,3 |
| Вторичная №2 | 15 | 1 |
| Вторичная №3 | 15 | 0,2 |
| Вторичная №4 | 20 | 0,35 |
| Вторичная №5 | 20 | 0,35 |
Блок питания собран из стандартных деталей с применением типовых схемотехнических решений. Элементы крепят на плате из текстолита. Параметры единственного нестандартного изделия (трансформатора) приведены выше в таблице. При желании можно использовать иную принципиальную схему, обеспечивающую аналогичные параметры выходных токов и напряжений.
На рисунке ниже приведена принципиальная схема основного блока.
Импульсный сварочный аппарат – принципиальная схема
Особенности, которые нужно учитывать в процессе сборки основного блока сварочного аппарата дома:
- Если использовать стандартные данные, то выходная частота сварочного аппарата получится около 41-42 кГц. Чтобы повысить её на 8-10 кГц, можно сделать иное количество витков во вторичной обмотке трансформатора.
- Для намотки трансформатора сварочного аппарата используют широкие (40 мм) полоски из меди толщиной 0,3 мм. Их изолируют специальной промасленной бумагой. Такое решение применено с целью блокировки поверхностных токов. При высокой частоте они смещаются из центра проводника, что не позволяет использовать его оптимальным образом.
Дополнительной проблемой является одновременный сильный нагрев сварочного аппарата. Приходится существенно увеличивать слой изоляции, чтобы предотвратить пробой.
- Вторичная обмотка создаётся из медных полос, которые разделяют предварительно слоем плёнки, изготовленной из фторопласта. Этот материал устойчив к нагреву и обладает отличными изоляционными характеристиками.
- Несколько проще сделать вторичную обмотку трансформатора сварочного аппарата из многожильных проводов с диаметром жил от 0,4 до 0,6 мм. Такой вариант хуже. Между проводниками останутся промежутки воздуха, то есть участки с низким коэффициентом теплопередачи. Итоговая площадь обмотки (в сечении) получится гораздо больше.
Параметры изделий сварочного аппарата, которые необходимо собрать
| Основной трансформатор | Ш20 х 28, феррит, 2000 нм | 12 и 4 витка, общая площадь сечений 10 и 30 мм. кв. соответственно |
| Дроссель (L2 на принципиальной схеме) | Ш20 х 28, феррит, 2000 нм | Пять витков, площадь сечения – 24 мм. кв. |
| Трансформатор токовый | Кольца ферритовые (2 шт.) 30 х 18 х 7 | Первичная – провод, проведённый через кольцо. Вторичная обмотка из провода 0,5 мм в диаметре, 86 витков. |
Мини-аппарат
При свободном расположении элементов на платах сварочного аппарата теплоотвод будет достаточным для нормального функционирования большинства деталей.
Хорошие условия для длительного сохранения работоспособности будут получены только при выполнении следующих условий:
- Для сборки силового моста используют два радиатора.
- Диоды сварочного аппарата HFA (25 и 30) можно изолировать типовыми прокладками из слюды.
- IRG4PC50W нагреваются сильнее, поэтому их крепят специальным составом ТС-10 или аналогом. Выполнять эту операцию будет удобнее, если приобрести термопасту в специальном шприце. Это приспособление пригодится для точного дозирования.
- В некоторых ситуациях импульсы тока способны создать резонансные колебания. Чтобы исключить такие явления сделать надо небольшую модернизацию стандартной схемы сварочного аппарата. Например, можно вставить сборку из конденсаторов между питанием 300 V и точкой соединения диодов моста.
- При покупке конденсаторов С15 (16) сварочного аппарата следует тщательно выбрать качественные изделия, созданные ответственными производителями. Затраты не будут чрезмерные. Но такая предусмотрительность снизит вероятность появления паразитных резонансных помех. Эти же конденсаторы, функционирующие полноценно, улучшат показатели производительности транзисторных ключей.
- Чтобы охлаждение сварочного аппарата было эффективным, помимо достаточного количества отверстий в корпусе, пригодится монтаж 2-3 вентиляторов.
Вентилятор, который применяется для охлаждения блока питания компьютера
Настройка и проверка мини-аппарата
Точное соблюдение инструкций поможет без ошибок собрать и настроить импульсный сварочный аппарат («мини») в домашних условиях:
- Начинают с подачи питающего напряжения на широтно-импульсный модулятор.
- Проверяют срабатывание реле сварочного аппарата К1 при полном заряде конденсаторного блока С9- С12. Эта цепь замыкает резистор R11, что снижает амплитуду скачка тока, когда аппарат включается. В нормальном состоянии реле срабатывает в интервале от 1 до 11 с., когда на ШИМ подано 15 V.
- На выходе этой платы проверяют наличие импульсов прямоугольной формы. Здесь понадобится осциллограф. Его можно взять в аренду, если нет планов последующего применения измерительной аппаратуры.
Как выглядит двухканальный осциллограф
- Далее надо посмотреть, какое напряжение на затворах транзисторов сварочного аппарата. Нормальный уровень будет в интервале от 15,9 до 16,1 V. Ниже – возможно. Превышение – недопустимо.
- В режиме холостого хода проверяется работа выпрямительного моста. Нужно, чтобы ток потребления не был больше 95 мА. Для этой операции используют напряжение 14-16 V.
- Чтобы убедиться в том, что фазы импульсов в обмотках соответствуют норме, также понадобится осциллограф. Сигнал для одного луча берут от первичной обмотки силового трансформатора сварочного аппарата. Для другого – от вторичной. При необходимости, корректируют амплитуды. Фазы (при разном напряжении) должны совпадать.
- Далее проверяют форму сигналов на выходе ключевых транзисторов сварочного аппарата. Максимальная амплитуда не должна превышать 325-335 V. Осциллограф подключается к эмиттеру и коллектору. На диодный мост подают питание через нагрузку. Её имитируют стандартной лампой накаливания мощностью 200 Вт. Частоту широтно-импульсного модулятора предварительно настраивают на 54 кГц. Это можно сделать с помощью осциллографа.
- Предыдущий пункт – предварительная настройка сварочного аппарата. После получения нужных параметров снижают медленно частоту модулятора до момента, пока на нижней половине импульса не образуется изгиб. Это свидетельство того, что трансформатор перенасыщен. На этом уровне фиксируют частоту. Её делят на два, полученное значение складывают с первичным параметром. Полученный результат – рабочая частота. Если 32 Гц – частота перенасыщения, то используют следующую цепочку вычислений: 32/2=16; 16+32=48 Гц (рабочая частота модулятора и трансформатора).
- В этом режиме замеряют ток потребления диодного моста сварочного аппарата. Он должен быть в пределах диапазона 140-160 мА. При пробое обмоток ток через нагрузку увеличится, контрольная лампа накаливания будет ярко светить.
- На выходе аппарата создают индуктивную нагрузку. Для этого подсоединяют проводник длиной 2-2,5 м.
- Увеличивают проверочную нагрузку сварочного аппарата с помощью потребителя большой мощности. Подойдёт обычный бытовой электрический чайник с нагревательным элементом более 2 кВт. При замкнутом выходе аппарата проверят напряжение на нижнем ключе диодного моста. Оно должно быть менее 360 V (амплитуда сигнала проверяется с помощью осциллографа).
- В этом же режиме прислушиваются. Если зафиксирован шум, проверяют правильность фазировки датчика тока сварочного аппарата (кольцо на ферритовых сердечниках).
- Источниками помех могут быть: дроссель L2, силовые провода, основной трансформатор. Их компенсировать можно изменением расстояний, или установкой специальных экранов. Чувствительные элементы, воспринимающие электромагнитные колебания, это модулятор и оптроны.
- Далее увеличивают ток, изменяя сопротивление резистором R Контролируют расширение импульса на нижнем транзисторном ключе сварочного аппарата. Когда достигнуто максимальное значение, амплитуда не должна превышать 540 V.
- Предыдущую процедуру повторяют, отключив нагрузку. В том и другом случае контролируется отсутствие шумов.
После завершения перечисленных выше действий приступают к практическим испытаниям сварочного аппарата. Время рабочих операций увеличивают постепенно. Проверяют температуру радиаторов и силового трансформатора.
Видео
Сделать дома сварочный аппарат можно. Для этого необходимо точно воспроизвести технологии, описанные в статье. Нужно внимательно относиться ко всем этапам процесса, тщательно выполнять настройку. Эту принципиальную схему можно модернизировать, изменяя рабочую частоту и некоторые другие параметры. Чтобы аппаратом было удобно пользоваться, необходимо продумать конструкцию наплечных ремней, обеспечить хорошую устойчивость оборудования на поверхности.
Оцените статью:
elquanta.ru
Импульсная сварка
Импульсная сварка является одной из самых востребованных. Существует несколько типов сваривания, каждый из них пользуется успешностью и применяется в конкретном случае.

Классификация основных видов сварки.
Различают контактную, ручную дуговую, лазерную, импульсную сварку. Последняя является одним из самых продвинутых и успешных методов, в процессе скрепления деталей используется специализированный агрегат.
Данный метод был разработан для замещения обычного дугового сваривания.
Параметры сварки
Процесс можно произвести своими руками, методика позволяет получить надежные, прочные соединения (они могут быть выполнены из цветных металлов и различных стальных деталей). Сварочная операция не займет много времени, в процессе применяется запас энергии в приемнике. Приемник требуется подключить к сети электропитания и зарядить до определенного уровня, линии электропередач при этом не перегружаются.

Принципиальная схема импульсного сварочного аппарата для точечной сварки.
Сварочные аппараты не позволяют материалу разбрызгиваться. Благодаря новшествам импульсные аппараты дают возможность получать самодельные швы, которые образуются за счет расплавления отдельных компонентов с покрытием.
Дежурная и импульсная дуги должны быть выставлены в верном значении, благодаря этому сварка пройдет максимально правильно и безопасно, кратеров в местах стыка не будет. Сварка импульсная имеет свои технологические особенности, одна из основных — жесткость режима. Данный параметр указывает на продолжительность импульса. Если оператор изменит некоторые параметры сварочного процесса, он может поменять параметры сварки. Помимо этого, можно корректировать форму сварочной ванны. Имеется возможность контроля кристаллизации металла. Благодаря некоторым функциям можно нормализовать сварочный самодельный шов, отрегулировать пределы, в которых возможна деформация.
Импульсный сварочный аппарат часто необходим для скрепления металлических листов толщиной от 3 мм. Методика отлично подходит для создания швов в различных пространственных положениях. Технологии импульсной сварки используются при создании различных швов. Чтобы обеспечить источник питания во время сварки, необходимо использовать преобразователи тока. Аккумулятор-приемник подает импульсы в область сварочного соединения, импульсы при этом очень короткие, но мощные, в общих чертах процесс сваривания схож с привычными нам технологиями.
Вернуться к оглавлению
Особенности и разновидности импульсного сваривания

Импульсная сварка на постоянном токе.
В общих чертах выделяют конденсаторную импульсную сварку, инерционную, электромагнитную и аккумуляторную. Устройства, предназначенные для конденсаторной импульсной сварки, имеют большой разброс относительно диапазона тока. В них есть агрегаты, которые поддерживают ток малой мощности, имеются также аппараты с очень высоким уровнем мощности. Сварочный агрегат — это устройство, благодаря которому происходит дозированное распределение энергии, она уходит на затрату сварочных импульсов. Данная разновидность импульсной сварки должна быть в очень жестком режиме, детали при этом хорошо нагреваются. Конденсаторная сварка подходит для скрепления деталей из алюминия.
Как настроить импульсные параметры? В аккумуляторной сварке используются конструкции агрегатов, в которых есть щелочные аккумуляторы. Они имеют прочную, надежную систему и отличаются тем, что хорошо переносят замыкания, у аккумуляторов такого типа невысокое внутреннее сопротивление. Магнитно-импульсное оборудование необходимо для того, чтобы получить механическую энергию. Это происходит с участием магнитного поля, таким образом элементы скрепляются при помощи магнитных сил. В область соприкосновения подается высокое давление, в результате получается соединение для сваривания. Инверторные импульсные агрегаты используют массивный маховик, который имеет кинетическую энергию сращения, при выполнении сваривания частота оборотов уменьшается.
Вернуться к оглавлению
Этапы рабочего процесса

Сравнение традиционной сварки с инновационной импульсной технологией.
Перенос металла помогает улучшить качество сварки. Данный метод является одним из самых лучших и эффективных. Во время осуществления импульсной сварки разбрызгивания совершенно отсутствуют, не образуются несплавления.
Благодаря современным аппаратам есть возможность сваривать детали в любом пространственном положении, при этом происходит рациональный расход проволоки. В результате получается максимально качественное соединение, прожогов при этом не возникает. Перед тем как приступить в процессу сваривания, рекомендуется рассмотреть схемы.
Как работает сварочный инвертор? Если процесс осуществляется с применением импульсной технологии, происходит перенос металла электрода в имеющуюся ванну, при этом можно воспользоваться опцией высокоскоростного регулирования током.
Процедура начинается с того, что одна капля металла образуется на конце электрода сварки, затем сила тока повышается и капля сбрасывается в ванну. Горячая фаза должна быть заменена на холодную, далее происходит еще несколько операций. Импульсный процесс является высокоэффективным и надежным. При варке на низком токе специализированная проволока должна быть тщательно нагрета. Когда нужно осуществить сбор капли, ток возрастает до максимального значения, затем снова снижается.
Импульсный сварочный аппарат может использоваться в защитной газовой среде, его применяют для соединения деталей самой различной толщины. Агрегаты обеспечивают удобство при работе, на источнике имеется множество органов управления, благодаря которым можно осуществить тонкую настройку процесса. Устройства имеют очень удобное программное обеспечение, которое сэкономит усилия специалиста.
Вернуться к оглавлению
Основные преимущества технологии
В данном случае важно отметить отличное качество скрепляемых элементов. Стоит заметить, что импульсное оборудование стоит дорого, но его смело можно использовать в защитной газовой среде. Импульсное сваривание часто подходит для соединения стали и деталей из алюминия. При этом следует заметить, что работа выполняется с использованием минимума инструментов.
Процесс происходит без излишних брызг, и в этом заключается его главное достоинство. Расплавление проволоки происходит с определенными перерывами, поэтому производительность расплавления имеет верхнюю границу. Импульсная сварка является одним из самых продвинутых и перспективных методов, ее без проблем можно осуществить своими руками.
expertsvarki.ru
Что собой представляет импульсная сварка
Процесс создания сплошных сварных швов посредством расплавления в определенных точках при последующем их покрытии получил название импульсной сварки. Оборудование, имеющее данную функцию, в перерывах между регулярно повторяемыми импульсами работает в состоянии дежурной дуги малой мощности, пропускающей только часть импульсного тока. Такая дуга в паузах между возбуждениями импульса не оказывает существенного влияния на глубину расплавления металла. За счет этого достигается устойчивое горения дуги в пространстве, целиком устраняются кратеры из сварных точек при уменьшении требуемых участков перекрытия в месте сварного шва. Выбор целесообразного отношения токов дуг (импульсной и дежурной) способен также значительно ускорить процесс сварки.
Используя импульсную дугу в виде источника тепла, можно существенно расширить возможности традиционной сварки дугой в защитной газовой среде. Технология импульсно-дуговой сварки характеризуется режимами пульсации дуги (объемом и скоростью введения теплоты в заготовку). Они определяются определенной программой, исходя из толщин и свойств соединяемых материалов, а также положения швов в пространстве и др.
Если сварка ведется неплавящимися электродами, то импульсная (или пульсирующая) дуга служит инструментом воздействия на основной металл с образованием шва. При использовании плавящихся электродов она предназначается для регулирования операций плавления и перенесения металла электрода. В ходе процесса импульсно-дуговой сварки с помощью электродов из вольфрама пульсация дуги имеет постоянно заданное отношение импульсов к паузам. Получение сплошного соединения достигается посредством расплавления отдельно взятых точек при их покрытии впоследствии.
Применение имульсной сварки
К важнейшим параметрам, характеризующим этот процесс, относят продолжительности импульсов с паузами, всего цикла и шаг точек со скоростью сваривания. Способность к проплавлению пульсирующей дуги с заранее установленной продолжительностью цикла и импульса определяется импульсным режимом сварки, его жесткостью. Этот параметр технологии в своем крайнем значении характерен для дугового варианта сварки. При традиционной сварке дугой постоянного горения он равен нулю, а при точечной сварке дугой стремится к бесконечности. Регулируя импульсные характеристики, можно оказывать воздействие как на размер с формой зоны сваривания, процесс кристаллизации металлов, так и на образование швов, остаточные либо временные деформации, прочие характеристики хода сварки. При определении режима сварки этим способом немаловажное значение придается шагу точек, особенно при соединении тонколистовых материалов.
Способность к проплавлению пульсирующей дуги дает наибольший эффект при импульсной сварке алюминия с толщинами листов менее 3 мм. Возможность рационального применения поверхностного натяжения металлов в ходе импульсно-дуговой сварке создает необходимые условия для должного формирования шва независимо от его положения в пространстве. Этим объясняется активное применение свойств импульсной дуги при выполнении швов в потолочном, вертикальном либо горизонтальном положении на металлоизделиях самого большого диапазона толщин и для соединения автоматической сваркой участков труб с неповоротными стыками.
В аппаратах импульсной сварки в виде источника питания чаще всего применяются сварочные преобразователи, оснащенные регуляторами тока с прерывателями, работающие на постоянных токах. Использование в них плавящихся электродов целесообразно в ситуациях, когда горение дуги постоянно, а на обычный сварочный ток время от времени накладывается импульсный. Преобладание при этом электродинамической силы приводит к отделению капли. Таким образом осуществляется направляемый перенос металла по частоте соизмеримый с импульсами при значении тока, на порядок меньшем, чем критическое.
Поэтому, в отличие от применения неплавящихся электродов, точечная импульсная сварка с помощью плавящегося электрода намного производительнее и позволяет существенно снижать сварочную деформацию с равными качественными характеристиками получаемых соединений. Она наиболее эффективна в конструкциях важного назначения, выполненных из сталей различных марок, сплавов меди, никеля, алюминия и титана для швов любых пространственных ориентаций. Этот вариант сварки способствует хорошей стабилизации дуги в пространстве. Учитывая способность вылета электродов больших длин, его эффективно применять при осуществлении стыковых соединений при обработке кромок с узкими щелями из толстых листов металла.
Особенности магнитно-импульсной сварки
В принципе действия магнитно-импульсной сварки лежит использование силы электромеханического действия вихревых токов. При наведении на стенки обрабатываемого изделия они пересекаются с линиями магнитных сил импульсного поля и с магнитным потоком. Одновременно электроэнергия превращается в механическую, а импульсы давления магнитного поля воздействуют на детали напрямую, без помощи специальных передающих сред.
Процесс такой сварки предполагает мгновенную передачу давления обрабатываемой заготовке на скорости магнитных полей, а в движение приводятся не только определенные участки, а деталь полностью. Чтобы обеспечить последовательное передвижение контактирующей зоны, заготовки помещают соединяемыми кромками под углом друг к другу. Соединение формируется в ходе соударений сопряженных деталей. Одновременно происходит очищение кумулятивной струей соединяемых поверхностей от грязи и окислов и пластическая деформация поверхностных слоев материалов с образованием между ними химических связей.
Соединение магнитно-импульсным способом осуществляется по трем традиционным схемам импульсной сварки: обжатие изделий из трубчатых материалов, их раздача и деформирование листового материала. В первом случае используют индуктор, обхватывающий изделие, во втором – его помещают внутрь заготовки, а в третьем – применяется плоский индуктор. Во избежание деформаций тонкостенных деталей в ходе сварки во внутренность труб вставляются специальные металлические оправки, которые удаляются по завершении работ.
Применение данной технологии сварки наиболее эффективно в производстве различных конструкций из трубчатых деталей, свариваемых как между собой, так и в сочетаниях с другими заготовками. Использование возможностей импульсной лазерной сварки необходимо при соединении плоских заготовок по внутренним либо наружным контурам. При этом возможна сварка различных материалов в любых сочетаниях в широком диапазоне толщин.
promplace.ru
Импульсная сварка — что это такое?
Июль 4, 2017
Сегодня успешно применяется множество сварочных технологий: контактная, электродуговая, импульсная, лазерная сварка, несколько узкоспециализированных техник сваривания металлов. Современным и наиболее эффективным методом считается импульсная высококачественная сварка, при которой используется специальное сварочное оборудование. Данная методика разрабатывалась как альтернатива дуговой сварки, более производительная и универсальная в применении.
Особенности импульсной методики сварки
Сущность данной технологии заключается в соединении металлов при помощи непродолжительных микроимпульсов, источником тока для которых является аккумулятор, подсоединенный к электрической цепи. Главная отличительная черта метода – возможность получать неразъемные соединения отдельных деталей, выполненных из металлов разного состава. Для осуществления сварочных работ с помощью импульсного тока нужно использовать специализированные инструменты: сварочник, расходники.
Сварочный агрегат – устройство, обеспечивающее дозировку энергии импульсов сварки.
Расходными материалами могут выступать неплавящиеся, плавящиеся электроды, зависимо от выбора которых сварочные работы могут производиться по двум вариантам:
- импульсной дугой с применением неплавящихся электродов;
- с применением плавящихся электродов осуществляется контроль над проплавлением, перенесением электродного металла в массу сварного шва, разбрызгиванием расплавленных частиц металла.
Импульсная сварка – это контролируемый цикличный процесс перенесения металла в защитной газовой среде:
- микроимпульс высокой мощности отделяет одну каплю электродного металла и переносит ее на металлическую заготовку;
- происходит падение силы тока до значения, которое позволяет лишь поддерживать сварочную дугу, но не позволяет осуществляться отделению капли металла, ее переносу;
- далее идет остывание изделия в сварочной ванне;
- рабочий цикл повторяется.
Принцип работы на импульсных установках основан на преобразовании напряжения сети в постоянное напряжение, а затем в высокочастотное. Сварочник включает:
- электронный блок управления;
- инвертор;
- низкочастотный, высокочастотный выпрямитель;
- трансформатор;
- рабочий шунт.
Параметры сварки импульсного типа
Схема достаточна простая, позволяет выполнять работы самостоятельно, при этом получать надежные, высокопрочные соединения изделий из разного состава сталей, цветных металлов, прочих материалов. Сварочный процесс не требует большого количества времени, для работы используется запас энергии аккумулятора (сетевого приемника), который предварительно подзаряжается от электросети до необходимого значения. Сварочные агрегаты импульсного типа не дают возможность разбрызгиваться расплавленным металлическим частицам, позволяют получать самодельные швы. Дуга импульсная, дежурная должны выставляться в точном значении, чтобы рабочий процесс прошел максимально эффективно, безопасно, на участках стыковки отдельных металлических элементов не будут образовываться кратеры. Данная технология имеет собственные отличительные особенности, главной из которых является жесткость режима. Этот параметр характеризует продолжительность микроимпульса. Если сварщик поменяет некоторые настройки процесса сварки, он может изменить сварочные параметры. Плюс к этому форму сварочной ванны можно корректировать, а также можно контролировать кристаллизационный процесс металла. Существует возможность нормализации самодельного сварного шва, настраивать пределы возможной деформации благодаря некоторым функциям установок.
Дуга импульсная, дежурная должны выставляться в точном значении, чтобы рабочий процесс прошел максимально эффективно, безопасно, на участках стыковки отдельных металлических элементов не будут образовываться кратеры. Данная технология имеет собственные отличительные особенности, главной из которых является жесткость режима. Этот параметр характеризует продолжительность микроимпульса. Если сварщик поменяет некоторые настройки процесса сварки, он может изменить сварочные параметры. Плюс к этому форму сварочной ванны можно корректировать, а также можно контролировать кристаллизационный процесс металла. Существует возможность нормализации самодельного сварного шва, настраивать пределы возможной деформации благодаря некоторым функциям установок.
Импульсная сварка часто применяется для соединения листового металла толщиной более 3 мм. Технология идеально подходит для формирования шовных соединений в разных пространственных проекциях.
Для обеспечения источника питания в процессе выполнения сварочных работ применяются токовые преобразователи. Небольшие, но достаточно мощные микроимпульсы подаются в сварочную зону посредством аккумулятора-приемника.
Преимущества методики
Благодаря данной технологии соединения металлических образцов, рабочий режим которой настраивается сварщиком, можно отметить ее следующие достоинства:
- Высококачественный, прочный, идеально ровный сварной шов.
- При выполнении соединения отдельных деталей на весу образование прожогов практически исключается.
- Возможность перенесения металла при использовании плавящихся электродов.
Вывод
Применяя импульсный режим сварки, максимально эффективного результата можно достичь, пользуясь плавящимися электродами. Особенно важно пользоваться такой сваркой при необходимости наложения корневого слоя.
electrod.biz
Конденсаторная сварка своими руками: принцип точечной сварки
Часто возникает необходимость в точечной сварке, когда не надо соединять трубы или профили, а просто требуется присоединить небольшую, но важную деталь. Осуществить это поможет конденсаторная сварка своими руками.

Электрическая схема точечной микросварки.
Контактная сварка — это достаточно востребованный вид соединения металлов, особенно цветных. Многие стремятся к тому, чтобы иметь возможность ее осуществить в домашних условиях. Конденсаторная сварка своими руками вполне доступна и легко выполнима.
Разновидности конденсаторной сварки

Конденсаторная сварка с разрядом конденсатора через первичную обмотку трансформатора: а—схема процесса; б—диаграмма тока.
Конденсаторная сварка представляет собой разновидность сварки, при которой расплавление металла происходит за счет запасенной электрической энергии в конденсаторах. По методу проведения конденсаторную сварку можно подразделить на контактную, ударную и точечную.
Контактная сварка подразумевает, что конденсатор разряжается на предварительно прижатые друг к другу две металлические заготовки. В месте контакта возникает дуга, которая расплавляет и соединяет заготовки на небольшом участке их контакта. Сварочный ток в зоне дуги достигает 15 кА при времени воздействия до 3 мс. При ударной сварке контакт между металлическими заготовками, на который подан разряд, совершается в виде кратковременного удара. Время действия дуги при этом не превышает 1,5 мс, что еще уменьшает участок сварки.
При точечной сварке разряд подается на два медных электрода, которые в точках касаются поверхности металлов с двух сторон. Дуга образуется между электродами в течение 0,01-0,1 с в зависимости от регулировки. Сила сварочного тока может достичь 10 кА. Сварка металлов происходит практически в точке.

Схема конденсаторной сварки.
По виду формируемого разряда конденсаторная сварка подразделяется на бестрансформаторную и трансформаторную сварку. При первом виде разряд с конденсаторов поступает непосредственно на поверхность металла. Такая сварка может производиться путем высоковольтного разряда (напряжение до 1 кВ) с током до 100 А в течение 0,005 с или низковольтного разряда (напряжение до 60 В) с током 1-2 кА в течение до 0,6 с.
Трансформаторный вид конденсаторной сварки заключается в том, что разряд с конденсатора производится на обмотку трансформатора, а с его вторичной обмотки поступает в зону сварки. Такой вид сварки расширяет возможности регулировки процессом. Напряжение разряда достигает 1 кВ при этом во вторичной обмотке достигается сварочный ток силой до 6 кА, который подается в течение до 0,001 с.
Вернуться к оглавлению
Принцип точечной сварки

Конструкция трансформаторов для точечной сварки.
Наиболее распространенным типом конденсаторной сварки в бытовых условиях является точечная сварка трансформаторного вида. Основной принцип точечной сварки заключается в том, что свариваемые заготовки, совмещенные в необходимом положении, зажимаются между двумя электродами, на которые подается кратковременный сварочный ток большой величины. Образующаяся между электродами электрическая дуга расплавляет металл заготовок в зоне диаметром 4-12 мм, что приводит к их соединению.
Действие сварочного импульса обеспечивается в течение 0,01-0,1 с, что обеспечивает образование общего для обоих свариваемых металлов ядра расплава. После снятия импульса тока на заготовки продолжает действовать сдавливающая нагрузка, что обеспечивает образование общего сварного шва. Ограничение зоны расплавления металлов достигается тем, что в момент подачи импульса, металлы контактировали между собой, обеспечивая теплоотвод.
Сварочный ток (импульс) подается на электроды с вторичной обмотки, где обеспечивается большой ток при малом напряжении. На первичную обмотку подается импульс, возникающий при разряде конденсатора (или блока конденсаторов). В самом конденсаторе заряд накапливается в период между подачей импульсов на электроды, т.е. зарядка конденсатора осуществляется за время, пока электроды перемещаются в другую точку для сварки.
Область применения такой сварки обширна по виду материала. Особо хорошие результаты получаются при сварке цветных металлов, в том числе меди и алюминия. По толщине свариваемых листов есть существенное ограничение — до 1,5 мм. Зато точечная сварка прекрасно показала себя в случае присоединения тонких полос проволоки к любой массивной конструкции. При этом соединяемые материалы могут быть разнородными.
Вернуться к оглавлению
Требования к конденсаторной сварке

Виды контактной сварки: а – стыковая; б – точечная; в – роликовая; 1 – сварочный шов; 2 – электрод; 3 – свариваемые детали; 4 – подвижная плита с перемещаемой деталью; 5 – сварочный трансформатор; 6 – неподвижная плита.
Для того чтобы конденсаторная точечная сварка своими руками была произведена качественно, необходимо выполнить некоторые условия. Должна быть обеспечена подача кратковременного импульса в течение до 0,1 с и последующее накопление энергии от сети для нового импульса за очень короткое время.
Давление электродами на свариваемые детали в момент подачи сварочного импульса должно обеспечивать надежный контакт между ними. Разжимание электродов необходимо производить с задержкой для того, чтобы расплав остывал под давлением, что улучшает режим кристаллизации металла в сварном шве.
В качестве электродов для точечной сварки наиболее распространены медные электроды. Диаметр точки в месте контакта должен превышать толщину самой тонкой свариваемой заготовки в 2-3 раза.
Поверхность свариваемых заготовок перед сваркой должна быть тщательно очищена, чтобы окисные пленки и ржавчина не создали большое сопротивление для тока.
Конденсаторная точечная сварка своими руками может быть произведена только при условии сборки устройства, имеющего как минимум два блока: источник сварочного импульса и сварочный блок. Кроме того, необходимо предусмотреть возможность регулирования режимом сварки и защиту.
Вернуться к оглавлению
Простая конструкция для точечной сварки

Сварочные горелки для точечной сварки.
При сваривании тонких листов (до 0,5 мм) или при варке тонких элементов к любым деталям можно использовать упрощенную конструкцию сварочного аппарата. В нем подача сварочного импульса осуществляется через трансформатор. При этом один конец вторичной обмотки соединен непосредственно с массивной деталью, к которой приваривается тонкая деталь, а второй конец — к электроду. Другими словами, устройство предусматривает применение только одного (верхнего) электрода. Прижим его к тонкой детали производится вручную. Для крепления и удержания электрода можно, например, использовать стандартные зажимные клеммы для автомобильного аккумулятора (зажим типа «крокодил»).
При изготовлении простого источника сварного тока (импульса) можно использовать следующую схему. Первичная обмотка трансформатора, питающего сварочный блок, подключена к электросети, причем одним концом через одну из диагоналей выпрямительного диодного моста. На другую диагональ этого моста подается сигнал с тиристора, управление которого производится при помощи пусковой кнопки.

Положение электрода при сварке.
Сварочный импульс накапливается в конденсаторе, который располагается в цепи тиристора и подключен к диагонали моста с выходом на первичную обмотку трансформатора. Зарядка конденсатора производится от вспомогательной цепи, включающей входной трансформатор и выпрямительный диодный мост.
Работает источник в следующем порядке. Пока сварочный трансформатор отключен, идет зарядка конденсатора от вспомогательной сети. При нажатии пусковой кнопки (включении сварочного трансформатора) конденсатор отключается от вспомогательной сети и разряжается на первичную обмотку трансформатора через резистор. Разрядка конденсатора протекает через управляющий тиристор. Время длительности разряда изменяется с помощью регулирующего резистора. При выключении кнопки цепь разряда разрывается, а вспомогательная цепь включается, начинается цикл зарядки конденсатора.
Источником импульса является конденсатор емкостью 1000 мкФ или 2000 мкФ на напряжение до 25 В. Важным элементом схемы является трансформатор. Он может быть изготовлен на базе сердечника Ш 40 толщиной 70 мм. Первичная обмотка выполняется из провода ПЭВ-2 диаметром 0,8 мм. Количество витков — 300. Вторичная обмотка имеет 10 витков и выполняется из медной шины сечением 20 мм². Для управления можно использовать тиристор ПТЛ-50 или КУ202. В качестве входного трансформатора можно использовать любой трансформатор мощностью 10 Вт с напряжением на вторичной обмотке 15 В. При использовании рекомендованного источника, можно обеспечить импульс тока до 500 А с длительностью до 0,1 с.
Вернуться к оглавлению
Аппарат с повышенной мощностью

Схема шовной сварки.
Для повышения мощности источника сварочного тока следует рекомендовать изменение конструкции, позволяющее сваривать листы толщиной до 1 мм или провод до 5 мм. Управление сигналом производится с помощью бесконтактного пускателя МТТ4К на ток 80 А и обратное напряжение до 800 В. В управляющий модуль включены два параллельно соединенные тиристора, два диода и резистор. Время срабатывания регулируется с помощью реле времени, включенном в цепь входного трансформатора.
Накопление энергии происходит в электролитических конденсаторах, собранных в батарею путем параллельного соединения. Конденсаторы, обычно в количестве 6 штук, выбираются следующего номинала: два конденсатора емкостью 47 мкФ, два — емкостью 100 мкФ, два — емкостью 470 мкФ, на рабочее напряжение не менее 50 В. В качестве реле времени можно использовать герконовое реле РЭС42, РЭС43 на напряжение до 20 В.

Схема рельефной сварки.
Первичная обмотка сварочного трансформатора изготавливается из провода диаметром 1,5 мм, а вторичная из медной шины или провода сечением не менее 60 кв.мм. Количество витков во вторичной обмотке — 4-7. При этом обеспечивается ток в зоне сварки до 1500 А.
Работает аппарат следующим образом. При нажатии пусковой кнопки срабатывает реле, которое через управляющие контакты тиристоров включает сварочный трансформатор. После разрядки конденсаторов реле отключается. Точное регулирование длительности импульса осуществляется переменным резистором.
В связи с увеличением мощности, сварочный блок следует сделать более надежным. В нем используются два медных электрода. Достаточно часто в качестве электродов используются сварочные клещи, в которых обеспечивается давление до 20 кг/см². Диаметр контактных площадок подбирается самым минимальным.
Вернуться к оглавлению
Конструкции контактного блока
Сварочный блок представляет собой контактный блок, т.е. приспособление, позволяющее крепить и перемещать электроды. Самая простая конструкция предусматривает ручное удержание и сдавливание электродов. Более надежна система, предусматривающая стационарный нижний электрод и подвижный верхний электрод. В этом случае на любом основании закрепляется медный пруток небольшой длины (10-20 мм) диаметром не менее 8 мм. Верхний срез электрода закругляется. Верхний электрод из такого же прутка закрепляется на площадке, которая имеет возможность перемещаться свободно вверх или откидываться. Должны быть предусмотрены регулировочные винты, позволяющие создать дополнительное давление после контакта верхнего электрода с поверхностью заготовки. Основание блока и верхняя площадка должны быть надежно изолированы друг от друга до контакта электродов.
Вернуться к оглавлению
Проведение конденсаторной точечной сварки
Весь процесс конденсаторной точечной сварки своими руками можно разделить на несколько этапов. Сначала проводится подготовка поверхности свариваемых заготовок. Затем заготовки совмещаются в необходимом порядке, помещаются в пространство между электродами и сдавливаются ими. С помощью пусковой кнопки подается сварочный импульс. Через 1-2 мин после прекращения импульса электроды раздвигаются. Сваренная деталь снимается и устанавливается в другой точке.
Промежуток между точками сварки зависит от толщины заготовки и обычно колеблется в интервале 15-60 мм.
Процесс сварки повторяется.
Чтобы произвести точечную сварку своими руками потребуется следующий дополнительный инструмент:
- тиски;
- ножовка;
- болгарка;
- круг наждачный;
- напильник;
- плоскогубцы;
- отвертка;
- ключи гаечные;
- шкурка наждачная;
- нож;
- тестер;
- молоток;
- зубило;
- штангенциркуль.
Конденсаторная сварка своими руками поможет соединить нетолстые листы из любого металла или приварить небольшие делали к любой металлической конструкции. Такая точечная сварка достаточно проста и доступна.
moiinstrumenty.ru
Импульсная сварка

Наиболее востребованным способом соединения поверхностей является импульсная сварка. Существует несколько кардинально отличающихся разновидностей сваривания, использующихся в определенных конкретных ситуациях.

Различают несколько типов сварки:
- Контактная.
- Сварка ручная дуговая.
- Технологию лазерной сварки.
- Инновационный импульсный метод.
Импульсный способ соединения материалов является наиболее продвинутым и усовершенствованным благодаря специализированному сварному агрегату.
Данный способ разрабатывался с целью замещения рядового сваривания по дуговой технологии.

Характеристики сваривания
Импульсно дуговая сварка осуществляется собственными руками мастеров, что позволяет лично контролировать качество швов. Сварочные работы не отнимают длительного времени, благодаря чему имеется возможность применять запасенную энергию специального приемника. Зарядка этого устройства выполняется от обычного электрической линии без перегрузки общей сети.

Применение сварочного аппарата позволяет избежать разбрызгивающего эффекта в процессе соединения. Нововведения в разработке передовых сварочных устройств открыли возможность создавать самодельные шовные соединения. Благодаря одновременному нагреву и расплавлению отдельных компонентов сварных поверхностей качество шва остается превосходным.
Для безопасного и правильного использования сварочного агрегата необходимо заблаговременно выставлять дежурную и импульсную дуги согласно правильным параметрам. Если все подготовительные работы выполнены верно, возможность появления кратеров в стыковых местах полностью исключается.

Основными технологическими особенностями импульсной сварки считаются:
- Определенная жесткость сварки. От нее зависит продолжительность отдельного импульса.
- Сохраняется возможность корректировки сварочной ванны.
- Специалист может контролировать процесс кристаллизации металлических поверхностей.
- Настраивая агрегат, сварщик способен нормализовать имеющийся сварочный шов.
- Изменения настроек устройства также позволяет регулировать пределы деформационных процессов.

Импульсный режим сварки применяется для скрепления листов из металлических сплавов с толщиной, равной 3 мм. Технология способна справиться со свариванием конструкций в отличных от стандартных пространственных плоскостях. Для обеспечения бесперебойного питания импульсного агрегата потребуется несколько преобразователей тока.
Разновидности импульсной сварки и их мельчайшие нюансы
Если заняться классификацией разновидностей импульсного режима сваривания можно выделить следующие обособленные разновидности:

- Конденсаторное сваривание.
- Инерционное.
- Электромагнитная технология соединения.
- Аккумуляторная сварка.
Аппарат импульсной сварки, основанный на конденсаторной технологии, характеризуется большим разбросом доступного диапазона тока. Среди таких устройств имеются модели малой мощности, также полностью противоположные агрегаты высоких мощностей. Сварочное устройство позволяет успешно дозировать энергию, которая необходима для поддержания определенного типа сварки. Для конденсаторного режима дозировки должны происходить в жестком режиме, что обеспечивает постоянный нагрев заготовок. Применяется конденсаторный режим сварки при соединении алюминиевых деталей и конструкций.

Аккумуляторная сварка предполагает применение агрегатов, функционирующих на щелочных аккумуляторах. Подобные устройства характеризуются невысоким общим сопротивлением и способностью превосходно противостоять замыканиям. Электромагнитные аппараты обеспечивают скрепление поверхностей за счет механической энергии, которая создается магнитными полями. Инверсионная сварка предполагает использование энергии массивного маховика. Благодаря кинетической энергии сращения происходит соединение рабочих поверхностей.
Этапы сварного импульсного процесса
Использование технологии переноса металла существенно улучшает конечное качество сварки. Подобная схема импульсной сварки считается весьма эффективной и действенной. Этот метод не дает образовываться разбрызгиванию, несплавленных участков также не остается.

Современные агрегаты допускают сваривание поверхностей практически в любых плоскостях, причем расход проволочного материала сохраняется на прежних значениях. Качественные швы характеризуются отсутствием прожогов и однородной толщиной.
При осуществлении импульсной сварки применяется специализированный агрегат, работа которого основывается на сбросе металлической капли с электрода устройства в активную сварочную ванну. Весь процесс подразделяется на этапы:

- Из-за нагревания электрода на его окончании создается металлическая капля.
- Последующее повышение силы тока позволяет капле соскальзывать непосредственно в сварочную ванну.
- Осуществляется замена горячей фазы на противоположную.
- Повторение основного цикла сварки.
Импульсная контактная сварка является высокоэффективным методом соединения различных по составу поверхностей.
Совет: при работе с небольшой силой тока использующаяся проволока должна нагреваться достаточно хорошо, чтобы обеспечивался постоянный сбор металлических капель.
Применять сварочный аппарат, функционирующий по технологии импульсной сварки, возможно даже в газовой защитной среде. Так осуществляется сваривание поверхностей с различной толщиной. Благодаря расширенным настройкам самого устройства, возможно, регулировать каждый параметр конечного результата. Современные агрегаты оснащаются инновационными программами, способными значительно облегчить усилия сварщика.

Главным достоинством импульсного сваривания признается отсутствие лишних брызг. Собственноручный режим позволяет самостоятельно регулировать направление и величину шва.
svarkagid.com
В основе импульсной сварке лежит традиционный электродуговой метод, но ток на полюса подается в импульсном режиме. Что это такое с прикладной точки зрения – шов, образованный ровными каплями расплава. Режим импульсной сварки позволяет контролировать процесс образования ванны, значительно расширяет возможности традиционного дугового способа, применяется для разнородных металлов, образует диффузный стык.

Особенности импульсной сварки
Когда основной рабочий ток используется в фоновом режиме, а на его фоне импульсами увеличивается силовая нагрузка, капли расплава, образующиеся на электроде, падают упорядоченно. Главный закон технологии сварки: один импульс – одна – капля, из-за электродинамических сил сужается шейка капли, она отрывается от электрода. Регулируя величину пауз между каплями, можно контролировать:
- процесс образования ванны;
- размер наплавляемого валика;
- форму соединения.
Использование импульсов позволяет снизить рабочий ток до нижних пределов. Значительно экономится присадочный материал. Снижается риск непроваров. Направленный перенос расплава позволяет варить низкощелевые соединения любой толщины.
Разновидности импульсной сварки
Выбор параметров соединения в зависимости от вида сплавляемых металлов. Выделяют четыре возможных варианта аппаратов:
- Конденсаторные, они применяются для нержавеющих сплавов и алюминия. Различаются по мощностным характеристиками, есть модели свыше 100 кА. Характеризуются сильным, максимально дозированным энергетическим выплеском.
- Для магнитно-импульсной сварки характерно соединение деталей под большим давлением, возникающим из-за наведенного магнитного поля. Шов образуется под воздействием температуры и сжатия. Такой вариант аппаратов позволяет варить однородные и разнородные металлы с хорошей продуктивностью. В основе магнитно-импульсного вида сварки заложен принцип электромеханики вихревых токов. При пересечении их с магнитным полем возникает взаимное притяжение деталей, они с большой силой вдавливаются в зоне расплава, образуя гомогенную структуру. Кромки деталей располагают под углом относительно друг друга. В результате пластической деформации образуются химические связи.
- В инерционных моделях конструктивной особенностью является мощный маховик, приводимый в движение электродвигателем. Кинетическая энергия маховика передается импульсным токам, возникает инерционный резонанс.
- Аккумуляторные характеризуются прочной конструкцией, низким влиянием просадки сети на работу устройства. Короткие замыкания, возникающие при розжиге электрода или присадочной проволоки в полуавтоматах, мгновенно стабилизируются. В качестве электролитного наполнителя для аккумулятора применяют щелочь.
Микроимпульсная сварка
Для работы с дентальными титановыми сплавами в зубном протезировании разработаны аппараты дуговой микросварки, позволяющими соединять тонколистовые элементы не хуже лазеров. Микроимпульсная сварка образует качественное стыковое соединение, не требующее дополнительной обработки поверхности.
Компактное устройство очень удобное, недорогое. Приобретается небольшими зубопротезными лабораториями и крупными ортопедическими центрами. Закрытый корпус, удобный игольчатый наконечник со светодиодной подсветкой – таким аппаратом работают зуботехники, не имеющие опыта сварщика.
Достоинства и недостатки
Способ применяется при монтаже ответственных соединений, удобен при монтаже трубопроводов – работать электродом или присадочной проволокой можно в любом положении. Регулировка шага импульсных точек делает этот способ универсальным. У импульсной сварки есть преимущества и ряд возможностей. Плюсы:
- За счет кратковременного импульса капля ровно ложится в зону соединения металлов. Импульсные аппараты позволяют значительно увеличить скорость провара. Появляется возможность соединять детали, для которой обычная электродуговая сварка неприменима, например, соединения тонких листов алюминия.
- Отличное качество шва – валик образуется равномерный, с ровными кромками, он не нуждается в зачистке, дополнительной обработке, проковке.
- Снижается риск прожогов, непроваров, брак бывает в исключительных случаях при нестабильном напряжении.
- Устраняется разбрызгивание металла в ванне расплава.
- Снижается расход электродов или проволоки при работе полуавтоматом до двух раз.
- Расширяются возможности соединения: импульсной сваркой соединяют разнородные металлы.
- Точный контроль момента расплава присадки, стабильность рабочих режимов.
- Во время запуска устраняется риск короткого замыкания.
Минусы:
- Слишком греется преобразователь – необходимо предусматривать надежную систему охлаждения.
- Нельзя использовать на больших площадях.
- Не разработаны модели для бытового применения, промышленные слишком дорогие.
- У ТIG-режима низкий КПД, необходимо регулировать режим подачи присадки.
Импульсный сварочный аппарат своими руками
Основа самодельного аппарата для импульсной сварки – генерация рабочего тока высокой частоты до 150 А. Преобразователь состоит из нескольких блоков с различным функционалом:
- низкочастотный выпрямитель стандартного напряжения в постоянный ток, оснащенный выходным фильтром на основе конденсаторов;
- инверторный блок с транзисторными переключателями, генерирующий переменный ток с частотой до 75 кГц;
- трансформатор с понижающими обмотками с вторичным выпрямителем, выдающим параметры рабочего тока.
Блок управления стабилизирует процесс преобразования. Схема аппарата включает:
- низкочастотный выпрямитель по типу инвертора создается на базе четырех транзисторов, выполняющих функции коммутаторов;
- высокочастотный преобразователь трансформаторного типа;
- блок управления;
- силовой фильтр, отвечает за стабильное напряжение, устраняет паразитарные пульсации;
- рабочий шунт;
- система подачи проволоки.
Принципиальная схема основного блока импульсного сварочного аппарата
Схема устройства на транзисторах представлена вместе со спецификацией. Для сборки понадобится не более двух часов. Аналогичным образом собирается блок управления.

Схема блока питания
Трансформаторное устройство для импульсной сварки своими руками собирают на основе Ш-образного сердечника (Ш7х7 или Ш8х8). Для обмотки ферритовых стержней используют стандартный провод ПЭВ, его мотают на ширину всего каркаса. Элементы крепятся на плате из текстолита. Первичная обмотка состоит из 100 оборотов 0,3 мм проволоки. Вторичные:
- № 2 – толщина медной жилы 1 мм, делать нужно 15 витков;
- № 3 – ПЭВ 0,2, кол-во – 15;
- № 4 – ПЭВ 0,35, кол-во – 20;
- № 5 – ПЭВ 0,35, кол-во – 20.
Выходная частота такого самодельного трансформатора от 40 до 45 к Гц. Для увеличения частотности добавляют витков, можно добиться 55 кГц. Необходимо предусмотреть изоляцию обмоток промасленной бумагой, чтобы снизить риск возгорания. Допускается создание обмотки из многожильного медного кабеля от 0,4 до 0,6 мм. Необходимо учитывать, что при работе устройство сильно нагревается, поэтому в корпус монтируют вентилятор. Иногда используют радиаторы из компьютеров.
Самодельное устройство рассчитано на подключение к сети 220 В, оно достаточно надежное, поддерживает стабильную дугу даже при небольшой просадке напряжения. Популярность импульсной сварки объясняется высоким качеством швов и универсальностью: аппаратом варят любые металлы любой толщины.
Оценка статьи:
![]() Загрузка…
Загрузка…
Сначала разберем, что же это такое. Если при использовании электродуговой сварки, еще включать непродолжительные электроимпульсные сигналы, то мы и получим импульсную сварку.
В данном случае главное не проводить параллель такого типа с точечной сваркой.
Импульсная точечная сварка и импульсно-дуговая сварка, это абсолютно разного рода способы сваривания металлических частей.
Разберем алгоритм сбора импульсной сварки
Преобразователь
Для начала, необходимо рассмотреть процесс сбора импульсного преобразователя. Его соответственно обозначают, как силовой элемент сварочного агрегата.
На схеме показана модель сбора преобразователя.
В технической литературе и справочниках можно найти информацию по составным частям, которые входят в комплектацию преобразователя.
Механизм управления
На данном рисунке можно увидеть отчетливую и понятную схему управления, а также элементы схемы, на которой видно процесс запуска электро-агрегата.
Адаптер
Описательное представление импульсного адаптера изображено на прилагаемой схеме.
«Мягкий запуск», расположен здесь же.
Аппарат в собранном виде
Достаточно посмотреть на рисунок расположен ниже, чтобы иметь простое представление о внешнем виде такого типа сварки.
К корпусу также присоединяется каркас с обдувом, адаптер управления (она является неотъемлемой частью корпуса), штекер для сварочного тока.
Электропредохранитель и сетевой адаптер также должны находиться на корпусе.
Практика использования
Аппараты, собранные так, как говорится в инструкции, работают продолжительное время. Сварочные стыки получаются достаточно прочными.
Самодельный импульсный сварочник, подойдет только для использования в хозяйстве, а вот для профессиональной работы он непригоден. Затратная часть при сборке такого сварочника не отставит равнодушным ни одного хозяина.
Напряжение, которое необходимо для работы такого устройства должно быть в пределах 220 В. Но иногда могут быть сбои напряжения, особенно если работы выполняются в загородном доме.
Несмотря на это, дуга имеет стабильное и простое воспламенение. Наиболее подходящий тип электродов для самодельного сварочного устройства — это электроды, которые плавятся.
Такой тип сваривания достаточно прочный и имеет вполне устойчивое возгорание дуги.
Чтобы всё-таки собрать самодельный импульсный сварочный аппарат нужно выделить всего лишь немного свободного времени. И результат не останется неоправданным.
Это будет наиболее экономным вариантом, исходя из надобности выполнения сварочных работ. И это никак не влияет на качество выполненной работы.
Приоритеты сварочного аппарата, изготовленного собственными силами
От заводских моделей, импульсный сварочник отличается многими характеристиками. Серьезным достоинством является небольшая энергозатратность.
Затраты на электроэнергию на выполнение незначительного сварочного шва заводским аппаратом — будут большие. И конечно же, не вся электропроводка сможет выдержать такую мощность.
Относительно веса самодельного аппарата можно сказать, что небольшой. И его габариты могут в несколько раз быть меньше чем заводские. Без особых усилий перемещать заводской аппарат очень сложно.
Что бы его не передвигать с места на место — можно использовать специальные электрические удлинители. Но их стоимость очень высокая.
Поэтому, самодельный сварочный аппарат будет подходящим вариантом для использования в домашних условиях. А его вес не будет превышать 10 кг.
Производственный ресурс производственных сварочных устройств имеет ограничение. И часто может не превышать 50-80%.
Поэтому совокупность всех имеющихся технических возможностей не всегда можно раскрыть. Исходя из этого и продолжительность сварочных работ будет незначительная, в пределах 3-х минут без перерыва.
Самодельный сварочный аппарат не приводит к потере электрической энергии, потому что реактивные токи отсутствуют. Не критическая мощность позволяет использовать розетке даже в доме, не переживая, что сеть может не выдержать.
Мощность такого импульсного сварочника точно такая же, как и в бытовых приборах.
Продолжительность работы самодельным импульсным аппаратом может быть больше 15-20 мин. Что превышает время работы механизма, который купили в магазине. И конечно же небольшой вес (8-10 килограмм) не доставит трудностей в домашнем использовании.
Собирая импульсный агрегат собственными силами, можно максимально сократить расходы на укомплектовываемый материал.
Например, вместо сварочных кабелей приспособить обычный кабель с сечением до 12 квадратных миллиметров. А провод от электробытовой техники применить для питания.
Особенности
Остановимся на преимуществах самодельных импульсивных сварочных аппаратов.
Для стабилизации воспламенения сварочной дуги лучше всего прибегать к работе с трансформатором, что обладает значительной степенью индуктивности.
Но при этом может произойти снижение силы тока, так как в основном используется переменный ток, и КПД очень незначительный.
Невзирая на это, если аппараты работают на постоянном токе, особый дроссель способствует регулированию самого тока. Из-за этого и сокращается восстановительный процесс дуги.
Само собой понятно, то что применяется постоянный ток. Но не нужно забывать отслеживать индуктивность дросселя. Если она будет превышать нормативные значения, то электрод может просто прилипнуть к поверхности, что подлежит свариванию.
Если поддерживать индуктивность дросселя на низком уровне, а частоту тока наоборот, то все-таки можно достигнуть возгорания дуги без промедления.
Небольшое заключение
Каждый кто имеет дачный участок или автомобильный гараж нуждается в устройстве для импульсной дуговой сварки. Безупречным будет сделать его собственными силами.
Такой сварочный аппарат, может быть у каждого, кто поставит перед собой такую цел. И даже не придется вызывать мастера, чтобы починить любую металлическую конструкцию.
Надежность самодельного импульсного аппарата невысокая, так как он состоит из самых обычных деталей. А что бы увеличить срок использования можно применить всего лишь лист прочного металла.
Импульсная сварка – это бесконтактный способ сварки, пользующийся огромной популярностью во многих сферах жизни. В основном такой тип дуговой сварки применяется в области строительства, при создании трубопроводов. Данная методика создана по принципу электродуговой сварки, но имеет некоторые отличительные особенности.
Импульсная сварка – что это за методика?
Импульсная сварка, известная иначе как MIG – это вариация дуговой сварки, при которой сплошные сварные швы создаются путем плавления в конкретных точках и дальнейшем их покрытии. Такая методика является альтернативой традиционной электродуговой технологии, которая отличается невысокой производительностью и низким качеством шва. Особенность импульсно-дуговой сварки состоит в том, что помимо основного рабочего тока возникают переменные импульсы с колебаниями до 250 Гц.
Благодаря этому происходит увеличение силовой нагрузки и существенно экономится присадочный материал, а также уменьшается вероятность непроваров. Основной элемент импульсной сварки – дежурная дуга средней мощности, которая не перестает функционировать в перерывах между повторяющимися импульсами и поставляет лишь незначительную порцию тока. Дежурная дуга имеет специальный режим вкл./выкл., обусловленный программой с учетом природы металлов, а также толщины кромок и расположения швов.

Нагреваясь под воздействием высокой температуры, дуга расплавляет заготовку, перенося ее затем в ванну с минимальным рассеиванием частиц. Такая методика позволяет обрабатывать даже тончайшие металлы, не прожигая их насквозь.
Разновидности
С учетом типа сплавляемых материалов выделяют 4 основных разновидности MIG:
- Магнитно-импульсная. Элементы соединяются под высоким давлением, шов формируется под влиянием температур и силы сжатия. В основе находится принцип электромеханики вихревых токов. Используется для варки разных материалов с высокой продуктивностью.
- Конденсаторная. Сварочные аппараты имеют отличные параметры, огромный диапазон силы тока и разные характеристики мощности. Используются для варки деталей из алюминия.
- Инерционная. Особенность такой сварки состоит в наличии мощнейшего маховика, работающего от электрического двигателя. Кинетическая энергетика затем поступает к импульсным токам, провоцируя возникновение инерционного резонанса.
- Аккумуляторная. Сварочные устройства оснащены щелочными аккумуляторами, мгновенно стабилизирующими короткие замыкания, образующиеся в процессе розжига электрода.
Также нередко используется TIG-сварка, при которой применяются аргоновые электроды. Методика ТИГ является отличным вариантом для обработки неферромагнитных металлов. В настоящее время огромной популярностью пользуется лазерная сварка, которая в основном применяется в области электронной технике и радиоэлектронике.
Для работы с дентальными сплавами из титана в сфере протезирования зубов используются аппараты дуговой микросварки, работающие не менее эффективно, чем лазерные приборы. Микроимпульсная сварка обеспечивает надежные стыки.
Сферы применения импульсной сварки
Импульсно-дуговая сварка широко применяется в современных сферах промышленности. Чаще всего технология используется для соединения современных трубопроводов, которые должны иметь максимально прочное и надежное сопряжение. Кроме того, импульсная точечная сварка пользуется большим спросом при:
- возведении мостов и других сооружений, на которые оказывается высокая нагрузка;
- сборке кузовов автомобилей;
- изготовлении вагонов поездов;
- производстве кранов, землеройной техники;
- создании корабельных корпусов, обшивок.
Такая разновидность сварочных работ позволяет соединять даже самые прихотливые и капризные металлы с толщиной заготовок от 1 мм до 5 см. Она отлично справляется даже со сложнейшими стыковыми швами. Такие аппараты могут применяться как на крупных производствах, так и в автосервисах, небольших мастерских.
Преимущества и недостатки методики
Такой метод обработки материала, как MIG, имеет массу преимуществ сравнительно с другими технологиями:
- высокая скорость провара;
- возможность соединения тончайших алюминиевых заготовок;
- отличное качество сварного шва;
- возможность контроля и минимизации кристаллизации металла;
- минимальный риск деформации сварочного шва, выгорания материала;
- экономия проволоки и газа;
- экономия трат на расходные материалы;
- стабильность рабочих положений;
- точный контроль момента расплавления;
- исключение риска замыкания при запуске;
- исключение разбрызгивания окалины, образования дыма;
- низкое вложение тепла.
Технология MIG дх-808 отличается высокой производительностью, универсальностью, надежностью и безопасностью, благодаря чему прекрасно подходит как для сварщиков, как с большим опытом, так и с полным его отсутствием.
Однако имеются и определенные минусы, о которых нужно знать перед началом работы. К недостаткам МИГ-сварки можно отнести следующие моменты:
- перегревание преобразователя;
- возможность работы только на небольших площадях;
- отсутствие моделей для бытового использования;
- сложности в уходе;
- высокая стоимость.
Плюсы импульсной сварки существенно превышают ее недостатки, благодаря чему она и пользуется большим спросом.
Технология выполнения импульсной сварки
Весь процесс импульсной сварки полуавтоматом происходит в несколько этапов:
- Небольшая капля расплавленного металлического расходного материала под мощным импульсом отделяется и помещается поверх заготовки.
- Сила тока снижается до того уровня, которого будет достаточно для поддержания дуги.
- Металл в сварочной ванне моментально остывает.
- Идет циклическое повторение вышеперечисленных действий.

Для надлежащей работы автомата должна быть произведена настройка, включающая в себя выполнение следующих действий:
- Обеспечить хорошее заземление, необходимое для надежного контакта в период импульса, когда появляются высокие токи.
- Убедиться в верности подсоединения всех кабелей.
- Снизить значение индуктивности, используя силовые кабели длиной до 15 м.
- Повысить эффективность варки, избегая наматывания кабелей вокруг предметов, проводимых ток.
Очень важно правильно настраивать форму импульсной волны при MIG, поскольку от этого качественность провара и эстетичность шва.
Необходимое оборудование и материалы
Сварочный аппарат имеет несложную конструкцию, поэтому при наличии необходимого оборудования и материалов можно соорудить устройство для импульсной сварки своими руками. Для этого нужно подготовить следующие детали:
- низкочастотный выпрямитель напряжения;
- высокочастотный преобразователь трансформаторного типа;
- инверторный блок с транзисторами;
- трансформатор с понижающими обмотками;
- блок управления;
- силовой фильтр;
- рабочий шунт;
- система подачи проволоки.

Все составляющие несложно найти, стоят они недорого. После подготовки оборудования остается подсоединить детали согласно схеме. При выборе деталей нужно обратить внимание на их качество. Особенно не стоит экономить на транзисторах, поскольку именно они ломаются чаще всего.
На сегодняшний день разработано и успешно введено в эксплуатацию множество способов сварки: контактная, ручная дуговая, импульсная и даже лазерная сварка, а также ряд узкоспециализированных методик. Импульсная сварка является одним из наиболее эффективных и современных методов. Предполагает использование специального импульсного сварочного агрегата. Такая сварка была разработана в качестве более универсальной и производительной альтернативы дуговой сварки, имеющей множество недостатков.

Электрическая схема бытового сварочного аппарата.
Основные параметры импульсной сварки
Рассматриваемая сварка своими руками позволяет получать высококачественные соединения преимущественно стальных изделий и деталей из цветных металлов. Метод основывается на выполнении кратковременной сварочной операции с применением запаса энергии в аккумуляторе либо приемнике. Данный приемник подключается к электросети и постоянно заряжается до определенного значения, не перегружая линии электропередач. При выполнении сварки приемник импульсом отдает накопленную энергию. Так что аккумулятор представляет собой своего рода сглаживающий фильтр, благодаря которому скорость и качество сварки существенно увеличивается. Импульсная сварка способствует существенному снижению количества разбрызгиваемого металла, стекающего с электродов.

Электрическая схема синхронизации скорости подачи присадочной проволоки при импульсной сварке.
В случае если работа будет вестись с применением неплавящихся электродов, импульсная дуга будет контролировать формирование сварного соединения и обеспечивать максимально эффективное проплавление металла изделий. При работе же с плавящимся электродом за счет дуги будет контролироваться плавление и перенос электродного металла в шов с одновременным регулированием разбрызгивания сварочной капли.
Современные импульсные аппараты для сварки позволяют получать сплошные швы за счет расплавления отдельных точек с дальнейшим покрытием. В перерывах между подачами импульса агрегат обеспечивает поддержку маломощной дуги. Сила тока такой дуги составляет максимум 15% от значения импульсного тока. Это нужно для поддержания дуги в устойчивом состоянии.
Важно, чтобы импульсная и дежурная дуга были выставлены в правильном соотношении. Благодаря этому будет обеспечено исключение кратеров в местах сварки, снижена зона требуемого перекрытия точек соединения и в целом увеличена скорость работы.
Понятие «жесткости режима» сварки

Электрическая схема сварочного трансформатора.
«Жесткость режима» – это одна из важнейших технологических характеристик импульсной сварки. Данный параметр показывает отношение продолжительности пауза к продолжительности импульса.
Под жесткостью режима следует понимать проплавляющую способность дуги в специальных импульсных сварочных аппаратах. Путем изменения основных параметров процесса сварки оператор может менять форму сварочной ванны и ее размеры, контролировать процесс кристаллизации металла, формировать сварочный шов, регулировать пределы деформации и т.д.
Именно из-за возможности изменения жесткости режима в специальном сварочном оборудовании, проплавляющие свойства импульсной сварочной дуги являются самыми эффективными при необходимости соединения изделий из листового металла толщиной от 3 мм и меньше.

Принципиальная схема импульсного сварочного аппарата для точечной сварки.
Импульсная сварка отлично зарекомендовала себя как метод создания швов различных пространственных положений. Благодаря этим и другим характеристикам импульсные методики являются приоритетными при выполнении горизонтальных и вертикальных швов, потолочных швов, совмещении стыков на разного рода трубах и т.д.
В качестве источников питания в импульсной сварке преимущественно применяются преобразователи постоянного тока. Дополнительно в импульсных агрегатах применяются источники серии ТИР и ВСВУ.
Ранее отмечалось, что аккумулятор-приемник способствует обеспечению равномерной нагрузки на фазы и при этом не создает слишком большую нагрузку на сеть. Такой аккумулятор подает в зону сварного соединения короткие и мощные импульсы. В остальном же процесс сварки выполняется практически так же, как и любая другая технология, знакомая всем сварщикам.
Разновидности импульсной сварки

Схема сварного шва, выполненного импульсной лазерной сваркой.
Существует несколько разновидностей импульсной сварки. Каждая из них имеет свои особенности и предназначение. В целом выделяют:
- Конденсаторную импульсную сварку.
- Инерционную импульсную сварку.
- Электромагнитную импульсную сварку.
- Аккумуляторную импульсную сварку.
Аппараты для конденсаторной импульсной сварки характеризуются большим разбросом по диапазону тока. В продаже доступны агрегаты, поддерживающую работу с токами малой мощности. Существуют и максимально мощные агрегаты, способные выдавать ток силой в 100 000 А и даже больше. Главная особенность конденсаторной импульсной сварки состоит в том, что сварочный агрегат позволяет достигать точного дозирования энергии, затрачиваемой на создание сварочного импульса.
Конденсаторная импульсная сварка выполняется в очень жестком режиме. Детали нагреваются путем подачи единоразового мощного энергетического выплеска. Лучше всего данная разновидность импульсной сварки подходит для соединения изделий из алюминия и нержавеющих сталей.

Варианты настройки параметров импульса.
Главной особенностью аккумуляторной сварки является то, что в конструкции используемых сварочных агрегатов присутствуют специфические щелочные аккумуляторы. Они имеют особую высокопрочную конструкцию и нормально переносят частые короткие замыкания. Такие аккумуляторы характеризуются низким внутренним сопротивлением. При коротком замыкании устройства дают ток, в сотни раз превышающий токи стандартной разрядки.
Магнитно-импульсное сварочное оборудование применяется для преобразования электрической энергии в механическую за счет наведения магнитного поля. Части свариваемых изделий скрепляются под воздействием магнитных сил. В такого рода сварочном оборудовании детали соединяются путем соударения в месте контакта. Появляется высокое давление, и благодаря этому создается сварное соединение.
Принцип действия инверторных импульсных агрегатов основывается на использовании массивного маховика. Он посажен на один вал с ротором генератора. Для разгона используется электродвигатель. Маховик накапливает кинетическую энергию вращения, после чего при выполнении непосредственно сварки частота его оборотов существенно снижается. Благодаря этому происходит отдача накопленной энергии в виде импульса сварочного тока.
Основные этапы процесса импульсной сварки

Сравнение различных видов сварки.
В основе рассматриваемой технологии лежит импульсный перенос металла. Использование данной методики позволяет достигать максимально высоких параметров сварки. Метод сочетает в себе лучшие параметры прочих существующих методов переноса и практически полностью лишен недостатков других методов. При использовании импульсной сварки отсутствуют брызги и не образуется несплавлений.
Импульсные аппараты позволяют варить в любых пространственных положениях. Обеспечивается максимально рациональный и эффективный расход проволоки. Метод характеризуется сравнительно низким тепловложением и позволяет варить изделия из множества различных металлов.
Именно за счет уменьшения тепловложения достигается максимально высокое качество соединения тонких материалов без риска коробления и прожогов.
Сварка может выполняться с более медленной подачей проволоки.

Принцип работы сварочного инвертора.
При соединении изделий по импульсной технологии осуществляется бесконтактный перенос металла электрода в сварочную ванну. Таким образом, непосредственный контакт электрода с ванной полностью исключается. Это становится возможным благодаря наличию функции высокоскоростного управления сварочным током.
Чтобы был понятен порядок проведения работы, нужно рассмотреть основные этапы выполняемого процесса. Все начинается с «горячей» фазы, во время которой происходит образование одной капли металла на конце сварочного электрода. После этого происходит повышение силы тока до того значения, которого будет достаточно для сброса данной капли в ванну благодаря эффекту обжатия.
После сброса капли «горячая» фаза сменяется на «холодную». При импульсном процессе сварки происходит снижение тока до базового при отсутствии необходимости в мощности сварочной дуги. Таким образом, импульсный процесс не только очень эффективный, но и сравнительно холодный. При варке на низких токах проволока нагревается, а дуга поддерживается, но количества энергии не хватает для переноса металла. Продолжительность базового тока ограничивают так, чтобы не допустить начала переноса металла электрода большими каплями.
При сбросе капли металла ток поднимается до максимального значения, после чего уменьшается до базового уровня, благодаря чему общее тепловложение снижается. Перенос контролируется путем задания амплитуды и продолжительности пиковой характеристики сварочного тока.
Импульсная сварка в защитной газовой среде является одной из самых эффективных технологий. Она подходит для соединения металлов самых разных типов и толщины. Современные импульсные агрегаты очень удобны в работе. Задача сварщика сводится к установке переключателя в соответствии с обрабатываемым материалом. За счет органов управления источника можно осуществлять тонкую подстройку процесса. Применяемое программное обеспечение способствует максимальной оптимизации эпюры сварочного тока и избавляет сварщика от необходимости полной самостоятельной настройки.
Среди основных преимуществ метода можно выделить:
- Высочайшее качество сварных соединений.
- Эффективный контроль дуги.
- Низкие затраты на обработку.
Таким образом, несмотря на довольно высокую стоимость импульсного оборудования, такая сварка является очень популярной и часто применяется в качестве альтернативы классическим методам сварки металлов в защитной газовой среде. Чаще всего методика применяется для соединения изделий из высококачественных сталей и алюминия.
Работа выполняется с использованием минимального набора инструментов:
- Аппарата для импульсной сварки.
- Проволоки и электродов.
- Защитной экипировки сварщика.
Ограничение мощности при импульсной сварке

Схема импульсного блока питания.
Импульсная сварка без брызг имеет множество преимуществ, но и она не лишена недостатков. Главным из них является наличие ограничения производительности расплавления металла. Следом уменьшается и рабочая скорость. Ввиду того что проволока плавится с перерывами, то есть покапельно, производительность расплавления при работе в традиционном режиме импульсно-дуговой сварки имеет верхнюю границу. После того как максимальный предел для проволоки конкретного диаметра будет преодолен, промежутка между импульсами станет недостаточно для распознавания нерегулируемого либо регулируемого отрыва капли.
Отмечается ослабевание процесса, но в полностью дуговой он не переходит. Сварщики называют это «достижением предела проволокой». В зависимости от особенностей предстоящей задачи пользователю необходимо решить, рационально ли использовать сварку с минимальными брызгами с учетом скорости выполнения работы. Именно по этой причине многие предприятия до сих пор работают с классической сваркой в защитной газовой среде, в особенности при соединении углеродистых сталей.
Таким образом, импульсная сварка является одним из наиболее эффективных и перспективных методов. При желании она осваивается и прекрасно выполняется своими руками, ничего сложного в таком процессе нет.