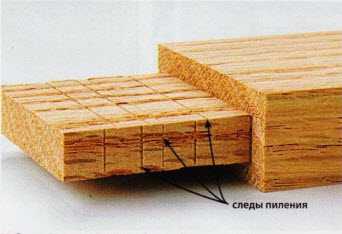
Шиповое соединение — 4 способа изготовления своими руками
Вы с успехом справитесь с изготовлением и подгонкой этого проверенного временем соединения, вне зависимости от того, какими инструментами располагаете. Просто выберите один из этих испытанных методов с использованием самого разного инструментария: от недорогих инструментов, которые наверняка имеются у вас под рукой, до специализированных станков.
Начните с основ: главные правила для соединений «шип-гнездом
Независимо от того, как именно вы формируете шипы и гнезда, эти советы помогут получать идеально подогнанные, прочные соединения для любых изделий.
- Правильные соединения всегда начинаются с аккуратной разметки. Используйте проверенные стальную линейку и угольник, а линии разметки наносите остро заточенным карандашом, рейсмусом или разметочным ножом.
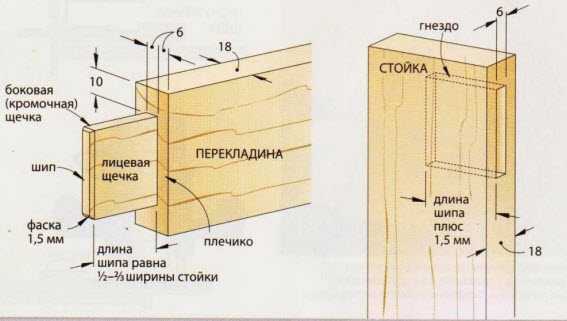
- Простое правило, которое легко запомнить: при разметке гнезда на торце или кромке толщину заготовки нужно делить на три равные части. Две внешние трети станут стенками гнезда, а средняя треть должна быть удалена. Так, в доске толщиной 18 мм
(рисунок внизу) делается гнездо шириной 6 мм по центру кромки заготовки. При использовании материала толщиной более 18 мм ширина гнезда может быть больше одной трети толщины заготовки при условии, что толщина стенок гнезда будет не менее 6 мм — это вызвано соображениями прочности.
-

Подогнать шип перекладины к гнезду с закругленными краями проще, чем сделать прямоугольным гнездо. Чтобы скруглить углы, используйте рашпиль или нож со сменными лезвиями.
Вначале сделайте гнезда, а затем сформируйте подходящие к ним шипы. Намного проще точно подогнать шип, чем изменять размеры готового гнезда.
- Наивысшая прочность склейки достигается, когда сопрягаемые поверхности гладкие.
- Правильно подогнанный шип должен удерживаться в гнезде без клея и не выпадать при переворачивании деталей, но при этом для сборки и разборки соединения должно хватать лишь небольшого усилия руки.
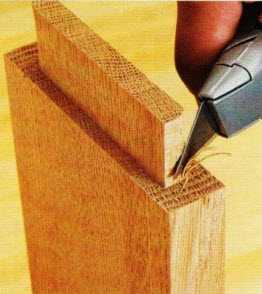
- Высверленные или фрезерованные гнезда будут иметь закругленные концы. Чтобы подогнать их к шипу прямоугольного сечения, можно подрезать уголки гнезда стамеской. Для экономии времени и усилий, можно просто закруглить углы шипов (фото справа).
Вначале сделайте гнезда
Способ № 1. Простой сверлильный кондуктор для соединений на шкантах
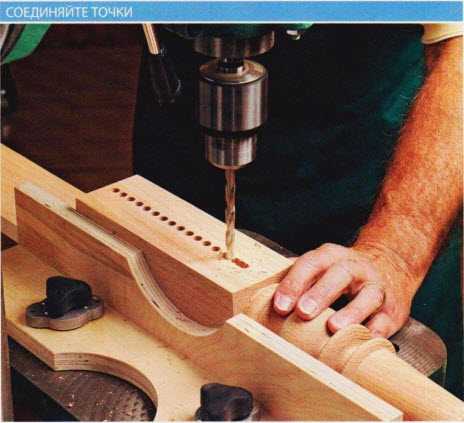
Первые два способа выборки гнезд предусматривают сверление ряда перекрывающихся отверстий и удаление лишнего материала между ними. Отверстия должны быть перпендикулярными кромке доски, и с этой задачей отлично справляются приспособления-кондукторы для сверления отверстий под шканты. Они особенно удобны при работе с материалом толщиной около 18 мм, для которого подходят втулки распространенного диаметра 6 мм, как раз соответствующего ширине гнезда. (Большинство подобных приспособлений снабжено втулками для сверления отверстий диаметром 6, 8 и 10 мм, а некоторые имеют втулку для отверстий диаметром 12 мм.) Если сверлильный кондуктор не был укомплектован сверлом, приобретите спиральное сверло по дереву с центральным острием — такое режет чище и не дает сколов на поверхности.
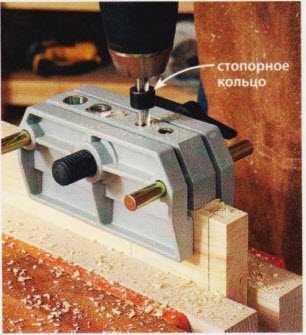
Для ограничения глубины отверстия закрепите на сверле стопорное кольцо или сделайте «флажок» из малярного скотча.
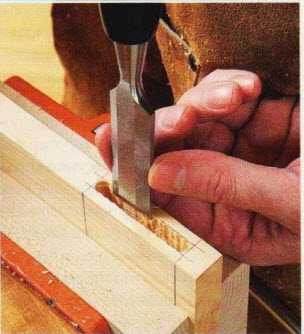
Удерживая стамеску перпендикулярно кромке доски, аккуратно срежьте неровности на стенках гнезда. Если стамеска острая, киянка не понадобится.
Чтобы сделать гнездо, прикрепите приспособление к заготовке, установив его у края размеченного гнезда так, чтобы край отверстия едва касался линий разметки, обозначающих край и стенки гнезда. Просверлите отверстие, предварительно установив необходимую глубину сверления. Проделайте то же самое у другого края гнезда, как показано вверху слева. Теперь переставьте кондуктор и просверлите между двумя крайними отверстиями еще несколько отверстий. После этого высверлите материал между ними, центрируя сверло на перемычках между ними.
Удалив большую часть лишнего материала, зачистите и выровняйте боковые стенки гнезда стамеской. Используйте стамеску наибольшей ширины, которую позволят размеры гнезда. Если вы предпочитаете прямоугольные гнезда, подрежьте уголки стамеской, ширина которой равна ширине гнезда.
Способ № 2. Тот же принцип, но используется сверлильный станок
Оставленные между отверстиями перемычки нужны для вхождения сверла при удалении остатков лишнего материала.
Если у вас есть сверлильный станок, то для большей производительности и точности используйте его вместо электродрели и сверлильного кондуктора. Вам понадобится упор (хотя бы в виде ровной доски, струбцинами прикрепленной к столику станка), чтобы позиционировать гнездо и обеспечить его параллельность краям заготовки. Пользуясь угольником, проверьте перпендикулярность столика сверлу. Установите в патрон станка остроконечное спиральное сверло или сверло Форстера, имеющееся у таких сверл центральное острие препятствует уходу сверла с намеченной точки. Отрегулируйте ограничитель глубины сверления в соответствии с глубиной гнезда.
Так же как и при использовании кондуктора, вначале просверлите отверстия у концов будущего гнезда. Затем просверлите между ними ряд отверстий, оставляя перемычки шириной около 3 мм. Закончив сверление, подровняйте стенки и уголки гнезда стамеской.
Способ № 3. Использование погружного фрезера
Эта техника предполагает фрезерование гнезда с увеличением глубины на б мм за каждый проход. Кроме погружного фрезера потребуются острая фреза (мы рекомендуем спиральную фрезу с восходящей спиралью), а также боковой упор или специальное приспособление, удерживающее фрезу в пределах линий разметки. Можно контролировать начальную и конечную точки фрезеруемого гнезда на глаз или прикрепить к заготовке бруски- упоры, ограничивающие продольный ход фрезера.
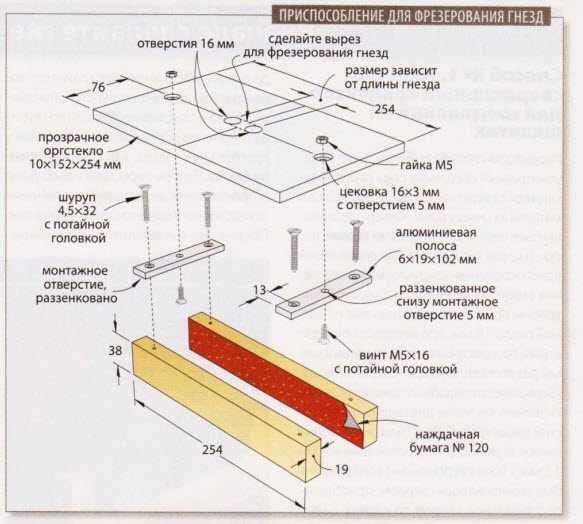
Самодельное или фабричное приспособление для фрезерования гнезд, подобное показанному на рисунке вверху, станет универсальным дополнением к любой мастерской. Верхняя пластина из прозрачного оргстекла позволяет легко совмещать центровочные линии приспособления с разметкой на заготовке. Длина и ширина щелевого отверстия приспособления должны быть несколько больше размеров гнезда с учетом разницы диаметров фрезы и копировальной втулки, перемещающейся в щелевом отверстии. Дополнительные затраты на покупку готового приспособления компенсируются его быстрой установкой и гибкой на стройкой размеров гнезда. Примерами таких приспособлений могут служить модели Mortise Pal и Leigh Super FMT. Приспособление Mortise Pal имеет встроенный зажим и поставляется с шестью шаблонами для фрезерования гнезд разной ширины и длины (дополнительные шаблоны можно приобрести отдельно). Настольное приспособление Leigh Super FMT (www.leighjigs.com) позволяет фрезеровать за одну установку и гнездо, и шип. В комплект входят направляющие и фрезы для шипов и гнезд пяти различных размеров. Дополнительные направляющие приобретаются отдельно.
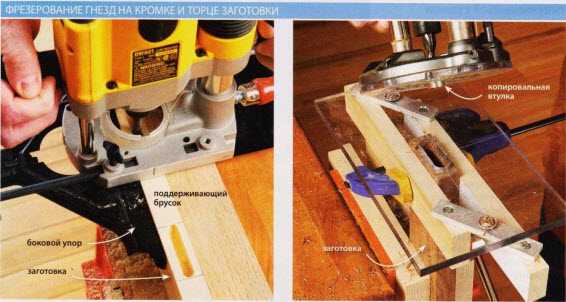
КРОМКА ЗАГОТОВКИ. При обработке узких заготовок, таких как эта стойка, прижмите струбциной вспомогательный обрезок бруска для устойчивости фрезера. ТОРЕЦ ЗАГОТОВКИ. Несложное приспособление создает широкую и устойчивую опорную поверхность для фрезера при выборке гнезд в торцах заготовок.
Способ № 4. Сверление квадратных отверстий — это просто
Конечно, с технической точки зрения на долбежном станке выполняется не сверление, а долбление квадратных отверстий. Прямоугольное гнездо выдалбливается вокруг круглого отверстия одновременно со сверлением последнего, для чего используется специальное шнековое сверло, расположенное внутри полого резца-долота (нежнее фото слева). Этот способ выборки гнезд является быстрым, но также и наиболее затратным. Настольные долбежные станки, перекрывающие практически все ваши потребности по выборке гнезд, стоят примерно S225-500, стоимость напольных моделей начинается от $900. (Имейте в виду, что некоторые специализированные станки не укомплектованы резцами и сверлами, стоимость которых составляет $ 1 0-30 за штуку, а цена набора из четырех штук — от $40.)
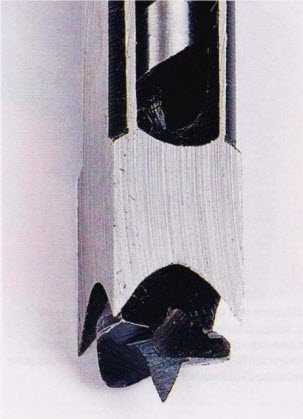
Сверло имеет глубокие канавки, быстро отводящие стружку, а внешний квадратный резец-долото формирует чистые стенки гнезда.
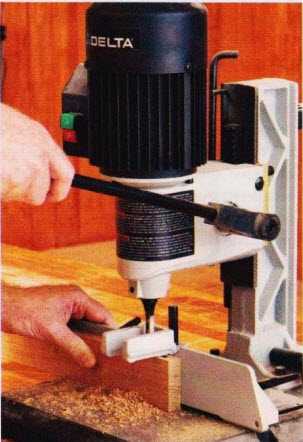
Длинный рычаг долбежного станка создает усилие, необходимое для погружения резца в заготовку.
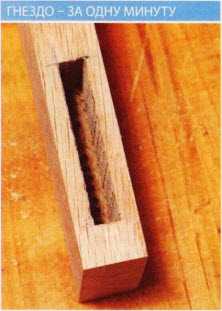
Настроив долбежный станок, вы сумеете выбрать такое гнездо меньше чем за минуту.
Вот как работает долбежный станок. Вначале установите в станок резец-долото со сверлом. Отрегулируйте ограничитель глубины в соответствии с глубиной гнезда. Выровняйте упор параллельно резцу так, чтобы последний находился точно между линиями разметки. Сформируйте сначала концы гнезда, а затем удалите материал между ними, проделывая перекрывающиеся отверстия. Если вам нравится этот способ, но вы не готовы к покупке специализированного станка, подумайте о приобретении долбежного приспособления-насадки для вашего сверлильного станка. Подобные приспособления относительно недороги ($65-125). Насадка устанавливается на пиноль станка
(фото внизу) и работает точно так же, как и долбежный станок. Недостаток ее заключается в том, что вы не сможете использовать станок для обычного сверления, пока не снимете приспособление.
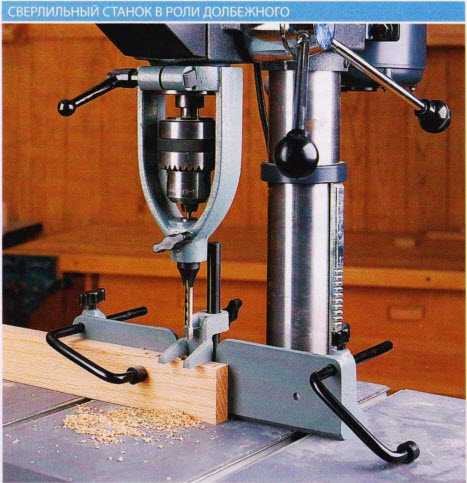
Всего за 20 минут можно превратить сверлильный станок в долбежный, установив на пиноль приспособление-насадку.
Теперь сделайте шипы и подгоните их к гнездам
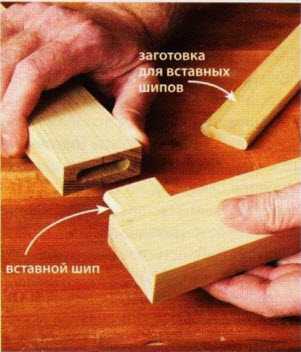
Вставные шипы удобно использовать с фрезерованными гнездами. Отпилите шипы от длинной заготовки, обработанной до требуемого сечения.
В зависимости от выбранного способа выборки гнезд и имеющихся в наличии инструментов можно сделать шипы на концах деталей, либо вставные (отдельные) шипы, которые соединяют две детали с гнездами.
Использование вставных шипов предполагает выборку в обеих соединяемых деталях гнезд, в которые вставляется выпиленный шип, подходящий к обоим гнездам (фото справа). Вы можете не покупать заготовки для вставных шипов, а делать их сами из обрезков твердой древесины (для безопасности обрабатывайте обрезки длиной не менее 305 мм). Просто острогайте заготовку до толщины, обеспечивающей плотную посадку шипа в гнезде. Если концы гнезда полукруглые, отфрезеруйте на заготовках для шипов соответствующие скругления. После этого отпилите от заготовки шипы необходимой длины.
Способ № 1. Пазовый диск поможет быстро справиться с шипами
Наборный пазовый диск позволяет выпиливать шипы с высокой точностью и минимальными затратами времени. Точная настройка толщины диска не требуется, так как лишний материал удаляется за несколько проходов. Чтобы выпилить шипы этим способом, используйте два внешних диска, между которыми установите три промежуточных диска-чиппера толщиной 3,2 мм. Для предотвращения сколов на выходе диска из заготовки прикрепите к поперечному (угловому) упору пильного станка накладку из фанеры или МДФ.
Установив пазовый диск в станок, настройте его вылет так, чтобы он едва касался линии разметки шипа на заготовке. Используя обрезок материала той же толщины, что и у заготовки, сделайте с обеих сторон по одному проходу и проверьте посадку полученного шипа. Отрегулируйте вылет диска и снова выполните пробные проходы. Результатом должна стать плотная посадка шипа в гнезде.
ПАЗОВЫЙ ДИСК ОДНОВРЕМЕННО ФОРМИРУЕТ ПЛЕЧИКИ И ЩЕЧКИ ШИПА
Наборный пазовый диск работает быстро и прост в использовании, но часто оставляет характерные следы в виде царапин, требующие дополнительной зачистки.
Сначала выпилите пазовым диском лицевые щечки шипа, а затем боковые. Высокая накладка поперечного упора обеспечит поддержку заготовки при выпиливании боковых щечек.
Теперь установите продольный (параллельный) упор станка так, чтобы он ограничивал длину шипа. Измерьте расстояние между упором и зубьями внешнего диска, дальнего от упора, — это расстояние определяет линию заплечиков шипа. При условии, что продольный упор расположен параллельно пильному диску и пазам для поперечного упора, выполнение прохода не приведет к защемлению диска или отбросу заготовки назад. Выпилите с этими настройками станка обе лицевые щечки шипа на всех заготовках. После этого, не меняя положения продольного упора, сформируйте боковые щечки шипов, отрегулировав соответственно вылет диска, чтобы получить нужную ширину шипа. Закончив выпиливание шипов, удалите с их щечек шероховатости при помощи зензубеля или шлифовальной колодки.
Способ № 2. С шипорезной кареткой шипы будут более гладкими
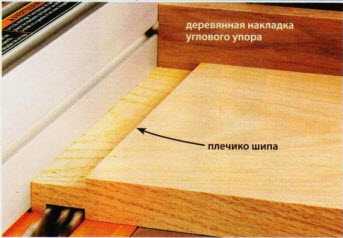
Шипорезная каретка, подобная показанной на правом фото внизу, стоит примерно столько же, что и хороший пазовый диск ($ 100-150), но она обеспечивает более чистую поверхность щечек шипа. Установите вылет пильного диска в соответствии с шириной плечиков. Затем, продвигая заготовку с помощью поперечного упора, сформируйте все четыре плечика шипа, как показано на левом фото внизу. Если необходимо, при выпиливании кромочных (боковых) плечиков отрегулируйте вылет диска. Предварительное формирование плечиков гарантирует, что они будут чистыми и четкими.
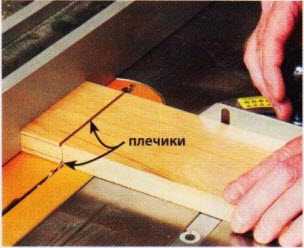
Сначала сделайте пропилы, формирующие плечики шипа. Подавайте заготовку при помощи углового (поперечного) упора, используя продольный упор как ограничитель длины шипа.
Настройте шипорезную каретку так, чтобы после выпиливания щечки шипа обрезок свободно падал в сторону, а не был зажат между диском и кареткой.
Чтобы выпилить щечки, просто закрепите стоящую на торце заготовку в каретке, отрегулируйте каретку, совместив линию разметки с краем пильного диска, настройте вылет диска и сделайте пропил. Переверните заготовку и опилите противоположную щечку шипа. Выпиленный таким способом шип будет расположен точно по центру (если шип должен быть смещен к одной из сторон заготовки, его следует выпиливать при двух разных установках). Шипорезные каретки позволяют формировать шипы не только под прямым углом, их задний упор можно наклонить. Желая сэкономить, изготовьте шипорезную каретку самостоятельно.
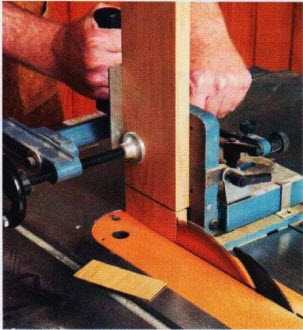
Способ № 3. Шипы на ленточной пиле — грубо и быстро
Настроить ленточную пилу для выпиливания шипов так же просто, как и для обычного продольного пиления. Предварительно сформируйте плечики шипа на круглопильном станке, как описано в «Способе № 2». После этого установите продольный упор ленточной пилы так, чтобы толщина выпиливаемого шипа была примерно на 0,8 мм больше требуемой, и сделайте пропил (фото внизу).

Формируя щечки шипа, подавайте доску медленно, чтобы пильное полотно не изгибалось и в результате не получились искривленные шипы. Будьте осторожны и прекратите подачу заготовки после того, как обрезок отпадет в сторону, чтобы случайно не пропилить плечики шипа. Выпиленные на ленточной пиле щечки будут слегка шероховатыми. Для лучшей адгезии клея сделайте их гладкими при помощи шлифовальной колодки или зензубеля.
Способ № 4. Зачем пилить, если есть фрезерный стол?
Вы можете фрезеровать гладкие и аккуратные шипы на фрезерном столе при помощи всего одной фрезы, поперечного и продольного упоров. Вначале вставьте в цангу фрезера прямую фрезу самого большого имеющегося диаметра и отрегулируйте ее вылет по линиям разметки шипа. Установите продольный упор фрезерного стола так, чтобы он ограничивал длину шипа. При этом он должен быть установлен параллельно пазу для поперечного (углового) упора — это гарантирует, что плечики шипа будут перпендикулярны кромкам заготовки.

Просвет между накладками продольного упора позволяет удалять стружку пылесосом.
Закончив настройку, приступайте к фрезерованию, выполнив сначала проход вдоль торца. Последовательно выполняйте один проход за другим, пока торец заготовки не будет скользить вдоль продольного упора. (Если сначала сформировать плечико шипа, есть риск, что при последующих проходах заготовку может вырвать из рук.)
Возможно, Вас заинтересует:
stroyboks.ru
Шиповое соединение в проушину: технология изготовления своими руками
16.12.20174468 просмотров
Соединение древесины шипом в гнездо – одно из важнейших столярных соединений. Его используют повсеместно: при изготовлении мебели, рам, масштабных каркасных конструкций. Данный тип шипового соединения имеет множество разновидностей. Одна из них – это шип-проушина.
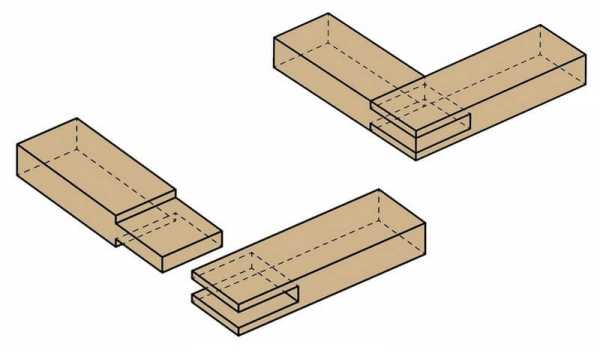
Проушина – это открытое сверху сквозное гнездо, в которое вставляется паз. Преимущества такого соединения – прочность, универсальность и простота изготовления. Шип и проушину легко создать вручную, используя дисковую или ленточную пилу или же фрезер. Простота разметки уменьшает вероятность погрешностей при запиливании, что является гарантией точной и плотной подгонки. Для лучшего понимания особенностей этого полезного столярного соединения, рассмотрим технику его создания вручную.
Разметка и изготовление проушины

- Отметьте на торце границу врезки проушины.
- Установите рейсмус на треть толщины детали и сделайте разметку на торцах, по которой будет делаться выборка паза.
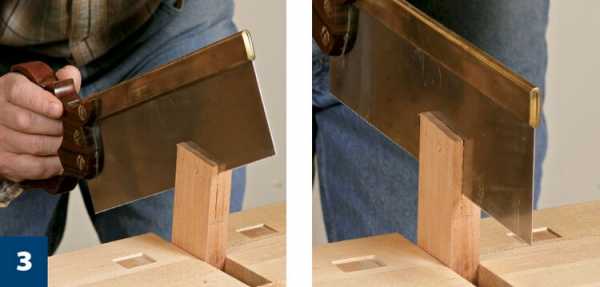
- Сделайте два пропила, аккуратно следуя по линиям разметки рейсмуса. Пилите без сильных нажимов и рывков. Начинайте работать под углом, постепенно выравнивая пилу в горизонтальное положение.

- Удалите отход и подрежьте паз стамеской.
Разметка и изготовление шипа

- Отложите длину шипа по размерам ответной детали и нанесите разметку.
- Рейсмусом, установленным на треть толщины детали, разметьте отходные части.

- Сделайте два пропила, аккуратно следуя по разметке. Срежьте излишек с обеих сторон вровень с линией заплечиков.
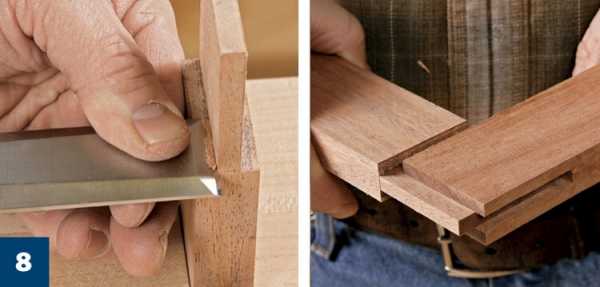
- Подравняйте заплечики и грани шипа широкой стамеской. Шип в проушину должен входить максимально легко, с прикладыванием минимальных усилий. Подгонка деталей должна быть предельно точной: шип не должен раздвигать проушину, равно как и люфтить, сидя в гнезде.
О методах точной подгонки столярных соединений вы можете почитать в статье, посвященной данной теме.

Столярные соединения в проушину фиксируют при помощи склейки. На время высыхания конструкцию зажимают струбцинами, внимательно проверяя стыки на предмет плотной подгонки. О принципах правильной склейки древесины и советы по выбору столярного клея вы можете почитать в наших предыдущих статьях.
Почитать на перемене:
woodschool.ru
Соединение в шип
Чем больше поверхность склеивания элементов и сила их сцепления, тем прочнее их соединение.
Соединение в шип одно из самых прочных. Применяют его достаточно часто, например, при изготовлении стульев, дверок, при соединении царг стола и многом другом. Соединение в шип можно делать в дереве, которое не высушено до конца, но уже обработано. Если вы обычно работаете с цельным деревом, то такое соединение будет основным способом изготовления надежной мебели.
Основные элементы соединения в шип: шип, гнездо, проушина, гребень и шпунт (паз).
Шип — это выступ на конце детали, который входит в гнездо, проушину или шпунт. Форма и размер шипа обязательно должны соответствовать тем же характеристикам проушины или гнезда.
Гнездо — это отверстие в детали, а проушина — открытое с двух или трех сторон отверстие на конце детали. Шпунт — это углубление на всю длину детали. Гребень — выступающая часть детали, которая по форме и размеру совпадает со шпунтом.
Шипы бывают плоские (рейки), круглые и трапециевидные («ласточкин хвост»). Последние используют при изготовлении ящиков и коробок.
Часто в процессе изготовления мебели используют одинарные и двойные шипы.
Также они могут быть вставными и цельными. Вставные являются самостоятельными деталями, их называют шкантами. Цельные шипы делают на конце детали. Боковые грани шипов называются щечками, а уступы, образующие переход от бруска к шипу, — заплечиками.
Мастера часто прибегают к соединению в шкант. Шкантом называется небольшая деревянная палочка в форме цилиндра из твердых лиственных пород. Такую палочку забивают в отверстия, заполненные клеем и сделанные в обеих соединяемых деталях. Ударами киянки необходимо вбить шкант, чтобы он туго вошел в отверстие. Для сверления отверстий важно подобрать сверло, диаметр которого совпадает с диаметром шканта. Если сверло в диаметре оказалось меньше шканта, то шкант необходимо обработать наждачной бумагой. Надо учитывать, что таким образом лучше соединять детали малогабаритной мебели.
Если углубление делается на всю длину детали, то шпунт (паз) должен располагаться в вертикальной детали, а шип — в поперечной. Сначала на обеих деталях намечают места шпунта и шипа. Затем вырезают шип, предварительно надрезав его края. Для шпунта тоже сначала необходимо сделать надрезы, затем с помощью стамески или дрели выполнить паз.
Перед нанесением клея детали соединяют и вносят исправления, если это необходимо.
Если соединение необходимо более простое, например угловое, то шип достаточно сделать на всю длину детали. Если же изделие более сложное, шип нужно вставить, немного не доходя до противоположного края детали.
Чтобы избежать разрушения мебели из-за деформации древесины, в несквозных неразъемных соединениях предполагается зазор приблизительно 2 мм между стенкой, гнезда и торцом шипа.
Для углового соединения шип часто укорачивают и вставляют в короткий паз. В таком случае шип будет не заметен. Когда шип вставляется сбоку, то оставшийся снаружи край необходимо тщательно отшлифовать.
Соединения на шип впотемок и полупотемок предохраняют бруски от их выворачивания во время сборки.
Шип впотемок делают и при концевом соединении, и когда необходимо, чтобы края гнезда, которые обычно неровные, были незаметны. Для этого часть шипа снимают по ширине, то есть делают впотемок.
Более сложным в изготовлении шипом является шип с полупотемком. Он имеет увеличенную площадь склеивания и применяется в том случае, если выступ края шипа не имеет значения в оформлении будущего изделия. Такие шипы часто используют при соединении ножек табуретов. Длина полупотемка должна равняться 1/3 длины самого шипа. Это касается и остальных соединений. Длина заплечиков тоже должна быть равна 1/3 толщины детали.
В остальных соединениях шип выступает за пределы паза и закрепляется клиньями. По большей части клинья в данном случае являются и декоративным элементом. Сделать соединение прочным помогут клинья, выполненные по более узким сторонам шипа. В этом случае шип необходимо заузить.
Еще один вид соединения: шип, не проходящий сквозь паз. Здесь клинья также установлены для повышения прочности соединения. Укороченный или несквозной шип, в котором два клина установлены для большей прочности, а сам шип сбоку не виден.
Выбор того или иного соединения зависит от того, какой будет нагрузка и как соединение будет ей сопротивляться. Например, если полка книжного шкафа соединена со стеной, то нагрузка ляжет на шканты. Они сопротивляются поперечному излому из-за силы, которая давит на них. Таким образом, эта нагрузка будет небольшой. В этом случае лучше всего установить под полку рейку. Ее нужно привинтить к стенке шкафа. Нагрузку может принимать и стенка шкафа, если врезать полку в стенку на небольшую глубину.
Рассмотрим оставшиеся концевые соединения. Большой прочностью обладают соединения на «ус» и открытое сквозное одинарное соединения.
Менее прочными являются соединения на шканты под прямым углом и на шканты несквозные на «ус».
Скрыть торцы соединяемых деталей можно с помощью соединения на «ус» вставным плоским шипом.
Но это соединение не очень прочное. Чтобы увеличить прочность, следует применить соединение двойным вставным шипом.
Срединное соединение на одинарный шип (сквозной и несквозной) в проушину или в шпунт (несквозной) делают по всей длине бруска на его кромке, реже под каждый шип.
Срединное соединение на шип «ласточкин хвост» может быть сквозным и несквозным. Несквозное проходит на половину толщины детали.
Правильное расположение деталей во время сборки обеспечит соединение в паз, а также в несквозной гребень.
Длина гребня не должна превышать 0,5 мм толщины бруска. Ящичные соединения:
— на шип прямой открытый;
— на шип «ласточкин хвост» открытый;
— полупотайной;
— на шкант несквозной;
— на шкант открытый;
— вставной рейкой на «ус»;
— по кромке.
Соединения на прямой открытый шип и «ласточкин хвост» имеют высокую прочность, а соединения на открытый и несквозной шкант имеют небольшую площадь склеивания. В этом случае нужно помнить о том, что чем больше шкантов на одно соединение, тем сложнее его собрать. Но несмотря на это, усиливается прочность этого соединения. Все же не следует ставить больше четырех шкантов в одно соединение.
Соединение со вставной рейкой будет прочнее, если применять древесину с поперечным направлением волокон. Для этого также подойдет фанера.
Если вдруг шиповое соединение даст слабину, то его можно отремонтировать.
Достаточно лишь разобрать его, удалить с поверхности застарелый и высохший клей, после чего склеить заново. Данный метод очень похож на ремонт шпоночного соединения.
После успешного разъединил деталей, скрепленных между собой с помощью шипового соединения, а также удаления с шипа старого клея нужно обработать шлифовальной бумагой обе поверхности. Затем шип снова устанавливают в гнездо, причем он должен сидеть там как можно более прочно.
Если соединение все равно останется слабым, то к шипу приклеивают тонкий шпон. Когда клей застынет, шип нужно подогнать таким образом, чтобы он хорошенько вошел в отверстие. После этого можно наносить на его поверхность свежий клей, при этом не забудьте промазать еще и гнездо. Затем шип вставляют обратно, а место соединения дополнительно фиксируют с помощью струбцины или веревки.
Ремонт можно провести и несколько иначе — детали прочно закрепляют с помощью струбцины, после чего устанавливают шпонку, проходящую сквозь них. Затем шпонку следует смазать клеем и установить ее на место.
Можно даже поступить так: некоторую часть шпонки оставить на поверхности изделия. После того как клей затвердеет, необходимо дополнительно обработать эту шпонку шлифовальной бумагой таким образом, чтобы она стерлась до уровня одной линии с поверхностью, остальной детали. Будет лучше, если шпонка будет сделана из той же древесины, что и само изделие, так как в этом случае она будет практически незаметна.
Столы, табуретки и стулья расшатываются и могут в конце концов окончательно разрушиться. Женщине стоит не откладывать в долгий ящик ремонт такой мебели и приступать к нему как можно быстрее, так как при длительном использовании начавшейся ломаться мебели ее шиповые соединения портятся, и осуществление ремонта с каждым днем становится все более невозможным. Чаще всего в деревянной мебели ослабевают и ломаются шиповые соединения. Ремонт таких соединений — дело достаточно простое. Главное, как говорится, не затягивать с этим процессом и приступать к ремонтным работам при первой возможности.
Что представляет собой шиповое соединение. Когда мебель собирается, деревянные детали нужно как-то соединять между собой, вот уже 200 лет чаще всего используется соединение «гнездо-шип». Для осуществления такого соединения в одной детали вырезаются шипы, а в другой — гнезда, по форме повторяющие шипы первой детали. Таким образом, две детали плотно соединяются, и шипы первой прочно входят в гнезда второй. Ремонт шипового соединения очень похож на метод, который был рассмотрен в разделе, посвященном ремонту шпоночного соединения. Соединение также разбирается, с помощью растворителя старый клей удаляется.
Если при разборе деталей выяснилось, что шип потрескался, это можно исправить. Необходимо взять пилу и сделать небольшой пропил. Потом выпилить из дерева небольшой клин, который будет скошен с одной стороны, и вставить в образовавшуюся щель. Если шип полностью разрушен, его можно заменить новым. Для этого старый шип удаляется, с помощью стамески на его месте делается углубление 2-3 см и новый шип приклеивается в это углубление. После того как детали были разъединены, а старый клей удален, обе поверхности обрабатываются наждачной бумагой. Затем шип необходимо вставить в гнездо и проверить, прочно ли он закреплен. Если соединение слабое, можно приклеить к шипу тонкий слой шпона и добиться такого положения, чтобы детали плотно прилегали друг к другу.
После проверки соединения на прочность можно приступать к склеиванию. Клей наносится на нижнюю часть шипа и на поверхность гнезда. Затем берется киянка, и шип вбивается в гнездо. Если на поверхность выступают излишки клея, необходимо стереть их тряпкой. Место соединения фиксируется с помощью струбцины.
www.uniexo.ru
Шиповое соединение деталей. Как самому сделать качественное шиповое соединение в деревянной мебели.
При изготовлении самодельной деревянной мебели мастер сталкивается с необходимостью делать качественные шиповые соединения. Шиповое соединение деталей — самое качественное и надежное. И хотя в последнее время все больше и больше мебели делается и собирается при помощи металлических уголков, шип не сдает свои позиции. Просто сделать качественные шипы могут не многие. Если человек может их делать, можно сказать, что как столяр он уже состоялся.
В промышленности шипы, как говорят, «зарезают» на специальном точном оборудовании. В домашних условиях оно, понятно, недоступно. Поэтому многие мастера, изготавливающие простую садовую и дачную мебель, жертвуют качеством в пользу простоты. Напомню также, что шипы зарезаются в подавляющем большинстве случае только вдоль волокон древесины. Если шип будет сделан узким и поперек волокон, он обязательно сколется. Что бы он не скололся, ширина шипа должна быть не менее 15-20 толщин детали. Это требование не относится к фанере. В фанере можно зарезать шипы любой ширины, но желательно, что бы внешние слои были так же ориентированы вдоль шипа.
Между тем, давно существует достаточно простой способ, позволяющий быстро и качественно делать шиповые соединения деревянных деталей даже начинающему столяру. Способ этот предложен Ю.А.Егоровым. Суть способа достаточно проста и понятна.
Допустим, нам надо сделать шиповое соединение двух деталей. Для удобства на рисунках я их окрасил в разные цвета.
Предпосылкой для качественного изготовления шипового соединения является тот факт, что у каждой пилы есть определенная ширина реза. Она определяется величиной разводки зубьев. Ее можно измерить сделав несколько пропилов в какой либо деревяшке. А можно непосредственно использовать пилу для проведения измерений при изготовлении шипов.
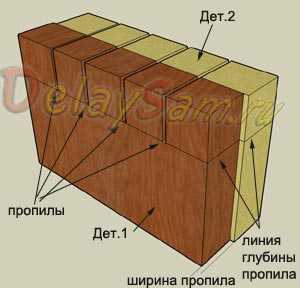
На каждой детали наносим риску на глубину пропила она равна толщине деталей. Если детали одинаковые по толщине, то и глубина пропила в каждой детали будет одинаковой. Если детали имеют разную толщину, то и глубины пропилов будут разные. В тонкой детали пропилы глубже (равны толщине толстой детали), в толстой — мельче.
Детали складывают пластями друг к другу так, что бы торцы совпадали, а относительно друг друга по боковым граням их сдвигают на ширину пропила пилы, которой мы будем делать шипы. (Не толщины полотна пилы, а ширина пропила!). Детали закрепляем в тисках или верстаке и делаем произвольные пропилы равномерно по всей ширине деталей. Если детали разнотолстые, делаем пропилы на глубину равную толщине тонкой детали. (В тонкой детали потом допилим отдельно). Пропилы стараемся делать максимально вдоль оси детали, не допуская конусности шипов.
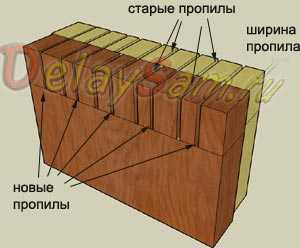
После это освобождаем детали и вновь смещаем их относительно друг друга на ширину пропила, но только уже в другую сторону. Кстати, если мы сейчас произведем сдвиг на величину чуть-чуть меньшую, чем ширина пропила, то мы получим впоследствии тугое шиповое соединение, что важно для мебели. А если сместим детали чуть больше, чем ширина пропила, то получим свободное шиповое соединение. Шипы деталей будут свободно входить в пазы другой детали. Это обстоятельство важно при изготовлении разъемных соединений (на шпильке) или поворотных соединений.
Не обращая внимания на старые пропилы, делаем новые, примерно по середине уже имеющихся шипов. Так же соблюдаем при этом и глубину пропилов и особенно тщательно их продольность .

После этого детали освобождаем, доводим глубину пропилов до необходимой величины (у тонкой детали, если детали разнотолстые). Долотом аккуратно удаляем лишние шипы (смотрите внимательнее и не удалите нужные!), зачищаем торцы в пазах.
После этого детали можно сединять.
Неразьемные соединения выполняют, как правило на клею. Для деревянных деталей прекрасно подойдут столярный клей или клей ПВА. Они сохранят надежность соединения даже в случае намокания деталей или увеличения влажности древесины. Если детали будут эксплуатироваться в сухом помещении, можно использовать и эпоксидные смолы (клеи).
После застывания клея место соединения зачищают, шлифуют и обрабатывают тем же способом, что и все изделие.

В случае, если соединение планируется разъемным или поворачивающимся, (например, вы делаете жалюзи или дверь-гармошку из досок или щитов), то прежде чем приступить к сборке, надо скруглить торцы шипов, что бы их углы не упирались в пазы при повороте. В неповоротных, но разъемных соединениях этого делать, разумеется, не надо.
Соединив детали, все шипы одновременно просверливают длинным тонким сверлом. Диаметр его должен быть равен диаметру шпильки (гвоздя), который вы будете использовать в качестве оси или крепления.
Используя этот способ изготовления шипового соединения, вы сможете быстро, легко и главное, весьма качественно изготавливать шипы на деталях вашей садовой мебели.
delaysam.ru
Шиповое соединение
Соединение двух деталей тем прочнее, чем больше поверхность склеивания и чем сильнее сцеплены детали друг с другом. Клеевое соединение на шип — очень прочное и надежное.
Как это делается
- Разметить на обеих деталях места для шипа и паза.
- Надпилить края шипа, затем выпилить весь шип.
- Выдолбить паз стамеской (первые углубления можно просверлить дрелью).
- Обе детали попробовать соединить без клея, в случае необходимости внести исправления.
- Посадить детали на клей и проверить, образуют ли они прямой угол.
ЧТО ВАМ ПОТРЕБУЕТСЯ
Инструменты:
- Угольник,
- рейсмус,
- дрель,
- шило,
- молоток,
- стамеска,
- пила,
- струбцина.
Использование шипорезной пилы
Чем пила тоньше, тем лучше. Но и тонкая пила оставляет бороздку, которая из-за развода зубьев получается несколько шире толщины полотна пилы. Поэтому пилите осторожно, точно направляя пилу большим пальцем левой руки до тех пор, пока полотно не проникнет в «лишнюю» древесину настолько глубоко, что больше не сможет соскочить в сторону.
Как выровнять конец шипа
Напуск шипа удаляют рубанком или стачивают напильником. Инструмент надо вести аккуратно от края к середине шипа. Так вы избежите откалывания щепок.
Производные конструкции
В простом угловом или Т-образном соединении шип, как и паз, сквозной. В более сложных вариантах, обусловленных конструкцией изделия, шип чуть не доходит до края детали. Соответственно этому уменьшается и глубина паза. Такой шип совершенно незаметен в угловом соединении.
В других вариантах соединений шип имеет такую длину, что выступает за пределы детали с пазом и закрепляется в нем двумя клиньями.
Толщина шипа равна в любом случае примерно трети толщины детали. Следовательно, его заплечики по ширине равны толщине самого шипа.
Шип вставляется сбоку, выступающий край зачищается снаружи.
Шип с полупотемком. Длина последнего равна трети длины шипа.
Клинья придают соединению дополнительную прочность. Шип предварительно зауживают, клинья вставляют в последнюю очередь.
Шип с полупотемком. Длина последнего равна трети длины шипа.
Разметка
Разметка во многом определяет качество соединения. Кроме рейсмуса и угольника, вам потребуется шило. При разметке оно оставит тонкую, но четкую бороздку.
Сначала делают разметку шипа, добавляя для напуска 2-3 мм.
Участки деталей, которые предстоит удалить, помечают легкой штриховкой.
Помните: даже небольшая ошибка, допущенная при разметке, может серьезно осложнить сборку деталей.
Разметку наносят рейсмусом и шилом. Они прочерчивают очень тонкую, но хорошо видимую линию.
Сначала рейсмусом наносят разметочные линии, обозначающие боковые стороны шияа, затем разметку переносят на торец.
Выпиливание шипа и паза
Наибольшей точности при выпиливании шипа и паза можно достичь, если деталь зажата: руки должны быть свободны, чтобы точно направлять пилу. Правильно ставьте пилу на линию разметки, учитывая при этом толщину самого пропила.
При выполнении шипа пилу устанавливают вплотную к линии разметки на той части, которую необходимо удалить. Пазы в торцах пропиливают вдоль меток с внутренней стороны.
Сначала вырезают шип в длину, затем деталь зажимают или прижимают рукой в горизонтальном положении и укорачивают.
Паз для Т-образного соединения выполняют стамеской. Предварительно можно просверлить несколько отверстий дрелью. Таким образом удалить из паза основное количество древесины. Это облегчит последующую работу стамеской.
Диаметр сверла должен быть немного меньше ширины паза, иначе сверло перекроет линию разметки, что приведет к зазорам, мешающим склеиванию деталей, и в итоге — к ослаблению соединения.
Делать в детали пропилы для образования шипа или паза следует, начиная всегда с узкой стороны.
При формировании замкнутого паза, когда пилу использовать невозможно, начинают с того, что древесину частично удаляют дрелью, чтобы облегчить последующую работу стамеской.
После того как продольные пропилы сделаны, деталь кладут горизонтально и завершают формирование шипа.
Работа стамеской
Стамеску выбирают в зависимости от размеров паза: ее лезвие должно быть уже ширины паза, чтобы можно было вести стамеску точно в границах разметки.
Инструмент нужно держать вертикально. Никогда не ставьте стамеску под углом, иначе можно придавить края. Глухие пазы делают чуть глубже, чем этого требует длина шипа.
После частичного удаления древесины дрелью формирование паза завершают стамеской подходящей ширины.
Так выдалбливают глухой паз стамеской — древесину снимают слой за слоем.
Двойной шип
Для соединения особенно широких деталей используют двойной шип, который, с одной стороны, обеспечивает соединению необходимую стабильность, с другой — меньше, чем шип в полную ширину, ослабляет боковую деталь. Для такого соединения вырезают сначала один шип на всю ширину детали. Затем делят его на три части и лучковой пилой удаляют среднюю часть. Только после этого в соседней детали намечают контуры пазов. Выполняют их, как обычно, — дрелью и стамеской.
Двойной шип придает устойчивость конструкции и делает соединение особенно надежным. В соседней детали вырезают два паза.
Удалить «лишнюю» древесину между шипами лобзиком или лучковой пилой. Вертикальные пропилы должны быть строго параллельны.
Подгонка
Если шип не входит в паз, значит, измерения были выполнены не совсем точно. Если паз слишком узкий, его можно расширить, дополнительно обработав стамеской. Но действовать надо очень аккуратно. Если убрать больше, чем нужно, деталь придется менять.
Сухая подгонка
Сначала для пробы шип и паз соединяют без клея. В обе детали вносят изменения до тех пор, пока в местах стыковки они не будут плотно примыкать друг к другу. Чем плотнее, точнее стыковка деталей, тем лучше их схватит клей.
При соединении в первую очередь надо обратить внимание на то, чтобы детали образовывали прямой угол. Если вставить шип под углом, то можно примять внешний край паза. Чтобы шип лучше вставлялся в паз, углы в торце нужно немного скосить. Но для сквозного шипа не стоит делать слишком большую фаску, иначе соединение с внешней стороны паза будет выглядеть неаккуратно.
Только когда вы убедитесь, что шип и паз подходят друг к другу, на все стыкующиеся участки равномерно нанесите клей. После соединения деталей излишек клея, выступивший наружу, следует сразу же убрать с поверхности влажной тряпочкой.
Острой стамеской скашивают торцевые края, чтобы шип легче входил в паз.
Шипы с клиньями
Соединение на шип приобретает дополнительную прочность, если с внешней стороны в шип вогнать клинья. Их можно вгонять как при сквозных, так и при глухих соединениях. В зависимости от вида соединения можно вбить клинья после сочленения деталей или до вставки шипа в паз. Клинья должны быть тонкими и не слишком длинными.
Тонкие клинья дополнительно закрепляют шип. Одновременно их можно использовать и в декоративных целях.
www.remontiruemlegko.ru
Угловое соединение на прямой открытый шип
С давних времен известно немало способов соединения деревянных деталей в конструкции. Один из них — угловое соединение на прямой открытый шип, образцом для которого неизвестному мастеру послужили, возможно, собственные пальцы. При таком соединении (его еще называют ящичной вязкой) «пальцы» одной детали помещаются между «пальцами» другой, что существенно увеличивает площадь стыковочных узлов и соответственно укрепляет соединение.
Способ соединения деталей на прямой открытый шип не такой сложный, как, например, «ласточкин хвост». Простую ящичную вязку можно сделать вручную, используя пилу и долото.
Такое соединение двух досок напоминает сцепленные пальцы рук. Хотя выполнение его и потребует определенных усилий и навыков, советуем его освоить, — это соединение очень прочное.
Как помечать пазы
После разметки шипов нужно пометить на детали те участки, которые предстоит удалить. Так вы сможете правильно установить пилу и вести ее в пределах того участка, который будет удален, не перепутав его с соседним.
Выравнивание пазов
У дисковой пилы пропилы получаются более грубые, с заусенцами, если сравнивать их со срезами, которые оставляет тонкая ручная пила, Поэтому выполненные механическим способом пазы доработайте долотом, но будьте осторожны, исправляя следы зубьев дисковой пилы. Не допускайте лишних движений!
Точно разметить пазы и шипы
Ширина пазов и толщина шипов в ящичной вязке должны совпадать, чтобы шипы точно входили в пазы (в соединении «ласточкин хвост» схема стыковки шипов и пазов несколько иная). Чаще всего прямые пазы и шипы в угловом соединении равны толщине доски. Но можно отойти от привычных соотношений и сделать пазы и шипы шире или уже, если вам так удобнее или кажется, что так красивее, однако и в этом случае толщину материала надо учитывать.
Равномерное деление
Прежде чем приступать к разметке, проверьте сначала, позволяют ли размеры деталей равномерно распределить пазы и шипы в толщину этих деталей. Если нет, то можно сделать крайние пазы и шипы немного шире или уже, остальные выполняйте как обычно, в толщину доски. Если такое распределение покажется вам некрасивым, делайте все шипы и пазы немного уже, чтобы они получились одинаковыми.
Тонкие шипы
Чем уже шипы и пазы, тем их больше, а значит, дольше придется работать пилой и долотом. Однако именно при частом расположении шипов соединение получается особенно красивым и прочным. Ведь с увеличением количества «сцепленных пальцев» существенно увеличивается и площадь стыковочных участков, покрываемых клеем.
Выпиливание тонких шипов и выемка узких пазов вручную — занятие весьма трудоемкое. И лучше, конечно, «доверить» эту работу механизмам. Не случайно сами столяры называют соединение с большим количеством шипов машинным. Используя специальное фрезерное устройство, можно довольно быстро и, главное, с большой точностью обработать детали для такого соединения.
Фреза для выемки
Применение фрезерного устройства удобно по ряду причин. Во-первых, фреза объединяет в себе функции пилы и долота, поскольку одновременно с выемкой пазов происходит образование шипов. Во-вторых, фрезой можно обрабатывать сразу две детали, что, с одной стороны, ускоряет процесс обработки, с другой — обеспечивает максимально точное соединение деталей. Единственное условие — фрезой надо работать по специальному металлическому шаблону.
Угловое соединение на прямой открытый шип подходит не только для ящиков или, к примеру, сундучков. Очень элегантно смотрятся полки стеллажа или рамки, детали которых соединены подобным образом.
Часто расположенные тонкие шипы обеспечивают соединению особую прочность, но это требует больших трудовых затрат.
При таком соединении значительно увеличивается площадь стыковочных участков и, соответственно, клеевого покрытия.
Угловое соединение толстыми шипами выполнить легче, но и оно достаточно прочное.
При широких пазах и толстых шипах легче добиться точности их стыковки.
Выпиливание
Сначала закрепите деталь в вертикальном положении на верстаке и лишь затем начинайте выпиливать шипы. Пилу устанавливайте не на самой разметке, а вплотную к ней со стороны паза. Работайте внимательно и очень осторожно, следите, чтобы линия пропила не отклонялась и тем более не пересекалась с линией разметки. Если паз выйдет слишком узким, его можно немного расширить долотом или напильником. Напротив, если паз окажется шире, чем нужно (и соответственно тоньше, чем нужно, соседний шип), то соединение будет неплотным или вообще не получится. Последующие исправления очень трудоемки и не всегда результативны.
Обратите внимание на то, чтобы пропилы не завершались косо, что случается, если вести пилу не строго горизонтально. Поэтому для контроля сделайте разметку глубины пазов на обеих сторонах детали.
Работать аккуратно
Недостаточно глубокий паз всегда можно подправить. Хуже, если паз получился глубже, чем нужно. Тогда соединение будет некрасивым и шатким. Можно, конечно, чуть приподнять дно паза шпаклевкой, но желательно все-таки не допускать ошибок.
Деталь должна быть хорошо закреплена. Шипорезную пилу нужно держать и вести строго горизонтально.
Выдалбливание
Подберите долото, подходящее по ширине к вашим пазам: оно должно быть на несколько миллиметров уже паза.
Удар за ударом
При обработке пазов долотом удары для углубления чередуются с ударами для скалывания древесины. Первые наносятся вертикально по разметке глубины паза, вторые — под углом по направлению к разметке. При этом торцевая часть доски не затрагивается. Сделав косое углубление примерно в половину толщины доски, ее переворачивают и аналогичным образом обрабатывают паз с другой стороны. Такой способ выдалбливания пазов позволяет избежать расщепления древесины.
Зачистка пазов
Тщательно обработайте пазы стамеской и напильником: все они должны иметь одинаковую глубину, гладкие боковые грани и ровное дно. Только тогда стыковка деталей будет плотной и лучше схватится клеем, что в итоге обеспечит прочность всему соединению, Заметим также, что аккуратные стыковочные швы украшают изделие.
Обработку пазов начинайте, не затрагивая торцевую часть детали: так вы избежите расщепления древесины.
Механическая обработка
Вы сэкономите много времени, если изготовите шипы с помощью специальной дисковой пилы, которую устанавливают под прямым углом к обрабатываемой детали. Паз получается за один оборот диска. При этом он намного точнее паза, изготовленного обычной пилой и долотом.
Равномерные интервалы
Для работы дисковой пилой вам понадобится разметочная линейка, с помощью которой вы сможете наметить расположение пазов и шипов на обеих деталях. В этом случае пазы и шипы более точно подойдут друг к другу.
Глубина пропила и ширина паза устанавливаются на самой дисковой пиле. Тем не менее рекомендуется проверить выбранные параметры на ненужной доске, прежде чем переходить к обработке деталей.
При механическом способе выполнения пазов и шипов детали всегда точно подходят друг к другу.
Потренируйтесь — изготовьте поднос
Угловое соединение на прямой открытый шип красиво смотрится как на больших, так и на маленьких изделиях. Тот, кто хотел бы освоить это соединение, должен сначала поработать с небольшими деталями, соединения которых ограничивались бы тремя или четырьмя пазами и шипами, например попробовать сделать поднос. Это не потребует больших затрат труда, подаст возможность потренироваться в аккуратном обращении с пилой и долотом при изготовлении угловых соединений. И если какую-то из обработанных деталей все же придется забраковать и заменить другой, то это вряд ли отразится на расходах.
Однако помимо пилы и долота вам потребуется еще и дисковая пила, чтобы проделать на внутренних сторонах в нижней части подноса канавку для вставки дна. Лучше всего использовать дисковую пилу для нарезки пазов.
Небольшая хитрость
С помощью фрезы вы быстро проделаете продольные отверстия в боковых деталях подноса. Но можно вырезать отверстия и вручную. Для этого на каждой боковой детали просверлите два отверстия диаметром 20 мм и в два приема выпилите между ними древесину. Края отверстий тщательно обработайте, чуть закруглив, наждачной бумагой. Аналогичным образом обработайте внешние края всего подноса.
Остается установить дно. Заготовку из оргалита, покрытого пластиком, промажьте по краям клеем и вставьте в канавку, после чего закрепите штифтами.
Готовые ручки вместо отверстий
При желании можно обойтись без выпиливания продольных отверстий в боковых деталях подноса и тем самым несколько облегчить себе работу. Купите в магазине стройматериалов готовые ручки для мебели и прикрепите их к подносу шурупами. Существует множество вариантов подобных ручек, из которых всегда можно выбрать подходящую по виду и размерам.
Хорошая тренировка для домашнего мастера — изготовление простого подноса с угловыми соединениями на прямой открытый шип.
Конструкция подноса размером 51 х 38 см
www.remontiruemlegko.ru
Мебель своими руками. Столярные соединения. Часть3 — Как сделать своими руками?
В этой части рассмотрим следующие виды столярных соединений,используемых при изготовлении мебели : соединения врубкой, нагельные соединения, соединения шипом в гнездо.
Соединения врубкой
Соединения врубкой (тавровая вязка) часто используют при сборке полок. Она обеспечивает их надежное крепление. Этот вид соединения имеет два варианта: глухая врубка и сквозная врубка, которые отличаются тем, что при глухой врубке она не заметна с лицевой стороны, а сквозная врубка видна с двух сторон сборки. Разметка паза делается второй доской соединения. Для глухой врубки она не доводится до лицевой кромки размечаемой доски на 18 мм. Глубина паза должна составлять треть толщины доски в которой делается паз. Поскольку паз не сквозной то для того, чтобы можно было работать пилой необходимо удалить часть материала из паза на расстоянии около 40 мм, отходя от глухой стороны паза. Для этого высверлите отход на это расстояние и на глубину паза. Подчистите стамеской эту выборку и пропилите по разметке обе стороны паза на требуемую глубину. Вычистите стамеской отход из паза ровно подрезав его дно. По лицевой кромке второй доски сделайте вырез под глухой паз так, чтобы лицевые кромки обеих досок оказались вровень.
Изготовление паза под сквозную врубку на много проще. Разметив второй доской соединения весь паз и определив его глубину, Сделайте пилой два пропила паза на нужную глубину удалите стамеской, работая с двух сторон, отход из паза и ровно подрежьте его дно.
Соединения врубкой
Нагельные соединения
Нагельные соединения достаточно прочны и универсальны. Они используются в стыковых соединениях, соединениях на ус и сплачивают доски. Для надежности соединений необходимо применять нагели (шканты) толщиной в 1/3 от толщины соединяемых элементов. Готовые нагели продаются с фасками и продольной насечкой. Для сплачивания досок используйте нагели длиной 38 мм. Если нарезаете нагели из заготовки, то снимите фаску, используя напильник, и пропилите паз вдоль каждого нагеля, чтобы был выход клею и воздуху при их применении. Для точного получения отверстий на торцах соединяемых деталей лучше использовать нагельный кондуктор. Если его нет, то необходимо нанести рейсмусом центральные линии на торцы соединяемых деталей. На торце одной из деталей по разметке с нужным шагом вбейте на половину их длины отделочные гвозди для разметки центров отверстий под нагели. Кусачками укоротите выступающие части гвоздей. Выровняйте детали по отношению друг к другу и прижмите их для получения отметок центров сверления на второй соединяемой детали. Аккуратно вытащите торчащие гвозди и электрической дрелью со сверлом для нагелей, которую для обеспечения вертикальности сверления лучше закрепить на штативе, высверлите отверстия глубиной немного больше чем половина нагеля. Нанесите клей на нагели и соберите соединение.
Нагельные соединения
Соединения шипом в гнездо
Соединение шипом в гнездо
Данный вид соединения применяется для достаточно тонких деталей в таких предметах мебели, как стул или стол. Сквозной шип обычно расклинивают для обеспечения дополнительной прочности, а глухой шип улучшает внешний вид мебели. Разметка ширины гнезда делается в соответствии с шириной поперечины. Затем проведите разметку заплечика, определяющую длину шипа. Выставив разметочный реймус на треть толщины поперечины сделайте разметку гнезда и шипа. Вырежьте в соответствии с разметкой шип для таврового соединения. Дрелью выберите основную массу отхода из гнезда и доработайте гнездо стамеской. Нанесите на шип клей и соберите соединение. Если шип проходит насквозь через весь боковой брусок то его нужно сделать несколько большим чем ширина бокового бруска и сделайте на нем два пропила для укрепляющих клиньев. Нанесите клей, соберите соединение и вбейте в пропилы клинья. После склеивания соединения сострогайте выступающий шип и клинья и отшлифуйте полученное соединение.
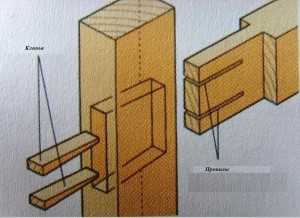 Сквозной шип
Сквозной шип
Есть еще, что почитать
xn--80aaahigxablbgird0a1biet2a4q.xn--p1ai
При изготовлении самодельной деревянной мебели мастер сталкивается с необходимостью делать качественные шиповые соединения. Шиповое соединение деталей — самое качественное и надежное. И хотя в последнее время все больше и больше мебели делается и собирается при помощи металлических уголков, шип не сдает свои позиции. Просто сделать качественные шипы могут не многие. Если человек может их делать, можно сказать, что как столяр он уже состоялся.
В промышленности шипы, как говорят, «зарезают» на специальном точном оборудовании. В домашних условиях оно, понятно, недоступно. Поэтому многие мастера, изготавливающие простую садовую и дачную мебель, жертвуют качеством в пользу простоты. Напомню также, что шипы зарезаются в подавляющем большинстве случае только вдоль волокон древесины. Если шип будет сделан узким и поперек волокон, он обязательно сколется. Что бы он не скололся, ширина шипа должна быть не менее 15-20 толщин детали. Это требование не относится к фанере. В фанере можно зарезать шипы любой ширины, но желательно, что бы внешние слои были так же ориентированы вдоль шипа.
Между тем, давно существует достаточно простой способ, позволяющий быстро и качественно делать шиповые соединения деревянных деталей даже начинающему столяру. Способ этот предложен Ю.А.Егоровым. Суть способа достаточно проста и понятна.
Допустим, нам надо сделать шиповое соединение двух деталей. Для удобства на рисунках я их окрасил в разные цвета.
Предпосылкой для качественного изготовления шипового соединения является тот факт, что у каждой пилы есть определенная ширина реза. Она определяется величиной разводки зубьев. Ее можно измерить сделав несколько пропилов в какой либо деревяшке. А можно непосредственно использовать пилу для проведения измерений при изготовлении шипов.
На каждой детали наносим риску на глубину пропила она равна толщине деталей. Если детали одинаковые по толщине, то и глубина пропила в каждой детали будет одинаковой. Если детали имеют разную толщину, то и глубины пропилов будут разные. В тонкой детали пропилы глубже (равны толщине толстой детали), в толстой — мельче.
Детали складывают пластями друг к другу так, что бы торцы совпадали, а относительно друг друга по боковым граням их сдвигают на ширину пропила пилы, которой мы будем делать шипы. (Не толщины полотна пилы, а ширина пропила!). Детали закрепляем в тисках или верстаке и делаем произвольные пропилы равномерно по всей ширине деталей. Если детали разнотолстые, делаем пропилы на глубину равную толщине тонкой детали. (В тонкой детали потом допилим отдельно). Пропилы стараемся делать максимально вдоль оси детали, не допуская конусности шипов.

После это освобождаем детали и вновь смещаем их относительно друг друга на ширину пропила, но только уже в другую сторону. Кстати, если мы сейчас произведем сдвиг на величину чуть-чуть меньшую, чем ширина пропила, то мы получим впоследствии тугое шиповое соединение, что важно для мебели. А если сместим детали чуть больше, чем ширина пропила, то получим свободное шиповое соединение. Шипы деталей будут свободно входить в пазы другой детали. Это обстоятельство важно при изготовлении разъемных соединений (на шпильке) или поворотных соединений.
Не обращая внимания на старые пропилы, делаем новые, примерно по середине уже имеющихся шипов. Так же соблюдаем при этом и глубину пропилов и особенно тщательно их продольность.

После этого детали освобождаем, доводим глубину пропилов до необходимой величины (у тонкой детали, если детали разнотолстые). Долотом аккуратно удаляем лишние шипы (смотрите внимательнее и не удалите нужные!), зачищаем торцы в пазах.
После этого детали можно сединять.
Неразьемные соединения выполняют, как правило на клею. Для деревянных деталей прекрасно подойдут столярный клей или клей ПВА. Они сохранят надежность соединения даже в случае намокания деталей или увеличения влажности древесины. Если детали будут эксплуатироваться в сухом помещении, можно использовать и эпоксидные смолы (клеи).
После застывания клея место соединения зачищают, шлифуют и обрабатывают тем же способом, что и все изделие.

В случае, если соединение планируется разъемным или поворачивающимся, (например, вы делаете жалюзи или дверь-гармошку из досок или щитов), то прежде чем приступить к сборке, надо скруглить торцы шипов, что бы их углы не упирались в пазы при повороте. В неповоротных, но разъемных соединениях этого делать, разумеется, не надо.
Соединив детали, все шипы одновременно просверливают длинным тонким сверлом. Диаметр его должен быть равен диаметру шпильки (гвоздя), который вы будете использовать в качестве оси или крепления.
Используя этот способ изготовления шипового соединения, вы сможете быстро, легко и главное, весьма качественно изготавливать шипы на деталях вашей садовой мебели.
Приспособления для ручного фрезера
Кондуктор для изготовления пазов и шипов
С помощью ручного фрезера можно изготовить идеальные пазы и шипы в соединении сторон коробок и шкатулок. Для этого мы рекомендуем сделать несложное приспособление для фрезерного стола.

Преимущество использования фрезерного стола в том, что прямая фреза делает идеальные шип (паз) с гладкими сторонами и плоским дном (в отличие от пилы циркулярки) и еще, фреза имеет один размер, что уменьшает количество настроек высоты и ширины шипа (паза). Все, что нужно, чтобы на фрезерном столе изготовить шиповые соединения, это простой кондуктор, который показан на фото ниже, и шаг за шагом выполнить наши рекомендации описанные в этой статье.
Кондуктор
Кондуктор состоит из трех частей, основания подвижных салазок, основного и регулируемого упоров.

ПОДВИЖНЫЕ САЛАЗКИ.
Салазки имеют основание из оргалита или плотных пород дерева, толщиной 1/4?, как видно из фото выше. Жестко закрепленный неподвижный упор с двумя равномерно расположенными слотами и регулируемый упор, позволяющий изменять размер между фрезой и направляющей.
НАПРАВЛЯЮЩАЯ.
Размер направляющей равен размеру фрезы, которой будут изготовлены шипы (пазы) изделия. Например, если размер фрезы 12 мм, то и направляющая должна иметь квадрат 12 мм.
Примечание:
Для каждого размера нужна своя направляющая и потому салазки имеют регулируемый упор.
СЛОТЫ.
Позволяют делать небольшие корректировки при настройке приспособления. Для этого необходимо сделать два слота в основном упоре по диаметру болтов, они удерживают регулируемый упор в нужном положении.
Настройка и точная регулировка салазок производится следующим образом:
Первое, что нужно сделать в настройке приспособления, поднять немного выше салазки и отрегулировать на нужную высоту фрезу. Затем отрегулируйте упор фрезерного стола таким образом, чтобы в зазор между фрезой и направляющей помещался хвостовик фрезы (шаг 1
). Далее, чтобы уберечь приспособление от смещения во время резки, зажмите поверочную линейку струбцинами к столу, соблюдайте параллельность между основным упором стола и поверочной линейкой (шаг 2
). Установите на основном упоре фрезерного стола стоп-блок, ограничивающий прямолинейное движение салазок (шаг 3
). Теперь настроим размеры шипа (паза) с помощью регулируемого упора. Установите расстояние между направляющей и фрезой. Когда сделаете настройки, проведите серию испытаний и проверьте соединения сторон коробки.
Примечание:
Для изготовления идеальных соединений, толщина заготовки должна соответствовать диаметру фрезы, советы по устранению неполадок приведены на рисунках ниже.

Упор.
Поместите на фрезерном столе упор таким образом, чтобы зазор между фрезой и направляющей совпадал с размером хвостовика фрезы.

Пожелание.
Для обеспечения точных резов, закрепите струбцинами линейку к столу, параллельно основному упору стола.

Стоп-Блок.
Расположите стоп-блок на упоре так, чтобы предотвратить проход фрезы к основному упору салазок.
УСТРАНЕНИЕ НЕПОЛАДОК ПРИ СОЕДИНЕНИИ ПАЗОВ И ШИПОВ

Хорошее Соединение.
Совершенная подгонка в соединении не имеет зазоров и шипы находятся на одном уровне со сторонами.

Короткие Шипы.
В данном случае слишком короткие шипы, проблема в том, что фреза на фрезерном столе установлена слишком низко.

Длинные Шипы.
Шипы находятся за пределами соединения сторон, вызвано это тем, что на фрезерном столе фреза установлена слишком высоко.

Зазоры в Пазах.
Зазоры в пазах вызваны тем, что направляющая расположена слишком близко к фрезе.

Маленькие Пазы.
Если шипы не помещаются в пазы, то слишком далеко установлена направляющая от фрезы.

Смещение Сторон.
Смещение может быть вызвано не точной установкой заготовки, направляющей или упоров.
ПОСЛЕДОВАТЕЛЬНОСТЬ ИЗГОТОВЛЕНИЯ СОЕДИНЕНИЙ

В настройке расстояния между шипами (пазами), хвостовик фрезы, удобный шаблон для начальной установки расстояния между направляющей и фрезой.

Первый и Последний.
Начните с первого и последнего шипа (паза) на панели. При резке шипа (паза) следите за плотностью прилегания заготовки к направляющей и салазкам.

Направляющая и заготовка.
Чтобы сделать следующий шип (паз), просто поднимите заготовку, установите уже готовый шип (паз) на направляющую и сделайте еще один проход. Повторяйте это, пока не изготовите все шипы (пазы) на изделии.

Лицевые Панели.
Продолжайте изготовление шипа (паза) на противоположном конце заготовки способом описанным ранее. После того, как работа завершена, переходим к изготовлению боковых панелей.

Начало, Боковая Панель.
Следующий шаг, изготовление шипа (паза) в прилегающих, боковых панелях. Разница в том, что используя лицевую (или заднюю) панель в качестве эталона вы смещаете расположение шипа (паза). Для этого, установите последний паз (шип) лицевой панели в направляющую, установите боковую панель вплотную к лицевой и сделайте первый проход.
Окончание, Боковая Панель.
Сделав первый шип (паз), отложите лицевую (или заднюю) панель. Теперь изготовьте оставшиеся шипы (пазы) как вы это делали раньше. После того, как вы изготовили шипы (пазы) на одной стороне, переверните заготовку и повторите все операции описанные выше.

Дно Коробки.
Если вы добавляете дно в коробку, вам нужно сделать пазы на каждой панели. После сборки коробки (шкатулки), нужно вырезать дно-пробку по размерам коробки (шкатулки) и вставить дно-пробку на место. Когда клей высохнет отшлифуйте места соединения мелкой наждачной бумагой.
Салазки для изготовления шипов
Когда вам нужно изготовление шипа на ручном фрезере с четкими прямыми плечиками и абсолютно гладкими щечками, то сделайте для фрезера простой фрезерный стол и не сложное приспособление для фрезерования шипов — салазки
.

Простые направляющие салазки
Существует несколько способов, чтобы сделать шипы — фрезер, шипорезный станок, приспособления на циркулярный или даже ленточнопильный стол. Но когда нужны шипы с совершенно идеальными плечами и щеками то, как правило, сделать это можно только на фрезерном столе. Такие результаты не могут быть сопоставлены с любым другим способом изготовления. В отличии от пильного диска, только быстрое вращение фрезы может создать идеально гладкую поверхность щеки шипа и ровную линию у плечика. Поэтому, когда будет стоять выбор на каком станке сделать шип, то шип сделанный на фрезерном столе может быть лучшим выбором. Еще один плюс в том, что во многих случаях, установка и настройка оборудования фрезерного станка происходит быстрее, а иногда немного более удобна, чем настройка каретки настольной циркулярной пилы. При изготовление шипа на ручном фрезере не нужно особенное и сложное шипорезное приспособление. Установив упор, прямую фрезу на фрезерном столе и настроив ее высоту вы готовы начать изготовление шипа.
Изготовление шипа на ручном фрезере
Настройки в изготовление шипа на ручном фрезере не требуют больших затрат времени.
Первый шаг
настройки, установить фрезу и высоту ее погружения в заготовке. Большой диаметр фрезы сделает работу быстрее, но когда большая глубина погружения, лучше работает фреза с меньшим диаметром. В основном, в работе используются фрезы двух диаметров: 25 мм и 12 мм.

Форма фрезы, которой изготавливаются шипы показана на фото, такая фреза создает идеальные шипы.
Второй шаг
в изготовление шипа на ручном фрезере настройка фрезерного стола, установить упор на расстоянии равному длине шипа. Упор должен обеспечить гладкую поверхность шипу и ровный край вдоль всего плечика. Упор совместно с устройством погружения фрезы на фрезере работает хорошо.
Третий шаг
, нужен эффективный способ, чтобы удерживать заготовки плотно прижимая ее к упору. Вместо того, чтобы использовать торцовочное приспособление, предлагаю использовать простые направляющие салазки
, которые скользят вдоль упора (показано на фото).

Такое приспособление для фрезерования дает гораздо больший контроль и гарантирует, что детали всегда будут иметь квадрат сторон по отношению к упору.

Фрезерование шипов начинается с предварительной регулировки высоты и положения упора. Высота фрезы устанавливается немного ниже меток будущего шипа и упор так же установлен не на всю длину шипа. Не пытайтесь попасть на основные параметры с первой попытки. Идея состоит в том, что необходимо оставить некоторое пространство, которое потом поможет подобраться к окончательным настройкам.

После того, как завершено фрезерование по первоначальным настройкам, следующий шаг сосредоточен на настройке конечной высоты фрезы. Подняв фрезу, сделайте фрезерование на кончиках шипа с двух сторон. Проверьте посадку шипа в паз, а затем настройте нужную высоту фрезы. Поскольку вы удаляете древесину с двух сторон шипа, делайте повторную проверку посадки шипа с повторной регулировкой высоты фрезы. Когда окончательная высота и толщина шипа определены, можно начать удаление древесины в направлении к линии плеча. Лучший способ, чтобы изготовление шипа на ручном фрезере было идеальным, делать работу за несколько легких проходов. Затем переверните заготовку и повторите процесс на противоположной щеке. Когда делаете сокращения, держите заготовку плотно прижимая ее к столу и к салазкам. Плотно зажатая заготовка поможет получить идеально гладкий шип и избежать перекосов.

Фрезерование точной длины шипа заканчивается изготовлением ровной линии у плечика, а для этого нужна тонкая настройка упора. Такая регулировка гарантирует, что окончательное фрезерование плечика будет сделано на всех частях шипа очень легко и просто. Первоначальная настройка упора, как правило, оставляет небольшой запас древесины до основной метки. И, как с регулировкой высоты фрезы, чтобы подойти к основной метке плечика, необходимо сделать точную регулировку упора и проверять посадку шипа после каждого сокращения.
Замедленная подача даст возможность избежать перекос на задней кромке. Но медленная скорость подачи может привести к жжению древесины в плечике. Хорошая практика делать два прохода на заключительной стадии изготовление шипа на ручном фрезере — один для удаления оставшихся остатков и второй, быстрый чистовой. Для фрезерования шипа на коротких сторонах заготовки следуйте той же процедуре, что и фрезерование щек, работайте от края шипа к плечику. Используйте легкое давление на заготовку и к упору для окончательного реза плеча.
Приспособление для изготовления шипов
Шипы, это самая важная часть соединения. Шипы создаются путем удаления древесины на одном или двух краях рейки. В большинстве случаев, соединение шип в паз, это одно из лучших соединений. Ниже показана последовательность изготовления шипов на фрезере. Нужно отметить, что в таком соединении вначале изготавливается шип, а исходя из размеров готового шипа изготавливается паз и потом подгоняется паз под шип. Первое, куда следует направить действия, изготовление реек с точной конечной толщиной и шириной, рассчитывается общая длина реек, выполните торцевание реек на одинаковую длину, убедитесь, что края точны и имеют угол 90°. Рассмотрите направление волокон на рейке, красиво смотрятся непрерывно направленные вокруг рамки волокна. Чтобы это сделать, последовательно отрезайте заготовки и отмечайте каждую часть в последовательном порядке.
Настройка приспособления для изготовления шипов
Закрепите вспомогательное основание с установленным на нем фрезером, положении фрезы относительно фрезерного стола горизонтально и затяните обе крепежные гайки горизонтального основания.
Отрегулируйте высоту фрезы используя основание с фрезером. Ослабьте фиксаторы и слегка поднимайте основание до тех пор, пока фреза не станет выше стола, зафиксируйте основание.
Установите длину шипа. За регулировку длины шипа отвечает устройство погружения или глубины реза фрезой на фрезерном станке, погружайте фрезу до тех пор, пока она не коснется плечика шипа. Закрепите положение фрезы на фрезере. (См. фото).
Так, как вы удаляете древесину на каждой из четырех сторон рейки, основой формирования точного шипа есть размеры на краях рейки, только размеры наиболее приближенные к нужным дадут хороший результат. Любая ошибка в настройке высоты фрезы умножается в два раза. Если вы установили фрезу чуть-чуть выше, ваши шипы будут слишком тонкими
, если ниже — толстые
. Лучший способ, попасть на нужную высоту, последовательное фрезерование и перенастройки высоты фрезы по каждом шипу.

Длина фрезы равна длине шипа.
Используйте шаблон, чтобы установить глубину и длину реза шипа фрезой.

Регулировка высоты.
Установив шаблон, отрегулируйте высоту фрезы, которая равна высоте плеча шипа.

Первое плечо.
Держите тонкий край рейки вертикально и толкайте салазки, чтобы профрезеровать первое плечо.

Второе плечо.
Поверните рейку на 90° и профрезеруйте лицевую сторону.

Третье и четвертое плечо.
После фрезерования второго плеча, выполните полное фрезерование шипа на остальных двух сторонах заготовки.

Шип опустился ниже.
Нижнее плечо шипа отрезано значительно больше, а верхнее мало, в результате заготовка оказалась ниже края ноги.

Шип оказался выше.
Нижнее плечо подрезано слишком мало, а верхнее очень много, в результате заготовка выше ноги.

Все резы выполнены правильно.
Плечи профрезерованные на одном уровне и соприкасаются с ногой в одной плоскости.
Тестируем изготовленные шипы, проверяем подгонку.
Важно, чтобы шип плотно входил в паз. Хорошо сделанные шипы скользят плавно и входят в паз без забивания, не выкручивают рейку в разные направления. Когда шип вставлен полностью, осмотрите соединение и убедитесь, что добились идеальной подгонки. Подталкивая шип вниз, вверх и в разные стороны в пазу, опять убедитесь, что он не двигается и плотно сидит.
Второй важный вопрос в подгонке, заключается в плотной подгонке плечиков шипа к ноге. По сути, плечики могут быть отрезаны не ровно, слишком глубоко или недорезанные. В любом случае последним шагом является всегда тестовая посадка шипа в паз и подгонка соединения стамеской.
Убедитесь в том, что длина шипа соответствует глубине паза. Шип не должен быть длиннее паза. На самом деле, в идеале, он может быть несколько короче, оставляя место для излишков клея при сборке (См. фото).

Хорошо подогнанные шипы должны сидеть хорошо и плотно, клей служит смазкой во время сборки, но не наполнителем для щелей.


Изготовленные шипы имеют квадратные края, их округляют стамеской так, чтобы края шипа были овальными и входили в паз плотно.

Карты регулируют высоту.
Используйте игральные карты, они помогут регулировать высоту фрезерования шипа.
Изготавливая шипы на фрезере есть пять ситуаций, с которыми вы вероятно столкнетесь. Выполняя настройки фрезера исходите из настроек, в зависимости от конкретной ситуации.
Если шипы слишком тонкие
, значит очень высоко поднято основание фрезера над столом. Не делайте перенастройки и изготовьте шип, паз под такой шип будет индивидуальным. Затем ослабьте фиксирующие ручки и уменьшите немного высоту, очень немного.
Если шипы слишком толстые
, значит глубина погружения фрезы слишком мала. Измерьте толщину шипа и паза штангельциркулем. От толщины шипа отнимите толщину паза, разделите результат на 10 и округлите до целого числа. Высчитайте количество игральных карт представляющих это число, плюс еще одна карта. Ослабьте фиксирующую ручку и расположите карты под струбциной, как показано на фото выше. Затяните ручку.
Если край заготовки ниже, чем край ноги
, внимательно осмотрите в сухом собранном виде шип и определите, какую сторону нужно приподнять или понизить фрезерованием. Другой вариант — уменьшить ширину шипа можно ленточной пилой или ножовкой. Как правило подрезается верх шипа.
Если край заготовки выше, чем край ноги
, внимательно осмотрите в сухом собранном виде шип и определите, какую сторону нужно приподнять или понизить фрезерованием. Другой вариант — уменьшить ширину шипа можно ленточной пилой или ножовкой. Как правило подрезается низ шипа.
Если шип слишком длинный
, не регулируйте длину шипа на станке и не надо настраивать глубину фрезы для фрезерования, поскольку эти действия изменят размеры между ножками. Другой вариант — уменьшить длину шипа можно аккуратно ленточной пилой, стамеской или ножовкой.
Приспособление для изготовления соединений в прямой шип и ласточкин хвост
Шипорезные приспособления
используются для фрезерования профиля шиповых соединений. При изготовлении последних требуется большая точность, обеспечить которую вручную практически невозможно. Шипорезные приспособления позволяют быстро и легко выполнить профиль даже таких сложных соединений, как «ласточкин хвост».

Шиповые соединения
На рисунке ниже представлен промышленный образец шипорезного устройства для изготовления трех видов соединений — «ласточкин хвост» (глухой и сквозной вариант) и сквозное соединение прямым шипом. Две сопрягаемые детали устанавливаются в приспособление с определенным сдвигом друг по отношению к другу, контролируемым штифтами 1
и 2
, затем производится их обработка. Точная траектория фрезы задается формой паза в шаблоне и копировальным кольцом фрезера, которое скользит по кромке шаблона, повторяя его форму.

Приспособление для фрезерования шипов

Фрезерование шипов

Фрезерование шипов

Фрезерование шипов
Приспособление для изготовления вставных шипов

Столярные шипы и пазы основа соединений. Если вы заинтересованы найти альтернативу такому соединению, можно рассмотреть соединение вставной шип, которое использует несколько другой подход к изготовлению. Вот как это сделать. Традиционный способ с врезным шипом и пазом можно заменить таким способом, как вставной шип. Суть состоит в том, что вместо паза в одной части и сопрягаемого шипа в другой части, есть пазы в двух частях, а вставной шип представляет собой соответственно отдельно обработанный брусок древесины (см. фото).

Такое различие в соединении дает несколько преимуществ. С одной стороны, этот метод упрощает работу с деталями в части размеров. Кроме того, такое соединение всегда будет более точным. Традиционный врезной шип требует в изготовлении отдельные операции и различные приспособления. Предложенный способ соединения предлагает сделать все пазы и вставной шип используя одинаковые настройки. Вместо того, чтобы делать все пазы в сверлильном станке и потом чистить их стамеской, будет использован фрезерный станок управляемый с помощью не сложного приспособления.
Разметка реек под вставной шип
Для обеспечения точного размещенные спаренных пазов в рейках самый важный шаг, найти среднюю линию ширины в поперечной и продольной рейках. Найти такую линию на каждой рейке можно с помощью металлической линейки и отметить ее карандашом (шаг 1).
Затем нужно перенесите осевые линии на каждое спаренное соединение. Наконец, перенести их на торцы реек (шаг 2).
Позже эта осевая будет выравниваться с центральной линией на приспособлении фрезерного станка для обеспечения его точной посадки, чтобы получить идентичные пазы (шаг 3).

Для обеспечения точного совпадения пазов в деталях, самый важный шаг найти осевую линию ширины рейки. Это легко сделать на продольной рейке с помощью металлической линейки.


Наконец, переносим осевую линию на края соединяемых линий. Эти линии будут использованы для расположения приспособления с фрезером.
Изготовление пазов используя вставной шип
Теперь в местах расположения пазов, фрезер выполнит работу по созданию пазов под вставной шип. Но для этого нужно изготовить устойчивое основание, чтобы уберечь фрезер от опрокидывания и для направления фрезы во время резания с отверстием в центре. Это Т-образное приспособление и выполняет обе эти цели. Такое приспособление довольно просто изготовить. Оно имеет основание с отверстием в центре для фрезы и копировальной втулки, плюс прижимной блок, который используется для крепления приспособления на заготовку. Ключевой фактор в приспособлении для изготовления вставных шипов, правильный размер отверстия в основании. Вы должны учитывать не только размер фрезы, которую используете, но также размер направляющей втулки, которая ходит по кругу отверстия. Рисунок ниже показывает, как определить размеры окна исходя из размеров применяемой втулки. Кроме того, есть еще условие, прижимной блок располагается так, чтобы центр отверстия совпадал с центром на каждой части детали. Напоследок отметьте центральную линию в отверстии приспособления, которая легко поможет выровнять деталь с приспособлением перед фрезерованием паза.

После того, как приспособление для изготовления вставных шипов собрано, фрезерование пазов оказывается довольно простой задачей. После совмещения осевых линей, зафиксируйте приспособление на детали (шаг 4).
Погружая фрезу все глубже изготовьте паз. После изготовления паза, можно повторить процесс изготовления на других деталях изделия (шаг 6).

Во-первых, совместите центральную метку в отверстии основания с осевой линией на продольной рейке. Затем плотно струбциной прижмите приспособление к рейке.

Фрезерный станок, оснащенный спиральной фрезой и направляющей втулкой, поможет изготовить паз, делая серии проходов с не глубокими погружениями фрезы.

Идентичные действия выполняются и на краях торцевых реек по фрезерованию паза. Совместите метки, как и прежде и зажмите приспособление с рейкой. После этого выполните фрезерование паза на полную глубину.
Как изготовить вставной шип
После того, как все пазы готовы можно обратить внимание на изготовление шипов. Нужно подготовить деревянные рейки по размеру пазов. Их создание требует выполнить несколько шагов, которые сейчас и рассмотрим. Самый важный из аспектов шипа, его толщина, которая соответствует ширине паза.

Перед каждой резкой или струганием шипа проверяйте его посадку в паз. Таким образом можно получить хорошее соединение. После того, как вы достигнете желаемой толщины шипа, следующий шаг, подгонка ширины шипа. Не нужно делать очень плотное соединение. Есть несколько причин для этого. Во-первых, это дает вам для клея некоторое дополнительное пространство в соединении. Кроме того, это дает возможность настроить соединение для идеального выравнивания, когда вы собираете окончательно изделие. Создание пазов фрезерным станком, безусловно удаляет работу стамески в изготовлении паза. Но фреза в пазу создает овальные края.

Формируя вставной шип необходимо сделать овалы по краям шипа, чтобы он свободно входил в паз. Это достигается с овальной фрезой на фрезерном столе. Выполнив фрезерование четырех сторон шипа проверьте его посадку в паз, при необходимости сделайте необходимые корректировки. Теперь все, что осталось, это порезать шипы по длине торцовочной пилой.
Вставной шип конечно немного отличается от врезного шипа, но он имеет и много достоинств, в частности в проектах с большим количеством пазов устраняет ряд операций связанных с подгонкой стыков.
Приспособление для изготовления круглых шипов
Круглые шипы обычно изготавливают на токарном станке. Но если у вас нет токарного станка… На фото показано несложное приспособление для изготовления круглых шипов с помощью ручного фрезера.

Его не сложно изготовить из П-образной заготовки, которая крепится к торцовочному приспособлению. П-образное приспособление состоит из тыльной части и двух опорных блоков. Опорные блоки имеют большие отверстия, просверленные в них, которые помогают обработать деталь на прямой фрезе. Приспособление лучше работает, если отверстия имеют размер около 1/32 дюйма.

Настройка приспособления
Чтобы настроить устройство, вставьте в отверстия в опорных блоках заготовку. Далее, определите длину шипа и установите упор за фрезой (рис. B).
Изготовление круглого шипа
Как использовать приспособление для изготовления шипа смотрите подробно на рис. A. Немного приподнимайте над фрезой заготовку и делайте небольшие круговые движения заготовкой для формирования шипа. Затем вращая, заготовку против часовой стрелки и перемещайте ее вперед и назад до полного формирования шипа. Поднимите немного фрезу и повторите процесс, пока не получите шип нужного диаметра.
Приспособление для изготовления шипов на длинномерных заготовках

В большинстве случаев изготовление шипов происходит на фрезерном столе. Но бывают случаи, когда это не самый лучший вариант. Трудно сформировать шип на фрезерном или циркулярном столе, когда длина заготовки может составлять 1,5-3,0 м. Это потому, что для точного реза тяжело удержать в нужном положении длинную заготовку и все попытки, как правило, заканчиваются неудачей. Так что, когда вам нужно вырезать шип на длинномерной заготовке, вам поможет приспособление показанное на фото выше.
ИЗГОТОВЛЕНИЕ ПРИСПОСОБЛЕНИЯ
Это простой упор изготовленный из фанеры. Кондуктор собирается отдельно под каждую обрабатываемую деталь, чтобы сделать фрезерование шипа более точным.
Определение размеров приспособления.
Есть моменты на которые нужно обратить внимание в изготовлении приспособления. Ключевой фактор — длина шипа, на этом приспособлении она определяется расстоянием между стоп-блоком и упором.

Упор.
Измерьте расстояние от внешнего края фрезы к краю основания фрезера, затем добавьте длину шипа. Это и будет заплечик шипа.

ИСПОЛЬЗОВАНИЕ ПРИСПОСОБЛЕНИЯ
После того, как приспособление готово, изготовление шипа не вызывает сложностей. Закрепите приспособление в месте расположения шипа, как показано на фото ниже. Установите фрезер и прежде чем начать фрезерование проверьте размеры будущего шипа. Лучшие результаты дает спиральная фреза, она режет чистые плечики на шипу без сколов.
Соединение древесины шипом в гнездо – одно из важнейших столярных соединений. Его используют повсеместно: при изготовлении мебели, рам, масштабных каркасных конструкций. Данный тип шипового соединения имеет множество разновидностей. Одна из них – это шип-проушина.

Проушина – это открытое сверху сквозное гнездо, в которое вставляется паз. Преимущества такого соединения – прочность, универсальность и простота изготовления. Шип и проушину легко создать вручную, используя дисковую или ленточную пилу или же фрезер. Простота разметки уменьшает вероятность погрешностей при запиливании, что является гарантией точной и плотной подгонки. Для лучшего понимания особенностей этого полезного столярного соединения, рассмотрим технику его создания вручную.
Разметка и изготовление проушины

- Отметьте на торце границу врезки проушины.
- Установите рейсмус на треть толщины детали и сделайте разметку на торцах, по которой будет делаться выборка паза.

- Сделайте два пропила, аккуратно следуя по линиям разметки рейсмуса. Пилите без сильных нажимов и рывков. Начинайте работать под углом, постепенно выравнивая пилу в горизонтальное положение.

- Удалите отход и подрежьте паз стамеской.
Разметка и изготовление шипа

- Отложите длину шипа по размерам ответной детали и нанесите разметку.
- Рейсмусом, установленным на треть толщины детали, разметьте отходные части.

- Сделайте два пропила, аккуратно следуя по разметке. Срежьте излишек с обеих сторон вровень с линией заплечиков.

- Подравняйте заплечики и грани шипа широкой стамеской. Шип в проушину должен входить максимально легко, с прикладыванием минимальных усилий. Подгонка деталей должна быть предельно точной: шип не должен раздвигать проушину, равно как и люфтить, сидя в гнезде.
Столярные соединения в проушину фиксируют при помощи склейки. На время высыхания конструкцию зажимают струбцинами, внимательно проверяя стыки на предмет плотной подгонки. О принципах и вы можете почитать в наших предыдущих статьях.
Очередной мастер класс, надо сказать, что достаточно подробный и не менее полезный от Александра . Сегодня мы поговорим о шиповом соединении. Прямой шип- это основа столярного дела. Как его выполнить в кустарных условиях (а заодно и в оборудованной столярной мастерской) и расскажет наш сегодняшний урок.
Рассмотрим основные принципы изготовления соединения на шип на примере двух заготовок на широкой и узкой, толщина всех деталей будет 30 мм. Для начала отмечаем ширину заготовок.Затем необходимо отложить плечики, обычно это 1/3 материала — отступаем по 1 см вовнутрь, делаем заметку Удобнее всего разметку проводить с помощью столярного угольника
Удобнее всего разметку проводить с помощью столярного угольника Если с узкой заготовкой все просто, то для широкой заготовки необходимо сделать сегментированный шип (для лучшего сцепления). Сегментированный, то естьсорстоящий из нескольких небольших шипов. Для этого находим центр
Если с узкой заготовкой все просто, то для широкой заготовки необходимо сделать сегментированный шип (для лучшего сцепления). Сегментированный, то естьсорстоящий из нескольких небольших шипов. Для этого находим центр  отступаем в каждую сторону по 1 см, т.е. по заплечику, отмечаем.
отступаем в каждую сторону по 1 см, т.е. по заплечику, отмечаем. Вот что у нас получается. Заштрихованные части будут выпазовываться.
Вот что у нас получается. Заштрихованные части будут выпазовываться. Глубина паза должна составлять половину стоевой, в данном случае это 30 мм, но должна быть на 2-3 мм глубже, для того чтобы клей имел место для выхода. Отмечаем глубину на сверле изолентой. Сверло выставляется по центру заготовки.
Глубина паза должна составлять половину стоевой, в данном случае это 30 мм, но должна быть на 2-3 мм глубже, для того чтобы клей имел место для выхода. Отмечаем глубину на сверле изолентой. Сверло выставляется по центру заготовки.
С помощью сверлильно-присадочного станка — егомы уже рассматривали . (кстати, можно пользоваться обычным сверлильным станком). Сначала сверлим несколько рядом расположенных отверстий.
Затем поводя заготовкой из стороны в строну с заглубленным сверлом, срезаем оставшиеся перемычки. Вот такой получается паз — с помощью примитивного сверлильно-пазовального устройства. Конечно, он не идеально красив, да и края закруглены, но онимеет точно заданные размеры и располагается точно по центру заготовки.
Вот такой получается паз — с помощью примитивного сверлильно-пазовального устройства. Конечно, он не идеально красив, да и края закруглены, но онимеет точно заданные размеры и располагается точно по центру заготовки. В профессиональной мастерской применяется пот такой долбежный станок.
В профессиональной мастерской применяется пот такой долбежный станок.

Вот такой получается паз — с помощью профессионального сверлильно-пазовального устройства, после которого не нужно круглить шипы Переходим к ихготовлению самих шипов. Начнем с любительской методики -выпиливание шипа на циркулярке с кареткой.
Переходим к ихготовлению самих шипов. Начнем с любительской методики -выпиливание шипа на циркулярке с кареткой.

Сначала делаем рез по разметочной линии, затем сдвигая заготовку постепенно убираем излишки материала.
Переворачиваем заготовку и повторяем манипуляции со всех сторон.
В результате получается вот такой аккурытнй шип. Но его надо немного доработать ля того, чтобы шип вошел в паз есть два способа. Первый — взять долото и выдолбить закругления паза
ля того, чтобы шип вошел в паз есть два способа. Первый — взять долото и выдолбить закругления паза либо второй вариант — взять рашпиль и закруглить края шипа под паз
либо второй вариант — взять рашпиль и закруглить края шипа под паз Широкую заготовку делаем на профессиональном устройстве — фрезер с широкой фрезой.
Широкую заготовку делаем на профессиональном устройстве — фрезер с широкой фрезой.
точно так же обходим шип со всех сторон. Все получается в один проход — значительно быстрее, чем кареткой.
Сегментируем шип той же циркуляркой.
Убираем промежуток, подстроив вылет диска.

Что ж, шип с пазом изготовлены,перейдем к их соединению. Оно должно быть клеевым.
При поклейке надо смазывать паз изнутри или проушину, так же необходимо промазывать поверхность шипа.
“Торец заготовки я вам не рекомендую смазывать, т.к. он все равно не приклеится к пласти — держать будут только шип и внутренняя поверхность проушка. Сильно много смазывать не надо, потому, что шип и проушко под воздействием воды, содержащейся в клее будут разбухать, таким образом создадутся условия для крепкого шва.”
Промазывать следует и шип и проушину.
затем посредством пресса (ваймы).За неимением такового можно весь процесс осуществить киянкой.
Вытираем излишки клея
наживляем
Запрессовываем.
- При изготовлении шиповых соединений и рамочных конструкций необходимо стоевую делать длиннее, т.е. оставлять хвосты. Хвост стоевой должен быть длиннее вашего фасада с каждой стороны на одну толщину материала, это делается для того, чтобы заготовка не разошлась по волокнам при запрессовке.
- Для широких заготовок необходимо применять сегментарный шип. Толщина шипа всегда делается по стандартам — 1/3 толщины материала, допускается не менее 1/4 толщины материала. Заплечики — 1/3 толщины материала, промежуток между шипами 2/3 толщины материала.
- Шип в любом случае должен быть толще. Для хвойных (мягких) пород на 0,2 мм толще, для твердых пород на 0,1 мм толще, все это связано с усадкой древесины.



 Вытираем излишки клея
Вытираем излишки клея Такие же манипуляции проводим с широкой заготовкой: наносим клей, соединяем
Такие же манипуляции проводим с широкой заготовкой: наносим клей, соединяем


 Подведем итог:
Подведем итог:
Существует множество видов различных соединений, которые широко используются на сегодняшний день в ремонтах. Они нужны для сборки и ремонта мебели, для соединения отдельных частей каких-то функциональных элементов. Но наибольшую популярность среди всех видов заслужило именно шиповое соединение.
Шиповое соединение — это соединение деревянных деталей путём плотного прилегания в отверстия (пазы) шипов.
Соединение на основе пазов и шипов применяется большей частью для деревянных материалов. Оно обеспечивает довольно прочное стыкование, при этом препятствуя деформированию деталей. Особенно это хорошо для мебели, когда необходимо обеспечить максимальную надежность крепежа.
Шиповое соединение может сделать каждый, только вот перед серьезной сборкой необходимо как следует потренироваться, если у вас нет никаких столярных навыков. В итоге можно получить довольно качественную фиксацию. А если ее еще дополнительно скрепить металлическими уголками, то прочность вашей мебели на высоком уровне.

Производство шипа и паза типа «ласточкин хвост».
Есть много способов того, как можно сделать соединение на основе шипов. Но прежде чем рассмотреть основные самые распространенные из них, целесообразно учесть некоторые правила и тонкости, которыми обязательно нужно будет руководствоваться во время выполнения работы:
- Если у вас есть возможность, то делайте шип на специальном точном оборудовании. Это обеспечит максимальное соответствие размеров шипов и пазов друг другу. Такое оборудование есть в каждом столярном цехе или же кабинете по производственному трудовому обучению.
- Бывает так, что вы собираетесь делать мебель, которая не требует особой точности. Вот тогда можно сделать соединения и своими руками. Для этого шипы необходимо нарезать исключительно вдоль волокон древесины. При этом ширина должна составлять примерно 17-20 толщин основной детали. Так вам удастся избежать сколов и появления трещинок.
- Немного проще обстоят дела с нарезанием шипов на фанере. В данном случае толщина шиповой пазухи может быть абсолютно любой. Ширина основных частей на это не влияет. Но принцип соответствия по направлению волокна остается таким же.
- После того как произведено вырезание шипов и проверен их размер, дерево необходимо слегка подсушить. Здесь имеется в виду обычное держание материала в помещении на протяжении суток. Так древесина сможет принять постоянную форму, что в будущем поможет избежать искривления соединения.
Подготовка инструмента и первая часть замеров

Замер прямых шиповых соединений.
А теперь рассмотрим основной и самый распространенный вариант того, как можно своими руками сделать качественное шиповое соединение. Оно основывается на применении обычного напильника или большой пилы (в зависимости от требуемых размеров).
Итак, первым делом необходимо подобрать инструмент. Важно иметь в виду то, что каждый напильник имеет свою ширину реза. Поэтому в итоге часть шипа станет немного больше. А насколько — это зависит непосредственно от этой ширины. Именно поэтому при замерах параметров соединения учитывайте ширину реза.
Теперь приступайте к разметке. Для этого вам понадобится карандаш и линейка. Сначала замеряйте детали, которые нужно между собой соединить. После этого ширина деталей наносится на месте будущего пропила. При этом глубина самого пропила как раз и будет равна толщине основной детали.
Как правило, во многих вариантах мебели на одной части может потребоваться несколько шипов или пазов. В этом случае необходимо ориентироваться на то, насколько они будут одинаковы. Если они будут идентичными, то достаточно сделать один замер. При разных размерах производится необходимое количество замеров. Еще помните правило: в толстых деталях пропилы целесообразно делать немного меньше, а в тонких — глубже.
Разметка второй части

Элементы шипового соединения.
После этого переходим к разметке второй части соединения. Для этого необходимо взять две детали, которые предполагается соединять, и приложить их плотно друг к другу. При этом нужно следить за соответствием совпадения с линиями пропилов. Когда детали будут идеально друг к другу приложены рекомендуется зажать их в тиски, чтобы они не сдвигались.
Теперь, когда детали как следует скреплены, нужно на второй еще не размеченной части нанести карандашом метки, а после этого напильником сделать начальные пропилы. Это будут не основательные линии, а просто тоненькие пометки, похожие на царапины. Но делать их все равно необходимо, так как работать потом будет проще. Только при нанесении пометок старайтесь делать так, чтобы достигнуть идеальной ровности и не допускать изгибов.
После этого необходимо освободить детали и сдвинуть их еще относительно друг друга. При этом важно учесть вот что. Если сдвигать детали совсем чуть-чуть на ширину напильника, то соединение получится довольно жестким. А если сделать сдвиги немного больше, оно будет более свободным.
При этом нельзя сказать, что какой-то из вариантов является плохим. Здесь все зависит от характера и размеров соединяемых деталей. А еще от конкретного типа используемой древесины. Если вы используете фанеру, то делать сдвиги можно только по ширине пропила, так как она в любом случае не будет подвергаться сильной деформации.
Окончательное формирование шиповых соединений

Способы шиповых соединений деревянных деталей.
Когда все это будет произведено, переходим к основательному формированию шипов и пазов.
Чтобы все прошло правильно, нужно во время работы постоянно производить замеры, чтобы исключить по возможности риск ошибки. Особо тщательно следите за ровностью линий. Для больших деталей используйте для контроля строительный уровень.
Итак, основная часть работы окончена: шиповые соединения сформированы. Теперь вам нужно окончательно все измерить, чтобы убедиться в правильности, после чего можно переходить к окончательному оформлению. Для этого можно использовать наждачную бумагу или ручной лобзик. Это зависит от того, насколько поверхность шероховатая.
Далее последует соединение. Здесь важно учитывать вид соединения. Они бывают разъемные и неразъемные. Неразъемные соединения должны быть более крепкими и основательными, а разъемные такими, чтобы при возникновении необходимости их можно было разобрать. Для неразъемных соединений используется клей, а для разъемных необходимо слегка скруглять уголки.
Вариант того, как можно своими руками сделать шиповые соединения, рассмотрен.
Есть еще несколько способов, но они уже более сложные, и больше подходят для профессионалов. Но если никуда не спешить, то постепенно можно приобрести навыки и выполнять в последующем работу просто.
16.12.201714088 просмотров
Соединение древесины шипом в гнездо – одно из важнейших столярных соединений. Его используют повсеместно: при изготовлении мебели, рам, масштабных каркасных конструкций. Данный тип шипового соединения имеет множество разновидностей. Одна из них – это шип-проушина.

Проушина – это открытое сверху сквозное гнездо, в которое вставляется паз. Преимущества такого соединения – прочность, универсальность и простота изготовления. Шип и проушину легко создать вручную, используя дисковую или ленточную пилу или же фрезер. Простота разметки уменьшает вероятность погрешностей при запиливании, что является гарантией точной и плотной подгонки. Для лучшего понимания особенностей этого полезного столярного соединения, рассмотрим технику его создания вручную.
Разметка и изготовление проушины

- Отметьте на торце границу врезки проушины.
- Установите рейсмус на треть толщины детали и сделайте разметку на торцах, по которой будет делаться выборка паза.

- Сделайте два пропила, аккуратно следуя по линиям разметки рейсмуса. Пилите без сильных нажимов и рывков. Начинайте работать под углом, постепенно выравнивая пилу в горизонтальное положение.

- Удалите отход и подрежьте паз стамеской.
Разметка и изготовление шипа

- Отложите длину шипа по размерам ответной детали и нанесите разметку.
- Рейсмусом, установленным на треть толщины детали, разметьте отходные части.

- Сделайте два пропила, аккуратно следуя по разметке. Срежьте излишек с обеих сторон вровень с линией заплечиков.

- Подравняйте заплечики и грани шипа широкой стамеской. Шип в проушину должен входить максимально легко, с прикладыванием минимальных усилий. Подгонка деталей должна быть предельно точной: шип не должен раздвигать проушину, равно как и люфтить, сидя в гнезде.
О методах точной подгонки столярных соединений вы можете почитать в статье, посвященной данной теме.

Столярные соединения в проушину фиксируют при помощи склейки. На время высыхания конструкцию зажимают струбцинами, внимательно проверяя стыки на предмет плотной подгонки. О принципах правильной склейки древесины и советы по выбору столярного клея вы можете почитать в наших предыдущих статьях.
Шиповое соединение деталей. Как самому сделать качественное шиповое соединение в деревянной мебели.
При изготовлении самодельной деревянной мебели мастер сталкивается с необходимостью делать качественные шиповые соединения. Шиповое соединение деталей — самое качественное и надежное. И хотя в последнее время все больше и больше мебели делается и собирается при помощи металлических уголков, шип не сдает свои позиции. Просто сделать качественные шипы могут не многие. Если человек может их делать, можно сказать, что как столяр он уже состоялся.
В промышленности шипы, как говорят, «зарезают» на специальном точном оборудовании. В домашних условиях оно, понятно, недоступно. Поэтому многие мастера, изготавливающие простую садовую и дачную мебель, жертвуют качеством в пользу простоты. Напомню также, что шипы зарезаются в подавляющем большинстве случае только вдоль волокон древесины. Если шип будет сделан узким и поперек волокон, он обязательно сколется. Что бы он не скололся, ширина шипа должна быть не менее 15-20 толщин детали. Это требование не относится к фанере. В фанере можно зарезать шипы любой ширины, но желательно, что бы внешние слои были так же ориентированы вдоль шипа.
Между тем, давно существует достаточно простой способ, позволяющий быстро и качественно делать шиповые соединения деревянных деталей даже начинающему столяру. Способ этот предложен Ю.А.Егоровым. Суть способа достаточно проста и понятна.
Допустим, нам надо сделать шиповое соединение двух деталей. Для удобства на рисунках я их окрасил в разные цвета.
Предпосылкой для качественного изготовления шипового соединения является тот факт, что у каждой пилы есть определенная ширина реза. Она определяется величиной разводки зубьев. Ее можно измерить сделав несколько пропилов в какой либо деревяшке. А можно непосредственно использовать пилу для проведения измерений при изготовлении шипов.

На каждой детали наносим риску на глубину пропила она равна толщине деталей. Если детали одинаковые по толщине, то и глубина пропила в каждой детали будет одинаковой. Если детали имеют разную толщину, то и глубины пропилов будут разные. В тонкой детали пропилы глубже (равны толщине толстой детали), в толстой — мельче.
Детали складывают пластями друг к другу так, что бы торцы совпадали, а относительно друг друга по боковым граням их сдвигают на ширину пропила пилы, которой мы будем делать шипы. (Не толщины полотна пилы, а ширина пропила!). Детали закрепляем в тисках или верстаке и делаем произвольные пропилы равномерно по всей ширине деталей. Если детали разнотолстые, делаем пропилы на глубину равную толщине тонкой детали. (В тонкой детали потом допилим отдельно). Пропилы стараемся делать максимально вдоль оси детали, не допуская конусности шипов.

После это освобождаем детали и вновь смещаем их относительно друг друга на ширину пропила, но только уже в другую сторону. Кстати, если мы сейчас произведем сдвиг на величину чуть-чуть меньшую, чем ширина пропила, то мы получим впоследствии тугое шиповое соединение, что важно для мебели. А если сместим детали чуть больше, чем ширина пропила, то получим свободное шиповое соединение. Шипы деталей будут свободно входить в пазы другой детали. Это обстоятельство важно при изготовлении разъемных соединений (на шпильке) или поворотных соединений.
Не обращая внимания на старые пропилы, делаем новые, примерно по середине уже имеющихся шипов. Так же соблюдаем при этом и глубину пропилов и особенно тщательно их продольность .

После этого детали освобождаем, доводим глубину пропилов до необходимой величины (у тонкой детали, если детали разнотолстые). Долотом аккуратно удаляем лишние шипы (смотрите внимательнее и не удалите нужные!), зачищаем торцы в пазах.
После этого детали можно сединять.
Неразьемные соединения выполняют, как правило на клею. Для деревянных деталей прекрасно подойдут столярный клей или клей ПВА. Они сохранят надежность соединения даже в случае намокания деталей или увеличения влажности древесины. Если детали будут эксплуатироваться в сухом помещении, можно использовать и эпоксидные смолы (клеи).
После застывания клея место соединения зачищают, шлифуют и обрабатывают тем же способом, что и все изделие.

В случае, если соединение планируется разъемным или поворачивающимся, (например, вы делаете жалюзи или дверь-гармошку из досок или щитов), то прежде чем приступить к сборке, надо скруглить торцы шипов, что бы их углы не упирались в пазы при повороте. В неповоротных, но разъемных соединениях этого делать, разумеется, не надо.
Соединив детали, все шипы одновременно просверливают длинным тонким сверлом. Диаметр его должен быть равен диаметру шпильки (гвоздя), который вы будете использовать в качестве оси или крепления.
Используя этот способ изготовления шипового соединения, вы сможете быстро, легко и главное, весьма качественно изготавливать шипы на деталях вашей садовой мебели.
Шипорезка своими руками
Поэтому решил собрать кондуктор для изготовления шиповых соединений с помощью ручного фрезера.
Идея была сделать устройство для быстрого и удобного вырезания пазов для вставных шипов Domino, т.к. готовые решения уж слишком дороги.
Все началось с поиска подходящей идеи в интернете. Далее адаптация идеи под свои нужды и, наконец, выполнение чертежей.
Принцип работы прост (см. следующую фотографию).
Положение паза относительно края заготовки регулируется синим упором. В качестве него будет специальная тумба.
Ширина паза определяется соответственно шириной фрезы, длина паза — положением коричневой задвижки-язычка.
Черная деталь — это копировальная втулка шириной 40 мм, которая ходит в получившемся пазу.








Далее поиск материала. Мне показалось хорошей идеей сделать кондуктор из листа дюрали 6 мм. Хотя, наверное, можно делать из любого листового материала — фанеры, оргстекла, текстолита. Поиск подходящего листа дюрали на местном птичьем рынке и в местных металлоприемках результата не дал: «Подходящие куски иногда проскальзывают, но сейчас нет и когда будут не известно. Перезвоните позже». На металлобазах удалось найти нужный материал. Его даже предложили разрезать в размер, но проблема в том, что забрать придется весь лист. А это во-первых дорого, во-вторых куда мне девать оставшиеся 70% листа.
В итоге нашел ИП, торгующее в интернете листовым дюралюминием Д16Т в розницу. http://dural16.ru/. Может, кому пригодится.
У них можно заказать кусок листа дюрали нужного размера и нужной толщины. Но и тут не все гладко. Если брать не весь лист, а часть, то действует серьезная наценка.
Купил у них подходящий лист дюрали 800×500 толщиной 6 мм за 4130 рублей, т.е. 614,58 рублей за килограмм. Да уж, не мало.
Параллельно с поиском материала начал поиск токаря-фрезеровщика. Пошерстил на паре всероссийских тематических форумов в поисках земляков. В итоге нашел пару десятков аккаунтов, на которые разослал личные сообщения. Из них откликнулись восемь человек, которым позднее разослал чертежи с вопросом о стоимости работ. Разброс цен за работу с моим материалом получился значительный — от двух до восьми тысяч рублей.
Как уже говорил выше, такую шипорезку можно сделать из любого листового материала. Например, из оргстекла, текстолита или фанеры. При этом можно обойтись простым ручным фрезером. Я же решил делать свою шипорезку из дюрали, поэтому пришлось обращаться к специалистам. Именно для них были сделаны точные чертежи с размерами, которые кому-то могли показаться избыточными и сложными (хотя при ближайшем рассмотрении становится ясно, что это не так). Эти размеры подобраны в соответствии с размерами побошвы фрезера и под конкретную копировальную втулку.
Делать из дюрали — не самое дешевое решение как по стоимости материала, так и по стоимости работ, но меня это устраивает. Интересно наблюдать как выдуманное тобою изделие и нарисованное в 3D материализуется и становится настоящим изделием.

Как видим на следующей фотографии, готовое изделие очень простое. При его сборке столкнулся с неожиданной сложностью. Дело в том, что в первоначальном проекте пластины соединяются алюминиевыми заклепками с потайной головкой.
Оказалось, что найти такие заклепки в продаже — задача нетривиальная. Их нет не только в обычных хозяйственных магазинах, но даже в узкоспециализированных магазинах с крепежом. Пришлось соединять пластины обычными вытяжными заклепками.

Самый хитрый элемент конструкции — выдвижной язычок, которым регулируется длина паза для шипа. Вся хитрость заключается лишь в необходимости подгонки ласточкиного хвоста. В остальном никаких сложностей в его изготовлении нет. Чтобы сделать его короче в основной пластине сделаны не одно, а два отверстия, в которые вставляется фиксирующий болт в зависимости от требуемой величины паза.
При этом положение паза на самом язычке выбрано таким образом, чтобы при любом положении язычка подошва фрезера не упиралась в фиксирующую гайку-барашек.

Для крепления шипорезки собрал из 21 мм фанеры тумбу, представленную на следующей фотографии. В верхней части тумбы сделаны два параллельных паза для крепления пластины болтами М10, в пережней части — отверстие для фиксации заготовок на шипорезке с помощью струбцин.

Для придания тумбе нужной жесткости, сделал внутри дополнительную перекладину.

После сборки получаем такое устройство. Перед установкой предварительно матировал наждачкой 120 и 240 металлические поверхности, контактирующие с подошвой фрезера и с заготовками.

Под пластиной прикрепил к тумбе полосу из дюрали. Эта полоса расширяет возможности крепления заготовок к шипорезке с помощью струбцин.

Пока у меня не было возможности устроить своей шипорезке настоящую проверку, но думаю, со своей задачей справится. Вставные шипы, не смотря на то, что их можно купить готовые (http://www.kalpa-vriksa.ru/catalog/vstavnye_shipy_domino_dlya_festool_df500/) буду делать сам. Все же стоимость одного шипа почти 10 рублей — дороговато.



Характеристики:
Габариты — 250х440х112 мм
Вес — около 5 килограмм
Макс. диаметр фрезы — 37 мм
Макс. длина паза — 154 мм
Толщина основания под фрезером — 12 мм
С помощью этой шипорезки изготовил детскую двухъярусную кровать
При помощи шипорезки можно делать пазы для вставных шипов в нужном месте заготовки



Если нет возможности закрепить заготовку на шипорезке, то подвижная часть шипорезки снимается и крепится на заготовке.


Если возникает необходимость обработать торцы длинных заготовок, то шипорезку можно положить на бок.


Пользоваться шипорезкой достаточно удобно и результат получается достаточно качественный.

P.S. В комментариях мне написали об еще одной шипорезке, сделанной по этим чертежам. Оригинал сообщения можно найти ниже. Приведу лишь выжимку:
. нет необходимости обращаться к разным мастерам. Я изготовил шипорезку по Вашим чертежам за один день из алюминиевого листа толщиной 4 мм. 4 мм самый оптимальный вариант для изготовления самому. Использовал ручной фрезер, циркулярную пилу, напильник и эл.дрелль. Только к фанерной станине внизу ещё одну алюминиевую пластину закрепил.Так лучше крепить фрезеруемую деталь, прижимая к верхней и нижней пластине. Алюминий хорошо режется циркулярной пилой и ручным фрезером на малых оборотах. Фрезеровал фрезой 8 мм для металла.



От себя добавлю, что это отличный опыт самостоятельного изготовления шипорезки, спасибо за ваш опыт.
Как можно самостоятельно сделать шиповое соединение?
Существует множество видов различных соединений, которые широко используются на сегодняшний день в ремонтах. Они нужны для сборки и ремонта мебели, для соединения отдельных частей каких-то функциональных элементов. Но наибольшую популярность среди всех видов заслужило именно шиповое соединение.

Шиповое соединение — это соединение деревянных деталей путём плотного прилегания в отверстия (пазы) шипов.
Соединение на основе пазов и шипов применяется большей частью для деревянных материалов. Оно обеспечивает довольно прочное стыкование, при этом препятствуя деформированию деталей. Особенно это хорошо для мебели, когда необходимо обеспечить максимальную надежность крепежа.
Советы по работе над соединениями
Шиповое соединение может сделать каждый, только вот перед серьезной сборкой необходимо как следует потренироваться, если у вас нет никаких столярных навыков. В итоге можно получить довольно качественную фиксацию. А если ее еще дополнительно скрепить металлическими уголками, то прочность вашей мебели на высоком уровне.
Производство шипа и паза типа «ласточкин хвост».
Есть много способов того, как можно сделать соединение на основе шипов. Но прежде чем рассмотреть основные самые распространенные из них, целесообразно учесть некоторые правила и тонкости, которыми обязательно нужно будет руководствоваться во время выполнения работы:
- Если у вас есть возможность, то делайте шип на специальном точном оборудовании. Это обеспечит максимальное соответствие размеров шипов и пазов друг другу. Такое оборудование есть в каждом столярном цехе или же кабинете по производственному трудовому обучению.
- Бывает так, что вы собираетесь делать мебель, которая не требует особой точности. Вот тогда можно сделать соединения и своими руками. Для этого шипы необходимо нарезать исключительно вдоль волокон древесины. При этом ширина должна составлять примерно 17-20 толщин основной детали. Так вам удастся избежать сколов и появления трещинок.
- Немного проще обстоят дела с нарезанием шипов на фанере. В данном случае толщина шиповой пазухи может быть абсолютно любой. Ширина основных частей на это не влияет. Но принцип соответствия по направлению волокна остается таким же.
- После того как произведено вырезание шипов и проверен их размер, дерево необходимо слегка подсушить. Здесь имеется в виду обычное держание материала в помещении на протяжении суток. Так древесина сможет принять постоянную форму, что в будущем поможет избежать искривления соединения.
Подготовка инструмента и первая часть замеров
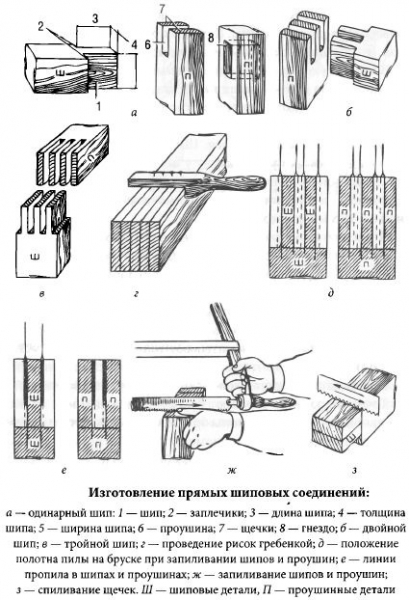
Замер прямых шиповых соединений.
А теперь рассмотрим основной и самый распространенный вариант того, как можно своими руками сделать качественное шиповое соединение. Оно основывается на применении обычного напильника или большой пилы (в зависимости от требуемых размеров).
Итак, первым делом необходимо подобрать инструмент. Важно иметь в виду то, что каждый напильник имеет свою ширину реза. Поэтому в итоге часть шипа станет немного больше. А насколько — это зависит непосредственно от этой ширины. Именно поэтому при замерах параметров соединения учитывайте ширину реза.
Теперь приступайте к разметке. Для этого вам понадобится карандаш и линейка. Сначала замеряйте детали, которые нужно между собой соединить. После этого ширина деталей наносится на месте будущего пропила. При этом глубина самого пропила как раз и будет равна толщине основной детали.
Как правило, во многих вариантах мебели на одной части может потребоваться несколько шипов или пазов. В этом случае необходимо ориентироваться на то, насколько они будут одинаковы. Если они будут идентичными, то достаточно сделать один замер. При разных размерах производится необходимое количество замеров. Еще помните правило: в толстых деталях пропилы целесообразно делать немного меньше, а в тонких — глубже.
Разметка второй части

Элементы шипового соединения.
После этого переходим к разметке второй части соединения. Для этого необходимо взять две детали, которые предполагается соединять, и приложить их плотно друг к другу. При этом нужно следить за соответствием совпадения с линиями пропилов. Когда детали будут идеально друг к другу приложены рекомендуется зажать их в тиски, чтобы они не сдвигались.
Теперь, когда детали как следует скреплены, нужно на второй еще не размеченной части нанести карандашом метки, а после этого напильником сделать начальные пропилы. Это будут не основательные линии, а просто тоненькие пометки, похожие на царапины. Но делать их все равно необходимо, так как работать потом будет проще. Только при нанесении пометок старайтесь делать так, чтобы достигнуть идеальной ровности и не допускать изгибов.
После этого необходимо освободить детали и сдвинуть их еще относительно друг друга. При этом важно учесть вот что. Если сдвигать детали совсем чуть-чуть на ширину напильника, то соединение получится довольно жестким. А если сделать сдвиги немного больше, оно будет более свободным.
При этом нельзя сказать, что какой-то из вариантов является плохим. Здесь все зависит от характера и размеров соединяемых деталей. А еще от конкретного типа используемой древесины. Если вы используете фанеру, то делать сдвиги можно только по ширине пропила, так как она в любом случае не будет подвергаться сильной деформации.
Окончательное формирование шиповых соединений
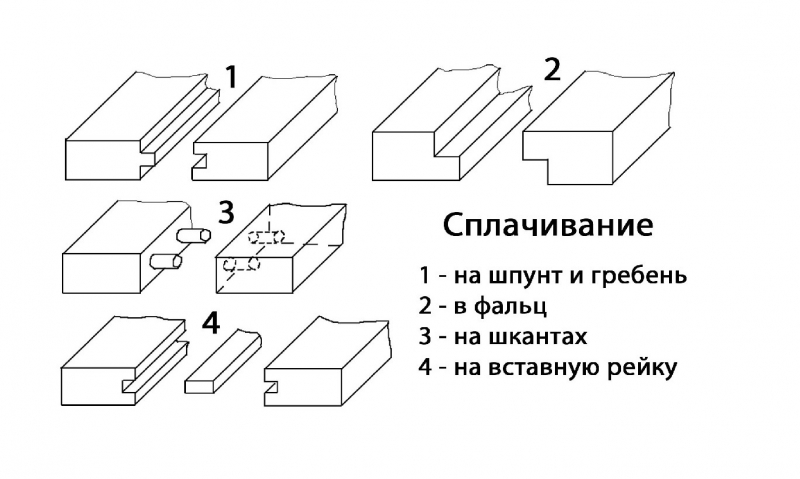
Способы шиповых соединений деревянных деталей.
Когда все это будет произведено, переходим к основательному формированию шипов и пазов. Чтобы все прошло правильно, нужно во время работы постоянно производить замеры, чтобы исключить по возможности риск ошибки. Особо тщательно следите за ровностью линий. Для больших деталей используйте для контроля строительный уровень.
Итак, основная часть работы окончена: шиповые соединения сформированы. Теперь вам нужно окончательно все измерить, чтобы убедиться в правильности, после чего можно переходить к окончательному оформлению. Для этого можно использовать наждачную бумагу или ручной лобзик. Это зависит от того, насколько поверхность шероховатая.
Далее последует соединение. Здесь важно учитывать вид соединения. Они бывают разъемные и неразъемные. Неразъемные соединения должны быть более крепкими и основательными, а разъемные такими, чтобы при возникновении необходимости их можно было разобрать. Для неразъемных соединений используется клей, а для разъемных необходимо слегка скруглять уголки.
Вариант того, как можно своими руками сделать шиповые соединения, рассмотрен.
Есть еще несколько способов, но они уже более сложные, и больше подходят для профессионалов. Но если никуда не спешить, то постепенно можно приобрести навыки и выполнять в последующем работу просто.
Соединение «шип-паз»: шипорезное приспособление и фрезы для ручного фрезера
Зная, как сделать шип-паз ручным фрезером, можно даже в домашних условиях изготавливать не только красивую, но и надежную мебель, но и различные конструкции из древесины, характеризующиеся отличной несущей способностью. По системе «шип-паз» соединяются не только элементы различной мебели (столов, стульев и полок), но и каркасы малоэтажных домов, испытывающие в процессе эксплуатации значительные нагрузки.

Выполненное ручным фрезером соединение шип-паз
Для того чтобы ручным фрезером сделать шип на деревянном брусе, необходимо обеспечить несколько условий:
- надежно зафиксировать заготовку и правильно сориентировать ее по отношению к направляющей подошве фрезера;
- выставить высоту рабочей части фрезы таким образом, чтобы инструмент снимал с поверхности обрабатываемой заготовки слой материала требуемой толщины.
Даже используя при выполнении такой обработки простейшее шипорезное приспособление для фрезера, можно не только повысить ее производительность и качество результата, но и сделать технологический процесс более безопасным. Особенно актуально использование такого приспособления, которое можно изготовить и своими руками, в тех случаях, когда мебель производят не в единичных экземплярах, а сериями (при этом мастеру приходится выполнять большое количество подобных операций как с однотипными, так и с имеющими различные формы и размеры деревянными деталями).

Использование приспособлений позволят ускорить процесс изготовления фрезером столярных соединений
Используемые инструменты
Создание шипов и пазов, при помощи которых будет обеспечиваться соединение двух деревянных заготовок, предполагает, что на боковой поверхности бруса или доски ручным фрезером делается выборка материала. При этом должны быть строго выдержаны все геометрические параметры элементов будущего соединения.
Для выполнения этой операции ручным фрезером можно использовать инструменты с хвостовиками диаметром как 8, так и 12 мм. Наиболее универсальной в этом случае является пазовая фреза, режущая часть которой работает следующим образом:
- боковая поверхность формирует стенки паза и боковые стороны шипа;
- торцевая сторона обрабатывает дно паза и снимает слой материала требуемой толщины с основания шипа.
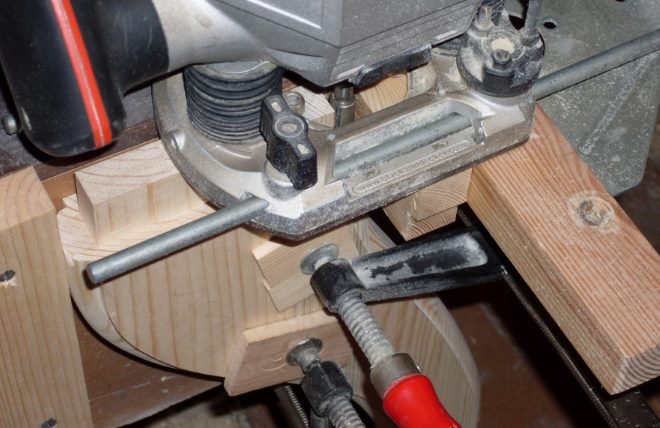
Вырезка шипа пазовой фрезой
Таким образом, используя инструмент данного типа, можно сформировать на боковой поверхности бруса или доски как шип, так и паз. При этом их размеры можно регулировать в достаточно широких пределах.
В тех случаях, когда к надежности соединения деревянных деталей предъявляются более высокие требования, пазы и шипы делают не прямоугольной формы, а формы, которая называется «ласточкин хвост». Пазы и шипы такой конфигурации создаются с помощью фрез «ласточкин хвост». Выполнить процедуру формирования пазов и шипов такой формы ручным фрезером также возможно, но для этих целей следует использовать приспособления другой конструкции.

Выборка «ласточкиного хвоста» с помощью шаблона
Чтобы вопрос о том, как сделать паз в доске и брусе или шип на их боковой поверхности, не вызывал особых затруднений, лучше использовать электроинструмент, оснащенный удобными боковыми рукоятками, широкой направляющей подошвой и опцией защиты шпинделя от проворачивания в процессе замены фрезы. Кроме того, желательно, чтобы в таком оборудовании присутствовал боковой стопор, за счет которого вылет используемой с ним в комплекте фрезы всегда будет оставаться постоянным.
Как изготовить приспособление для выборки шипа
При формировании шипов на деревянных заготовках ручным фрезером он никак не фиксируется в пространстве и подводится к обрабатываемой детали вручную. Именно поэтому очень важно, чтобы при использовании электроинструмента обрабатываемая деталь находилась в приспособлении, которое сможет обеспечить не только ее надежную фиксацию, но и точность формируемых на ее поверхности шипов.
Конструкцию простейшего устройства, которое в состоянии справиться с такими задачами, составляют:
- несколько неподвижных направляющих (нижние, верхние, боковые);
- подвижная планка, за счет которой можно регулировать длину выборки.
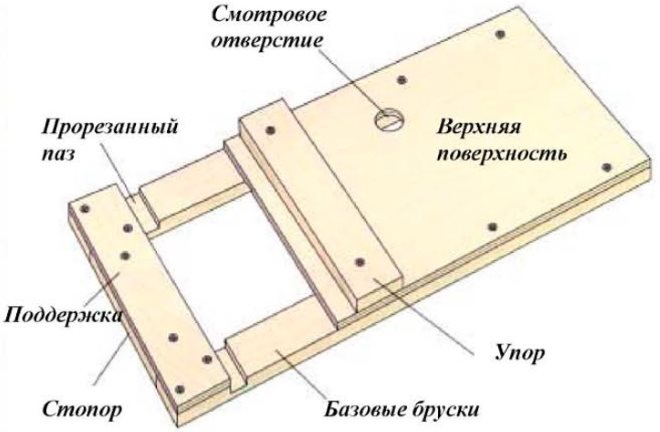
Приспособление № 1 – для выборки шипа
Изготавливается такое устройство, размеры составляющих которого подбираются индивидуально, в следующей последовательности:
- По краям листа фанеры фиксируются одинаковые по высоте боковые вертикальные элементы, в центральной части которых сделаны вырезы.
- На боковых элементах устанавливаются направляющие, по которым будет перемещаться подошва ручного фрезера.
- Чтобы ограничить ход ручного фрезера по верхним направляющим, на них следует зафиксировать боковые планки.
- На листе фанеры, играющем роль основания устройства, необходимо установить подвижный элемент, при помощи которого будет регулироваться величина вылета края обрабатываемой заготовки. Для фиксации можно использовать обычный винт с барашком или любой другой подходящий крепеж.
При изготовлении приспособления предложенной конструкции надо учитывать следующие моменты:
- Высота верхних направляющих должна соответствовать сумме толщины обрабатываемой детали и величины небольшого зазора, который необходим для установки фиксирующего клина.
- Вырезы в боковых вертикальных элементах выполняются такой ширины, чтобы она учитывала длину формируемого шипа.
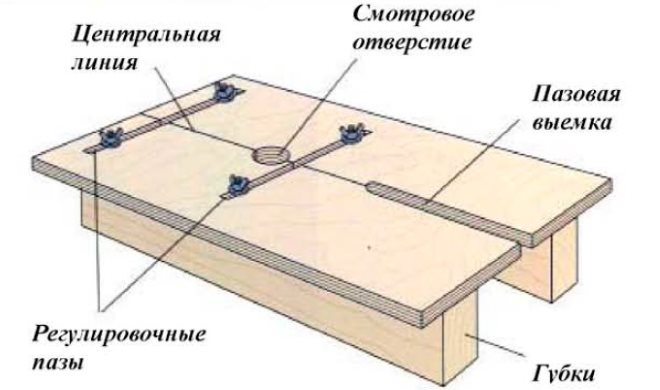
Приспособление № 2 – для выборки паза
Работать с использованием приспособления предложенной конструкции можно ручным фрезером практически любой современной модели, в опциях которого предусмотрена возможность регулировки скорости резания, величины подачи и вылета рабочей части применяемого инструмента.
Для создания на боковой поверхности бруса или доски шипа «ласточкин хвост» используется устройство, изготавливаемое следующим образом.
- В листе многослойной фанеры выполняется отверстие, из которого будет выступать режущая часть фрезы «ласточкин хвост».
- С нижней части подготовленного фанерного листа фиксируется ручной фрезер. Для этого можно применять хомуты, саморезы или любые другие крепежи.
- На поверхности фанерного листа, по которому будет перемещаться обрабатываемая заготовка, закрепляется доска толщиной 2,5 см. Она будет выполнять роль направляющего элемента. Такая доска является расходным материалом и используется один раз с фрезой определенного диаметра.
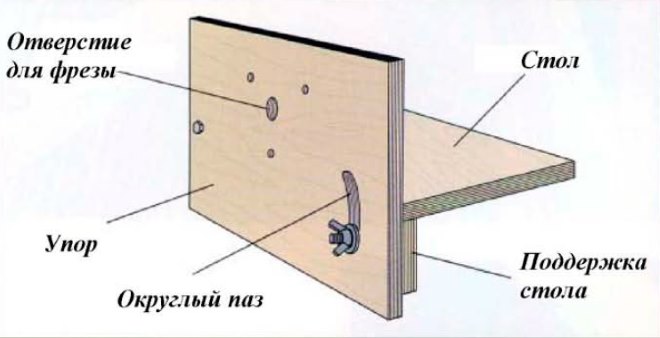
Приспособление № 3 – для фрезеровки ласточкиного хвоста
Такое устройство можно установить между двумя стульями или использовать для его размещения более удобную и надежную конструкцию.
Создание шипов на брусках и досках
Применяя фрезы для сращивания древесины для ручного фрезера и вышеописанное приспособление, обработку выполняют в следующей последовательности.
- Деталь, которую предстоит обработать, размещается на нижней опорной плоскости.
- Тот край детали, на котором будет формироваться шип, помещается в вырез верхних направляющих и продвигается в нем до упора в подвижный элемент приспособления.
- Подвижный элемент фиксируется в требуемом положении.
- Используя клиновой элемент, верхнюю плоскость детали прижимают к верхним направляющим.
- На верхние направляющие помещается ручной фрезер.
- Дерево при помощи установленного на фрезер инструмента сначала снимается с одной стороны формируемого шипа.
- После обработки одной стороны заготовку переворачивают и выполняют формирование второй стороны шипа.
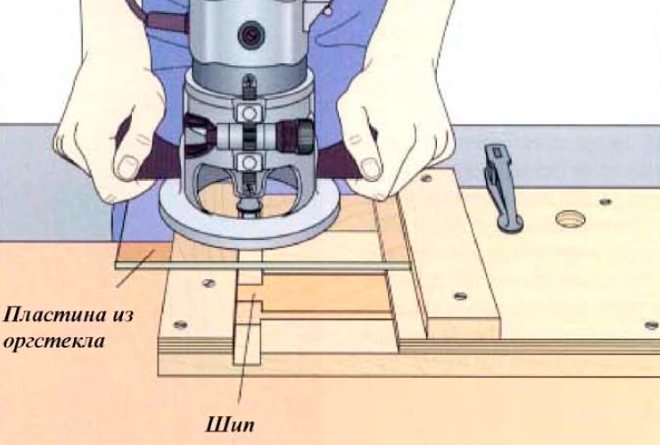
Вырезка шипа с помощью приспособления № 1
Даже такое несложное по конструкции устройство позволяет обрабатывать при помощи ручных фрез соединения «шип-паз» с высокой точностью и производительностью.
Перед началом работы такое приспособление необходимо настроить. Это можно сделать по следующему алгоритму.
- Установленный в ручной фрезер инструмент опускается до его соприкосновения с поверхностью фанеры-основания.
- Измеряется толщина детали.
- Толщина заготовки делится на 4. Результат и будет расстоянием, на которое необходимо поднять фрезу над поверхностью основания.

Вырезка паза с помощью приспособления № 2
Используя шаблон «ласточкин хвост», пазы и шипы создают на половину их толщины, что объясняется особенностями соединения данного типа. Чтобы сделать паз в брусе и доске, а также сформировать шип типа «ласточкин хвост», устройство также необходимо настроить и зафиксировать его составляющие в требуемом положении.
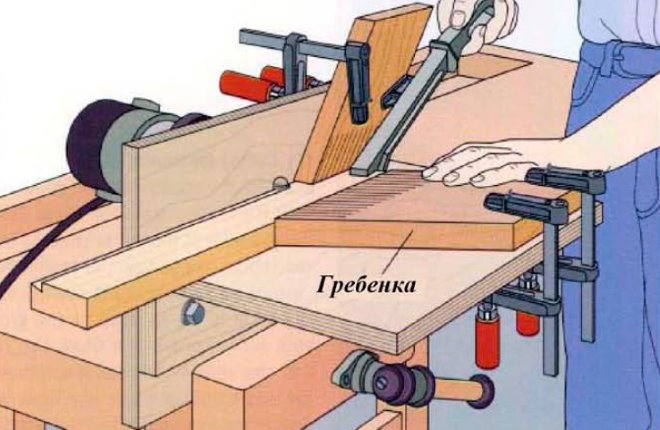
Приспособление № 3 для ласточкиного хвоста в работе
Следует иметь в виду, что создаваемые на деревянных брусках и досках шип и паз должны соединяться друг с другом с некоторым зазором, который необходим для размещения клеевого состава.
И в заключение пара видео, иллюстрирующих процесс создания соединения «шип-паз» с помощью ручного фрезера.
Шиповое соединение

Классическое шиповое соединение до сих пор остается основным, при изготовлении деревянных дверей и мебели. Конечно, уже давно никто не делает шипы вручную, работая ножовкой — наградкой и стамеской. Проще и качественнее детали получаются после обработки на станках. Но это не означает, что такие соединения нельзя сделать в домашних условиях, с помощью самых ходовых инструментов.
Шиповое соединение предполагает выдалбливание гнезда на одной детали и выпиливание шипа на другой. Про долбежки это отдельная тема, один из вариантов есть в статье гнезда для шипов.
Шипы могут быть коренные плоские, вставные плоские, вставные круглые (шканты, нагеля). Изготовление в статье как сделать круглые дюбеля.
Здесь ограничимся изготовлением основного плоского шипа, с помощью циркулярной пилы.
При изготовлении обвязки деревянной двери, на горизонтальных брусках требуется сделать шипы. Если шипорезный станок недоступен, то шипы можно выпилить на любом фрезерном станке или циркулярке. Только для циркулярки придется сделать специальный упор, так чтобы деталь при обработке находилась строго вертикально.
Сначала делаем разметку детали по длине с шипами. Для этого от ширины двери отнимаем две ширины вертикальных брусков и добавляем две длины шипа.
В этом случае длина шипов 60 мм. , может быть немного меньше или больше, но такая длина для двери в самый раз.
При ширине двери 700 мм. и ширине полотен 110 мм. , длина перемычки получается 480 мм. . Плюс два шипа по 60 мм. , итого длина заготовки 600 мм. .
Толщина так же может отличаться, здесь толщина деталей 40 мм. .
Шипы на циркулярке.

Делаем разметку и торцовку детали по длине 600 мм. . Теперь нам понадобится циркулярная пила с изменяемой высотой. На фото обычный недорогой «Корвет», но модель не имеет значения. Выставляем высоту пилы 12 мм. , а направляющую линейку на 60 мм. , по внешнему разводу.

Пропиливаем деталь поперек со всех сторон и с каждого торца, так мы получаем плечи шипа. Кстати говоря, эту часть работы можно сделать и ножовкой.
Самое главное точно выпилить шипы по толщине. У меня сверло на долбежке 15,5 мм. , дает гнездо шириной 16 мм. , соответственно нам нужны шипы толщиной 16 мм. .
Фрезер на фото самодельный, стол с вертикальным валом, каретки нет. Поэтому шипы выпиливаю дисковой пилой, установленной на фрезере. Пила дает нагрузку меньше чем фрезы и обработать детали можно удерживая их руками. Как сделать приспособление для работы ручной циркулярной пилой, самодельная торцовка.

На что стоит обратить внимание, желательно чтобы шип шёл по упору.
В этом случае все просто, шип упирается в вал. Ширина захвата пилы до вала, у меня примерно 58 мм. , что как раз подходит для работы. Если упора нет, то пропиливайте шип не доходя до плеч 3-5 мм. , потом подрежете стамеской.

Выставляем пилу на высоте 12 мм. по верхнему разводу и проходим первый шип, проверяя его по гнезду. Шип должен входить в гнездо плотно, но расшатываться руками.

Когда пила точно выставлена, прогоняем все шипы комплекта, сразу выпиливая шипы по толщине и ширине. При необходимости шипы подрабатываются стамеской, выравниваются плоскости, закругляется торцы и боковые кромки. Для сборки столярных изделий используют и круглые шипы — шканты. Для задалбливания гнезд в домашних условиях может пригодиться самодельное приспособление для дрели.
Шипы ручным фрезером.
Сборку столов, журнальных столиков, стульев, створок и боковин шкафов, так же лучше делать на шипах.

Шипы для мебели можно сделать и с помощью ручного фрезера. Сначала делаем разметку детали, с учетом нужной длины шипов. Затем пропиливаем на циркулярке или ножовкой плечи. Ставим деталь на рабочий стол и фиксируем струбцинами.
На небольшом расстоянии, но поперек обрабатываемой детали, устанавливаем брусок точно такой же толщины и так же притягиваем его струбцинами к рабочему столу.

Ставим на ручном фрезере концевую фрезу «бочонок», подгоняем высоту и аккуратно фрезеруем плоскость шипа. Здесь главное настроить фрезер так, чтобы пройдя шип с обеих сторон получить точную толщину шипа. А уже после настройки прогоняем все остальные детали той же толщины.
Методы и способы соединения деревянных деталей
Начинающим домашним мастерам будет полезно узнать о методах соединения деревянных деталей. Этой теме мы посвящаем краткий ликбез, в котором будут описаны основные виды столярных соединений и сплачиваний с использованием клея, гвоздей, саморезов или шкантов, либо вовсе без них.

Правила выбора соединения в зависимости от типа нагрузки
Наиболее просты торцевые соединения, их применяют при необходимости нарастить деталь. Лучше всего такие соединения переносят нагрузку сжатия, однако при вырубке замков специальной формы можно достичь хорошего сопротивления скручиванию, растяжению и изгибу. Стандартный вариант торцевого соединения — с подрезкой на половину толщины обеих деталей. Срез может быть прямым или косым, при необходимости препятствовать изгибу, растяжению или скручиванию на конце каждого среза нарезают шип или тупой угол, либо делают срез ступенчатым, образуя своего рода «замок».
 1 — прямая накладка вполдерева; 2 — косая накладка; 3 — прямая накладка со ступенчатым стыком; 4 — накладка вполдерева с косым стыком; 5 — косой накладной замок; 6 — соединение вполдерева с косым шипом
1 — прямая накладка вполдерева; 2 — косая накладка; 3 — прямая накладка со ступенчатым стыком; 4 — накладка вполдерева с косым стыком; 5 — косой накладной замок; 6 — соединение вполдерева с косым шипом
Угловые и боковые соединения применяются для соединения прямых деталей в ферму или каркас. Обычно эта часть конструкции опорная, поэтому основные нагрузки приходятся на смещение и сжатие. Если конструкция испытывает статичную предусмотренную нагрузку, на одной из деталей нарезают прямоугольный шип, а на другой — паз или проушину соответствующих размеров. Если возможно действие на разрыв конструкции, шип и паз нарезают в форме трапеции.
 Угловые соединения: 1 — с открытым сквозным шипом; 2 — с глухим закрытым шипом; 3 — со сквозным косым шипом
Угловые соединения: 1 — с открытым сквозным шипом; 2 — с глухим закрытым шипом; 3 — со сквозным косым шипом
Накладные крестовые и Т-образные соединения используют, как правило, для дополнительных связей между ответственными деталями конструкции. Основная нагрузка в них — на сжатие, смещение и разрыв. Первые два типа нагрузки устраняются подрубкой в полдерева или меньше с последующим совмещением деталей. Плечи зарубок принимают основную нагрузку на себя, остается лишь закрепить соединение шурупами или накладными скобами. В ряде случаев для укрепления связи используют шкант или вырубают шип с клином.
 1 — крестовое соединение накладкой вполдерева; 2 — крестовое соединение с посадкой в одно гнездо; 3 — Т-образное соединение с потайным косым шипом; 4 — Т-образное соединение с прямой ступенчатой накладкой
1 — крестовое соединение накладкой вполдерева; 2 — крестовое соединение с посадкой в одно гнездо; 3 — Т-образное соединение с потайным косым шипом; 4 — Т-образное соединение с прямой ступенчатой накладкой
Отдельный тип соединений — ящичные. Предназначены они для соединения досок под прямым углом. Обычно для ящичного соединения на каждой доске нарезают зубья, ширина которых равна расстоянию между ними. На разных досках зубья нарезаны со смещением, поэтому при соединении угол из досок выглядит как одно целое. Зубья также могут иметь клиновидную форму, препятствующую разрыву угла в одном направлении, либо скрепляются дополнительно клеем или гвоздями.
 Ящичные угловые соединения: 1 — с прямыми сквозными шипами; 2 — с косыми сквозными шипами
Ящичные угловые соединения: 1 — с прямыми сквозными шипами; 2 — с косыми сквозными шипами
Как сделать шиповое соединение
Для изготовления шипового соединения нужно обвести обе детали линией разметки по всем граням на расстоянии от торца, равном ширине соединения. На двух противоположных сторонах и торце линиями отмечается тело шипа, разметка на обеих деталях полностью идентична.
Шип подрезают с боков ножовкой для поперечного реза и скалывают древесину с помощью стамески. Ширину шипа делают на 2–3 мм больше для последующей точной обработки ножом или долотом. Паз вырезают ножовкой для продольного реза и скалывают стамеской, также оставляя небольшой припуск на обработку. Далее следует подгонка, в процессе которой детали совмещают и добиваются максимально плотного прилегания.

При Т-образном шиповом соединении на одной из деталей нарезают центральный шип или паз, а на другой выдалбливают проушину или делают две боковые подрезки в зависимости от типа первой детали. Для изготовления проушины используют стамеску, обращая наклонную часть лезвия внутрь отверстия. Если проушина не сплошная, шип делаю на 8–10 мм больше глубины и обрезают его конец в форме развернутого клина. Так при забивании шип сам себя разопрет, и деталь будет прочно посажена.
Для соединения широких деталей можно использовать ящичное соединение, нарезая несколько шипов и пазов. Самый простой способ скрепить шиповое соединение — просверлить его насквозь поперек шипов и забить в отверстие деревянный шкант (оконное угловое соединение).

Как срастить доски на клею
Очень популярный метод соединения досок и брусков — продольное и поперечное склеивание. При соединении досок широкой стороной торец может быть ровным, хотя в большинстве случаев используют пазогребневый профиль. Очень важна плотная подгонка деталей, чтобы слой клея был как можно более тонким, только так можно достичь максимальной прочности. Иногда на торец, смазанный клеем, наносят небольшое количество хлопкового волокна, это повышает качество сцепки.

Доски можно соединять и в профиль, но для этого потребуется выполнить клиновидную зубчатую нарезку обоих торцов со смещением в пол зуба для разных деталей. В домашних условиях такую операцию можно выполнить с применением ручного фрезера.

Для склеивания деталей используют казеиновый клей или ПВА высокой концентрации, для придания прочности в клеящее вещество добавляют просеянную древесную муку. Поверхности покрывают клеем и выдерживают на воздухе 3–5 минут, после чего помещают под гнет или сдавливают струбцинами. Такое соединение получается прочнее самого дерева и никогда не ломается по стыку.
Как сплачивать элементы несущих конструкций
Для несущих конструкций используют два вида соединений — наращивание и сочленение. Самый простой способ срастить две детали — выполнить надрез ножовкой на половину толщины на одинаковом расстоянии от торцов, а затем сколоть топором лишнюю древесину. После сопоставления двух деталей соединение обычно скрепляют двумя накладными планками, прибитыми сбоку от разреза. Склеивание тоже возможно, но только при плотной подгонке деталей.

Надрезанные в полдерева торцы можно свести практически под любым углом, это основной метод соединения кровельных ферм. Для скрепления деталей необходима дополнительная стягивающая связь: брус прикладывают к соединенным деталям сбоку на расстоянии в 30–50 см от угла и подрубают в половину толщины по местам соприкасания, а затем скрепляют конструкцию гвоздями.

Часто вертикальные и наклонные конструкции нуждаются в опоре, например при соединении стропильной системы с балками перекрытия. В этом случае выполняется зарубка посадочных гнезд на горизонтальной балке, в которые будут вставлены стойки. Очень важно соблюдать угол наклона и делать подрубку не более чем на треть толщины бруса.

Соединения со специальными связями
Практически все столярные соединения выполняются с дополнительными укрепляющими связями. В самом простом примере роль таких выполняют гвозди или саморезы.
При наращивании деталей узел может укрепляться сквозным болтовым соединением, хомутами, скобами и глухарями, либо его просто обматывают холоднокатаной проволокой. Сращенные вертикальные опоры достаточно скрепить двумя накладными планками — деревянными или металлическими.

Угловые соединения чаще всего скрепляют скобами, накладными пластинами или уголками. В случаях, когда надо сохранить небольшую подвижность соединения, используют один сквозной болт, который либо прошивает поперек место накладки деталей, либо стягивает их в продольном направлении с минимальным отступом от накладки.

Место крепления специальной связи должно быть удалено от края не менее чем на 10 диаметров крепежного элемента и не иметь пороков. Важно помнить, что часто связи не обеспечивают общую прочность соединения, а только компенсируют неучтенную нагрузку.
Эти прочные соединения можно сделать быстро и аккуратно с помощью погружного фрезера и простого самодельного приспособления. Посмотрите также способы изготовления шиповых соединений.
В таких соединениях шип, представляющий собой отдельный небольшой отрезок, вставляется в гнезда смежных деталей, как показано на левом рисунке, и эти соединения такие же прочные, как и с классическими цельными шипами, показанными на рисунке справа. Соединения с вставным шипом предпочтительнее традиционных по нескольким причинам.

- Погружной фрезер позволяет делать гнезда в длинных, широких или толстых заготовках, которые неудобно обрабатывать с помощью долбежных и сверлильных станков. (Поэтому мы выбрали такой метод для соединения деталей в проекте «Традиционная кровать, простая и элегантная», опубликованном в этом номере.)
- Используя лишь одну фрезу, вы получаете одинаковые гнезда с ровными и гладкими стенками, обеспечивающими прочность склейки. И вам не придется подгонять толщину каждого шипа, как в случаях с гнездами, которые сделаны на сверлильном станке или выдолблены вручную.
- Вы можете сделать лишние заготовки для шипов самых ходовых размеров и сохранить их для будущих проектов, чтобы сэкономить время. И эти шипы можно делать из обрезков, которые в иных случаях были бы просто выброшены.
- Вам не нужно добавлять к длине детали длину шипов, как в классических соединениях, поэтому можно с большей эффективностью использовать ценную древесину.
Что нужно для начала работы
- Погружной фрезер с достаточно мощным электродвигателем (не менее 1,2 кВт) для выборки гнезд в твердой древесине.
- Фреза с восходящей спиралью диаметром не более 1/3 толщины заготовок, в которых будут сделаны гнезда.
- Приспособление, направляющее фрезер вдоль заготовки. Хотя можно пользоваться штатным боковым упором вашего фрезера, наше приспособление работает лучше, так как оно не дает фрезе случайно уйти в сторону.
- Копировальная втулка, внешний диаметр которой равен ширине прорези в шаблоне приспособления и в которую свободно входит фреза. Делать гнезда шириной более 12 мм приходится редко, поэтому втулки диаметром 16 и 19 мм будут использоваться чаще всего.
Как изготовить приспособление
С выборкой гнезд отлично справляются два варианта самодельных приспособлений: центрирующее и фиксированное. Сначала рассмотрим центрирующее приспособление, у которого, как следует из названия, шаблон с прорезью автоматически устанавливается посередине толщины или ширины заготовки. С показанным на рисунке внизу приспособлением вы сможете фрезеровать гнезда на заготовках шириной до 83 мм.

Делая такое приспособление, выпилите в шаблоне прорезь, длина которой равна сумме длины гнезда и разницы диаметров фрезы и копировальной втулки. Например, если нужно фрезеровать гнездо 12×50 мм с использованием 16-миллиметровой втулки, сделайте прорезь шириной 16 и длиной 54 мм, расположив ее точно в перекрестье центральных линий шаблона. Выпилите прорезь аккуратно, чтобы копировальная втулка легко перемещалась вдоль нее без малейшего бокового люфта. Для работы с приспособлением расположите его на заготовке, как показано на фото внизу. Вставьте в цангу фрезу, соответствующую требуемой толщине вставного шипа, настройте глубину и отфрезеруйте гнездо за несколько неглубоких проходов.
Более простое приспособление с фиксированным шаблоном позволяет делать гнезда на одинаковом расстоянии от края заготовки, как показано на фото внизу. Как и в центрирующем приспособлении, в нем есть прорезь для копировальной втулки, но имеется только один направляющий брусок, прикрепленный шурупами параллельно длинной стороне прорези и под прямым утлом к поверхности шаблона.

Разметьте на заготовке центр гнезда, затем совместите перекрестье линий шаблона с этой меткой. Поверните прижимные бруски, чтобы они охватили заготовку с обеих сторон, и зафиксируйте приспособление струбциной.

Приспособление с фиксированным шаблоном позволяет фрезеровать гнезда не только посередине граней заготовки. Для изменения отступа закрепите направляющий брусок на другом расстоянии от прорези.
Изготовление шиповых соединений
Для их изготовления используйте только твердую древесину лиственных пород, так как древесина хвойных пород слишком мягкая, и ей не хватает прочности. Лучше выбирать прямослойный материал без сучков и других дефектов.
Краткий совет! Можно делать вставные шипы из заболони вишни или ореха. Хотя она отличается по цвету, но имеет такую же прочность, как и ядровая древесина.
Сначала острогайте материал до толщины, равной ширине гнезд. Шип не должен выпадать из гнезда, если заготовку перевернуть, но его можно вынуть вручную. Если у вас нет рейсмусового станка, напилите заготовки требуемой толщины на пильном станке.
Теперь опилите заготовки по ширине, соответствующей длине гнезд. Затем с помощью фрезерного стола сделайте скругления на всех ребрах. Наконец, распилите заготовку на отдельные шипы необходимой длины и сделайте вокруг торцов небольшие фаски, чтобы шип легче вставлялся в гнездо.

Используя фрезу для скруглений радиусом чуть больше половины толщины шипа (6 мм для 10-миллиметровой заготовки), отфрезеруйте кромки, которые должны стать слегка заостренными. «Заостренные» кромки шипов упираются в закругленные концы гнезд, оставляя пространство для излишков клея.
Как упростить сборку
По сравнению с классическими шипами, в этих соединениях вдвое больше гнезд, поэтому для их сборки клея требуется в два раза больше. Чтобы избежать спешки и суеты, советуем разделить сборку на два этапа. Сначала вклейте шипы в гнезда деталей, формирующих одну часть каждого соединения. 11ри этом не требуется использовать струбцины для прижатия туго входящих вставных шипов. Дождитесь, когда клей схватится, склейте соединения, как обычно, и зафиксируйте струбцинами.

Рубанком или наждачной бумагой сделайте небольшие фаски на торцах шипа, чтобы он легко вставлялся и не снимал весь клей со стенок гнезда.

Смазав стенки гнезда и нижнюю часть шипа клеем, вставьте шип в гнездо до упора, слегка ударяя, если требуется, киянкой.
Лучшие фрезы для шипового соединения
Рекомендуем применять твердосплавные фрезы с восходящей спиралью — они легко входят в материал, не приводят к образованию сколов (если не затупились) и хорошо удаляют стружку, и это снижает температуру в зоне резания, позволяя избежать образования прижогов и сохранить остроту режущих кромок. Фрезы с нисходящей спиралью проталкивают стружку вглубь гнезда, что приводит к повышению температуры и более быстрому износу режущих кромок.

Погружная прямая фреза, фреза с восходящей спиралью, фреза с нисходящей спиралью, обычная прямая фреза
Прямая фреза тоже годится для этой задачи, если имеет на конце так называемые подрезатели, позволяющие инструменту входить в обрабатываемый материал торцом. Такие фрезы предназначены для погружного фрезерования. Обычные прямые фрезы, не имеющие подрезателей, оставляют в центре небольшой «островок» древесины между карбидными лезвиями, препятствующий вертикальному погружению.
При создании любой конструкции всегда разрабатывают методы крепления, способные обеспечить надёжность, возможность длительной эксплуатации и аккуратный внешний вид. Для решения этих задач в деревянных изделиях применяют так называемое шиповое соединение. Основным принципом крепления двух деталей является создание в одной детали шипов, а в другой пазов (проушин), в которые они вставляются. Используя столярные инструменты, обрабатывают обе детали с точным соблюдением геометрических размеров. Это обеспечивает надёжное зацепление, особенно если в качестве материала применяется фанера. После этого изделие можно использовать без применения дополнительных скрепляющих элементов. Однако для повышения надёжности применяют столярный клей или дополнительные крепёжные элементы.

Основные сведения
Одним из самых отработанных способов соединения двух деталей считается соединение типа шип–паз. Наибольшее распространение получил такой способ крепежа изделий из древесины. С его помощью скрепляют детали оконных рам, дверных проёмов, различные элементы мебели, стенки деревянных ящиков. Каждый элемент подобных изделий имеет специально изготовленный шип (или несколько штук) или паз (несколько пазов).
Виды основных соединений деталей изготовленных из дерева определены в ГОСТ 9330-76. В этом документе определены следующие характеристики подобного скрепления деревянных деталей:
- правила сокращённого обозначения (аббревиатура) различных соединений;
- чертежи с изображением внешнего вида;
- допустимые размеры каждых элементов;
- порядок и правила определения размеров каждого элемента;
- выражения для расчета размеров необходимого режущего инструмента;
- формула для вычисления прочности собранных элементов;
- порядок проведения проверки и испытание на прочность.
ГОСТ 9330-76 Основные соединения деталей из древесины и древесных материалов. Типы и размеры
Согласно этому стандарту все соединения подразделяются на следующие категории:
- угловые (концевое и срединное);
- ящичное (в основном относится к категории угловых);
- по кромке;
- так называемое по длине «на ус».
Для каждой из этих категорий в стандарте утверждена своя аббревиатура (сокращённое обозначение). Эта маркировка состоит из двух заглавных букв кириллицы и одной цифры. Например, УК-2 обозначает, что речь идёт о соединении с двойным открытым сквозным шипом, УК-9 соединение «на ус» со вставным несквозным круглым шипом. Более подробно весь перечень изложен в тексте принятого стандарта.

Любой тип сопровождается подробным чертежом. На каждом из них приведена фронтальная и профильная проекции с указанием размеров, формул по вычислению каждого элемента, готовые результаты. Для получения прочного соединения стандартом определены допуски, которые необходимо соблюдать при изготовлении каждого из элементов. Подробно приведены параметры углового шипа (его длина, шаг и затупление). На основании приведенных результатов в госте разработаны рекомендации по выбору необходимого режущего инструмента. Отдельно сделаны ссылки на другие документы (стандарты) определяющие какими средствами необходимо крепить каждое из перечисленных изделий.
Виды шипового соединения
На сегодня разработано большое многообразие таких способов крепежа деревянных деталей. Все виды шиповых соединений классифицируются по следующим признакам:
- количеству шипов;
- их форме;
- глубине проушины (сквозные или нет);
По первому признаку шиповые соединения бывают: одинарные, двойные, многократные. Он определяет количество изготовленных элементов крепежа. Основными формами шипа считаются:
- прямоугольный (имеет различную длину, шаг и угол при вершине);
- круглый;
- треугольный;
- так называемый «ласточкин хвост» (односторонний или двухсторонний);
- зубчатый (с различным углом наклона);
- угловой.
Выбор формы и размеров зависит от применяемого материала и уровня нагрузки, которую должна выдерживать вся конструкция. Большое распространение получило шиповое соединение со множеством прямоугольных шипов. Основным его достоинством считается простота изготовления и возможность применения его для любой древесины.

Разметка и изготовление проушины
Изготовление элементов начинают с выреза паза, в который будет вставляться шип. Во много качество каждого из них зависит от точности разметки и уровня используемого инструмента. Для его изготовления может использоваться фрезер, который позволяет ускорить процесс получения проушины. В домашних мастерских можно изготовить паз своими руками. Последовательность изготовления зависит от типа шипового соединения. Основная последовательность заключается в следующем. Разметка начинается с деления заготовки на три равные части. Далее ручной тонкой ножовкой производят пропилы. Затем при помощи стамески, необходимой ширины удаляют внутреннюю часть пропила, получая пазовый элемент. Окончательную обработку стенок полученного паза производят с помощью наждачной бумаги.

Разметка и изготовление шипа
Для обеспечения надёжности конструкции изготовление шипа должно начинаться с тщательной разметки. На первом этапе определяют, какого вида будет изготавливаться этот элемент, где он должен находиться. По его месту положения различают: угловое концевое, серединное и ящичное. Кроме этого необходимо определиться – сколько их будет в соединении. Одним из факторов, влияющих на количество, является толщина заготовки. Если деталь имеет толщину, не превышает сорок миллиметров, выбирают соединение с одним шипом. Если ширина находится в интервале от сорока до восьмидесяти миллиметров, изготавливают два или три. Для более толстых заготовок выпиливают тройное или многократное соединение. Опыт профессионалов показывает, что шип должен иметь толщину, равную одной трети от всего размера детали, а длина должна равняться толщине скрепляемых элементов.
Основными этапами изготовления шипа являются:
- разметка будущего шипа (горизонтальная и вертикальная);
- подготовка инструмента;
- выпиливание;
- зачистка стенок;
- подгонка.

Разметка мест необходимых распилов производится с помощью измерительных инструментов в обеих плоскостях. Выбор инструмента для распила зависит от возможностей изготовителя. На деревообрабатывающих предприятиях эту операцию производят на специальных станках. Если планируется изготовить шип своими руками, применяют обыкновенные пилы. Наиболее подходящими считаются: лучковая пила или ножовка. После изготовления шипа производится зачистка его поверхности. Она осуществляется при помощи напильников и наждачной бумаги. Далее вставной шип подгоняют под заготовленный паз. После завершения этой операции производится его окончательная фиксация.
Урок «Шиповые соединения»
Муниципальная бюджетное общеобразовательное учреждение
Гимназия №19 города Орла
Открытый урок на тему:
« Виды шиповых соединений»
учитель технологии
«Шиповые столярные соединения»
Познакомить учащихся с шиповым способом соединения деталей изделий из древесины;
Совершенствовать эстетическое воспитание учащихся;
Способствовать развитию технического мышления.
Комбинированный (освоение новых знаний, обобщение и систематизация изученного).
Методы обучения:
Устный опрос, рассказ, демонстрация наглядных пособий (использование презентации выполненной в программе PowerPoint), практическая работа.
I. Организационно-подготовительная часть
Приветствие учителя, контроль посещаемости, проверка готовности учащихся к уроку, сообщение темы и целей урока.
II. Теоретическая часть
Повторение пройденного материала:
— Как затачивают стамески, долота и ножи для стругов?
— Что называют доводкой и правкой лезвия?
— Для чего нужна прифуговка зубьев пил?
— Как затачивают зубья пил для поперечной распиловки?
— Как затачивают зубья пил для продольной и смешанной распиловки?
— Как производят развод зубьев пил?
— Как должна располагаться режущая кромка относительно подошвы струга?
— Как настраивают и крепят нож на стругах с деревянной колодой?
— Как настраивают и крепят нож на стругах с металлической колодой?
— Для чего служит стружколоматель?
— Как прочищают засорившийся леток?
— Перечислите правила безопасности при очистки лотка.
Изложение нового материала:
Учитель свое объяснение сопровождает показом призентации.
План рассказа учителя:
Виды столярных соединений
Разметка и запиливание шипов и проушин
Долбление проушин и гнезд. Сборка шипового соединения.
Основные виды столярных соединений
Столярные соединения бывают неразъемные и разъемные. К первым относятся соединения на гвоздях, ко вторым — на шурупах. На гвоздях и шурупах детали соединяют сравнительно быстро, но соединения не
обеспечивают высокой прочности.
Шиповые соединения деревянных изделий.

В клеевых соединениях различают элементы: шип, гнездо, проушину и др.
Шип — выступ на торце заготовки, соответствует размерам и профилю проушины или гнезда соединяемой заготовки.
Гнездо — отверстие (углубление) в заготовке, соответствует размерам и профилю шипа.
Проушина — гнездо на торце заготовки, открытое с двух или трех сторон.
В  немецком языке слово «шифф» , переводится как «средняя часть чего-либо», термин » шип » как средняя часть соединения детали.
немецком языке слово «шифф» , переводится как «средняя часть чего-либо», термин » шип » как средняя часть соединения детали.
И з клеевых соединений распространены шиповые. Они разделяются на угловые концевые, угловые серединные и угловые ящичные. Выбор количества шипов на зависит от толщины соединяемых деталей. Бруски толщиной до 40 мм соединяют одинарным шипом, бруски толщиной 40..80 мм — двойными или тройными , бруски толщиной свыше 80 мм — тройными многократными .
з клеевых соединений распространены шиповые. Они разделяются на угловые концевые, угловые серединные и угловые ящичные. Выбор количества шипов на зависит от толщины соединяемых деталей. Бруски толщиной до 40 мм соединяют одинарным шипом, бруски толщиной 40..80 мм — двойными или тройными , бруски толщиной свыше 80 мм — тройными многократными .
Правила определения размеров шипов и проушин:
Размеры угловых концевых

 и угловых серединных соединений определяют по формулам: S = 0.4 So ; S 1 = S 3 = 0.5( So — S 1)
и угловых серединных соединений определяют по формулам: S = 0.4 So ; S 1 = S 3 = 0.5( So — S 1)
Углового ящичного соединения:

S 1 = S 3 = 6,8,10,12,14,16 мм;
l = So; S2, не менее 0,3So
Изделия с шиповым соединением деталей изготавливают по сборным чертежам.
2. Разметка и запиливание шипов и проушин
Для получения шипов и проушин заготовку вначале надо разметить в продольном и поперечном направлениях. Размечают шипы и
проушины с обеих сторон заготовки. На той ее части, которую надо удалить, карандашом делают пометку (Х).
 Сначала ведут поперечную разметку. Для этого длину шипа (проушины) откладывают с помощью линейки и карандаша от базового торца вдоль ребер. С помощью угольника отметки соединяют поперечными линиями по пластям и кромкам. Рассчитав ширину шипа (проушины), размечают ее рейсмусомпо торцу икромкам продольными линиями.
Сначала ведут поперечную разметку. Для этого длину шипа (проушины) откладывают с помощью линейки и карандаша от базового торца вдоль ребер. С помощью угольника отметки соединяют поперечными линиями по пластям и кромкам. Рассчитав ширину шипа (проушины), размечают ее рейсмусомпо торцу икромкам продольными линиями. 
После разметки проушины и шипы запиливают, используя пилу с мелкими зубьями, заготовку закрепляют в заднем зажиме верстака с наклоном 50 и делают запил.
Затем ее выравнивают и продолжают продольное пиление.
П ропил ведут рядом с разметочной линией по удаляемой части , не заходя за линию поперечной разметки. Затем проводят поперечное спиливание участков древесины («щечек») для получения шипа. «Щечки» спиливают поочередно сначала с одной стороны заготовки, затем — с другой.
ропил ведут рядом с разметочной линией по удаляемой части , не заходя за линию поперечной разметки. Затем проводят поперечное спиливание участков древесины («щечек») для получения шипа. «Щечки» спиливают поочередно сначала с одной стороны заготовки, затем — с другой.
На производстве шипы и проушины получают станочники шипорезного станка. Они должны хорошо знать свойства древесины, устройство станков, уметь выполнять все станочные операции, затачивать инструмент, настраивать станки.
Долбление проушин и гнезд
Долбление является обработкой древесины резанием резцом в вертикальном направлении.
Проушины и гнезда получают с помощью долот и стамесок.
Долото предназначено для долбления гнезд и проушин. По его ручке наносят удары киянкой. Для предохранения ручки от раскалывания на нее насаживают еще одно металлическое кольцо. Рабочая часть долота иметь форму клина с углом 35º.
Стамеска применяется для зачистки шипов, гнезд и проушин, срезания фасок, подрезки подгоняемых деталей. Рабочую часть стамески затачивают под углом 20°.
Термины » долото » и » стамеска » от немецкого языка переводятся как » долбящее железо «.
Долбят деталь на подкладной доске. Лезвие долота ставят параллельно линии поперечной разметки на расстоянии примерно 1 см от торца и фаской в сторону дна проушины. 
Удерживая долото строго вертикально, по нему наносят удары киянкой. Затем отступают от торца на 5 -7 мм, ударяют по долоту и, наклонив его, подрезают и откалывают слой древесины.

Устанавливают долото у линии поперечной разметки. Гнездо долбят поочередно от обеих линий поперечной разметки.
На производстве механическое долбление древесины проводят станочники цепно-долбежных станков. Они выдалбливают продолговатые отверстия с помощью резцов движущейся долбежной цепи.
4. Сборка шипового соединения
Для сборки шипового соединения шипы и проушины подгоняют до
необходимого размера , подрезают стамеской и зачищают напильником.
Для обработки стамеской заготовку закрепляют на верстаке. Правой рукой нажимают на торец стамески, а левой обхватывают ее стержень и регулируют направление резания. Напильником зачищают боковые стенки и дно проушины. Соединение деталей будет прочным , если шип входит в проушину при несильном ударе киянкой или нажатии рукой. Киянкой следует ударять
не по шипу, а через подкладную доску.
П  одогнав шиповое соединение, его разбирают для склеивания. Вначале шип и проушину смазывают клеем, выдерживают для впитывания клея в древесину, а затем соединяют.
одогнав шиповое соединение, его разбирают для склеивания. Вначале шип и проушину смазывают клеем, выдерживают для впитывания клея в древесину, а затем соединяют.
Собрав и склеив изделие, пользуясь подкладными досками, его сжимают в углах струбцинами. В зависимости от вида клея изделие выдерживают в сжатом состоянии до 24 ч.
Шиповое соединение после сжатия строгают, чтобы убрать неровности на стыках. Строгают, закрепив изделие клиньями на верстаке, с двух сторон на полный размах рук полным движением р убанка.
убанка.
Затем строгают кромки. Изделие закрепляют в переднем зажиме верстака с подкладной доской. Шиповые соединения строгают поочередно движением рубанка от края к центру соединенной детали.
Контролируют качество работы с помощью линейки и угольника.
На производстве шиповые соединения собирают сборщики изделий из древесины.
III. Практическая часть
Практическая работа «Шиповое соединение деталей изделия из древесины»
Организация рабочего места :
Учащиеся выполняют задание — каждый на своем рабочем месте.
Для выполнения работы понадобятся: верстак, заготовки, долото, стамеска, киянка, мелкозубая пила, измерительная линейка или штангенциркуль, клей, кисти, струбцины или тиски, напильник, шлифовальная шкурка.
Вводный инструктаж.
1. Получите у учителя заготовки на изготовление рамки с шиповым соединением;
2. Рассчитайте размер шипа, толщины щечек проушины;
3. Составьте эскизы на шип и проушину с простановкой размеров;
4. По рассчитанным размерам разметьте шиповое соединение для изготовления рамки;
5. Запилите шипы и спилите «щечки»;
6. Закрепите на верстаке с подкладной доской заготовки с запиленными проушинами и произведите долбление;
7. Проконтролируйте качество работы с помощью измерительной линейки или штангенциркуля;
8. Подгоните стамеской или напильником шипы и проушины до их плотного соединения;
9. Склейте шиповые соединения и зажмите их в струбцины, проверив равенство диагоналей рамки;
Зачистите выданные учителем склеенные шиповые соединения;
Правила техники безопасности:
1. Необходимо надежно закреплять заготовку на верстаке;
2. Работать следует только исправным и хорошо заточенным инструментом;
3. Не следует подрезать шипы и проушины стамеской и напильником, держа детали на коленях или в руке, а делать это нужно на верстаке в закрепленном положении;
4. Нельзя резать древесину стамеской в направлении руки, поддерживающей деталь, нужно двигать стамеску лезвием от себя;
5. Следует ударять киянкой точно вдоль оси долота;
6. Переносить долото (стамеску) можно только лезвием вниз;
7. По окончании работы долото (стамеску) нужно класть лезвием от себя. Нужно
проследить, чтобы лезвия не выступали за край крышки верстака;
Текущий инструктаж.
Самостоятельное выполнение учащимися задания. Текущие наблюдения учителя, контроль за соблюдением правил техники безопасности, ответы на возникающие вопросы в процессе работы, проверка правильности выполнения заданий.
Оценка результатов работы учащихся, выбор лучших работ учащихся, разбор допущенных ошибок и анализ причин, их вызвавших, разъяснение возможностей применения полученных знаний, умений и навыков в общественно полезном труде.
IV. Итоговая часть
Установка на следующий урок:
На следующем уроке продолжится знакомство с технологией обработки древесины.
Учащиеся получат знания о другом способе соединения деталей из древесины — шкантами и шурупами с нагелями.
Домашнее задание:
Повторить пройденный материал;
Прочитать параграф 9 в учебнике (6, с. 43-46);
Уборка рабочих мест.
Список используемой литературы :
1. Бобров, В.А. Справочник по деревообработке /Серия «Справочники», -Ростов н/Д:
2. Карабанов, И.А. Технология обработки древесины: учеб. Для учащихся 5-9 кл.
общеобразовательных учреждений.- М: Просвещение,1995.
3. Самородский, А.Е., Симоненко, В.Д., Тищенко, А.Т. Технология. Трудовое обучение: учебник для учащихся 7 кл (вариант для мальчиков) общеобразоват. Шк.
/ под ред. Е.С. Глозман, — М.: Мнемозина,2012.
4. «Мебель своими руками» Клятис Г. Я.
«Лесная промышленность» 1989г.
5. « Столярные работы» Л.Н. Крейндлин
М. Высшая школа 1982 г.
6. Технология. Индустриальные технологии: 6 класс:
учебник для учащихся общеобразовательных организаций
/ А.Т. Тищенко, В.Д Симоненко. – М : .Вентана- Граф, 2014 – 192 с.
Чем и как подгоняют шипы и проушины
Как сделать шип так, чтобы такое соединение было качественным и служило долго. Появление шипа считается одним из ключевых моментов в истории развития столярного ремесла. Говорят, что настоящий мастер должен уметь изготавливать такие соединения. Называйте их, если хотите, мерилом уровня столярного мастерства. Как сделать шип правильно и аккуратно подогнанным к проушинам, сквозные шипы, усиленные нагелями, будут наглядным свидетельством качества изделия, которое недостижимо при использовании шурупов или ламелей, экономящих время. Как следует из названия, такое соединение состоит из шипа, проходящего сквозь отверстие (проушину) смежной детали, и часто шип делают слегка выступающим с другой стороны. Если вы готовы освоить изготовление таких соединений, попробуйте использовать их вместо ламелей.
Вот как это делается.
Определите размеры элементов соединения. Соединения со сквозными шинами бывают двух типов (рисунок внизу). В одном случае обе детали имеют равную толщину, например, перекладина толщиной 18 мм имеет шип, входящий в проушину стойки, толщина которой также 18 мм.
Или шип входит в проушину детали, имеющей большую толщину, например, соединение 18-миллиметровой царги стола с ножкой квадратного сечения 38×38 мм. Для соединения деталей одинаковой толщины сделайте шипы и проушины, равными одной трети толщины деталей. Например, при толщине деталей 18 мм толщина шипов и ширина проушин равна 6 мм.
Краткий совет! Абсолютная точность не нужна. Если самая узкая стамеска имеет ширину 6 мм, разметьте проушины чуть шире, чтобы упростить их зачистку.
Если толщина деталей разная, толщину шипа и ширину проушины выбирают, как правило, равной одной трети толщины большей детали. Например, для соединения 18-миллиметровой царги с 38-миллиметровой ножкой сделайте шипы толщиной около 12 мм.
Длину шипа нужно увеличить примерно на 0,5 мм, если собираетесь после сборки шлифовать его торец вровень с поверхностью ответной детали. А если хотите украсить выступающую часть шипа фасками, его длина должна быть на 6 мм больше ширины другой детали.
Начинайте с проушин
Размеры шипа легко уменьшить в соответствии с шириной и длиной проушин, поэтому сделайте сначала проушины и подгоните к ним шипы. Разметьте проушину па двух противоположных сторонах заготовки и убедитесь, что размеченные прямоугольники расположены на одинаковом расстоянии от базовых граней. Закрепите в патрон сверлильного станка сверло, диаметр которого на 1,5-2,0 мм меньше ширины проушины, и установите упор на столике станка. Прикрепите заготовку струбциной к упору и сделайте сквозные отверстия (фото А).
A. Перекрывающиеся отверстия, сделанные сверлом с центральным острием, образуют выступы на стенках проушины и закругленные концы.
B. Приклейте к направляющему бруску планку, край которой совпадает с линией разметки. Приспособление помогает удерживать стамеску вертикально и не дает выйти за линию.
Приступая к зачистке проушины, сначала возьмите узкую стамеску для подрезки углов. Затем изготовьте направляющее приспособление-кондуктор для стамески, показанное на фото.
Прижимая к кондуктору плоскость стамески шириной 25 мм или более, выравнивайте стенки проушины, срезая неровности, оставшиеся от сверления (фото В), не более, чем на половину глубины. Переставьте кондуктор на противоположный край и зачищайте вторую стенку также до половины глубины. Затем переверните заготовку и проделайте то же самое с другой стороны.
Как сделать шипы
Установите в пильный станок наборный пазовый диск максимально возможной толщины и настройте его вылет так, чтобы шип получился чуть толще, чем требуется. Проверьте настройки на обрезках, прежде чем обработать заготовки.
Установите продольный (параллельный) упор на расстоянии от внешнего края диска, равном длине шипа. Закрепите накладку на поперечном (угловом) упоре. Формируйте шип за несколько проходов с минимальным перекрытием, чтобы уменьшить количество поперечных рисок на щечках шипа (фото С). Затем поставьте заготовку на кромку, чтобы выпилить узкие щечки.
C. Формируйте шип за минимальное количество проходов, чтобы на выступающей части шипа не остались глубокие риски.
D. Подгоняя толщину шипа к ширине проушины зензубелем, снимайте с обеих щечек одинаковое количество материала. Проверяйте результат после каждой пары проходов.
Для точной подгонки шипа удалите одинаковое количество материала с обеих щечек, используя прямоугольный обрезок с наклеенной только на одну грань наждачной бумагой N^ 100 или небольшой зензубель (фото D). Следует остановиться, когда шип будет входить в проушину при легком усилии руки.
Соберите соединение насухо и острым ножом слегка отметьте границы выступающей части шипа (фото Е). Разъедините детали и отшлифуйте или острогайте на всех ребрах вокруг торца фаски под углом 45°, не заходя за линии (фото F). Чтобы собрать соединение, не испачкав клеем, торец шипа, нанесите немного клея на его широкие щечки, вставьте шип в проушину и сожмите соединение струбциной до полного высыхания.
E. Острый разметочный нож с односторонней заточкой оставит тонкую линию точно на границе с краями проушины.
F. Движения рубанка направлены от углов к середине, чтобы не образовались сколы. Затем отшлифуйте фаски и торец наждачной бумагой № 180.
Затем можно механически усилить соединение. Для этого просверлите 6-миллиметровое отверстие с отступом 25 мм от концов проушины, проходящее сквозь шип. Делать сквозное отверстие, выходящее на другую сторону, можно только при абсолютной уверенности в том, что при забивании нагеля на выходе не будет сколов.
Сделайте заходные фаски на конце 6-миллиметрового стержня и вбейте его в отверстие, как показано на фото в начале статьи.
Срежьте лишнее и гладко отшлифуйте поверхности наждачной бумагой № 180, обернутой вокруг твердой колодки.