На сегодняшний день разработано и успешно введено в эксплуатацию множество способов сварки: контактная, ручная дуговая, импульсная и даже лазерная сварка, а также ряд узкоспециализированных методик. Импульсная сварка является одним из наиболее эффективных и современных методов. Предполагает использование специального импульсного сварочного агрегата. Такая сварка была разработана в качестве более универсальной и производительной альтернативы дуговой сварки, имеющей множество недостатков.

Электрическая схема бытового сварочного аппарата.
Основные параметры импульсной сварки
Рассматриваемая сварка своими руками позволяет получать высококачественные соединения преимущественно стальных изделий и деталей из цветных металлов. Метод основывается на выполнении кратковременной сварочной операции с применением запаса энергии в аккумуляторе либо приемнике. Данный приемник подключается к электросети и постоянно заряжается до определенного значения, не перегружая линии электропередач. При выполнении сварки приемник импульсом отдает накопленную энергию. Так что аккумулятор представляет собой своего рода сглаживающий фильтр, благодаря которому скорость и качество сварки существенно увеличивается. Импульсная сварка способствует существенному снижению количества разбрызгиваемого металла, стекающего с электродов.

Электрическая схема синхронизации скорости подачи присадочной проволоки при импульсной сварке.
В случае если работа будет вестись с применением неплавящихся электродов, импульсная дуга будет контролировать формирование сварного соединения и обеспечивать максимально эффективное проплавление металла изделий. При работе же с плавящимся электродом за счет дуги будет контролироваться плавление и перенос электродного металла в шов с одновременным регулированием разбрызгивания сварочной капли.
Современные импульсные аппараты для сварки позволяют получать сплошные швы за счет расплавления отдельных точек с дальнейшим покрытием. В перерывах между подачами импульса агрегат обеспечивает поддержку маломощной дуги. Сила тока такой дуги составляет максимум 15% от значения импульсного тока. Это нужно для поддержания дуги в устойчивом состоянии.
Важно, чтобы импульсная и дежурная дуга были выставлены в правильном соотношении. Благодаря этому будет обеспечено исключение кратеров в местах сварки, снижена зона требуемого перекрытия точек соединения и в целом увеличена скорость работы.
Понятие «жесткости режима» сварки

Электрическая схема сварочного трансформатора.
«Жесткость режима» – это одна из важнейших технологических характеристик импульсной сварки. Данный параметр показывает отношение продолжительности пауза к продолжительности импульса.
Под жесткостью режима следует понимать проплавляющую способность дуги в специальных импульсных сварочных аппаратах. Путем изменения основных параметров процесса сварки оператор может менять форму сварочной ванны и ее размеры, контролировать процесс кристаллизации металла, формировать сварочный шов, регулировать пределы деформации и т.д.
Именно из-за возможности изменения жесткости режима в специальном сварочном оборудовании, проплавляющие свойства импульсной сварочной дуги являются самыми эффективными при необходимости соединения изделий из листового металла толщиной от 3 мм и меньше.

Принципиальная схема импульсного сварочного аппарата для точечной сварки.
Импульсная сварка отлично зарекомендовала себя как метод создания швов различных пространственных положений. Благодаря этим и другим характеристикам импульсные методики являются приоритетными при выполнении горизонтальных и вертикальных швов, потолочных швов, совмещении стыков на разного рода трубах и т.д.
В качестве источников питания в импульсной сварке преимущественно применяются преобразователи постоянного тока. Дополнительно в импульсных агрегатах применяются источники серии ТИР и ВСВУ.
Ранее отмечалось, что аккумулятор-приемник способствует обеспечению равномерной нагрузки на фазы и при этом не создает слишком большую нагрузку на сеть. Такой аккумулятор подает в зону сварного соединения короткие и мощные импульсы. В остальном же процесс сварки выполняется практически так же, как и любая другая технология, знакомая всем сварщикам.
Разновидности импульсной сварки

Схема сварного шва, выполненного импульсной лазерной сваркой.
Существует несколько разновидностей импульсной сварки. Каждая из них имеет свои особенности и предназначение. В целом выделяют:
- Конденсаторную импульсную сварку.
- Инерционную импульсную сварку.
- Электромагнитную импульсную сварку.
- Аккумуляторную импульсную сварку.
Аппараты для конденсаторной импульсной сварки характеризуются большим разбросом по диапазону тока. В продаже доступны агрегаты, поддерживающую работу с токами малой мощности. Существуют и максимально мощные агрегаты, способные выдавать ток силой в 100 000 А и даже больше. Главная особенность конденсаторной импульсной сварки состоит в том, что сварочный агрегат позволяет достигать точного дозирования энергии, затрачиваемой на создание сварочного импульса.
Конденсаторная импульсная сварка выполняется в очень жестком режиме. Детали нагреваются путем подачи единоразового мощного энергетического выплеска. Лучше всего данная разновидность импульсной сварки подходит для соединения изделий из алюминия и нержавеющих сталей.

Варианты настройки параметров импульса.
Главной особенностью аккумуляторной сварки является то, что в конструкции используемых сварочных агрегатов присутствуют специфические щелочные аккумуляторы. Они имеют особую высокопрочную конструкцию и нормально переносят частые короткие замыкания. Такие аккумуляторы характеризуются низким внутренним сопротивлением. При коротком замыкании устройства дают ток, в сотни раз превышающий токи стандартной разрядки.
Магнитно-импульсное сварочное оборудование применяется для преобразования электрической энергии в механическую за счет наведения магнитного поля. Части свариваемых изделий скрепляются под воздействием магнитных сил. В такого рода сварочном оборудовании детали соединяются путем соударения в месте контакта. Появляется высокое давление, и благодаря этому создается сварное соединение.
Принцип действия инверторных импульсных агрегатов основывается на использовании массивного маховика. Он посажен на один вал с ротором генератора. Для разгона используется электродвигатель. Маховик накапливает кинетическую энергию вращения, после чего при выполнении непосредственно сварки частота его оборотов существенно снижается. Благодаря этому происходит отдача накопленной энергии в виде импульса сварочного тока.
Основные этапы процесса импульсной сварки

Сравнение различных видов сварки.
В основе рассматриваемой технологии лежит импульсный перенос металла. Использование данной методики позволяет достигать максимально высоких параметров сварки. Метод сочетает в себе лучшие параметры прочих существующих методов переноса и практически полностью лишен недостатков других методов. При использовании импульсной сварки отсутствуют брызги и не образуется несплавлений.
Импульсные аппараты позволяют варить в любых пространственных положениях. Обеспечивается максимально рациональный и эффективный расход проволоки. Метод характеризуется сравнительно низким тепловложением и позволяет варить изделия из множества различных металлов.
Именно за счет уменьшения тепловложения достигается максимально высокое качество соединения тонких материалов без риска коробления и прожогов.
Сварка может выполняться с более медленной подачей проволоки.

Принцип работы сварочного инвертора.
При соединении изделий по импульсной технологии осуществляется бесконтактный перенос металла электрода в сварочную ванну. Таким образом, непосредственный контакт электрода с ванной полностью исключается. Это становится возможным благодаря наличию функции высокоскоростного управления сварочным током.
Чтобы был понятен порядок проведения работы, нужно рассмотреть основные этапы выполняемого процесса. Все начинается с «горячей» фазы, во время которой происходит образование одной капли металла на конце сварочного электрода. После этого происходит повышение силы тока до того значения, которого будет достаточно для сброса данной капли в ванну благодаря эффекту обжатия.
После сброса капли «горячая» фаза сменяется на «холодную». При импульсном процессе сварки происходит снижение тока до базового при отсутствии необходимости в мощности сварочной дуги. Таким образом, импульсный процесс не только очень эффективный, но и сравнительно холодный. При варке на низких токах проволока нагревается, а дуга поддерживается, но количества энергии не хватает для переноса металла. Продолжительность базового тока ограничивают так, чтобы не допустить начала переноса металла электрода большими каплями.
При сбросе капли металла ток поднимается до максимального значения, после чего уменьшается до базового уровня, благодаря чему общее тепловложение снижается. Перенос контролируется путем задания амплитуды и продолжительности пиковой характеристики сварочного тока.
Импульсная сварка в защитной газовой среде является одной из самых эффективных технологий. Она подходит для соединения металлов самых разных типов и толщины. Современные импульсные агрегаты очень удобны в работе. Задача сварщика сводится к установке переключателя в соответствии с обрабатываемым материалом. За счет органов управления источника можно осуществлять тонкую подстройку процесса. Применяемое программное обеспечение способствует максимальной оптимизации эпюры сварочного тока и избавляет сварщика от необходимости полной самостоятельной настройки.
Среди основных преимуществ метода можно выделить:
- Высочайшее качество сварных соединений.
- Эффективный контроль дуги.
- Низкие затраты на обработку.
Таким образом, несмотря на довольно высокую стоимость импульсного оборудования, такая сварка является очень популярной и часто применяется в качестве альтернативы классическим методам сварки металлов в защитной газовой среде. Чаще всего методика применяется для соединения изделий из высококачественных сталей и алюминия.
Работа выполняется с использованием минимального набора инструментов:
- Аппарата для импульсной сварки.
- Проволоки и электродов.
- Защитной экипировки сварщика.
Ограничение мощности при импульсной сварке

Схема импульсного блока питания.
Импульсная сварка без брызг имеет множество преимуществ, но и она не лишена недостатков. Главным из них является наличие ограничения производительности расплавления металла. Следом уменьшается и рабочая скорость. Ввиду того что проволока плавится с перерывами, то есть покапельно, производительность расплавления при работе в традиционном режиме импульсно-дуговой сварки имеет верхнюю границу. После того как максимальный предел для проволоки конкретного диаметра будет преодолен, промежутка между импульсами станет недостаточно для распознавания нерегулируемого либо регулируемого отрыва капли.
Отмечается ослабевание процесса, но в полностью дуговой он не переходит. Сварщики называют это «достижением предела проволокой». В зависимости от особенностей предстоящей задачи пользователю необходимо решить, рационально ли использовать сварку с минимальными брызгами с учетом скорости выполнения работы. Именно по этой причине многие предприятия до сих пор работают с классической сваркой в защитной газовой среде, в особенности при соединении углеродистых сталей.
Таким образом, импульсная сварка является одним из наиболее эффективных и перспективных методов. При желании она осваивается и прекрасно выполняется своими руками, ничего сложного в таком процессе нет.
В основе импульсной сварке лежит традиционный электродуговой метод, но ток на полюса подается в импульсном режиме. Что это такое с прикладной точки зрения – шов, образованный ровными каплями расплава. Режим импульсной сварки позволяет контролировать процесс образования ванны, значительно расширяет возможности традиционного дугового способа, применяется для разнородных металлов, образует диффузный стык.

Особенности импульсной сварки
Когда основной рабочий ток используется в фоновом режиме, а на его фоне импульсами увеличивается силовая нагрузка, капли расплава, образующиеся на электроде, падают упорядоченно. Главный закон технологии сварки: один импульс – одна – капля, из-за электродинамических сил сужается шейка капли, она отрывается от электрода. Регулируя величину пауз между каплями, можно контролировать:
- процесс образования ванны;
- размер наплавляемого валика;
- форму соединения.
Использование импульсов позволяет снизить рабочий ток до нижних пределов. Значительно экономится присадочный материал. Снижается риск непроваров. Направленный перенос расплава позволяет варить низкощелевые соединения любой толщины.
Разновидности импульсной сварки
Выбор параметров соединения в зависимости от вида сплавляемых металлов. Выделяют четыре возможных варианта аппаратов:
- Конденсаторные, они применяются для нержавеющих сплавов и алюминия. Различаются по мощностным характеристиками, есть модели свыше 100 кА. Характеризуются сильным, максимально дозированным энергетическим выплеском.
- Для магнитно-импульсной сварки характерно соединение деталей под большим давлением, возникающим из-за наведенного магнитного поля. Шов образуется под воздействием температуры и сжатия. Такой вариант аппаратов позволяет варить однородные и разнородные металлы с хорошей продуктивностью. В основе магнитно-импульсного вида сварки заложен принцип электромеханики вихревых токов. При пересечении их с магнитным полем возникает взаимное притяжение деталей, они с большой силой вдавливаются в зоне расплава, образуя гомогенную структуру. Кромки деталей располагают под углом относительно друг друга. В результате пластической деформации образуются химические связи.
- В инерционных моделях конструктивной особенностью является мощный маховик, приводимый в движение электродвигателем. Кинетическая энергия маховика передается импульсным токам, возникает инерционный резонанс.
- Аккумуляторные характеризуются прочной конструкцией, низким влиянием просадки сети на работу устройства. Короткие замыкания, возникающие при розжиге электрода или присадочной проволоки в полуавтоматах, мгновенно стабилизируются. В качестве электролитного наполнителя для аккумулятора применяют щелочь.
Микроимпульсная сварка
Для работы с дентальными титановыми сплавами в зубном протезировании разработаны аппараты дуговой микросварки, позволяющими соединять тонколистовые элементы не хуже лазеров. Микроимпульсная сварка образует качественное стыковое соединение, не требующее дополнительной обработки поверхности.
Компактное устройство очень удобное, недорогое. Приобретается небольшими зубопротезными лабораториями и крупными ортопедическими центрами. Закрытый корпус, удобный игольчатый наконечник со светодиодной подсветкой – таким аппаратом работают зуботехники, не имеющие опыта сварщика.
Достоинства и недостатки
Способ применяется при монтаже ответственных соединений, удобен при монтаже трубопроводов – работать электродом или присадочной проволокой можно в любом положении. Регулировка шага импульсных точек делает этот способ универсальным. У импульсной сварки есть преимущества и ряд возможностей. Плюсы:
- За счет кратковременного импульса капля ровно ложится в зону соединения металлов. Импульсные аппараты позволяют значительно увеличить скорость провара. Появляется возможность соединять детали, для которой обычная электродуговая сварка неприменима, например, соединения тонких листов алюминия.
- Отличное качество шва – валик образуется равномерный, с ровными кромками, он не нуждается в зачистке, дополнительной обработке, проковке.
- Снижается риск прожогов, непроваров, брак бывает в исключительных случаях при нестабильном напряжении.
- Устраняется разбрызгивание металла в ванне расплава.
- Снижается расход электродов или проволоки при работе полуавтоматом до двух раз.
- Расширяются возможности соединения: импульсной сваркой соединяют разнородные металлы.
- Точный контроль момента расплава присадки, стабильность рабочих режимов.
- Во время запуска устраняется риск короткого замыкания.
Минусы:
- Слишком греется преобразователь – необходимо предусматривать надежную систему охлаждения.
- Нельзя использовать на больших площадях.
- Не разработаны модели для бытового применения, промышленные слишком дорогие.
- У ТIG-режима низкий КПД, необходимо регулировать режим подачи присадки.
Импульсный сварочный аппарат своими руками
Основа самодельного аппарата для импульсной сварки – генерация рабочего тока высокой частоты до 150 А. Преобразователь состоит из нескольких блоков с различным функционалом:
- низкочастотный выпрямитель стандартного напряжения в постоянный ток, оснащенный выходным фильтром на основе конденсаторов;
- инверторный блок с транзисторными переключателями, генерирующий переменный ток с частотой до 75 кГц;
- трансформатор с понижающими обмотками с вторичным выпрямителем, выдающим параметры рабочего тока.
Блок управления стабилизирует процесс преобразования. Схема аппарата включает:
- низкочастотный выпрямитель по типу инвертора создается на базе четырех транзисторов, выполняющих функции коммутаторов;
- высокочастотный преобразователь трансформаторного типа;
- блок управления;
- силовой фильтр, отвечает за стабильное напряжение, устраняет паразитарные пульсации;
- рабочий шунт;
- система подачи проволоки.
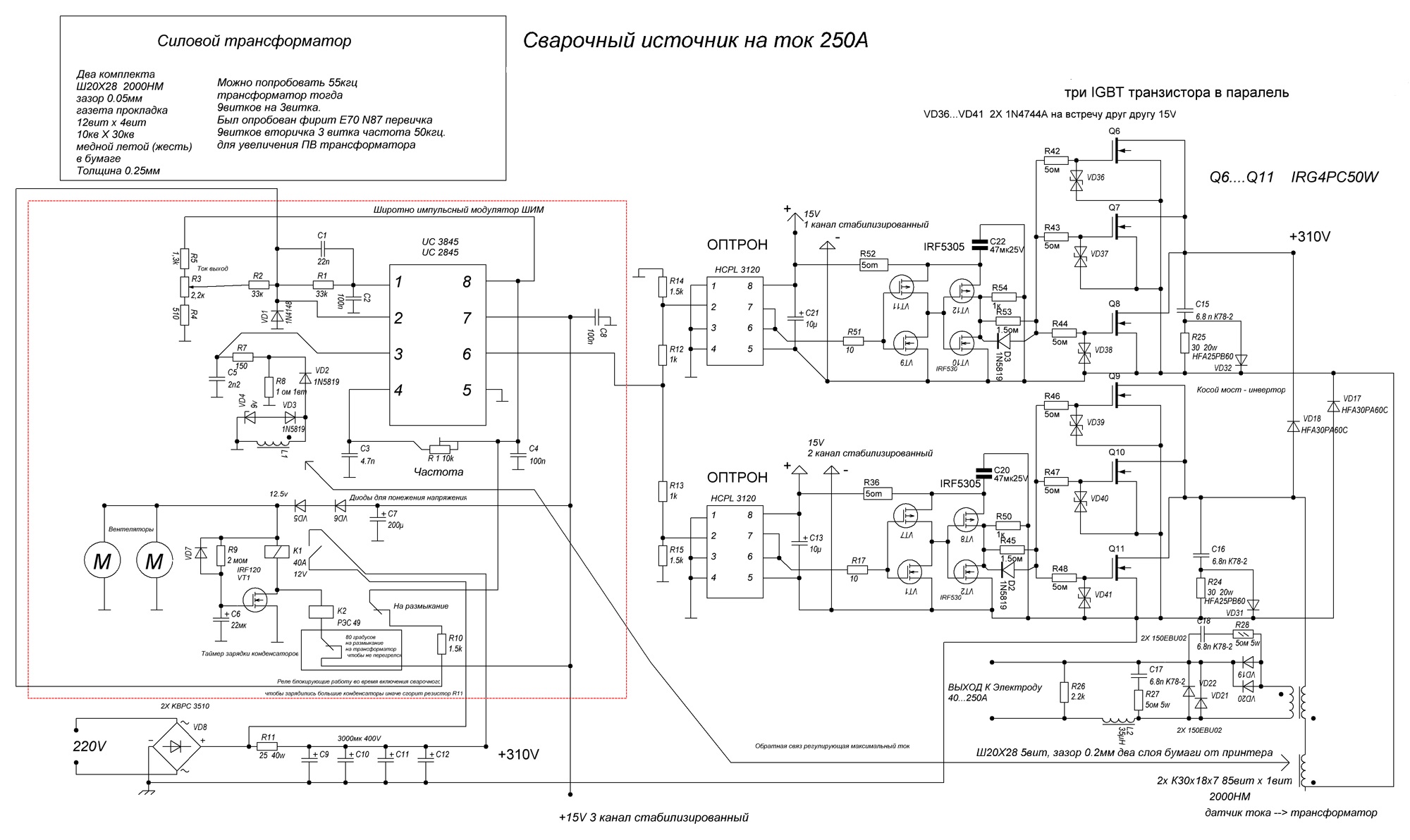
Принципиальная схема основного блока импульсного сварочного аппарата
Схема устройства на транзисторах представлена вместе со спецификацией. Для сборки понадобится не более двух часов. Аналогичным образом собирается блок управления.

Схема блока питания
Трансформаторное устройство для импульсной сварки своими руками собирают на основе Ш-образного сердечника (Ш7х7 или Ш8х8). Для обмотки ферритовых стержней используют стандартный провод ПЭВ, его мотают на ширину всего каркаса. Элементы крепятся на плате из текстолита. Первичная обмотка состоит из 100 оборотов 0,3 мм проволоки. Вторичные:
- № 2 – толщина медной жилы 1 мм, делать нужно 15 витков;
- № 3 – ПЭВ 0,2, кол-во – 15;
- № 4 – ПЭВ 0,35, кол-во – 20;
- № 5 – ПЭВ 0,35, кол-во – 20.
Выходная частота такого самодельного трансформатора от 40 до 45 к Гц. Для увеличения частотности добавляют витков, можно добиться 55 кГц. Необходимо предусмотреть изоляцию обмоток промасленной бумагой, чтобы снизить риск возгорания. Допускается создание обмотки из многожильного медного кабеля от 0,4 до 0,6 мм. Необходимо учитывать, что при работе устройство сильно нагревается, поэтому в корпус монтируют вентилятор. Иногда используют радиаторы из компьютеров.
Самодельное устройство рассчитано на подключение к сети 220 В, оно достаточно надежное, поддерживает стабильную дугу даже при небольшой просадке напряжения. Популярность импульсной сварки объясняется высоким качеством швов и универсальностью: аппаратом варят любые металлы любой толщины.
Оценка статьи:
![]() Загрузка…
Загрузка…
Импульсная сварка — что это такое? По сути своей, это обычная электродуговая сварка, в процессе которой подаются дополнительные кратковременные импульсы. Просим не путать данный тип сварки с точечным. Импульсная точечная сварка и импульсно-дуговая сварка — два кардинально разных метода соединения металлов.

Но что, если вы хотите испробовать в своей практике данный метод соединения металлов, но не хотите тратить много денег на покупку качественного сварочного аппарата? Решение есть! Можно сделать самодельную импульсную сварку. Импульсная сварка своими силами собирается за полтора-два часа, а все комплектующие стоят недорого. В этой статье мы подробно расскажем, как своими руками сделать импульсную сварку и каков наш опыт использования самодельного сварочного аппарата.
Сборка импульсной сварки
Преобразователь
Начнем со сборки преобразователя. Который также называют силовой частью сварочного аппарата. Ниже вы можете видеть подробную схему сборки.

Также мы привели несколько таблиц со спецификациями используемых комплектующих.




Схема управления
Ниже приведена понятная и рабочая схема управления, а также видна небольшая часть схемы запуска аппарата.

Как и при сборке преобразователя мы привели несколько таблиц со спецификациями используемых комплектующих.


Плата
Ниже вы можете видеть схематичное изображение печатной платы.

А вот схема расположения всех элементов на плате.

Обращаем ваше внимание, «мягкий запуск» размещается на плате управления.
Прибор в сборе
Ниже вы можете видеть прибор в сборе. Это его простейший вид. Не хватает корпуса с вентиляторами, платы управления (ее нужно прикрепить к самому корпусу), разъема для сварочного тока, а также сетевого фильтра и предохранительного автомата (тоже крепится к корпусу).

Опыт применения
Наш опыт показал, что устройство, собранное по данным схемам, работает практически безотказно. Мы остались довольны функционалом и качеством получаемых швов. Конечно, с помощью такого агрегата вы не сможете выполнить профессиональные сварочные работы, но оно и не нужно. Такой самодельный сварочник подойдет для импульсной сварки забора или теплицы. Словом, он не подведет ни одного домашнего умельца, при этом его сборка обойдется очень дешево.
Собранный по данным схемам сварочник предназначен для работы в сети 220В. Но на нашей памяти случались ситуации, когда напряжение было нестабильным, особенно на даче. Тем не менее, дуга горела стабильно, зажигалась довольно просто. Да, это не профессиональная микроимпульсная сварка, но все же. Кстати, рекомендуем использовать в работе с таким самодельным аппаратом только плавящиеся электроды. Сварка плавящимся электродом куда эффективнее и неплохо стабилизирует горение дуги.
Естественно, для сборки нам понадобилось потратить свое личное время и силы. Но конечная стоимость самодельного аппарата для импульсной сварки оказалась в несколько раз ниже, тем у бюджетных моделей из магазина. При этом самодельное устройство отлично справляется со своими функциями.
Преимущества самодельного аппарата
Помимо цены у самодельного аппарата для импульсной сварки есть множество других преимуществ перед моделями, продающимися в магазине. Первое преимущество — малое потребление тока. Если вы включите обычный аппарат из магазина в бытовую розетку у себя на даче и сварите калитку, например, то вскоре получите счета за электроэнергию и неприятно удивитесь. К тому же, подключать такой аппарат к бытовой розетке просто опасно, автоматы могут не выдержать такой мощности.
Не забывайте и о габаритах покупных аппаратов. Их просто невозможно спокойно перенести в руках с места на место. На заводах сварщики просто используют очень длинные провода, чтобы не перемещать такой аппарат по цеху. При этом цена на такие провода очень высока, и мы не думаем, что вы захотите тратить лишние 100$ на кабели. А вот самодельный аппарат весит немного и его можно легко перемещать.
Также у покупных аппаратов есть свои производственные возможности, и они редко превышают 80%. А зачастую находятся на отметке в 50%. Это значит, что такой аппарат просто не может раскрыть весь свой потенциал. Происходит это из-за того, что большой и технически сложный сварочник сильно нагревается и ему требуется много времени на остывание. По этой причине вы также не сможете варить дольше 2-3 минут подряд.
У самодельного сварочника, собранного по нашим схемам, нет таких недостатков. В нем нет реактивных токов, так что практически вся электроэнергия используется. Вы без проблем можете подключить такой сварочник к домашней розетке и не беспокоиться о счетах за электричество и возможном времени работы. Ведь мощность нашего самодельного прибора лишь немного больше, чем мощность обычного утюга.
С помощью самодельного аппарат для импульсной сварки можно варить более 20 минут, что точно больше, чем положенные 2-3 минуты у аппарата их магазина. А вес такого самодельного прибора не превышает 10 килограмм. Это то, что нужно для домашнего мастера.
Какие еще есть достоинства? Ну вы можете на этапе сборки еще больше удешевить конструкцию. Например, в качестве сварочных кабелей использовать провода с меньшим сечением, достаточно 12 квадратных миллиметров. А для питания аппарата можно использовать провода от бытовых удлинителей.
Особенности
Сварка своими руками с применением самодельного сварочника имеет ряд особенностей. О них мы и поговорим ниже.
В ходе работ дуга может гореть нестабильно. Чтобы это исправить нужно использовать трансформатор с большой степенью индуктивности. Но учтите, что в таком случае значение тока может уменьшится. Это, конечно, минус. Ведь зачастую такие сварочные аппараты работают с переменным током и по умолчанию имеют маленький диапазон регулировки тока, а вместе с тем и низкий коэффициент полезного действия.
А вот у аппаратов, работающих на постоянном токе, сам ток стабилизируется благодаря отдельному дросселю. В некоторых моделях может быть сразу два дросселя. Поэтому время восстановления дуги существенно сокращается, а значение сварочного тока увеличивается.
Вывод очевиден: нужно, чтобы сварочник работал на постоянном токе. Но учтите, что необходимо следить за индуктивностью дросселя. Если она будет слишком большой, то вы не сможете нормально зажечь дугу и электрод просто начнет прилипать к металлу. Можно ли добиться быстрого поджига дуги и стабильного сварочного тока? Конечно. Но для этого нужно сделать так, чтобы индуктивность дросселя была низкой, при этом частота тока была высокой.
Вместо заключения
Самодельный аппарат для импульсной дуговой сварки — это отличная вещь для всех дачных умельцев. При минимальных финансовых затратах вы получите удобный рабочий инструмент, который позволит вам выполнять большое количество самых разнообразных сварочных работ. Вам не придется просить соседа или искать какого-то сварщика на стороне, чтобы сварить теплицу или ворота. При этом самодельный прибор вполне надежен, поскольку в нем используются простые комплектующие. Можете добавить к ним прочный металлический корпус, и тогда вам аппарат будет служить долгие годы.