Самое подробное описание: ремонт индикатора часового типа своими руками от профессионального мастера для своих читателей с фотографиями и видео из всех уголков сети на одном ресурсе.
Контроль показаний индикаторов производят с помощью специально приспособленного микрометра, который закрепляют в штативе. Индикатор устанавливают таким образом, чтобы наконечник касался измерительной поверхности микрометрического винта в положении, когда стрелка индикатора показывает нуль и нулевое деление барабана микровинта совпадает с продольной риской на стебле. Повернув микровинт микрометра на 25 делений барабана, смотрят на циферблат индикатора — стрелка его должна показать такой же отсчет. Затем поворачивают микровинт еще на 25 делений и т. д. Такую проверку нужно сделать на десяти оборотах. После этого ее осуществляют в обратном направлении.
К основным дефектам индикаторных инструментов различного типа относятся заедания в механизме, вызванные его засорением, деформацией стержня, наличием забоин, неисправностью пружин и стрелок.
Засорение устраняется разборкой и тщательной промывкой механизма. Стержень может быть выправлен с помощью медного молотка на свинцовой подушке. Царапины и выбоины зачищают мелкозернистыми брусками. Погнутый или сломавшийся волосок заменяют новым. Растянутую или лопнувшую пружину также заменяют новой. Погнутые стрелки выправляют.
| Видео (кликните для воспроизведения). |
Следует знать, что в механизме индикатора смазке подлежат только подпятники осей. Смазкой служит часовое масло. Остальные части механизма должны оставаться сухими.
Ремонт более сложных индикаторных инструментов типа миниметров и оптико-механических приборов находится в ведении механика-юстировщика.
Ремонту и восстановлению подвергаются индикаторы часового типа, у которых искривлен или забит измерительный штифт, испорчены стрелки и загрязнен механизм. В условиях машиностроительного завода исправление и восстановление индикаторов представляет большие трудности, и далеко не все дефекты могут быть устранены. Легче всего устраняются забоины, царапины и искривление измерительного штифта. Это достигается полированием его наждачной бумагой с маслом и правкой медным молотком на свинцовой подушке.
Погнутость спиральной пружины может быть устранена с помощью двух пинцетов (фиг. 183), а слабая пружина укорачивается или заменяется новой.
Фиг. 183.
Ремонт пружины индикатора.
Весь механизм индикатора во время ремонта для восстановления его чувствительности должен быть разобран и промыт в авиационном бензине, вновь собран и отрегулирован.
В случае износа и поломки отдельных деталей передаточного механизма ремонт сводится к замене их новыми запасными деталями или деталями от других уже списанных индикаторов.
Вы здесь » Пневматика для всех » Измерительные приборы. » Индикатор часового типа. Ремонт. Не отступать и не сдаваться?
- Автор: FROL
- Модератор

- Откуда: Барнаул (Столица мира)
- Зарегистрирован: 25 Ноя 2012
- Сообщений: 6967
- Уважение: +121
- Позитив: +68
- Последний визит:
Сегодня 09:48:04
Для человека занимающегося железками Индикатор Часового типа вещь не лишняя. Оставлю возможные примеры применения, перейду сразу к приключениям.
Сегодня рылся у слесарей в разном хламе, искал переходничёк для стыковки трубок. Наткнулся на нерабочий ИЧ. Шток был заклинен напрочь. Не то что бы этот индикатор был мне так уж нужен, но как-то мне трудно пройти мимо полумёртвой вещи (а железо, как мы знаем, совсем мёртвым никогда не бывает).
В общем я его разобрал. Оказались разбиты два рубиновых подшипника на оси шестерёнки на которую передаётся движение штока. Вероятнее всего с помощью этого ИЧ измеряли ускорение свободного падения. Рубины рассыпались и осколки заклинили механизм.
После чистки встал вопрос где добыть и как обработать новые рубины чем заменить рубиновые подшипники?
Самым подходящим, из того что есть под рукой, был назначен капролон!
- Автор: konvlad22
- Ветеран

- Откуда: г. Москва
- Зарегистрирован: 10 Окт 2012
- Сообщений: 5002
- Уважение: +89
- Позитив: +152
- Последний визит:
Сегодня 05:55:41 - Арсенал:
Нарезной СО2 карабин Мосина ( разработка форума Пневматика для всех!),
Карабин Mauser K98k Spring,
Винтовка Winchester СО2 Walther Lever Action,
Винтовка СО2 Shanghai QB 78,
Револьвер-карабин СО2 REK Wesson BIG,
Револьвер Borner Sport 705
Индикатор Часового типа вещь не лишняя
Тимур, как человек далекий от назначения этого прибора, я стесняюсь даже спросить тебя : Этот индикатор, он вообще то на куда?
Как правило кроме “фирменного” у каждого на столе есть и инструмент и приспособления сделанные как говорится “своими руками” можно было все эти вещи сформировать в одной теме.
Вот к примеру “Прибор для измерения биения” и колпачки для замера осадки плеч и посадки пули.Вложение 482
Сделано “на коленке” конечно, но тем не менее работает и стоит как индикаторная головка часового типа.
Прибор для измерения биения.
у кого есть такое изделие, не могли бы вы померять и сказать плз, примерные диаметры шариков и расстояния между ними.
подозреваю, что если:
ф шарика- 5.0
ф отверстия под шарик – 4.8
поперек оси между центрами – 6.5
вдоль оси между центрами – 20
то устройство подойдет и на 308 и на 223.
осталось только станинку на магнитах с шариками приколхозить
Развею ваши подозрения
прикинул штангелем по 308 и по 223 вроде все должно работать.х
а 2шт ниодимовых магнитов, чтоб станинку к станине крепить придется все же покупать..
[/QUOTE]
Если приложить руки, то можно изготовить наравне с заводским.
так на заводе же и буду делать.
“Ты здесь хозяин, а не гость. Тащи с завода каждый гвоздь!”
стоечку индикаторную весом 10кг я же не на синклайре с броунелсом заказал..
зы.
думаю шарики подпружинивать чтоб вращались не надо. и так будет работать на трении.
да и не будут они через скользкую гильзу вращаться.
[QUOTE=Antabus;9980]у меня пресс не нажимной и не “стандартно-резьбовой”.
он у меня без ограничения вылета штока. тонны на 2, с шестеренчатым приводом штока.
Покажите пож-та фото вашего пресса, интересно посмотреть
как то вот так.
люфт штока и корпуса устранен капролоновыми прогладками с регулировкой 4-мя винтами.
заварена доп. перемычка для еще большей жесткости, хотя куда уж больше.
сверху приварена доп. станина. т.е. его можно ставить и штоком вверх и штоком вниз.
как больше нравится. рычаг удлинён. (на фото труба снята)
крепится к столу струбцинами.
к штоку шелл-холдер крепится винтом на 12 с помощью его одного холдера. шелл-холдер-холдера
зеркало осталось на заднюю стенку приклеить и подсветку светодиодную вокруг штока организовать.
чтоб подсвечивало рабочий стол пресса.
лучше бы его не делал!
померял то, что намедни накрутил. всё очень печально.
+/- 0.05mm. Т.е. биение одна десятка.
По местному времени 0.0039370078740157 инча.
(у меня вся измерилка метрическая)
Нет видео.
| Видео (кликните для воспроизведения). |
пока радует только себестоимость прибора..
Обычный нутромер на индикаторной стойке меряет биение внутри дульца под о.о1мм
Станинка к станине – на ниодимовом магните из HDD.
Ограничение жопки гильзы – магнитом из динамика.
Сделано в СССР.
Скоба.
Назначение очевидно. Быстро с точность о.о1мм
Сделано в СССР
Собрал ПГИ-1
пуле-гильзо-измеритель первой м у 0дификации
Состав:
– стойка индикаторная
– индикатор 10мм с точностью 0.01мм
– нутромер индикаторный 5-10мм с точностью 0.01мм
– микрометр 0-25мм / 0.01мм
– микрометр 25-50мм / 0.01мм (переделанный)
– скоба измерительная индикаторная
– 5 шариков от подшипников
1. Гильза.
– общая длина.
– величина опускания плечей при обжиме ( при использовании колпачка).
– толщина стенки дульца.
– диаметр дульца наружный.
– диаметр дульца внутренний.
– диаметры по телу гильзы до и после обжима.
– толщина стенки тела гильзы.
– радиальное биение дульца относительно тела гильзы.
– торцевое биение донца.
2. Пуля.
– длина.
– радиальное биение.
3. Готовый патрон.
– общая длина.
– глубина посадки пули.
– радиальное биение собраного патрона.
К сожалению не всё удалось спасти от расхищения.
Кое что пришлось купить.
Сейчас думаю систему для исправления кривизны собранного патрона.
Больно уж сильное впечатление на меня произвел универсальный измерительно-коррекционный прибор, который придумал и изготавливает уважаемый Rem700.
- Город: г. Владимир (это город, не имя)
- Имя: Сеньор Пауло
Отмотал 10 страниц тем назад, вроде ничего похожего не нашел.
Заранее простите, если было или не туда.
В общем, прикупил на развале ИЧ-10. Шток двигался с заеданием, пружине не хватало силы его вытолкнуть в 0.
Открыл заднюю крышку, вроде все чисто. Шток чистый тоже, насколько видно его при движении. Смазал И-20, стало двигаться веселее. Но все же до нуля чуток не дожимало. Решил, что пружина ослабла, когда шток находился в вдвинутом положении. Заменил ее на чуть более сильную. Все стало работать.
Также смазал легонько посадочные места шестерен, до которых дотянулся и зубья. Все по чуть-чуть.
Однако, заметил такую неисправность: если шток отпускать резко – то стрелка не возвращается в 0, а останавливается хаотично, то до, то после. Если возращать шток медленно, придерживая рукой, то возвращается в 0. Если после медленного возвращения дожать его посильнее пальцем, то уйдет примерно туда, куда иногда улетает с размаха.
На видео все варианты показал:
Имею китайский аналогичный, там всегда шток возвращается в 0, хоть с размаха, хоть плавно.
Вопрос – так должно быть? Если нет, то в какую сторону копать?

Всем доброго дня!
Речь пойдет о самодельной стойке для индикатора часового типа (далее — ИЧ). В мирской жизни ИЧ применяется, например, для измерения биения на конце вала шпинделя, для точной установки детали в токарный патрон, для параллельной установки направляющих… и для многого другого, на что только может хватить фантазии при использовании измерительного инструмента. Этот обзор, как и мой предыдущий, посвящается любителям самоделок.
Приложу заготовку, которую вы сможете применить, если захотите написать программку для автоматического вычисления.
А пока всё. Всем, кто дочитал, спасибо! Надеюсь было не скучно.
Обещанное в начале видео (5 минут)







Внимание! Сеть автосервисов выгодных цен. Проверка сход-развала БЕСПЛАТНО! Без очередей! Ремонт в день обращения!
Подписаться на тему
Уведомление на e-mail об ответах в тему, во время Вашего отсутствия на форуме.
Подписка на этот форум
Уведомление на e-mail о новых темах на форуме, во время Вашего отсутствия на форуме.
Скачать/Распечатать тему
Скачивание темы в различных форматах или просмотр версии для печати этой темы.
Вот наткнулся в инете на полезную вещь.
Индикатор для контроля верхней мертвой точки поршня.
Приспособление для замера в. м. т. в сборе. 1 — движок; 2 — штангенциркуль; 3 — пайка; 4 – старая свеча; 5 — шток штангенциркуля.
Это простое устройство дает возможность быстро и точно установить зажигание на магнето любого мотора. Собрано оно из старого штангенциркуля и свечи зажигания. Вывернув свечу, ввинчиваем в освободившееся отверстие на моторе наш индикатор и устанавливаем поршень в верхнюю мертвую точку (в. м. т.) поворотом пускового механизма. Отметка в. м. т. на индикаторе устанавливается автоматически, нужно только заметить, на каком делении остановился индикатор.
Например, индикатор показал в. м. т. 15 мм, а по инструкции искра должна быть дана при поршне, не дошедшем до в. м. т. на 3 мм. Следовательно, индикатор должен показывать 12 мм. Опускаем поршень вниз, ставим шток индикатора в упор к головке поршня и снова поднимаем поршень в верхнее положение до тех пор, пока показания на индикаторе не будут равны 12 мм. Это и есть положение поршня вашего мотора, при котором нужно регулировать зазор между контактами прерывателя до необходимой величины.
Спсибо!
Я тоже искал инфу, но ничего путнего. По вашей ссылке, больше всего, по теме.
Так как вы пишите, люфта нет.
Люфт чувствуется, только при первом нажатии стержня в деталь. Потом его нет.
В индикаторе три пружины, все они создают усилие на стержень A->B (образно говоря), когда индикатор бездействует.
При нажатии стержня на деталь, создается обратное усилие: B->A.
И только в момент “переключения режимов”, чувствуется люфт.
Может так надо?
Если логически поразмыслить, так и будет получаться. Потому что, между червячной передачей стержня и зубьями сектора, в это время отсутствует выборка люфта, создаваемая спиралью. По той причине, что сектор прижат в ограничитель.
Вот небольшой мануал по индикатору, картинка не очень, но хоть что-то:
Приборы с зубчатой передачей. К ним относятся индикаторы часового типа. Рейка индикатора с зубчатой передачей, нарезанная на измерительном стержне 1 (рис. 58), входит в зацепление с шестерней z3=16, на оси которой жестко закреплена шестерня z1=100.
При измерении линейное перемещение стержня 1 вызывает поворот шестерен z1 и z3, которые, в свою очередь, вращают шестерню z4=10. На оси шестерни z4 закреплена стрелка 4 индикатора. Шестерня z2=100, на оси которой неподвижно насажены втулка с пружинным волоском 7 и малая стрелка 6, находится в зацеплении с шестерней z4=10. Пружинный волосок служит для устранения мертвого хода, который влияет на устойчивость показаний стрелки 4 при возвратно-поступательных движениях измерительного стержня. Измерительное усилие, создаваемое пружиной 2, находится в пределах 80. 200 Н. Перемещение стержня 1 на 1 мм соответствует полный оборот стрелки индикатора 4. Целые миллиметры отсчитываются по шкале 5 малой стрелкой 6. Погрешность индикаторов часового типа находятся в пределах от ±6 до ±40 мкм.
· установить коленвал в положение 90 градусов до ВМТ первого цилиндра;
· щательно отмыть верхнюю часть ТНВД;
· игранником вывернуть пробку “А” (рис. 23) из бобышки на крышке ТНВД.
· вставить в открывшееся отверстие контрольный стержень (рис. 24); 
· измерить глубиномером расстояние от опорной поверхности бобышки до верхнего торца контрольного стержня (рис. 25) и записать величину. 
Если показания отличаются от заданных:
· повернуть коленвал “по ходу” на 1 и 3/4 оборота;
· вставить контрольный стержень и измерить величину его выступания;
· повернуть коленчатый вал в положение ВМТ, совместив метку на маховике с репером или до попадания установочного пальца в отверстие маховика;
· измерить разницу между показаниями измерительного прибора, которая должна соответствовать указанному на пластмассовой табличке;
· удалить контрольный стержень;
· установить все снятые детали.
Спсибо!
Я тоже искал инфу, но ничего путнего. По вашей ссылке, больше всего, по теме.
Так как вы пишите, люфта нет.
Люфт чувствуется, только при первом нажатии стержня в деталь. Потом его нет.
В индикаторе три пружины, все они создают усилие на стержень A->B (образно говоря), когда индикатор бездействует.
При нажатии стержня на деталь, создается обратное усилие: B->A.
И только в момент “переключения режимов”, чувствуется люфт.
Может так надо?
Если логически поразмыслить, так и будет получаться. Потому что, между червячной передачей стержня и зубьями сектора, в это время отсутствует выборка люфта, создаваемая спиралью. По той причине, что сектор прижат в ограничитель.
Вот небольшой мануал по индикатору, картинка не очень, но хоть что-то:
Приборы с зубчатой передачей. К ним относятся индикаторы часового типа. Рейка индикатора с зубчатой передачей, нарезанная на измерительном стержне 1 (рис. 58), входит в зацепление с шестерней z3=16, на оси которой жестко закреплена шестерня z1=100.
При измерении линейное перемещение стержня 1 вызывает поворот шестерен z1 и z3, которые, в свою очередь, вращают шестерню z4=10. На оси шестерни z4 закреплена стрелка 4 индикатора. Шестерня z2=100, на оси которой неподвижно насажены втулка с пружинным волоском 7 и малая стрелка 6, находится в зацеплении с шестерней z4=10. Пружинный волосок служит для устранения мертвого хода, который влияет на устойчивость показаний стрелки 4 при возвратно-поступательных движениях измерительного стержня. Измерительное усилие, создаваемое пружиной 2, находится в пределах 80. 200 Н. Перемещение стержня 1 на 1 мм соответствует полный оборот стрелки индикатора 4. Целые миллиметры отсчитываются по шкале 5 малой стрелкой 6. Погрешность индикаторов часового типа находятся в пределах от ±6 до ±40 мкм.
Бессонная ночь. Куча идей ). В мозгу от старой конструкции, остается платик с отверстием под микрометр и разрезом для зажима индикатора винтом. Платик должен крепится двумя винтами в отверстия вентилятора обдува. На время юстировки, затем снимается. Крепится навсегда, что бы не тратить время на сборку разборку, крепится спереди, что бы было видно индикатор, поэтому на платике должно быть отверстие для воздуха, диаметром не мене, чем отверстие в крыльчатке. Платик должен закрывать железную конструкцию, что бы можно было одним пальцем без опаски обжечься или отломить башку нажимать на кнопку проводки филамента.
Черчу, распечатываю на бумаге, вырезаю, примеряю по месту, правлю модель.
CUR Ю
Поддержки по центру вверху не хватает , сопельки повисли.
Собираю.
Вентилятор встал как родной, под провод забыл канавку сконструировать: ).
Платик на корпус головы сел замечательно, с легким натягом. Платик во время печати не снимаю. Пока не мешал.
Обнаружился + – платик шум вентилятора приглушает. На кнопку филамента удобней давить стало, указательным снизу придерживаю большим сверху нажимаю, не обжигаюсь и направляющие не гну.
Думаю, на этом теперь остановлюсь, мне нравится.
PS/ Совершенству предела не существует .
Можно было прошиться и датчик купить, но . отзывы по автоматике 50/50.
Вы здесь » Форум владельцев Audi 80 в кузове В2 » Дизельные двигатели » Установка УОПТ стрелочным индикатором
- Автор: Дмитрий_С
- Активный участник
- Откуда: Светлогорск
- Зарегистрирован: 30.08.2011
- Сообщений: 306
- Уважение: [+2/-0]
- Позитив: [+0/-0]
- Пол: Мужской
- Возраст: 39 [1978-12-18]
- Машина: Audi 80 b2 1.6 TD 1985 г.в. Зелёненькая
Двигатель vw 2.4d. Пытаюсь выставить УОПТ. Делаю:
1. ВМТ на первый цилиндр.
2. Устанавливаю через переходник индикатор часового типа, шаг шкалы 0,01мм. Ввожу чтобы сделал пару оборотов. Закрепляю. Выставляю 0.
3. Кручу коленвал обратно ходу движения, пока стрелка не перестанет двигаться. (В принципе получаю на индикаторе УОПТ выраженный в ходе плунжера.)
4. Выставляю на индикаторе 0. Кручу коленвал по ходу движения до ВМТ. Смотрю на показания индикатора. – это значение должно для этого движка быть 1мм.
А у меня получается 0,23мм(23 деления индикатора). Что я делаю не так?
Для примера здесь показан индикатор, приспособленный для контроля ВМТ. На втулку штока надет переходник, с помощью которого прибор ввинчивается в свечное отверстие. Штатный шариковый наконечник снят, на его место навинчен удлинитель.
Прибор ввинчивается на место свечи. Маховик медленно вращается рукой до отклонения стрелки. Когда стрелка дойдёт до максимума, лимб прибора ставится на 0. Теперь маховик поворачивается назад до величины хода поршня в мм, соответствующей нужному углу опережения.
Если снять крышки выхлопных патрубков и поставить поршень в ВМТ, то через выхлопные окна можно попытаться подвигать поршень вдоль оси цилиндра. Стрелка индикатора при этом будет отклоняться на величину суммарного зазора в сопряжениях кривошипно-шатунного механизма. Этот параметр характеризует степень износа двигателя, причём без разборки.
Прибор вворачивается в свечное отверстие с помощью переходника, изготовленного из корпуса старой свечи.
Достоинством прибора является то, что он запоминает фактическое давление в процессе сжатия, а не давление остывшего воздуха, как в некоторых моделях. Недостаток прибора – большой паразитный объём (длинный канал плюс трубка Бурдена), ввиду чего на двигателях малого объёма может быть погрешность. Поэтому прибор правомерно использовать для относительных измерений. На Нептуне-23 он обычно показывает 5,5. 6 атм.
Прибор устроен довольно просто. Пластинка пьезоэлемента консольно защемлена в прорези в основании щупа. Усилитель собран на паре-тройке транзисторов. Питается схема от двух элементов 1,5В. Телефон при подключении включает и питание схемы. Никаких регуляторов нет.
Где нужно слушать и как должен изменяться звук при разных неисправностях, описано в литературе, например здесь. Примение прибора требует некоторой тренировки. Практически можно очень быстро научиться слушать коренные подшипники коленвала.
Давно я подыскивал себе новый индикатор — взамен своего старого, еще советского производства. Все думал, — какой взять: заводской, китайский или в очередной раз вылавливать у дедов еще тот — советский?
Зайдя в очередной раз за покупками в магазин инструментов, случайно увидел на полке индикатор с виду очень похожий на советский. Стоило это чудо недорого — всего 500 рублей, продавец честно признался, что индикатор китайский. Взял я его в руки — покрутил-повертел: изготовлен индикатор весьма качественно: шкала читаема, металлические детали с защитным покрытием, пластиковый корпус ровный без облоя и заусенцев, внешний вид во всяком случае подозрений у меня не вызвал.
Спрашиваю у продавца: индикатор нормальный? Не «левый»? — Бери говорит, народ берет такие, никто еще на них не жаловался. Да и по чему бы не взять, если цена к тому подстегивает.
Индикатор упаковывается вот в такую коробочку, очень похожую на советскую. Наверное — это некий маркетинговый ход. На коробке информация о производители отсутствует, да и зачем она? И так все знают, что это китайский товар.

Коробка сделана в лучших традициях советского инструмента.

Я себе выбрал индикатор с ушком, в продаже есть точно такие же модели — только без ушка, но мне они ни к чему. Так как стойка у меня самодельная, поэтому крепить индикатор к ней кроме как за ушко больше и не к чему. Цена к слову сказать, что за модель с ушком, что за модель без ушка — абсолютно одинакова.
Что можно еще сказать об этом инструменте? Сказать в принципе нечего — функцию свою он выполняет на 100 процентов. Покупкой я доволен, этот индикатор у меня уже год как в работе — проблем с ним нет. Если вам попадется такой — берите без опаски. Товар нормальный, тем более если принять во внимание его цену.
Этот сайт использует Akismet для борьбы со спамом. Узнайте как обрабатываются ваши данные комментариев.
Нажав на ссылку вы сможете подписаться на новые видео
Группа ВКонтакте – https://vk.com/watchthis_youtube Реклама и сотрудничество – https://vk.com/topic-109794912_33591785
Сделал самодельную стойку для крепления индикатора.Все материалы были взяты из чермета ржавого.
Моя почта: [email protected]
Уникальный эксперимент стыренных и подсмотренных военных разработок. Дас ист фантастиш.
Во время ремонта насосов и насосных агрегатов обязательно необходимо проверять биение валов и биение муфт. Центровка насосов обязательная процедура.
Нажав на ссылку вы сможете подписаться на новые видео http://www.youtube.com/channel/UCvfAyfULFrJ8q_HkjP9Cw2Q?sub_confirmation=1
Второй опыт давильных работ с алюминием, на этот раз я всё же решил сделать простейшую ротационную оснастку. Результат мне понравился, думаю и Вы не останетесь равнодушными. Размеры заготовки: D160 мм, S 3 мм Размеры детали после вытягивания: D73 мм, d69 мм, L95 мм 1 опыт: https://www.youtube.com/watch?v=Ry10EZNuvB0 Итог: https://www.youtube.com/watch?v=2ofBKi0cWVk
В качестве измерительного прибора использован индикатор часового типа. Приспособление сделано по образу и подобию с Американского журнала по деревообработке
Заточка фрезы это вседа проблемная история в фрезерном деле. Вручную это вряд ли возможно, специальные заточные станки доступны не всем.А вот токарный станок почти всегда рядом. Почему бы не зажать эту фрезу в патрон и попытаться хоть что то сделать? Тем более, если есть эльборовый резец. Итак, пробуем?
Точная установка верхней мертвой точки поршня первого цилиндра индикатором часового типа.
Делаем держатель для маленького индикатора часового типа ИЧ-2. В этом видео я также делюсь рассуждениями по поводу предварительной установки передней бабки токарного станка ТВ-16 с помощью плоского бруска и индикатора.
Подготовка к измерению
6.1.1 Установить индикатор часового типа над измеряемой поверхностью для этого вставить гильзу индикатора в присоединительное отверстие кронштейна штатива и прочно закрепить зажимом присоединительной втулки, но так, чтобы сохранилось свободное передвижение измерительного стержня индикатора.
6.1.2 Закрепить измеряемый вал в центрах приспособления, предварительно протерев чистой тканью измеряемую поверхность детали и ее центровые отверстия, чтобы убедиться в отсутствии на них забоин и заусенцев, так как их наличие увеличивает измеренную величину биения поверхности детали.
6.1.3 Приблизить измерительный наконечник индикатора к измеряемой поверхности вала, перемещая державку с индикатором по колонке штатива, до оставления небольшого зазора между ними.
6.1.4 Опустить индикатор с помощью винта микроподачи до контакта измерительного наконечника с поверхностью вала. При этом индикатор подводят так, чтобы стрелка его сделала 1-2 оборота. Предварительное отклонение стрелки называют «натягом прибора», который необходим для того, чтобы в процессе измерений натяг мог показывать как отрицательные, так и положительные отклонения от начального положения.
Измерение величины радиального биения
6.2.1 Установить на «0» шкалу индикатора по стрелке для чего плавно повернуть ободок с циферблатом до совмещения осей стрелки и нулевого штриха шкалы (можно любое число принять за «0»).
6.2.2 Повернуть вал медленно от себя до прихода стрелки в наименьшее положение и записать отсчет в этом положении.
6.2.3 Продолжить вращение вала в том же направлении до тех пор, пока стрелка займет наибольшее положение (в направлении по часовой стрелке) и записать отсчет в этом положении.
6.2.4 Повторить полный оборот вала в центрах, записывая показания индикатора в крайних точках, и сравнить их с показаниями при первом обороте. Если эти показания расходятся больше, чем на одно деление, то выполнить третий оборот с записью показаний.
6.2.5 Подсчитать разности показаний в верхней и нижней точках для каждого оборота вала, записать их в отчетный бланк, подсчитать их среднюю величину и записать ее как измеренное значение величины радиального биения поверхности вала в отчетный бланк.
Вал годен, если измеренное значение радиального биения его поверхности не превышает допускаемой величины, указанной в чертеже.
Радиальное биение – это абсолютная величина разности наибольшего и наименьшего показаний (с учетом знака). Показания могут иметь как положительный, так и отрицательный знак.
Радиальное биение – результат появления эксцентриситета и отклонений от круглости.
Измерение величины огранки
Огранка является частным видом отклонения от круглости – это комплексный показатель отклонений в плоскости поперечного сечения цилиндрической детали.
Огранкой называют отклонение от круглости, при котором реальный профиль поверхности представляет собой фигуру, состоящую из нескольких граней вместо плавной окружности.
Числовая величина огранки выявляется по показанию средства измерения и приравнивается к отклонению от круглости.
Причиной появления огранки является изменение мгновенного центра вращения детали, например, при бесцентровом шлифовании.
– установить ступенчатый вал в призму (показано на рисунке 5);
– установить индикатор в штатив так, чтобы ось измерительного стержня была перпендикулярна от изделия и пересекала ее;
– установить шкалу индикатора на «0» и отметить на поверхности детали начальную точку измерения в данном сечении;
– записать наибольшее и наименьшее показания индикатора на полном обороте детали при медленном ее вращении в призме, избегая осевого смещения.
Рисунок 5 – Схема установки детали
Для измерения изделий с трехвершинными или 5-вершинными профилями огранки применяют призму с углом 90°.
Величиной огранки называется разность между диаметром описанной окружности Д и расстоянием между двумя параллельными плоскостями касающимися детали Дизм. Для детали, имеющей огранку, величина Дизм остается постоянной в данном поперечном сечении.
Абсолютная величина разности h между наибольшим и наименьшим (с учетом знака) показаниями прибора характеризуют величину огранки, но не является ее величиной.
При измерении детали в призме с углом90° величина огранки Е может быть приближенно подсчитана по формуле: Е = h/2
Если призма с углом 60 0 , то Е = h/3
7 Контрольные вопросы
7.1 Дать определение индикаторам часового типа и указать их назначение и типы.
7.2 Как устроен индикатор часового типа? Его схема.
7.4 Назначение штативов и стоек, их различие
7.5 Что такое радиальное биение и как оно определяется. Причины его появления
7.6 Что такое огранка? Причины ее появления
Содержание отчета
8.1 Записать название лабораторной работы, ее цель
8.2 Ответить письменно на контрольные вопросы
8.3 Заполнить графы отчетных бланков (приложение А и Б)
Обсуждение видео идет на – http://publikz.com./forum/
—
Замена механизма индикатора ИЧ-5, прислали подходящий ИЧ-10,но с заклиненнім штоком, переставил, все в порядке. Начальное видео для тех кто хочет починить.
Преобрёл на борахолке шесть новых но закисших индикатора.разобрал,отмочил в соляре ,почистил,промыл и собрал.В данном видео показана последовательность разборки и сборки на примере индикатора ич-10.А также о погрешности данного инструмента.Если что-то делал не верно или непоследовательно -буду рад увидеть это в коментах.
Сделал самодельную стойку для крепления индикатора.Все материалы были взяты из чермета ржавого.
Группа ВКонтакте – https://vk.com/watchthis_youtube Реклама и сотрудничество – https://vk.com/topic-109794912_33591785
Обсуждение видео идет на – http://publikz.com./forum/ — Ремонт светодиодной лампочки, в процессе все немного взорвалось
в этом видео я рассказываю и показываю что я купил и для чего оно мне нужно будет в дальнейшей работе.интернет-магазин инстанко
Обсуждение видео идет на – http://publikz.com./forum/ — Ремонт блока питания Delta SADP65k-b Гуляющая неисправность. Тест выходов. Картинка с термовизора
Нутромер – http://ali.ski/Of3YOy Микрометр – http://ali.ski/zop9F Штангенциркуль цифровой – http://ali.ski/m69km Расскажу, как пользовалась индикаторным нутромером и микрометром 75-100 Разбираю блок двигателя и ГБЦ Утиные истории #3 – https://youtu.be/QDgdJ_5U3QQ Ремонт двигателя Утиные истории #2 – https://youtu.be/uNbr8hzwP-w Утиные истории Часть первая – https://youtu.be/gumZ9ENHTN0 ========================================== Моя группа в ВК – https://vk.com/natashka_plus Мой Instagram – https://www.instagram.com/natashka.plus/ ========================================== РЕКЛАМА НА КАНАЛЕ – [email protected] ========================================== ПОДДЕРЖИ материально и выпуски пойдут БЫСТРЕЕ! Web Money – R050488996350 Яндекс кошелек – 410012606840134 Paypal – https://www.paypal.me/natashkaplus/ ==========================================
Ремонт электродвигателей должен включать в себя этапы диагностики, балансировки ротора и центровки. Центровку электродвигателей мы рекомендуем выполнять с помощью систем центровки серии “КВАНТ” (производитель “БАЛТЕХ”).
Pokaż elementy sterujące odtwarzacza
- Opublikowany 13 lis 2015
- Нажав на ссылку вы сможете подписаться на новые видео
plclip.com/channel/UCvfAyfULFrJ8q_HkjP9Cw2Q  Nauka i technika
Nauka i technika- фрезеровщиккак заточить сверлофрезеровщик видеокурсфрезерные работыуроки фрезерованияфрезерование сталифрезатискицанговый патронPashkin FrezerметаллообработкаКак фрезероватьуниверсальный фрезерный станокбалеринкакак правильно фрезероватькак заточить фрезукак научиться фрезероватьрасточные работыцангакак выбрать тискикак фрезеровать шестерниконцевая фрезаmillermillingRussian millerтехнологияmilllessonfacingworkvices
Больше бы таких специалистов как вы.
Если изначально, при настройке станка, положение горизонтального стола фрезерного станка не отрегулировано по “нулям” – без перекосов, по осям своего перемещения “Х” (продольная подача) и “Z”(поперечная подача) относительно оси вращения шпинделя – “У” (совпадает с вертикальной подачей стола). ТО НИКАКОЙ РАЗНИЦЫ – под каким углом установлен на оправке в шпинделе микрометр, при горизонтальных перемещениях стола по обеим осям – “Х” и “Z” – микрометр будет показывать либо в плюс, либо в минус -положение поверхности стола относительно начальной – “нулевой” точки измерения.
Единственная проблемма – взять в руки угольнник 90 градусов и выставить перпендикулярно поверхности стола положение циферблата микрометра в оправке ( чтоб не изнашивался его механизм), по обеим осям возможного горизонтального перемещения стола – “Х” и “Z” .
Катет короче гипотенузы – правило прямоугольного треугольника. если есть этот прямой угол, между осью вращения шпинделя и поверхностью стола.
Самое главное: КАК выставить ИЧ перпендекулярно.
данный индикатор вообще не предназначен для замеров линейных Размеров. Зачем ? Биение да, проверка торца и т.д. Но никак не для подобны замеров. Имхо это не удобно и не целесообразно. Индикатор ставиртся в одно положение, не важно в какое. Выставляется по базе на ноль и уже измерения проводятся относительно нуля базы.
+zura burdzgla только зачем?
Это просто. Двигаешь индикатором то в одну, то в другую сторону. Когда индикатор показывает минимальное значение – он стоит перпендикулярно. Проделай и сам поймешь.
Для примера здесь показан индикатор, приспособленный для контроля ВМТ. На втулку штока надет переходник, с помощью которого прибор ввинчивается в свечное отверстие. Штатный шариковый наконечник снят, на его место навинчен удлинитель.
Прибор ввинчивается на место свечи. Маховик медленно вращается рукой до отклонения стрелки. Когда стрелка дойдёт до максимума, лимб прибора ставится на 0. Теперь маховик поворачивается назад до величины хода поршня в мм, соответствующей нужному углу опережения.
Если снять крышки выхлопных патрубков и поставить поршень в ВМТ, то через выхлопные окна можно попытаться подвигать поршень вдоль оси цилиндра. Стрелка индикатора при этом будет отклоняться на величину суммарного зазора в сопряжениях кривошипно-шатунного механизма. Этот параметр характеризует степень износа двигателя, причём без разборки.
Прибор вворачивается в свечное отверстие с помощью переходника, изготовленного из корпуса старой свечи.
Достоинством прибора является то, что он запоминает фактическое давление в процессе сжатия, а не давление остывшего воздуха, как в некоторых моделях. Недостаток прибора – большой паразитный объём (длинный канал плюс трубка Бурдена), ввиду чего на двигателях малого объёма может быть погрешность. Поэтому прибор правомерно использовать для относительных измерений. На Нептуне-23 он обычно показывает 5,5. 6 атм.
Прибор устроен довольно просто. Пластинка пьезоэлемента консольно защемлена в прорези в основании щупа. Усилитель собран на паре-тройке транзисторов. Питается схема от двух элементов 1,5В. Телефон при подключении включает и питание схемы. Никаких регуляторов нет.
Где нужно слушать и как должен изменяться звук при разных неисправностях, описано в литературе, например здесь. Примение прибора требует некоторой тренировки. Практически можно очень быстро научиться слушать коренные подшипники коленвала.
Автор статьи: Антон Кислицын
Я Антон, имею большой стаж домашнего мастера и фрезеровщика. По специальности электрик. Являюсь профессионалом с многолетним стажем в области ремонта. Немного увлекаюсь сваркой. Данный блог был создан с целью структурирования информации по различным вопросам возникающим в процессе ремонта. Перед применением описанного, обязательно проконсультируйтесь с мастером. Сайт не несет ответственности за прямой или косвенный ущерб.
✔ Обо мне ✉ Обратная связь
Оцените статью:
Оценка 3.5 проголосовавших: 13
Крепление для индикатора ИЧ напечатано на 3D принтере.Использовал обрезки от направляющих струйного принтера.Конструкция получилась вполне работоспособной.
Но есть недостатки,о которых я рассказал в ролике.
Скачать 3D модели можно по ссылке.В архиве есть исходники.
https://yadi.sk/d/V-4e4_wtu2GdFQ
Смотрите другие мои видео по ссылкам ниже.
плейлист чпу https://www.youtube.com/playlist?list=PLnTl-wQzIc2E1AHcXnNBNEW4waSFu5O8j
Плейлист разное https://www.youtube.com/playlist?list=PLnTl-wQzIc2EebgSkipEtKzFa3ghKv281
Плейлист ремонт https://www.youtube.com/playlist?list=PLnTl-wQzIc2Hn85UGzBh3LIm3J2XTjd9q
Плейлист самоделки своими руками. https://www.youtube.com/playlist?list=PLnTl-wQzIc2FiaOW6w2-XpBgq3S39Lbt2
Плэйлист Mach3 https://www.youtube.com/playlist?list=PLnTl-wQzIc2EH315CxHIuZBZg-W8l2bfu
#держательдлячи#штатив#часовоготипа
Видео штатив для индикатора часового типа канала Железкин
Показать

Стойка для индикатора часового типа своими руками
Стойка индикаторная, магнитная своими руками Подарок от Гаражных Махинаторов.

Стойка индикаторная, магнитная своими руками Подарок от Гаражных Махинаторов.
Стойка для индикатора часового типа своими руками

Стойка для индикатора часового типа своими руками
Стойки магнитные для индикаторов и Штативы
Сортировать по:
Популярности
Возрастанию цены
↑
Убыванию цены
↓
Показывать по:
306090
Код товара: 35719
4 200 p
В наличии 11 шт.
Магнитная индикаторная стойка Proma SMG-3
Код товара: 35722
7 200 p
В наличии 9 шт.
Магнитная индикаторная стойка Proma SMG-1
Код товара: 34938
В наличии 22 шт.
Стойка для микрометров универсальная 15СТ-М
Код товара: 35721
5 475 p
В наличии 26 шт.
Магнитная индикаторная стойка Proma SMG-2
Код товара: 34941
В наличии 123 шт.
Штатив магн.типа ШМ усилие отрыва 80кг стойка d12х176, консоль d10х165 «CNIC» (CZ-8СO)
Код товара: 36009
Штатив магн. типа ШМ усилие отрыва 80кг стойка d12х176, консоль d10х150 с тонкой регулировкой «CNIC» (CZ-8C) (YT-4603)
типа ШМ усилие отрыва 80кг стойка d12х176, консоль d10х150 с тонкой регулировкой «CNIC» (CZ-8C) (YT-4603)
Код товара: 15466
Штатив для измер. головок типа Ш-II В-8 с индикатором ИЧ10-2М кл.точн.1(0,01) d=8Н8 (КРИН)
Код товара: 34939
Штатив для измер. головок типа Ш-II Н-М с индикатором ИЧ10-2М кл.точн.1(0,01) d=8Н8
Код товара: 15471
В наличии 108 шт.
Штатив магн. с шарнирной стойкой и консолью, усилие отрыва 80кг «CNIC» (WCE-8CА)
с шарнирной стойкой и консолью, усилие отрыва 80кг «CNIC» (WCE-8CА)
Код товара: 36008
Штатив магн.типа ШМ усилие отрыва 60кг стойка d12х176, консоль d10х150 «CNIC» (CZ-6С) (YT-4602)
Код товара: 15463
Стойка для измерительных головок С-III М 0-100 без индикатора
Код товара: 36001
В наличии 168 шт.
Стойка гибкая с магнитным основанием типа МС-29 L 320мм усил. отрыва 60кг «CNIC» (CV-6CВ)
отрыва 60кг «CNIC» (CV-6CВ)
Код товара: 34940
В наличии 177 шт.
Штатив магн.типа ШМ усилие отрыва 60кг стойка d12х176, консоль d10х185 «CNIC» (CZ-6E)
Код товара: 15455
В наличии 209 шт.
Стойка гибкая с магнитным основанием типа МС-29 L 360мм усил. отрыва 80кг «CNIC» (CV-8CA)
отрыва 80кг «CNIC» (CV-8CA)
Код товара: 15470
В наличии 56 шт.
Штатив магн. с шарнирной стойкой и консолью, усилие отрыва 60кг «CNIC» (WCE-6CА)
Код товара: 36364
В наличии 316 шт.
Штатив универсальный регулируемый 110х50х13. 5мм, стойка d15х180мм, консоль d9.5х220мм «CNIC» (209-9008)
5мм, стойка d15х180мм, консоль d9.5х220мм «CNIC» (209-9008)
Код товара: 15462
Стойка для измерительных головок С-II 0-160 ГОСТ 10197-70 (поверка от 11.14)
Код товара: 15468
В наличии 20 шт.
Штатив магн. c 2-х звенной консолью, стойка d20х400, консоли d16х360 и d10х160 «CNIC» (СZ-10DL) усилие отрыва 100кг
Код товара: 36000
Кронштейн универсальный для крепления индикаторных головок «CNIC» (820-9865)
Код товара: 36007
В наличии 11 шт.
Штатив магн. с шарнирной стойкой и консолью, усилие отрыва 100кг «CNIC» (WCE-10CF-II)
Код товара: 15469
В наличии 26 шт.
Штатив магн. c 2-х звенной консолью, стойка d20х550, консоли d16х360 и d10х160 «CNIC» (СZ-12DL) усилие отрыва 120кг
Код товара: 15454
В наличии 164 шт.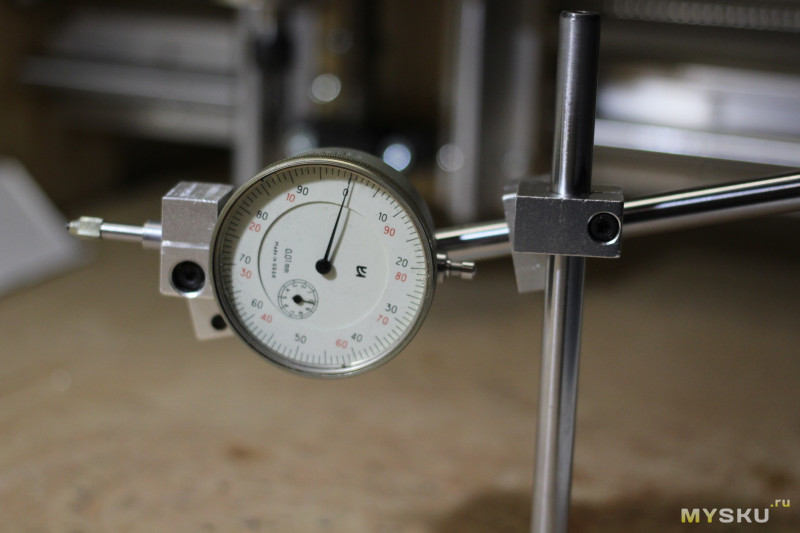
Стойка гибкая с магнитным основанием типа МС-29 L 360мм усил. отрыва 60кг «CNIC» (CV-6CA) (10901)
Код товара: 41418
Стойка для измерительных головок С-III М 0-100 ГОСТ 10197-70 с индикатором ИЧ-10-2М(0-10мм) кл.т.1 г.в.1987-2016
Код товара: 15461
В наличии 2 шт.
Стойка для измерительных головок С-I 0-160 ГОСТ 10197-70 (поверка от 03. 13 и 11.14)
13 и 11.14)
Код товара: 42081
Штатив магн.типа ШМ-III усилие отрыва 80кг, с тон.рег. стойка d16х220, консоль d12х150
Код товара: 42080
Штатив магн.типа ШМ-IIH усилие отрыва 80кг стойка d16х220, консоль d16х190
Код товара: 15465
В наличии 36 шт.
Штатив для измер. головок типа Ш-II В с тонкой регулировкой «CNIC» (WWZ-220)
головок типа Ш-II В с тонкой регулировкой «CNIC» (WWZ-220)
Код товара: 15457
Стойка гибкая с магнитным основанием типа МС-29 L 360мм усил. отрыва 80кг «CNIC» YT-4703 (WCU-II)
Код товара: 15475
В наличии 6 шт.
Штатив с чертилкой,основание d 90х20 Н-400мм «CNIC» (HDМ-II)
Код товара: 15460
Стойка для измер. головок с гранитным основанием 300х200х50мм «CNIC»
головок с гранитным основанием 300х200х50мм «CNIC»
Сортировать по:
Популярности
Возрастанию цены
↑
Убыванию цены
↓
Показывать по:
306090
Шарнирная стойка для различных целей
Приветствую всех Самоделкиных. В этой статье рассмотрим изготовление простого и универсального поворотного крепления, которое может использоваться для фото-видеокамеры, в качестве индикаторной стойки или как «третья рука» при пайке. Мы рассмотрим на примере крепления камеры. При смене верхней насадки можно применять в других сферах. Поехали.
Для изготовления данного девайса понадобится кусок железяки 8мм, железка 5мм, два пальца от шаровых опор или тяг стабилизатора. Одно условие, они должны быть с резьбой. Желательно обычная стандартная. У меня М12×1.5. Будет проще подобрать гайки. Из листа металла 8мм вырезаем три заготовки. Размеры есть на картинке. Можно отклониться в обе стороны. Главное похожей формы. Из них будем сваривать п-образную форму, типа струбцины. У меня нижняя часть длиннее. Я прикручиваю её на токарный станок. Там есть отверстия. Их можно использовать для крепления с помощью саморезов. Детали зачищаем лепестковым кругом, наждачкой или что у Вас есть. Желательно до металла. В нижней части сверлим отверстие напротив центра верхней пластины и нарезаем резьбу М10, можно М8. На чертеже видны фаски. Их тоже нужно снять на заготовках. В этих местах будет сварка. После того как всё сварено, зачищаем сварные швы, особенно с внутренней стороны. Этой частью будет осуществляться крепление к столу, верстаку и различным конструкциям. Теперь в нижнее отверстие вкручиваем шпильку по размеру Вашей резьбы. По длине она должна доставать до верхней пластины и снизу оставаться пару сантиметров. В нижней части шпильки приварил пруток для удобства закручивания. Получилась конструкция зажима, похожая на крепление настольных тисков или мясорубки к столу.
Теперь в середине верхней пластине нужно нарезать резьбу. Туда будет вкручиваются палец с шариком. В моём случае это палец от тяги стабилизатора с резьбой М12 шаг 1.5 мм. Для такой резьбы отверстие нужно 10,1 мм. Такого сверла у меня не оказалось, я просверлил сверлом 10 мм , и всё без проблем нарезалось. Теперь на палец закручиваем гайку, вкручиваем его в верхнюю пластину, но не до конца, а чтоб с обратной стороны «вровень выпирало». Теперь можно законтрогаить гайкой. Нижняя часть нашего крепления готова.
Теперь займемся узлом фиксации. На втором чертеже изображена конструкция затяжки шариков. Она состоит из двух пластин толщиной 5 мм. Стягиваются они посередине болтом М8. Значит сверлим по центру заготовок отверстие 9 мм. К одной пластине снаружи привариваем гайку. Теперь их можно скрутить между собой. По краям располагаются шарики. Чтоб они при ослаблении не вылетали, нужно просверлить углубления для них. Я сверлил сверлом 15 мм. под свой размер шариков. Удобно отдельно просверлить углубление и прикинуть как оно. Размеры пластин подбирайте под свои запчасти. Ширина должна быть больше углубления на пару мм. У меня около 3 с каждой стороны. Длинна должна быть такая, чтоб между шариками поместился стягивающий болт. Край пластины на пару мм. от углубления. Края нужно закруглить. Очень удобно вырезать две заготовки, сложить их вместе и прихватить сваркой по короткой стороне. Теперь можно спокойно выровнять длинные стороны напильником, шлифмашинкой с лепестковым кругом и т. д. Я ровнял на самодельном гриндере. После этого сделать разметку центра и отверстий под углубление, просверлить отверстия сверлом 3 мм. После заготовку зажать в тиски и со шлифовать сварку с одной стороны, потом с другой. Таким образом мы получим две готовые детали. Останется рассверлить центральные отверстия и по крайним сделать углубления для шариков. Я вместо центрального болта выточил новый с большой круглой шляпкой, просверлил в ней отверстие диаметром 5 мм., вставил пруток и расклепал с торцов. Можно приварить пруток к болту, если выточить негде.
Размеры пластин подбирайте под свои запчасти. Ширина должна быть больше углубления на пару мм. У меня около 3 с каждой стороны. Длинна должна быть такая, чтоб между шариками поместился стягивающий болт. Край пластины на пару мм. от углубления. Края нужно закруглить. Очень удобно вырезать две заготовки, сложить их вместе и прихватить сваркой по короткой стороне. Теперь можно спокойно выровнять длинные стороны напильником, шлифмашинкой с лепестковым кругом и т. д. Я ровнял на самодельном гриндере. После этого сделать разметку центра и отверстий под углубление, просверлить отверстия сверлом 3 мм. После заготовку зажать в тиски и со шлифовать сварку с одной стороны, потом с другой. Таким образом мы получим две готовые детали. Останется рассверлить центральные отверстия и по крайним сделать углубления для шариков. Я вместо центрального болта выточил новый с большой круглой шляпкой, просверлил в ней отверстие диаметром 5 мм., вставил пруток и расклепал с торцов. Можно приварить пруток к болту, если выточить негде. Вот и фиксирующий узел готов.
Вот и фиксирующий узел готов.
Продолжаем наращивать нашу конструкцию. У нас есть резьба на втором шарике. На эту резьбу нужно накрутить удлиненную гайку. У меня её не было, и ехать за ней было лень, то я её выточил на станке. В неё нужно закрутить шпильку подходящей длины. Я взял шестигранник, оставил 2 сантиметра граней и остальное проточил до диаметра 12 мм. После нарезал резьбу длинной коло 1.5 см. Опять же не у каждого есть токарный станок. Выход есть. Берём строительную шпильку и отрезаем необходимый нам кусок. Всё это дело собирается и фиксируется контрагайками. В моём случае концом шпильки является шестигранник. В нём был сделан паз шириной 5 мм. С торца просверлены отверстия и в одной половине шестигранника нарезана резьба M6. В этот паз вставляется шток от газового мебельного амортизатора. Такие применяются в кухонной мебели. На конце штока была приварена проушина с отверстием. Получилось соединение, которое фиксируется болтиком. На конце штока нарезана резьба М6. Из латуни был выточен блинчик толщиной 5 мм с резьбой по центру. Он накручивается на резьбу штока и выполняет роль контргайки. Я на резьбу накручиваю камеру для съемок и фиксирую этой латунной деталькой. Здесь есть предел для творчества. Можно накрутить текстолитовую площадку с зажимами по краям типа крокодилов и использовать как третью руку для пайки радиодеталей. Также Можно прикрутить увеличительное стекло, благо шарнир позволяет установить его под нужным углом. Можно сверху поставить абажур, светодиодную лампу и использовать как светильник в стиле HandMade. Себе обязательно изготовлю насадку для крепления индикатора часового типа. Он будет полезен для токарных работ и измерения люфтов в станке. Кто занимается съёмкой роликов на телефон, то можно прикрутить крепление для телефона. В общем, широкий предел для применения.
Он накручивается на резьбу штока и выполняет роль контргайки. Я на резьбу накручиваю камеру для съемок и фиксирую этой латунной деталькой. Здесь есть предел для творчества. Можно накрутить текстолитовую площадку с зажимами по краям типа крокодилов и использовать как третью руку для пайки радиодеталей. Также Можно прикрутить увеличительное стекло, благо шарнир позволяет установить его под нужным углом. Можно сверху поставить абажур, светодиодную лампу и использовать как светильник в стиле HandMade. Себе обязательно изготовлю насадку для крепления индикатора часового типа. Он будет полезен для токарных работ и измерения люфтов в станке. Кто занимается съёмкой роликов на телефон, то можно прикрутить крепление для телефона. В общем, широкий предел для применения.
Когда все детали готовы, их необходимо тщательно очистить. Я пользовался самодельный пескоструйной камерой. Вход может пойти наждачка, щетка по металлу, насадка на дрель и другие подобные приспособления. Детали я решил воронить, поэтому очистка нужна обязательно. Для нагрева использовал туристическую плитку. Грел ориентировочно градусов до 300 400 и кидал в отработку. Дыма много поэтому делать на открытом воздухе. После воронения детали протёр растворителем. Покрытие получилось матовое и очень прочное. Выглядит просто супер.
Для нагрева использовал туристическую плитку. Грел ориентировочно градусов до 300 400 и кидал в отработку. Дыма много поэтому делать на открытом воздухе. После воронения детали протёр растворителем. Покрытие получилось матовое и очень прочное. Выглядит просто супер.
Рад был представить свою самоделку. Оценивайте и пишите в комментариях, где её можно применить.
Необходимые материалы и инструменты:
Токарный станок необязательно.
Железо листовое 10мм.
Железо листовое 5 мм.
Пальцы от шаровых, рулевых наконечников или тяг стабилизатора-две штуки.
Шпильки гайки болты.
Дрель, шуруповёрт или сверлильный станок.
Болгарка или ножовка по металлу.
Инвертор или полуавтомат.
Свёрла, лерки и метчики.
Газовая горелка, плитка, резак или паяльная лампа.
Отработанное масло, ёмкость для него.
Ручной инструмент, напильники, ключи, штангенциркуль, линейка, кернер, чертилка, пассатижи, тиски и т. д.
Также процесс изготовления можно посмотреть в ролике.
Спасибо за внимание. До встречи.
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
ВКонтакте
ОК

 ..
..Индикаторные часы для контроля размеров
Индикаторы предназначены для относительных замеров и контроля отклонений от заданных параметров эталонных деталей. Все измерения выполняются в пределах сотых долей миллиметра.
Что они измеряют? Данные устройства позволяют быстро определить, насколько физические размеры изготовленных деталей отличаются от эталонных.
Сфера их применения:
- машиностроение;
- приборостроение;
- металлообработка;
- ремонтные мастерские и др.
Разновидности и типы измерительных головок
Принцип действия таких приборов основан на преобразовании малых измеряемых отклонений в большие, удобные для восприятия человеком. Для этого используются шестеренчатые, пружинные или электронные передаточные устройства.
В зависимости от особенностей конструкции индикаторы бывают:
- часового типа;
- рычажно-зубчатые;
- пружинные;
- электронные.
Индикаторы часового типа: как устроены и как работают?
Данные измерительные головки получили наибольшее распространение. Каждый такой прибор имеет:
- корпус цилиндрической формы;
- размещенную внутри него шестеренную и реечно-зубчатую передачу;
- стрелочный индикатор часового типа с двумя циферблатами (большим и малым).
Механизм преобразует продольно-поступательное движение измерительного стержня во вращение стрелки. Поскольку она делает не один, а несколько оборотов, то их количество отображается на малом циферблате. Это существенно расширяет диапазон измерений.
Поскольку она делает не один, а несколько оборотов, то их количество отображается на малом циферблате. Это существенно расширяет диапазон измерений.
Цена деления такой головки — в пределах 0,01 мм. Примером индикаторов часового типа могут служить приборы серий ИЧ, ИЧС, ИЧТ и др.
Как устроены рычажно-зубчатые измерительные головки?
Особенностью таких индикаторов является наличие неравноплечего рычага, заменяющего шестеренно-зубчатую передачу.
Принцип действия такой головки:
- измерительный стержень связан с малым плечом рычага и воздействует на него;
- сила передается на большое плечо, двигающее стрелку;
- показания появляются на индикаторе часового типа.
Измерители данного вида бывают как однооборотными, так и многооборотными. Если рассматривать их технические характеристики, то их цена деления варьируется от 0,001 до 0,002 мм. Это обеспечивает более высокую точность замеров.
Они выпускаются в разных модификациях:
- бокового действия;
- прямого контакта с измерительным рычагом и др.

В качестве примера рычажно-зубчатого индикатора можно привести приборы серий ИРТ и ИРБ.
Пружинные измерительные головки
Данные измерители обладают наибольшей точностью замеров. Цена деления у них нередко составляет 0,0001 мм или 0,1 мкм.
Альтернативные названия пружинных головок:
Принцип работы устройства основан на воздействии рычага на пружину, выполняющую функцию чувствительного элемента. Она связана со стрелкой, отклоняющейся при воздействии силы. В данном механизме почти отсутствует трение, что обеспечивает высокую точность измерений.
Достоинства конструкции такого типа:
- простота схемы;
- отсутствие мертвого хода;
- долговечность прибора;
- надежность конструкции.
В качестве примера можно привести микатор типа ИПМ (расшифровывается как измерительный пружинный малогабаритный).
Электронные индикаторы
Второе их название — цифровые измерительные головки. В зависимости от модификации они имеют как шестеренно-зубчатую, так и рычажно-зубчатую передачу. Приложенное действие воспринимается электроникой, обрабатывается и в цифровом виде выводится на миниатюрный ЖК-дисплей.
Приложенное действие воспринимается электроникой, обрабатывается и в цифровом виде выводится на миниатюрный ЖК-дисплей.
Достоинства электронных индикаторов:
- быстродействие;
- высокая точность замеров;
- удобство считывания показаний.
В качестве примера можно привести индикатор ИЧЦ с электронным табло.
Как пользоваться измерительной головкой?
Каждый такой индикатор представляет собой навесное оборудование. Перед использованием он устанавливается на специальный штатив или держатель, обеспечивающий жесткое закрепление. Под прибором находится рабочий стол или верстак. На нем устанавливается и неподвижно фиксируется исследуемая деталь (объект для замеров).
Измерительная головка: что это такое и с какой целью ее используют?
Это инструмент для сравнения эталонной и только что изготовленной деталей. Порядок измерений следующий:
- Установка прибора «на ноль». Данная операция выполняется с применением эталона (детали, являющейся образцом).
- Поднятие измерительного стержня. Для этого он оттягивается вверх за «ушко». Эталонная деталь извлекается и на ее место устанавливается другая (объект изысканий).
- Опускание измерительного стрежня. Процедура выполняется плавно. Важно избегать ударов, способствующих деформации шестеренок и увеличивающих погрешность замеров.
- Снятие показаний. На циферблате видно, на сколько сотых долей миллиметра данная деталь отличается от эталона.

Процедура извлечения одного изделия и установка на его место другого занимает несколько секунд. Более подробная информация о том, как измерять с помощью индикатора, изложена в его инструкции по эксплуатации.
Методика поверки и условия эксплуатации измерительных головок
Средний срок службы приборов данного типа — 6 лет. Условия эксплуатации измерительных головок первого класса точности:
- температура — от -20 до +35 о С;
- влажность — до 80 %;
- присутствие агрессивных газов не допускается.
Не разрешается нанесение масла или эмульсии на поверхность прибора. При снижении плавности хода допускается частичная промывка механизма без его разборки. Для этого с прибора снимается крышка, после чего он помещается в авиационный бензин. В процессе промывки не допускается его попадание на шкалу индикатора.
Поверка прибора производится в соответствии с методикой МИ 2192-92. Межповерочный интервал составляет 1 год.
Тема нашей сегодняшней статьи посвящена индикаторам часового типа. Мы столкнулись с тем, что молодое поколение не совсем понимает, для чего же нужны такие измерительные устройства. Они говорят, вот есть же микрометры, нутромеры, зачем ещё приобретать такой древний несуразный прибор, к которому ещё нужны крепления, которые могут стоить в несколько раз дороже, чем сам индикатор. Так что сегодня, мы будем ломать сложившиеся у молодого поколения стереотипы и расскажем, зачем всё-таки нужен индикатор часового типа, и почему на крупных производствах, без него не обойтись.
Итак, индикатор часового типа — это измерительный прибор, отсчетное устройство, которое предназначается в основном для относительных измерений и контроля отклонений от заданных размеров геометрической формы деталей (рисунок 1). Что скрывается за таким сухим определением?! Всё очень просто — индикатор часового типа используется для понимания, насколько изготовленная деталь отличается от эталонной, или, насколько одно высверленное отверстие отличается от эталонного.
Рисунок 1.Индикатор часового типа.
«В чем же смысл?» — спросите Вы — «ведь можно взять любой другой микрометрический прибор, и измерить». Смысл в том, что использование индикаторов часового типа в промышленных масштабах позволяет, во-первых, сэкономить время проведения проверки, а во-вторых, значительно сэкономить на закупке измерительных приборов, что в конечном итоге, приведет к повышению рентабельности бизнеса.
Всё ещё непонятно, почем
Замена ручника Chevrolet Volt своими руками. MOV 0018
Мел
Всем привет.Подтяжка рейки в таком случае может помочь?Машина Гольф 3
Еремей
сколько стоит эта …?
Рамиль
Не стремочись на весь Интернет горе специалист… с алюминиевыми гайками и не вводи малосведущих людей в заблуждение…
Вот метод регулировки передних подшипников по индикатору, как на заводе…
Снимаем тормозные колодки. Закрепляем на поворотном кулаке держатель индикатора часового типа. Ножку индикатора упираем в ступицу колеса как можно ближе к регулировочной гайке. Надеваем на две шпильки кольца накидных ключей (например, ‘на 17») и закрепляем их гайками крепления колеса. За ключи проворачиваем и перемещаем ступицу в осевом направлении.
Замеряем величину осевого перемещения (зазора) ступицы по индикатору.
Если зазор превышает 0,15 мм, его необходимо отрегулировать. Для этого…
…бородком расправляем замятый поясок гайки.
Накидным ключом ‘на 27» отворачиваем регулировочную гайку подшипников ступицы.
Устанавливаем новую регулировочную гайку. Затягиваем ее моментом 19,6 Н.м (2,0 кгс.м), одновременно проворачивая ступицу в обоих направлениях. Ослабляем регулировочную гайку и снова затягиваем ее моментом 6,86 Н.м (0,7 кгс.м). Затем отпускаем гайку на 20–25o. Проверяем зазор в подшипниках: он должен быть в пределах 0,02–0,08 мм. Стопорим гайку, вдавив ее буртик в пазы хвостовика наружного шарнира привода.
А вот способ, которым регулирую подшипники всем знакомым любителям полазить в ‘говнах’ много-много лет и который даёт прекрасный результат без всяких заморочек: открутить старую гайку, взять новуюступичную гайку, накрутить на резьбу, надеть на гайку головку на 27 и, поворачивая головку пальцами, затянуть гайку до упора.
Если подшипники новые, то затягиваю сперва гайку воротком, одновременно вращая колесо, чтоб ролики расположились, затем гайку ослабляю и рукой затягиваю.
Если люфт вызван радиальными зазорами между подшипниками и ступицей (изношена ступица), то усилие затяжки, направленное вдоль оси, его не устранит. Если сильно затянуть гайку, то создастся иллюзия, что люфта нет, поскольку возникнет трение, препятствующее люфту, но подшипники при этом будут перетянуты.
Поэтому я регулируют так: сильно затягиваю, вращаю несколько оборотов, отпускаю гайку до её свободного вращения и затягиваю рукой, сколько смогу, надев головку. При этом перетянуть ступицу нереально. Какой люфт останется, такой и останется, по крайней мере подшипники не испортятся.
Этот способ проверен на сотнях нивовских ступиц, результат отличный, подшипники служат десятки и даже сотни тысяч км.
Теперь про ступицы…
Я среди родных так и не смог найти непрослабленную. Минус пять-семь соток, это никуда не годится. Рекомендую ‘Лидер», по ним нареканий не было, всегда проверяю с микрометром, диаметр 39,98-40,00. Поломок этих ступиц не встречал.
Бельмонт
Саламалейкум на ауди б4 80 сколько будет стоить каучук???
Заркин Айрапетян
Простой способ слить антифриз без потерь и мучений:
Архангел Белитский
шестерни редуктора херачат без трансмисионного масла.
Howie
У нас шлифовка колена от 1к стоит. В прошлом месяце колено ПаЗика шлифовал. 1600к отдал. Конячие у Вас там ценики.
Альберта Резакина
а с задним тормозом как? там уже высшая точка стоит в тормозной машинке?
Хусан Кацин
Форд Сиерра замена сальника коленвала! На этом видо я меняю сальник коленвала на автомобиле форд Сиерра!
Ссылка на канал : wPH-mxYideVBbx9NUA
Айбар
Молодец, экзамен сдал, давай зачетку, 5.
Привязка инструмента на станках с ЧПУ — MULTICUT
Обновлено: 05.08.2021
Управляющая программа создана, инструмент выбран и установлен в револьверную головку. Однако система координат станка пока не понимает, в каких точках пространства находятся режущие кромки фрезы или резца. Чтобы программа отработала корректно, нужно выполнить следующий этап наладки — привязку инструмента. Последняя заключается в определении вылетов фрезы, сверла или резца по осям и занесении полученных значений в УП.
При выполнении операции необходимо учитывать следующие нюансы:
- какую поверхность будет обрабатывать инструмент — внутреннюю или наружную;
- направление вращения шпинделя;
- радиус режущей кромки.
Привязка инструмента на станках с ЧПУ выполняется со стойки, поэтому наладчик должен хорошо знать систему и команды, которые используются для установки каждого вида корректоров.
Зачем выполнять привязку?
Для понимания важности операции предлагаем рассмотреть один из наиболее простых частных случаев — установку корректора на длину сверла.
В токарном станке ось вращения заготовки (шпинделя) совпадает с осью любого инструмента, который зажимают в патрон задней бабки, и значение имеет только его длина. В результате неправильной или неточной привязки инструмента к ЧПУ глубина отверстия окажется больше или меньше, чем нужно.
Ошибки в установке корректоров приводят к тому, что инструмент врезается в шпиндель, стол, заготовку на рабочем или холостом ходу. В лучшем случае вы потеряете фрезу, а в худшем — станок придется остановить на длительный и дорогой ремонт.
Когда привязка необходима?
На любом станке ЧПУ привязку инструмента делают перед тем, как выставить ноль детали. Вылеты инструментов определяют в следующих случаях:
- Если у вас многошпиндельный станок или установлена револьверная головка, нужно сделать привязку для каждого инструмента перед началом обработки. Система станка запомнит все значения.
- Если у вас простой станок с одним шпинделем, привязываться нужно каждый раз после смены фрезы или резца.
- После переточки инструмента. Чтобы задать уменьшение длины сверла или изменение размера напайки резца, можно воспользоваться корректорами износа, которые есть в большинстве систем. Однако, если вы только начинаете осваивать станок, лучше определять вылет инструмента каждый раз после переточки, чтобы не ошибиться.
После замены твердосплавной пластины на резцах привязка к ЧПУ станка чаще всего не требуется. Достаточно сделать контрольный замер обработанной им поверхности.
Способы привязки
Способ привязки инструмента к детали и станку выбирают в зависимости от вида обработки и требований к точности. Принципы определения координат режущих кромок одинаковы для всех станков, но таблицы корректоров, команды и клавиатура на стойках могут различаться. Поэтому мы остановимся только на перемещениях инструмента и измерении.
Привязка инструмента на токарно-фрезерных станках, как и другие операции по отладке управляющих программ, выполняется в режиме ручного ввода данных (MDI). Наладчик должен точно знать, какой именно код он прописывает, поскольку его исполнение происходит сразу же после ввода.
Торцевание
Для определения координаты резца по оси Z его аккуратно подгоняют к заготовке и обрабатывают ее торец. Не нужно снимать много материала — достаточно только «забелить» поверхность и совместить текущее положение инструмента с нулем станка. Перед остановкой шпинделя резец нужно вывести по оси X без изменения его положения по Z.
Такой способ привязки к ЧПУ не подойдет, если торцевая поверхность детали должна остаться нетронутой.
Точение по наружному диаметру и расточка
Для определения координаты по оси X резец подводят к боковой поверхности детали и протачивают ее с минимальным съемом материала до получения чистой поверхности. Необходимо обработать участок, достаточный для измерения диаметра. Именно этот размер нужно внести в таблицу, чтобы система рассчитала и запомнила координату. В этом случае резец отводят от детали по оси Z.
Определение координаты расточного, резьбового или любого другого резца для внутренней обработки несколько отличается. Сначала необходимо привязать сверло и просверлить отверстие в заготовке, после чего выполнить его расточку. Обратите внимание, что напайка внутреннего резца «смотрит» в обратную сторону (т. е. находится с другой стороны от оси), поэтому в таблицу инструмента значение диаметра нужно вносить со знаком «минус», иначе координата будет определена неправильно.
Слабое место такого способа — точность измерительного инструмента. Для определения наружного диаметра можно использовать микрометр. Его погрешность составляет 0,01 мм. Для определения диаметров отверстий лучше использовать нутромер. Он имеет такую же погрешность измерений. Но если нутромер не войдет по размеру (слишком маленькое отверстие), придется брать штангенциркуль. Даже если это электронный инструмент, добиться точности будет сложнее.
Обкатка индикатором
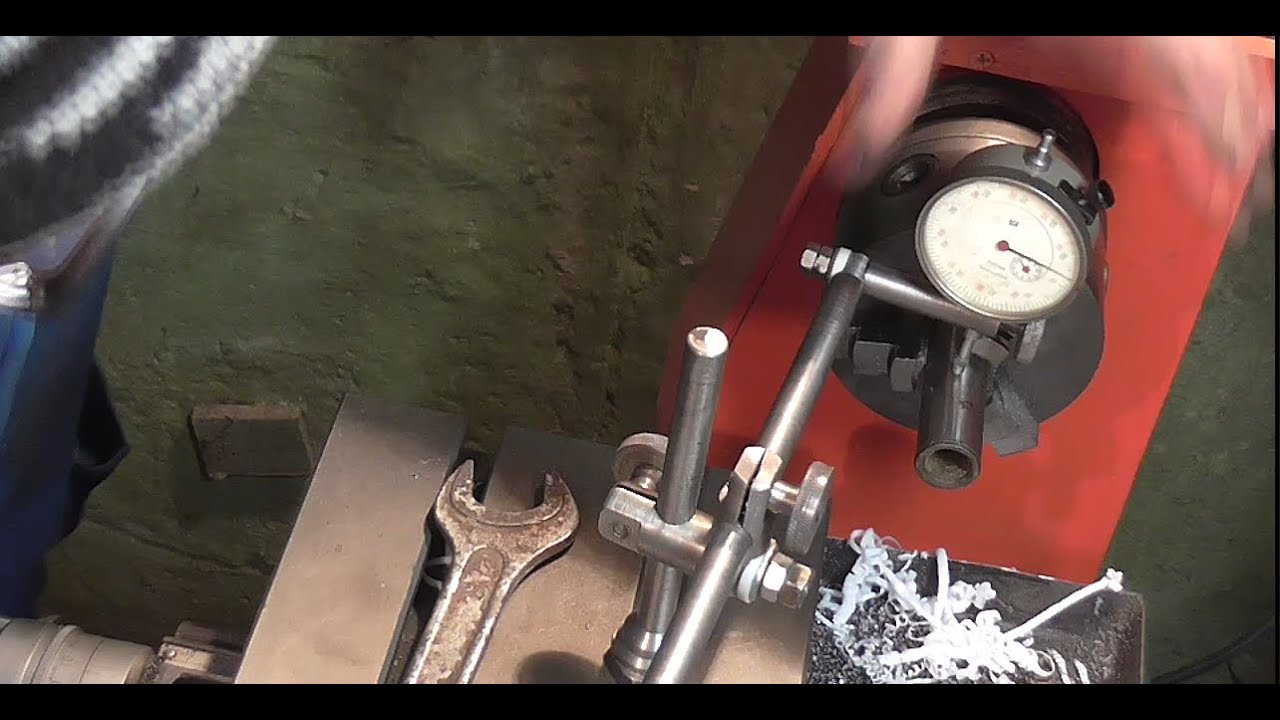
Этот способ привязки инструмента на токарно-фрезерном ЧПУ с револьверной головкой напоминает центровку электродвигателя. К нему прибегают, когда необходимо совместить ось вращения шпинделя со сверлом или центровкой. Для работы понадобится механический индикатор часового типа и штатив с магнитным основанием. В патрон на револьверной головке устанавливают калиброванный цилиндрический пруток или сам инструмент, если гладкая часть его хвостовика выступает из зажимных кулачков.
На шпинделе закрепляют штатив с индикатором так, чтобы измерительный наконечник опирался на цилиндрическую поверхность хвостовика. Шпиндель проворачивают вручную и смотрят на показания индикатора. Передвижением револьверной головки по X и Y добиваются такого положения, в котором стрелка будет оставаться неподвижной в любом положении шпинделя, и его принимают за ноль.
Щупы или концевые меры
Если поверхность заготовки нельзя обрабатывать, для определения координат по Z и X можно использовать мерные плитки или щупы с известными размерами. Резец подводят к детали с зазором: так, чтобы концевая мера не проходила. На минимальной подаче отводят резец, пока она не войдет. Толщину плитки нужно добавить в корректоры.
Обратите внимание, что при определении координаты резца по оси X толщину мерной плитки умножают на два и прибавляют к диаметру.
Бумага
Этот способ подойдет, когда к обработке не предъявляют высоких требований по точности: раскрой листовых материалов, обработка фасадов. Вместо концевой меры используют бумагу, а фрезу приближают к заготовке до тех пор, пока лист не зажмет между ними.
Электронные датчики
Многие станки комплектуются электронными датчиками привязки инструмента, которые также называют tool setter. Работать с ними удобно и быстро, определение координат выполняется в автоматическом режиме, что исключает вероятность ошибки. Tool setter вызывается командой со стойки. Инструмент подводится вручную на расстояние около 3 мм от датчика, после чего подается команда на определение координаты. В автоматическом режиме резец касается поверхности, а система станка сама делает расчет и вносит корректор в таблицу инструментов.
Также существуют датчики и комплектные измерительные системы, которые можно приобрести отдельно. Один из наиболее известных производителей такого оборудования — Renishaw. Компания изготавливает контактные датчики для привязки инструмента, деталей, проведения высокоточных технических измерений.
Определение координат инструмента на станках Multicut
Компания Multicut — один из ведущих российских производителей фрезерно-гравировальных станков с ЧПУ. Мы предлагаем высоконадежное оборудование для обработки различных материалов, в том числе дерева, пластиков и композитов. В нашем ассортименте представлены одно-, двух- и трехшпиндельные серии агрегатов, а также станки с ЧПУ с автоматической сменой режущего инструмента.
Наше оборудование совместимо со стандартными фрезами и граверами. Их преимущество состоит в том, что данные для привязки уже определены производителем. Их можно копировать из технической документации (паспортов) и вносить в таблицу станка. Если вы собираетесь использовать другой режущий инструмент, мы подберем и включим в комплект поставки подходящие электронные датчики.
Чтобы посмотреть видео о нашем оборудовании, подпишитесь на YouTube канал компании Multicut.
Для получения технической помощи и консультаций свяжитесь с сервисной службой в Москве или Новосибирске по контактным телефонам.
Читайте также
Обновлено: 29.08.2021
Статья освещает исключительно правильный, на наш взгляд, подход к производству станков — её обязательно стоит прочитать накануне приобретения фрезерно-гравировального оборудования.
Обновлено: 13.08.2021
Диагностика станков с ЧПУ представляет собой комплекс мероприятий, направленных на выявление причин отказов и сбоев. Конечная цель диагностики – поиск оптимального пути устранения проблем, составление технологической карты ремонта, коррекция управляющих программ.
Обновлено: 13.08.2021
Композиционные материалы на основе древесины применяются в строительстве, производстве мебели, изготовлении рекламных конструкций, предметов интерьерного дизайна. Наиболее популярный способ обработки ДСП, фанеры и МДФ – фрезеровка.
Обновлено: 06.08.2021
Надежное закрепление заготовки — гарантия точности и качества гравировальной или фрезерной обработки. Многие производители в этих целях комплектуют фрезерные станки вакуумными столами. Чаще всего это приспособление предлагают в качестве дополнительной опции, и стоимость его достаточно высока.
Обновлено: 06.08.2021
Опыт предприятий, которые полностью модернизировали свои механические участки, отказавшись от ручного управления в пользу программного, говорит о том, что использование станков с ЧПУ дает реальные преимущества. В данной статье мы не будем приводить точных экономических расчетов, но приведем не менее весомые аргументы, почему вкладывать деньги в покупку современного высокопроизводительного оборудования — во всех отношениях правильный выбор.
Chevy-Niva :: Просмотр темы — Самостоятельная установка сигнализаций
О чём не подумали в Бертоне? Шевроле Нива LE 2015 (Chevrolet Niva) тест драйв (ч.2)
Если простая сигнализация, то толстый розовый провод на Ш3. Выход из строя или некорректная работа самого блока.
Какие в автомобиле Нива Шевроле точки подключения сигнализации, и как правильно подключить сигналку — узнайте…
Беру два силовых провода от реле, с конца каждого снимаю мм изоляции и жилки плотно скручиваю. Если в сигнализации слаботочные выходы управления центральным замком, то они подсоединяются к желтому и черному проводам.
Х1 — это белый разъем приборного щитка. Диодный индикатор следует также вмонтировать в районе антенные или на левой стойке авто.
Поэтому перед тем, как произвести ремонт, нужно определить причину.
Еще одна проблема — перелом проводов на замках, по такой причине может не работать только одна из дверей. Из-за того, что провода укладываются в резиновые гофры между дверями, их постоянное открытие и закрытие со временем может привести к тому, что провода будут переломлены. Соответственно, для решения проблемы нужно будет только заменить поврежденный участок цепи автор видео — Сергей Давыдов.
Инструкция по установке сигнализации Поскольку штатная противоугонная система — не особо надежный вариант, наши соотечественники часто проводят установку сигнализации , которая, в отличие от замка, сможет более эффективно защитить машину. Перед тем, как установить сигналку, необходимо внимательно изучить схему, которая идет в комплекте, а также инструкцию. Самый легкий способ подключить сигнализацию: Вкратце об установке сигнализации: Сначала в Ниве необходимо демонтировать накладку рулевой колонки, для этого потребуется открутить пять саморезов и два болта.
Теперь вам нужно будет получить доступ к управляющему устройству — блоку, для этого нужно выкрутить два самореза на панели, которые закрывают девайс, и один саморез, который фиксирует модуль.
Устройство демонтируется, от него нужно отключить все провода. Затем производится демонтаж приборной панели.
Chevrolet Niva 2014, 81 л. с. — электрика и электроника
Чтобы сделать это, выкрутите четыре самореза, причем два из них расположено под заглушками. Саму приборку необходимо будет извлечь. Теперь устанавливаем непосредственно составляющие новой противоугонной системы.
шевроле нива замена грм
Для этого сначала установите сирены, температурный контроллер, а также концевик капота в моторном отсеке. Датчик температуры должен быть установлен в непосредственной близости с двигателем — так он будет передавать наиболее точные данные разумеется, если этот контроллер идет в комплекте.
А сирену нужно поставить так, чтобы на нее не воздействовали влага и высокие температуры, рупором вниз.
Точки подключения автосигнализации на Chevrolet Niva 2013 года
Следующим этапом будет монтаж антенного адаптера — он ставится за приборной панелью или в верхней части лобового стекла. Диодный индикатор следует также вмонтировать в районе антенные или на левой стойке авто.
Иногда бывает один провод: Нужно достать блок электропакета. Вид на разъем блока со стороны проводов сам блок отстыковать: Диодная развязка концевиков дверей: Сирену ставлю около концевика капота, один провод легко оборвать.
Если сигнализация с автозапуском, то здесь же подсоединяю термодатчик и подматываю его к жгуту проводов. Стартер управление втягивающим реле — это толстый красный провод на Кл.
Здесь с ним удобней работать, если рядом за трос капота ставить сигнализацию. Х1 — это белый разъем приборного щитка. Бензонасос — управление бензонасосом осуществляется плюсом через толстый серый провод.
Подключаем в жгуте левого порога, там их два серых, второй обогрев заднего стекла. Как разобраться думаю понятно.
Chevrolet Aveo 2009
Подключение центрального замка старой Ш. Нужно отключить клемму минус с аккумулятора, снять монтажный блок, открутить две гайки и вытащить на себя блок управления центральным замком.
Обратите внимание на земельные провода, их затем нужно будет все поставить на место. Нужно порвать два провода: Предложенная схема сохраняет штатное закрытие: Разумеется, центральный замок будет управляться и от сигнализации. Если сигнализация имеет слаботочные выходы на центральный замок, то самое простое: И на концы, которые идут в блок подключить сигнализацию.
Это было управление работой блока откр. Теперь все двери будут управляться только сигнализацией. Подключение центрального замка на новой Ш.
Индикаторы набора номера и индикаторы проверки набора: Easy Guide [2018]
Индикаторы проверки набора номера и индикаторы набора (DTI, циферблатный индикатор, цифровой индикатор набора, цифровой циферблатный индикатор)
Во-первых, в чем разница между индикатором набора номера и индикатором проверки набора номера?
Это довольно просто. Циферблатный индикатор имеет плунжер и показывает, насколько далеко плунжер поднят нижней поверхностью. Индикатор проверки набора номера имеет рычаг, который перемещается под углом. Он измеряет, насколько рука вытолкнута в сторону.Оба удобны, но вы, как правило, чаще будете использовать индикатор проверки набора номера.
Эти фотографии должны прояснить различия:
Циферблатный индикатор Mitutoyo показывает, насколько далеко перемещается плунжер с точностью до тысячных долей дюйма (0,001 ″)…
Индикатор теста Interapid Dial Test, точность до десятых долей (0,0001 ″)…
Еще раз, циферблатный индикатор измеряет, насколько высоко перемещается поршень, в то время как индикатор теста циферблата измеряет, насколько далеко перемещается кончик иглы при отклонении в сторону.
Зачем чаще использовать индикатор проверки набора номера?
Во многом потому, что эти инструменты обычно используются для измерения относительного движения, а не абсолютных величин. Например, чтобы убедиться, что губка тисков перпендикулярна ходу машины, вы должны провести рычаг индикатора кругового теста над губкой, двигаясь в направлении движения. Индикатор DTI (Dial Test Indicator) покажет, насколько далеко от квадрата находится губка тисков. Когда он не двигается (или не перемещается больше, чем допустимо для вашего приложения), вы убедитесь, что он квадратный, и можете заблокировать тиски.
Есть также операции, при которых индикатор набора удобен. Например, вы можете определить нулевую точку на оси Z вашего станка, поместив индикатор с круговой шкалой на шпиндель и перемещаясь вниз по оси Z, пока индикатор не будет обнулен.
Циферблатные индикаторы
часто крепятся с помощью выступа сзади. Контрольные индикаторы шкалы обычно крепятся либо через ласточкин хвост, либо через небольшой стержень, который может входить в цангу или патрон.
Interapid: лучшие индикаторы проверки набора номера
Я пробовал множество индикаторов тестирования набора от Starrett, Interapid и других, и должен сказать, что Interapid — мои самые любимые.Они сделаны в Швейцарии, и показатель десятых долей обойдется вам в 245 долларов, но они того стоят. Для новичка куплю версию на полтысячи и куплю индикатор десятых позже. Interapid DTI на полтысячи стоит немного меньше — 184,69 доллара, и они немного менее чувствительны, поэтому регулировка менее сложна.
Цифровые циферблатные индикаторы
Цифровой индикатор циферблата Mitutoyo. Примерно 162,31 доллара на Amazon…
Циферблатные индикаторы
также доступны с цифровыми индикаторами, но большинство предпочитают аналоговые индикаторы.Как уже упоминалось, они часто используются для относительных измерений, и их сложнее увидеть с помощью цифрового считывающего устройства, чем аналогового циферблата.
Стойка индикатора часового типа
Часто удобно использовать циферблатный индикатор с магнитной подставкой. Подставка закрепит индикатор там, где это необходимо, а точная регулировка позволяет обнулить индикатор.
Вот подставка для магнитных индикаторов Noga, одна из лучших:
Подставка для магнитных индикаторов Noga (около 84 долларов.95 на Амазонке)…
Циферблатный индикатор и индикатор проверки циферблата Точность
Индикаторы набора номера
и индикаторы проверки набора доступны в различных стилях и точности. DTI обычно доступны с более высокой точностью. У меня есть как полутысячные (0,0005 ″), так и десятые (0,0001 ″) Interapid DTI. Чаще всего точность циферблатного индикатора составляет 0,001 ″.
Ошибка косинуса
Учитывая, что работа DTI заключается в отклонении иглы под углом, они подвержены так называемой «косинусной ошибке».Чтобы свести к минимуму ошибку, используйте DTI так, чтобы его рука была как можно ближе к центру перемещения:
Ознакомьтесь с нашей статьей, чтобы узнать больше о косинусной ошибке.
Это руководство было частью нашего бесплатного курса метрологии:
Присоединяйтесь к более чем 100 000 ЧПУ! Получайте наши последние сообщения в блоге бесплатно раз в неделю прямо на ваш почтовый ящик. Кроме того, мы предоставим вам доступ к некоторым отличным справочным материалам по ЧПУ, включая:
циферблатный индикатор с магнитным основанием, метрический тестер 0-10 мм, держатель манометра 0.Профессиональная точность 01 мм: Amazon.com: Industrial & Scientific
В настоящее время недоступен.
Мы не знаем, когда и появится ли этот товар в наличии.
- Убедитесь, что это подходит
введя номер вашей модели. - Диапазон измерения: 0-10 мм (0,4 дюйма) с шагом 0,01 мм (0,004 дюйма).
- Две мощные магнитные поверхности с контролем включения / выключения обеспечивают максимальное тяговое усилие 176 фунтов (80 кг) (металлическая столешница / поверхность толщиной 30 мм и более)
- С ручкой точной регулировки для точного позиционирования.
- Задний выступ, размер отверстия 1/4 дюйма или 6,3 мм.
- 22 шт. Тестовых наконечников включены в футляр для хранения.
]]>
Характеристики данного продукта
| Фирменное наименование | Гренерик |
|---|---|
| Ean | 0710667237977 |
| Номер детали | Гренерик |
| Спецификация соответствует | |
| Код UNSPSC | 41111600 |
| UPC | 710667237977 |
Amazon.com: Основание магнитной подставки для индикаторного индикатора шкалы (синий): Industrial & Scientific
| Цена: | 54 доллара.39 |
| Купон | Купон на дополнительную скидку 10% применяется при оформлении заказа. Подробности Извините. Вы не имеете права на этот купон. |
- Убедитесь, что это подходит
введя номер вашей модели. - Оснащен постоянным магнитом, удобным для удержания индикатора проверки шкалы на станке для операций центровки.
- V-образная канавка снизу для стабильной установки на цилиндрические поверхности.
- Обладая высокой стабильностью, идеальный инструмент для измерения прецизионных деталей. Применяется для циферблатных индикаторов, рычажных индикаторов и т. Д.
- Есть переключатель включения / выключения для магнита, легко перемещать основание без влияния магнитной силы. Гибкие и точные поворотные соединения можно регулировать в любом направлении и в любом месте.
- Общая длина: прибл. 360 мм / 14,2 дюйма. Размер полюса: прибл. 75 мм + 115 мм + 130 мм / 3 дюйма + 4,5 дюйма + 5,1 дюйма. Базовый размер: прибл. 62 x 48 x 62 мм / 2,4 x 1,9 x 2,4 дюйма.
›
См. Дополнительные сведения о продукте
Руководство по покупке и 10 лучших предложений [2021]
Циферблатный индикатор — один из измерительных инструментов, которые люди чаще всего используют в мастерской.Установленный на основании стенда, мы используем его для вещей на фрезерных и токарных станках. Кроме того, его применяют и в двигателестроении в качестве шкалы показаний калибратора.
Проверка округлости с помощью индикатора с круговой шкалой
Он способен преобразовать крошечное расстояние , которое трудно наблюдать, , до вращаемого расстояния , которое легко подсчитать, . Когда поршень движется вперед и назад, он заставляет вращаться стрелку / указатель на шкале шкалы.
Используя циферблатный индикатор, вы можете проверить, насколько скруглен предмет, который вы только что токарно обработали.Вы можете проверить, насколько плоский металлический пруток вы только что фрезерете. Кроме того, вы можете выполнить измерение допуска продукта, изготовленного на фрезерном или токарном станке.
Если вы планируете купить новый, этот пост может вам помочь. Мы посвятили себя поиску отличных индикаторов с циферблатом, представленных на рынке, и представили их здесь. В результате 10 лучших циферблатных индикаторов плунжерного типа представлены ниже. Также доступен вспомогательный контент, который поможет вам получить больше информации о циферблатном индикаторе.
10 лучших обзоров индикаторов циферблата 2021
Для моделей с 0.0001 ″ , победитель — Mitutoyo 2358S-10. Других вариантов из этого диапазона мы пока не можем выбрать на рынке. Если вам нужны другие модели с такими же характеристиками, вам необходимо напрямую связаться с компанией.
В то время как модели поддерживают разрешение 0,0005 ″ , доступны следующие варианты: Mitutoyo 2776S и Mitutoyo 2046S. Mitutoyo 2776S — это дюймовая модель, с хорошими характеристиками, но дорогая. Если вас устраивает метрика, вы можете выбрать 2046S. Он также имеет прекрасные характеристики и доступен по цене.
Наконец, для моделей с разрешением 0,001 ″ : Mitutoyo 2416S (высокое качество продукции, но дорогой плюс отсутствие подшипников с драгоценными камнями), Starrett 25-441J (хорошего качества, с драгоценными камнями, но дорого) и Triton All-52000 (заявлено, с драгоценными камнями и доступный). Если нет нужды в фантазиях, выберите Тритон.
1. Циферблатный индикатор Mitutoyo 2358S-10 [Наилучший результат]
Если вы ищете циферблатный индикатор с высокой степенью точности, предназначенный для интенсивного и частого использования, Mitutoyo 2358S-10 выглядит как нельзя лучше.
Взято из официального каталога Mitutoyo Japan, разрешение составляет 0,0001 ″ , а точность зависит от совершенного числа оборотов. Менее 20 оборотов, точность составляет ± 0,0002 , ± 0,0003 и ± 0,0004. Более 20 оборотов, точность ± 0,0008. Причем повторяемость составляет ± 0,00003. Эта спецификация, конечно, лучшая из всех, что мы находим на рынке. Однако с точки зрения диапазона перемещения это всего лишь 0,5 дюйма, что является недостатком.
Кроме того, в каталоге сказано, что один оборот равен 0.01 ″. Поскольку на шкале 100 делений, то одно деление равно 0,0001 ″ (что и есть само разрешение). Напечатанные цифры от 0 до 10 могут помочь вам определить положение указателя.
Еще одна замечательная особенность этого циферблатного индикатора Mitutoyo — это подшипник с драгоценными камнями. Если вы посмотрите на внутреннюю часть индикатора, вы это заметите. Скорее всего, это рубины или сапфир (но он искусственный). Когда интенсивное и частое использование может вызвать износ подшипника и проблему с воспроизводимостью, этот подшипник может решить эту проблему.
Если вы очень беспокоитесь о точности, несомненно, выберите этот индикатор часового типа Mitutoyo. Превосходные характеристики, качественная сборка, плавная работа, подшипник с драгоценными камнями, материал из нержавеющей стали, шток диаметром 0,375 дюйма для крепления штока, а также выступ для крепления — все, что вы получаете от этого лучшего индикатора с круговой шкалой. Кроме того, для вас доступна возможность покупки с сертификатом калибровки NIST.
Плюсы:
- Точность, высокое разрешение
- Плавно работает
- Подшипник с драгоценными камнями; для чувствительных измерений и интенсивного использования
- Durable
- Mitutoyo Product
Cons:
- Дорогой
- Предоставляет только 0.5 диапазон хода
2. Циферблатный индикатор Mitutoyo 2776S [2-й лучший вариант]
Циферблатный индикатор Mitutoyo 2776S — это еще один вариант, из которого можно выбрать, если вы стремитесь к высокой точности и точному индикатору с циферблатом, — Mitutoyo 2776S. Он поставляется с прекрасными характеристиками, которые имеют решающее значение для точных измерений.
Он обслуживает вас с диапазоном 1 ″ с разрешением от до 0,0005 ″ . А судя по официальному сайту, точность составляет ± 0,0005 ″ для первых 2.5 оборотов и ± 0,002 ″ для остальных оборотов. Исходя из этой спецификации, Mitutoyo 2776S, безусловно, станет для вас прекрасным индикатором с циферблатом. Хотя он по-прежнему относится к Mitutoyo 2358S-10, описанному выше, он превосходит остальные индикаторы в этом списке с точки зрения технических характеристик.
Показания даны в дюймах, и их нетрудно прочитать. Имеется шкала от 0 до 50 числовых отметок на один полный оборот. В то же время есть 100 делений, что означает отсчет по 0,0005 ″ на деление (само разрешение). Следовательно, один оборот более длинного указателя соответствует 0.05 ″ чтение.
Имеет диаметр штока 3/8 ″ и точку контакта 4-48 UNF. Вес составляет 8,8 унций. Диаметр безеля составляет 57 мм, или почти 2,25 дюйма. Сзади есть выступ для магнитной подставки для удобной фиксации индикатора.
Один индикатор с циферблатом Mitutoyo может потребовать больше, но это вас не расстроит. Для профессионалов и высокоточных измерений рекомендуется Mitutoyo 2776S, и поэтому мы считаем его вторым лучшим. Кроме того, вы можете купить его с сертификатом соответствия NIST.
Плюсы:
- Точность и высокое разрешение
- Легко крепится к магнитной опорной стойке
- Хорошая конструкция для защиты от пыли и воды
- Ремонтопригодный
- прослеживаемый сертификат NIST можно запросить.
Минусы:
- Дорогой
- Без драгоценных камней
3. Индикатор с метрической шкалой Mitutoyo 2046S
Если вы поклонник метрического чтения и хотите найти, возможно, есть вариант для вас, вы повезло, потому что это не только показатель, но и от известного бренда Mitutoyo.
Mitutoyo 2046S — это модель непрерывного действия, которая считает деления от 0 до 99 по часовой стрелке. Наименьшее показание (разрешение) составляет 0,01 мм. Таким образом, это будет 10 мм на 10 оборотов, что является максимальным диапазоном перемещения. Что касается точности, он имеет различную MPE (максимально допустимую погрешность) в зависимости от числа оборотов. На первой 1/10 оборота МПД составляет 0,005 мм. Затем MPE увеличивается на половинном (1/2) обороте, полном (1) обороте и в общем диапазоне (до 10 оборотов) соответственно до 0.009 мм, 0,010 мм и 0,013 мм.
Что касается внешнего вида и дизайна, он имеет циферблат диаметром 57 мм, заднее отверстие выступа диаметром 6,5 мм, контактную точку с твердосплавным наконечником, пару ограничительных маркеров, шток и плунжер из закаленной нержавеющей стали, водно-масляный — прочная конструкция между безелем и кристаллом, а также устойчивый к царапинам и химическим воздействиям кристалл.
В целом, это отличная новость для вас. Это идеальный вариант для стандартного использования, в нем есть метрические единицы измерения. Хотя Mitutoyo, вам не о чем беспокоиться, потому что это не дорого.Проверьте цену с помощью следующей кнопки.
Плюсы:
- Бренд Mitutoyo, который означает хорошее качество, но доступный
- Показания в метрической системе; отлично подходит для некоторых пользователей
- Хорошая точность и разрешение
- Durable
Минусы:
- Диапазон измерения всего 1 мм
4. Циферблатный индикатор Mitutoyo 2416S
Это еще один лучший индикатор с циферблатом, который мы выбираем на рынке, и это сделано Mitutoyo, широко известной компанией, производящей прецизионные измерительные инструменты.
Если вы ищете качественный и надежный индикатор часового типа, Mitutoyo 2416S для вас. Он также предоставляет вам достаточные технические характеристики, такие как максимальный диапазон измерения 1 дюйм, разрешение 0,001 дюйма, точность ± 0,001 дюйма для первых 2,5 оборота и точность ± 0,002 дюйма до 10 оборотов (максимальный диапазон).
Шкала циферблата довольно большая — 2,244 дюйма в диаметре. Его номер и строка делают чтение интуитивно понятным. Поскольку каждое деление читается как 0,001 ″, вычислить общее показание будет несложно.Меньшая шкала также легко читается, поскольку она считает от 0 до 1 за один оборот.
Вы можете найти его в комплекте с задней проушиной, которая необходима для монтажа, штоком диаметром 3/8 ″ (0,375 ″), который также используется для монтажа на основании, и креплением с резьбой # 4-48 UNF.
В целом, если вы не стремитесь к высоким характеристикам, но при этом сохраняете высокое качество, бесперебойную работу и долговечность, то мы выбираем Mitutoyo 2416S как правильный выбор для вас.
Плюсы:
- Достойные характеристики
- Высококачественный продукт Mitutoyo
- Долговечный
- Плавная работа
Минусы:
- Дорогой
- Без драгоценного подшипника
5.Циферблатный индикатор Starrett 25-441J
Другой популярной моделью на современном рынке является циферблатный индикатор Starrett 25-441J. Среди моделей с разрешением 0,001 ″ эта модель должна быть приоритетной.
Диаметр штока 0,375 дюйма, диапазон хода 1 дюйм и разрешение 0,001 дюйма, как и у других моделей.
Система маркировки и бело-черный цвет позволяют с легкостью работать и читать прочитанное. Они также выделены жирным шрифтом. Один полный оборот большой круговой шкалы содержит 100 делений.В то время как меньшая шкала содержит 10 делений. Таким образом, вычисление двух циферблатов становится быстрее, особенно с учетом того, что разрешение составляет 0,001 дюйма.
По внутренним компонентам все идет как положено. Шестерни, шестерни, рейка, шток и шпиндель изготовлены из закаленной нержавеющей стали. Даже подшипники украшены драгоценными камнями. Это обеспечивает устойчивость к тяжелым нагрузкам во время работы. Как и многие изделия Starrett, эти запасные части подлежат ремонту. Вы можете приобрести запчасти на случай поломки.
Этот циферблатный индикатор весит 8,0 унций. На обратной стороне имеется проушина для монтажа. И наслаждайтесь 1-летней гарантией на этот инструмент.
Плюсы:
- Достойная спецификация
- Подшипники с драгоценными камнями; для интенсивного использования
Минусы:
6. Циферблатный индикатор Triton ALL-52000 [Самый доступный вариант]
All Industrial Triton All-52000 на сегодняшний день является наиболее доступным вариантом, доступным на рынке.Если вы впервые учитесь использовать циферблатные индикаторы, то это должна быть ваша первая покупка. Вы также должны выбрать это, если вам не нужна высокая точность или что-то особенное в это время.
Несмотря на то, что он самый доступный, он обладает хорошими характеристиками. Полный диапазон перемещения составляет 1 дюйм. Наименьшее значение составляет 0,001 дюйма. У него 100 делений на один оборот, и один оборот равен 0,1 дюйма. Однако, пока мы просматриваем официальный сайт, информации о точности нет. Поэтому мы не рекомендуем этого делать, если точность измерения критична для выполняемых вами измерений.Некоторые говорят, что это около ± 0,001 ″, но вам нужно проверить это самостоятельно.
Другие характеристики, которые вам необходимо знать, — это диаметр стержня и циферблата, которые составляют соответственно 3/8 ″ и 2 ″. Стойка сделана из закаленной нержавеющей стали, что хорошо. Но сменная точка контакта (с резьбой 4-48) не карбид, что является недостатком. Кроме того, по словам продавца, подшипниковый механизм украшен драгоценными камнями. Отлично!
Производственный процесс основан на стандартах ANSI. Его вес равен 0.38 фунтов. Корпус выглядит металлическим. Есть винтовой фиксатор для затягивания или ослабления лицевой панели. Наконец, он оснащен некоторыми другими функциями, такими как маркировка допуска, которая полезна для измерения допуска, и сменный язычок с отверстием 1/4 дюйма.
Плюсы:
- Доступный вариант для новичков и тех, кому не нужен высокий уровень точности
- Для легкого использования
- Достойная спецификация
Минусы:
- Не для высокого -уровневое измерение точности
- Точка контакта не твердосплавная
7.По часовой стрелке DICR-0105 Циферблатный индикатор + магнитное основание
Если вы
ищете полный набор циферблатных индикаторов, который поставляется с базовой подставкой, и цена также является приемлемой, то вам следует выбрать инструмент DICR-0105 по часовой стрелке. Вы можете купить его без магнитной подставки или с ней.
Как указано в спецификации, диапазон составляет 1 дюйм, а разрешение — 0,001 дюйма. Градуировка от 0 до 99 (всего 100 делений за один оборот). Заявленная продавцом точность составляет ± 0,0012 ″, что приятно.Он поставляется с сертификатом калибровки от Clockwise Tools. Посмотрите этот обзор, чтобы узнать, как выглядит сертификат.
Этот индикатор можно использовать как с проушиной, так и с плоской задней частью. При использовании подставки убедитесь, что подставка подходит к отверстию на задней части выступа 6,5 мм. Подставка может делать это, не отрываясь назад, удерживая шток. Диаметр штока такой же, как у других, 3/8 дюйма. С точки зрения занимаемой площади это не займет много времени, ведь диаметр циферблата всего 2 дюйма.
В целом, этот циферблатный индикатор заслуживает внимания.У него хорошая точность и разрешение. Учитывая его особенности и магнитную подставку, цена приемлемая. Он также получает приличное количество положительных отзывов, что означает удовлетворительную производительность.
Плюсы:
- Легко читать и работать.
- Очень дешевая цена по сравнению с другими моделями.
- Очень легкий.
- Точность и фиксация положения с помощью одной ручки.
- Простая возможность включения и выключения магнита.
Минусы:
- Трудно заблокировать шаровые и гнездовые соединения магнитной стойки.
- В меньшей шкале всего 5 делений.
8. Циферблатный индикатор Taytools Разрешение 0,0005 ″
Теперь вы можете наслаждаться циферблатным индикатором с хорошим разрешением 0,0005 ″, но не о цене. Однако мы не ставим его выше, потому что его точность составляет всего ± 0,001 дюйма, как заявлено. Если вам не нужна высокая точность, этот инструмент очень полезен.
Недостаток адресован градуировке.На большой шкале циферблата нанесены числовые отметки от 0 до 50. Тем не менее, напечатано 100 делений. При этом мы можем сказать, что числовые отметки могут вводить в заблуждение некоторых людей при чтении на более крупном масштабе. Но по разрешению каждое деление считается 0,0005 ″. Тогда один полный оборот большой шкалы составляет 0,05 дюйма.
Материал корпуса — анодированный алюминий. Тем не менее, он устойчив к коррозии. Несмотря на доступность, рейка, шестерни и шестерни сделаны из стали, что хорошо.Вес товара составляет 5,6 унции по заявлению продавца. Поскольку он встроен с выступом на задней панели, вы можете установить его на основание подставки, и это приятно.
Плюсы:
- Высокое разрешение
- Устойчив к ржавчине
- Доступный
Минусы:
- Неинтегрированная цифровая маркировка и количество напечатанных разделов
9. Fowler 52-520- 110 Индикатор с черным циферблатом
Еще один достойный индикатор с циферблатом на рынке, которым мы хотели бы поделиться с вами, — это Fowler FOW52-520-110.Что ж, по характеристикам и качеству Fowler 52-520-110 — еще один хороший выбор для бюджета. Это не идеально, но должно стоить каждого пенни.
Это модель непрерывного действия, диапазон перемещения 1 дюйм, разрешение 0,001 ″, белая маркировка, черная поверхность, красные указатели, задняя часть выступа, маркировка допусков и маркировка 0–100. Ожидается, что белые отметины способны отражать свет. В сочетании с красными указателями делает чтение более удобным.
Стойка шпинделя долговечна благодаря прочной нержавеющей стали.Пока шестерни из твердой латуни. Но недостатком является то, что точка контакта — это твердая нержавеющая сталь, а не карбид. Это действительно неплохо, но карбид более устойчив к износу. Корпус выкован из латуни и хромирован сатинировкой; устойчив к ржавчине.
Говоря о том, каково это использовать этот индикатор, позвольте другим клиентам высказать свое мнение. Пока что есть много клиентов, которые оставляют хорошие отзывы. Если вы считаете, что характеристики этого индикатора Фаулера соответствуют вашим требованиям, то можете без сомнений выбрать его.Как мы упоминали ранее, это не идеальный продукт, но он стоит ваших денег.
Плюсы:
- Достаточная спецификация
- Металлический корпус и шестерни обеспечивают стабильность и долговечность
- Экономичный выбор; лучшее по цене
- Белая маркировка и красные указатели для удобства чтения
Минусы:
- Не для высокоточных измерений
- Точка контакта не твердосплавная
10.HFS (R) 0-2 ″ Циферблатный индикатор с длинным ходом
Если вы работаете на токарном станке, но нет данных о расстоянии поперечных салазок, вам может понадобиться модель индикатора с длинным ходом для отслеживания движения. Посмотрите это видео, чтобы вдохновить вас.
Установив магнитное основание в соответствующем месте или сделав собственное приспособление, 2-дюймовый диапазон HFS (R) может удовлетворить это требование. Поскольку он также оснащен задним отверстием для монтажной проушины 1/4 дюйма, мы видим, что это подходящий выбор.
Он имеет диапазон измерения 2 дюйма и разрешение 0,001 дюйма. С точки зрения точности, он имеет точность ± 0,001 дюйма для первых 2,5 оборота и ± 0,003 для остальных, что на самом деле является хорошей характеристикой, учитывая цену и более длинный поршень. На более крупной шкале нанесены отметки от 0 до 100, а на счетчике оборотов — 20 отметок. Счетчик оборотов уникален, потому что оба указателя имеют один и тот же центр. Самое главное, что их легко читать.
Если вы хотите отвинтить проушину и использовать вместо нее магнитную заднюю часть, учитывайте диаметр циферблата, равный 2.28 ″. Хотя диаметр штока является обычным, он составляет 3/8 дюйма, если вы хотите удерживать шток вместо того, чтобы устанавливать выступ обратно.
С точки зрения конструкции корпуса этот длинноходный индикатор HFS 16648 представляет интерес. Его корпус из алюминия, что означает легкий и устойчивый к ржавчине. Другое дело — драгоценный подшипник. Хотя он доступен по цене, он содержит подшипники с драгоценными камнями. Вы можете попробовать его для частого использования в магазине.
Плюсы:
- Хорошая спецификация, учитывая стоимость, которую вы взимаете.
- Поставляется с более длинным поршнем, который необходим для определенных задач.
- Подшипник с драгоценными камнями; для многократного использования
Минусы:
Руководство по покупке циферблатного индикатора: на что обратить внимание
Циферблатный индикатор: основная задача — измерение, поэтому точность — важная тема.Кроме того, есть и другие важные факторы, которые необходимо учитывать при принятии решения о покупке лучшего индикатора часового типа.
1. Точность
Первый шаг, который вам нужно сделать, это определить ваши требования к точности. Если вы покупаете этот инструмент для бизнеса, скорее всего, вам потребуется высокая точность. Напротив, для любителей нужен достойный. Для профессионального использования рекомендуется точность ± 0,0001 ″. Хотя точность ± 0,001 ″ для любителей считается достаточной. Чем меньше значение точности для определенного инструмента, тем он лучше.
Чтобы обеспечить ожидаемую точность инструмента, его лучше откалибровать в NIST. Эта калибровка дает вам отчет о фактических характеристиках инструмента.
2. Разрешение
При выборе индикатора разрешение также является важным фактором, который следует учитывать. Разрешение — это наименьшее значение показания, которое может дать циферблатный индикатор. Чем меньше значение, тем лучше. Он определяет чувствительность индикатора.
Большинство циферблатных индикаторов обеспечивают разрешение 0.001 ″. Также есть разрешения 0,0005 ″ и 0,0001 ″, но это сказывается на цене. Опять же, вы должны удовлетворить это своим требованиям. Для любителей разрешить 0,001 ″. А для более серьезных измерений нужны разрешения 0,0005 ″ и 0,0001 ″. Сочетание высокого разрешения и хорошей точности позволило бы получить точное измерение.
3. Материал
Материал важно учитывать в отношении точки контакта, корпуса, шестерен, рейки, шестерни и подшипника. Держитесь подальше от пластика.Пластиковый материал не подвержен коррозии, но может легко изнашиваться и приводить к неточности. Металл может подвергаться коррозии, поэтому следует выбирать высококачественную нержавеющую сталь. Некоторые изделия изготовлены из сплава. Можно выбрать этот вариант, а не пластик.
4. Задняя проушина
Наличие задней проушины позволяет прикрепить индикатор к основанию стойки. Эта функция действительно полезна, когда вы сталкиваетесь с трудностями при измерении. Наибольший диаметр заднего отверстия проушины составляет 1/4 дюйма. Убедитесь, что ваша база соответствует этой спецификации.
При отсутствии центрального выступа сзади можно выбрать альтернативу, удерживая шток. Наибольший диаметр штока составляет 3/8 дюйма. В некоторых ситуациях вы можете удерживать шток, а не выступ, и соответствующим образом отрегулировать индикатор.
5. Подшипник с драгоценными камнями
Подшипник с драгоценными камнями означает, что подшипник сделан из драгоценных камней, а не из стали. Самым используемым драгоценным камнем для подшипников циферблатных индикаторов является рубин или сапфир. Но этот рубин не добывается, а создан руками человека. Подшипник с драгоценными камнями имеет некоторые преимущества, которых нельзя получить от подшипника из стали.
Вот физические свойства рубина:
- Низкий коэффициент трения 0,15 по стали по данным Generalruby.com. По данным MellerOptics.com, это 0,2 (но не уверен, на стали или на рубине). Это свойство очень важно для плавности и точности.
- Степень твердости близка к алмазной 9 по шкале Мооса (долговечность)
- Почти химически инертна (хорошо предотвращает ржавление)
- В 9 раз лучше, чем у карбида вольфрама в отношении стойкости к истиранию (долговечности)
- Немагнитный (во избежание ошибок) из-за проблем с окружающей средой)
- Смазывать не нужно
Источник : https: // birdprecision.com / wp-content / uploads / Ring_jewel.pdf
Примечание : коэффициент трения рубина, который мы обнаружили, неясно, является ли он статическим или кинетическим коэффициентом трения. Конечно, мы должны учитывать эти две вещи. По сравнению со статическим и кинетическим коэффициентом трения сталь по стали (Википедия) рубин намного лучше, особенно когда нет смазки.
6. Дизайн / Конструкция
Так как мы часто используем его в механических цехах, мы часто сталкиваемся с пылью, водой и маслом.При этом конструкция должна быть водо- и пыленепроницаемой. Индикаторы должны пройти проверку IP.
Кроме того, кристалл должен быть устойчивым к царапинам. Он также должен быть заменяемым. В случае поломки его можно заменить. Кроме того, корпус должен быть ударопрочным, чтобы защитить шестерни и шестерни внутри.
7. Определите, какой тип и модель вам нужен
Важно убедиться, что вы не выбираете тестовый индикатор, когда собираетесь купить индикатор с круговой шкалой.Индикатор проверки отличается от индикатора часового типа. Вы должны помнить о различиях между циферблатным индикатором и индикатором проверки. Сначала определите свою потребность. Это может быть тестовый индикатор, который вам понадобится вместо циферблатного индикатора.
FAQ (Часто задаваемые вопросы)
Q : Как самостоятельно откалибровать циферблатный индикатор?
A : Вы можете поддерживать точность своего циферблатного индикатора, калибруя его с помощью блочного индикатора. Имейте в виду, что калибр блока должен быть прослежен до SI или, по крайней мере, NIST.Кроме того, класс калибра блока должен быть не ниже ASME AS-1. Подробнее о советах по покупке блочного калибра читайте здесь.
Q : В чем разница между циферблатным индикатором и тестовым индикатором?
A : Циферблатный индикатор использует поршень, в то время как в контрольном индикаторе используется рычаг с точки зрения части, которая контактирует с измеряемой поверхностью.
Q : Следует ли смазывать подшипник?
A : Физически рекомендуется, если подшипник индикатора сделан из стали.Смазка стали снижает коэффициент трения.
Резюме
Это отличный прецизионный инструмент, который вы должны приобрести, когда имеете дело с точным производством инструментов. Этот инструмент может помочь, когда вам нужно описать, насколько плоской определенная поверхность инструмента вы только что сделали. Этот циферблатный индикатор также может отображать степень округлости определенного цилиндра. Кроме того, этот измерительный инструмент является правильным выбором для измерения допуска.
Убедитесь, что вы знаете типы циферблатных индикаторов.Это признание имеет решающее значение для решения различных задач измерения. После того, как вы узнаете, какой тип использовать, вам нужно научиться его использовать. При использовании этого инструмента необходимо соблюдать осторожность, поскольку существует большая вероятность возникновения ошибок. Вам также необходимо использовать подставку. После этого вам нужно научиться читать две шкалы шкалы и суммировать их, чтобы получить окончательное значение.
Что касается лучших индикаторов часового типа, мы их объяснили. Если вы считаете, что вам нужна дополнительная помощь, чтобы сузить выбор, позвольте нам стать вами, и мы исключим из выбора 3 варианта: Mitutoyo 2358S-10 (для высокоточных измерений), Mitutoyo 2046S (для точного и доступного варианта) и Тритон All-52000 (для недорогого варианта).
Как откалибровать циферблатный индикатор
Циферблатные индикаторы будут снимать очень точные измерения, начиная с 0,001 дюйма, что составляет одну тысячную дюйма. И все они могут упасть до 0,00005 ”, что, как говорят, составляет пятьсот тысячных дюйма.
Но вся эта точность может быстро исчезнуть без надлежащей калибровки и процедуры обнуления. В этом подробном, простом руководстве мы рассмотрим:
- Как обнулить циферблатный индикатор (первый шаг).
- Как откалибровать циферблатный индикатор на точность.
- А как избежать ошибок при использовании индикатора часового типа.
Калибровка и установка нуля — это два совершенно разных процесса. Многие мастера и операторы часто не обращают внимания на обнуление циферблатных индикаторов. Причина этого в том, что индикаторы в основном используются для сравнительных измерений. Независимо от того, производится ли измерение от нулевой отметки или где-то еще на шкале, единственное, что имеет значение, — это разница от начальной точки до конечной точки.
Однако пренебрежение показателем до нуля — это очень ошибочная практика, которой следует избегать, если это вообще возможно. Поскольку здесь мы также выполняем калибровку, установка индикатора на ноль — это наша первая задача.
Что нам понадобится:
- Для завершения этого процесса нам понадобится ровная поверхность. В идеале вам понадобится гранитная плита. Но чего-нибудь сопоставимого с этим должно хватить.
- Нам, конечно же, понадобится циферблатный индикатор и подставка для его установки.
Этапы обнуления циферблатного индикатора
Обнуление циферблатного индикатора. Фотография: SteamboatEd
- Подготовьте поверхностную пластину, убедившись, что на ней нет потерянного материала или других поверхностных загрязнений.
- Убедитесь, что индикатор и его крепление находятся в рабочем состоянии. Убедитесь, что на наконечнике нет следов износа и других загрязнений.
- Расположите индикатор перпендикулярно (90 °) контрольной плоскости, которая в нашем случае является гранитной пластиной.
- Зажмите приспособление так, чтобы кончик стержня слегка касался измеряемой поверхности. В нашем случае это снова относится к поверхностной пластине.
- Разблокируйте лицевую панель, затем поверните циферблат, пока стрелка не покажет 0.
- Процесс обнуления индикатора завершен. Индикатор теперь установлен на ноль.
Существует несколько методов калибровки индикатора. Калибровка по самой своей природе является формой сравнительного измерения.
По определению, калибровка — это, по сути, измерение и анализ, проводимый в соответствии с более высоким известным стандартом, чтобы исключить любую возможность ошибки.
Самый распространенный способ выполнить калибровку индикатора — использовать набор прецизионных измерительных блоков для измерения. Один из вариантов — отправить прибор в профессиональную лабораторию для калибровки. Другие методы включают использование микрометрической головки или специализированных инструментов для измерения относительно циферблатного индикатора.
В этом руководстве мы будем использовать набор прецизионных измерительных блоков для выполнения калибровки.
Набор калибров для калибровки индикатора.Фотография предоставлена: SSC-Aviation
Процедуры калибровки циферблатного индикатора
- Рекомендуется следить за тем, чтобы калибровочные блоки, называемые здесь эталонными, были чистыми и в хорошем состоянии, чтобы предотвратить любые ошибки при калибровке. С другой стороны, индикаторную стойку также следует проверять визуально, если она используется в процессе калибровки, учитывая, что этот метод, по сути, калибрует всю установку. Выполните действия по обнулению циферблатного индикатора, описанные выше, если вы еще этого не сделали. Необходимо визуально осмотреть все возможные точки сбоя в настройке, чтобы убедиться, что все работает должным образом. Ход шпинделя должен быть плавным, ничего не должно гнуться или болтаться.
- Следующим шагом является выполнение серии измерений. Мы сделаем это, поместив мерную колодку или стопку мерных блоков на пластину поверхности. Поднимите индикаторный шпиндель, также известный как плунжер, чтобы осторожно продвинуть измерительные блоки под датчик.
- Далее нам нужно будет записать результаты на листе бумаги.Как правило, рекомендуется измерять каждую точку шкалы. Каждое измерение следует сравнивать с эталоном, которым в данном случае являются измерительные блоки. Также рекомендуется проводить одни и те же измерения несколько раз, чтобы измерить повторяемость. Срезание углов и пропуск моментов здесь и там вызывают споры. Если вы понимаете, что результаты могут отличаться от одного выпускного к другому.
- После того, как все измерения были записаны, пора проверить индикатор.Если все показания соответствуют характеристикам измерительных блоков, значит, вы имеете идеально откалиброванный индикатор. Решение о принятии или отклонении прибора обычно принимается на основании степени отклонений, технических требований к качеству, установленных производителем индикатора, технических характеристик измерительных блоков и, конечно же, ваших собственных стандартов качества. Как правило, если есть какие-либо показания более чем на плюс или минус одна градация, это обычно означает, что что-то требует ремонта.
Для дешевого бюджетного индикатора часто проще просто купить новый набор. Если это более дорогой индикатор торговой марки, его можно отправить производителю для полной перестройки.
Все это можно сделать бесплатно, если гарантия еще не истекла. Обычно это стоит примерно половину стоимости нового, если срок гарантии истек.
При измерении, будь то калибровка или работа с заготовкой, кончик индикатора должен находиться в прямом и полном контакте с контрольной точкой, поверхностью, с которой считывается измерение.Наконечники со временем изнашиваются, что, в свою очередь, может привести к ошибке.
Хотя может быть достаточно купить дешевый индикатор с круговой шкалой, всегда рекомендуется приобретать хороший стенд. Подставка буквально сломает или сломает ее.
Еще несколько безболезненных советов:
- Следите за чистотой всех инструментов и контактной поверхности.
- Не забудьте заблокировать лицевую панель шкалы с помощью установочного винта
- Инвестируйте в качественные крепления с точными приспособлениями
- Не перетягивайте установочные винты на рычагах или где-либо еще
Циферблатные индикаторы и индикаторы проверки циферблатов кажутся идентичными индикаторами с круговой шкалой как по внешнему виду, так и по общему использованию.Но при более внимательном рассмотрении можно обнаружить несколько существенных отличий.
Циферблатный индикатор, используемый для выравнивания платформы печати на Ultimaker. Фото: Райли П.
Контрольный индикатор циферблата — это, по сути, компактная версия индикатора часового типа. Основное отличие состоит в том, что на циферблатном индикаторе зонд установлен на вертикальном подпружиненном валу, который называется плунжером. Зонд на тестовом индикаторе вращается вертикально на шарнирном рычаге. Такой механизм позволяет большинству тестовых индикаторов проводить измерения как сверху, так и снизу датчика.
Проверка вращающегося инструмента с помощью тестового индикатора. Фото: Джон Л.
Диапазон движения относительно меньше на тестовом индикаторе. Однако разница в вариантах использования обоих инструментов может быть немного нечеткой. Оба они обычно используются для сравнительных измерений.
Что немного отличает тестовые индикаторы, так это их эффективность при повторных измерениях. Контрольные индикаторы также лучше подходят для измерения относительной плоскостности поверхности. Поскольку тестовые индикаторы более компактны, это делает их идеальными для настройки станка и других измерений.
Циферблатные индикаторы, какими бы сложными они ни казались, представляют собой всего лишь рудиментарные индикаторы часового типа. Очень похоже на старые аналоговые весы, только во много раз точнее.
Как упоминалось ранее, индикаторы чаще всего называются сравнительными индикаторами. Это означает, что для прикрепления индикатора используется деталь с известным размером. Таким образом, индикатор ориентирован по касательной к деталям заданного размера.
Затем последующие детали или отдельные элементы того же размера могут перемещаться в приспособление и из него.Это позволяет нам сравнивать различия между известными и неизвестными размерами. Очень похоже на шаблон, так сказать.
Циферблатные индикаторы часто используются для измерения высоты, плоскостности, округлости, а иногда и прямых линий. Хотя это может быть не самое идеальное применение, прямые линии можно измерить с помощью дополнительных приспособлений. Чаще всего циферблатный индикатор в механическом цехе используется для измерения биения шпинделя токарного станка.
Циферблатный индикатор имеет множество вариаций.Каждый из различных вариантов был разработан для эффективного выполнения очень конкретной задачи. Циферблатный индикатор с магнитным основанием представляет собой тот же вариант, что и самые обычные индикаторы с циферблатом.
Как правило, все аспекты циферблатного индикатора остаются неизменными. Для индикаторов существует несколько способов прикрепления. Магнитное основание — это просто эффективный способ крепления.
Основание большинства индикаторов будет опираться на любую плоскую горизонтальную поверхность во время записи измерений.К основанию в сборе добавлены магниты для крепления индикатора в разной ориентации.
Производители инструментов создают умные зажимные механизмы для крепления инструмента на различных поверхностях, чтобы он не только зажимал нестандартные формы, но и закреплялся достаточно надежно, чтобы избежать прогиба.
Индикаторы с магнитным базовым циферблатом часто предпочитают из-за их удобства и эффективности.
WEN 10711 Промышленная регулируемая магнитная база для индикации циферблата — WEN Products
- Мощное магнитное основание создает магнитную силу более 175 фунтов при повороте переключателя
- Двухрычажная система поворачивается, изгибается и фиксируется на 360 градусов, достигая высоты 15 дюймов
- Ручка точной настройки позволяет выполнять микронастройки циферблатного индикатора для максимальной точности
- Имеет монтажное отверстие 3/8 дюйма и 2.Основание с V-образной канавкой 5 на 2 дюйма для круглых и плоских поверхностей
- Универсальная подставка, совместимая как с индикатором часового типа WEN 10702, так и с большинством других индикаторов часового типа на рынке
Помните, когда у вас была максимальная точность измерений? Обеспечьте своему циферблатному индикатору необходимую поддержку с помощью магнитного основания WEN. Этот удобный инструмент обеспечивает столь необходимое крепление для вашего точного циферблатного индикатора, удерживая его на высоте и регулируя во время работы. С легкостью рассчитайте биение и откалибруйте испытательное оборудование, установив его либо на проушину, либо на монтажное отверстие вашего индикатора.Наша двухрычажная система поворачивается, изгибается и фиксируется на 360 градусов, достигая высоты 15 дюймов. Просто установите циферблатный индикатор любым способом и включите магнитное основание. Это создает более 175 фунтов магнитной силы, позволяя прикрепить основание размером 2,5 на 2 дюйма к любой поверхности из черного металла. При такой силе здесь не будет раскачивания и скольжения. После этого отрегулируйте и поверните руку в нужное положение и начните калибровку. Когда вы закончите, просто выключите выключатель питания, отсоединив магнитное основание для простого удаления и изменения положения.Хотя это устройство было разработано с учетом индикатора часового типа WEN 10702, его универсальное монтажное отверстие 3/8 дюйма совместимо с большинством имеющихся на рынке индикаторов часового типа. А поскольку это продукт WEN, на вашу магнитную базу предоставляется двухлетняя гарантия, общенациональная сеть квалифицированных специалистов по обслуживанию и дружелюбная служба поддержки клиентов — все для того, чтобы вы не забыли о WEN.
Нажмите здесь, чтобы просмотреть руководство по продукту
Нервный циферблат [Архив] — Лесоперерабатывающий завод Sawmill Creek
Просмотр полной версии: Нервный циферблат
Дэвид Раган
29.06.2016, 8:03
Привет всем,
Оба индикатора часового типа, которые у меня есть, плунжерного типа, а не рычажного, много прыгают.Я очень много имею в виду, когда измеряю такие вещи, как биение.
этот нервный эффект наиболее заметен при небольшом перемещении инструмента, на 5-6 мм. Пройти пару футов — терпимо.
Думаю, это потому, что они дешевые.
поверхность кончика плунжера гладкая, поверхность, скажем, моего ограждения гладкая — и, хотя есть неровности, исчисляемые тысячами, когда мы идем вдоль ограждения / эталонной пластины и т. Д., Старрет не смочит много эта игла прыгает?
Классифицируется ли это как фикция?
Я готов потратить свои 140 долларов, если это решит эту проблему — ослабит статическое электричество на более коротких расстояниях.
Как всегда, спасибо D
Al Launier
29.06.2016, 8:07 AM
Какие у вас часы? Если не происходит какой-либо вибрации, это звучит необычно.
glenn bradley
29.06.2016, 8:26
У меня есть циферблатный индикатор Harbor Freight за 10 долларов, который этого не делает. Вы уверены, что дело не только в точном измерении поверхности? Попробуйте использовать его на стекле или полированной плитке, прежде чем тратить деньги на решение проблемы, которой не существует.Если это циферблат, я бы начал дешево. Для настройки машин, в которых нас интересует дельта, а не фактическое измерение, подойдет недорогой прибор.
Брайан Лэмб
29.06.2016, 9:22
Проверить индикаторы или индикаторы падения? Насколько прочна ваша индикаторная стойка? Если вам нужны хорошие индикаторы, в стиле тестовых индикаторов я использую Interapid, или есть бренд под названием Fowler Xtest, который делает копию Interapid 312-b. Если вам нужен хороший индикатор падения, SPI — отличная единица, это то, что мы покупаем и продаем вместе с держателями индикатора, которые мы продаем.
Это тестовый индикатор Fowler Xtest, примерно за 114 долларов:
http://www.use-enco.com/CGI/INSRIT?PARTPG=INLMKD&PMPXNO=5507080&PMAKA=890-9980
Это индикатор падения, в продаже за 26 долларов:
http://www.use-enco.com/CGI/INSRIT?PMAKA=712-3660&PMPXNO=25561866&PARTPG=INLMK32
Рик Уайтхед
29.06.2016, 9:23
I думаю, Гленн может быть прав. Ваши индикаторы вполне могут считывать фактическое изменение поверхности того, что вы измеряете.
Насколько чувствительны ваши индикаторы? Они читают в .001 или .0005? Если это 0,0005, то они чрезвычайно чувствительны и покажут большой диапазон движения с небольшими вариациями.
Если вы используете свои индикаторы для настройки деревообрабатывающих станков, тогда индикатор, показывающий 0,001, — это все, что вам нужно. Как также сказал Гленн, дешевый станок отлично подойдет для настройки деревообрабатывающего станка.
Rick
pat warner
29.06.2016, 9:51
Рок-н-ролл только при работающей машине ((проверка биения) или вибрации во время всех измерений?
Спросил об этом Старретта.Они не могли разрешиться. Были предложения, но нет решений.
peter gagliardi
06-29-2016, 10:57 AM
Рок-н-ролл только при работающей машине ((проверка биения) или вибрации во время всех измерений?
Спросил об этом Старретт. Они не могли разрешиться. Были предложения, но нет решений.
Я никогда не проверял машину на биение во время работы. Я не машинист, но что-то мне подсказывает, что для точного измерительного прибора не годится. Я измеряю биение с указанием и проворачиваю вручную.
Шпиндель без биения вряд ли будет иметь значение, но тот же шпиндель, скажем, с биением 0,007 дюйма, будет действовать как молоток на конце индикатора при нескольких тысячах оборотов в минуту, как на формирователе, быстро нарушая любую точность.
Индикаторы с точностью до 0,001 дюйма могут легко регистрировать и показывать ЛЮБУЮ вибрацию, например, ходьбу по деревянному цеху, опору тела или его частей на столовую пилу, за исключением разновидности 2000 фунтов.
Они будут чувствительны, чтобы работать должным образом.
Боб Вингард
29.06.2016, 11:22
На ОЧЕНЬ низких скоростях, я думаю, можно было бы проверить машину во время ее работы … подвергать такому жестокому обращению даже дешевый калибр. Звучит как отличный способ разорвать внутреннюю часть датчика.
Джон К. Джордан
06-29-2016, 13:26
Разве Старрет не заглушит много прыгающей иглы?
Мой циферблат и тестовые индикаторы в основном от Starrett с некоторыми другими, некоторые из них дешевые и довольно старые.Ни один из них особо не резкий, особенно когда поверхность очень гладкая (отполированная). Я не замечаю какого-либо индикатора, замедляющего движение иглы, но не могу сказать, что искал. Я могу представить себе проблему из-за плохих допусков, грязи или коррозии на шестернях или подшипниках. Возможно разборка и чистка? Вроде как работаешь на часах.
JKJ
Brian Lamb
29.06.2016, 13:42
В индикаторах нет демпфирования, они представляют собой чисто механическое усиление иглы, за которой следует наконечник.Если вы получаете сильную вибрацию, скорее всего, вы используете слишком маленький шарик или точку контакта на индикаторе, она будет иметь тенденцию попадать на каждую неровность поверхности и заставлять стрелку немного подпрыгивать. Наибольший вклад в движение стрелки вносит хлипкая подставка, на которой находится индикатор.
Более 35 лет проработал машинистом, так что было сделано это по любым показателям ….
Дэвид Раган
29.06.2016, 16:38
Спасибо, ребята,
Не уверен насчет бренд из них…. IIRC, бренда нет.
Мне нужно взять полированную поверхность, провести по ней индикаторами и посмотреть, что произойдет.
Думаю, Starrett придется подождать еще немного …….
Marion Smith
29.06.2016, 16:44
Мне любопытно посмотреть на циферблат индикатора. Я предполагаю, что это может быть индикатор чтения 0,0001. Это будет прыгать, как сумасшедший, по дереву. Для токарного станка по дереву я бы выбрал индикатор 0,001. Я бы также использовал наконечник большего диаметра с радиусом.
pat warner
06-29-2016, 16:53
«в случае плохого обращения. Звучит как отличный способ разорвать внутреннюю часть датчика».
********** ********************************
Не предлагаю вам запускать ваши вещи со скоростью 10000 об / мин.
Должен был сказать: на машинах с частотно-регулируемым приводом и другими манипуляторами частоты вращения медленное вращение (
Дэвид Рэган
30.06.2016, 8:01
«Жестокое обращение. Звучит как отличный способ вырвать внутреннюю часть прибора».
******************************************
Не предлагать запускать свои вещи со скоростью 10000 об / мин.
Должен был сказать: эти машины с частотно-регулируемым приводом и другими манипуляторами оборотов, медленное вращение (
Публикация материалов здесь всегда унизительна для меня.
Вы все знаете слишком много, помимо того, что я делаю —— здорово узнать (немного) обо всех механических вещах, стоящих за всем этим — будь то датчики, лезвия, металлургия, физика, электроника и т. Д. и т. д. Может быть, даже настоящая деревообработка.
Калибры POS 0,001 «.
У меня не было сил вытащить камеру, когда я вернусь домой с моей настоящей работы; я мог бы сделать это сейчас.
Я бы хотел иметь Starrett — просто ищу оправдание, чтобы получить один — вы все на самом деле не даете мне один, хотя я нечасто использую.
Джон К. Джордан
30.06.2016, 11:20
Публикации здесь всегда унизительны для меня …
Ура, пусть это вас не беспокоит !! Такой форум привлекает сотни посетителей, и всегда есть люди, обладающие знаниями или опытом в любой возможной теме. Те, кому интересно, будут читать ветку, если их соблазнит заголовок сообщения. Похоже, эту ветку прочитали около 500 человек! Некоторые из них обязательно знают о калибрах, другие — об огнеметах, третьи — о ламах и медоносных пчелах.:-)
Я бы хотел иметь Starrett — просто ищу предлог, чтобы купить его — вы все не на самом деле даете мне один, хотя для моего нечастого использования.
Я усвоил урок 40 лет назад. Я ни разу не пожалел о покупке хороших инструментов. (Я делал покупки в Harbour Freight ровно один раз за всю свою жизнь.) Вы можете использовать качественный индикатор с циферблатом всю жизнь и передавать его детям. И использование, кажется, увеличивается — я использую на токарном станке по дереву, токарном станке по металлу, фрезерном станке, сверлильном станке.И недавно на запрессованной чугунной пластине двигателя, чтобы посмотреть, двигает ли мой самодельный съемник его вообще, или мне нужно было остановиться, прежде чем я что-то сломаю!
Вы могли бы понаблюдать. Я видел использованные приборы Starrett в списке Крейгса; можно найти его на распродаже во дворе, на барахолке или на распродаже недвижимости. У меня есть один, который, вероятно, старше меня и все еще отлично работает. Brown and Sharpe — еще один очень хороший бренд.
Кстати, это моя любимая магнитная база для датчиков:
https://www.amazon.com / gp / product / B002K07CTK
Я купил один, и он мне понравился, затем я нашел несколько гораздо более дешевых имитаций, которые, похоже, тоже работают:
https://www.amazon.com/gp/product/B00L5T2ZA8
Этот тип имеет одну ручку, которая затягивает сразу все суставы для очень быстрой регулировки. Я использую один, чтобы разместить пылеуловитель на токарном станке по дереву.
JKJ
Рональд Блю
30.06.2016, 19:11
Можете ли вы показать, что вы пытаетесь проверить и / или свою технику? Как уже было сказано, индикатор — это всего лишь индикатор.Некоторые из них более плавные, чем другие, и в этом разница между индикатором Starrett и обычным индикатором. Я ни разу за все годы работы машинистом не проверил, что работающее работает. Вы должны уметь видеть и читать стрелку, пока она движется по поверхности.
Дэвид Раган
07-04-2016, 12:17
Привет, ребята,
Хотя еще не использовал их снова, вот изображение датчиков …..
340230
Is the Fowler приемлемо для разовой любительской работы?
Если я куплю Starrett, я замечу разницу?
Спасибо, D
Джон К. Джордан
07-04-2016, 13:14
Циферблатные индикаторы Фаулера, которые я использовал, были в порядке.Я читал, что большая часть того, что продает Fowler (re), производится в Китае, поэтому некоторые из них могут быть намного лучше / хуже, чем другие.
Я предполагаю, что Starrett не будет иметь большого значения или никакой разницы в том, что вы делаете. Мне в целом нравятся инструменты Starrett, особенно при обработке металла, но для случайного и некритического использования почти все, у кого есть шестерни, которые работают плавно, подойдет. ИМО.
JKJ
Marion Smith
07-04-2016, 13:29
Для проверки биения на токарном станке по дереву подойдет любой индикатор.Дорогой индикатор Starrett просто сделает ваш кошелек легче. Точность измерения здесь не проблема, поскольку все, что вы пытаетесь сделать, — это достичь нуля или приблизиться.
Майк Хайдрик
07-04-2016, 15:01
Также убедитесь, что вы предварительно загрузили индикатор.
Shars продает хорошую китайскую копию базы Нога, если вы хотите, чтобы она была дешевле.
www dot shars dot com slash products / измерительные / магнитные-подставки-стойки / 135-фунтовые-держатели-магнитные-базы
Грег Манн
07-10-2016, 21:43
Многие инструменты продаются под маркой Fowler, но, как правило, все они очень высокого качества.Я бы заподозрил кое-что в вашей настройке.
Майк Грешем
07-11-2016, 9:54
У меня есть Фаулер, похожий на ваш. Просто для хихиканья и ухмылки попробовал использовать без предзагрузки.

Всем доброго дня!
Речь пойдет о самодельной стойке для индикатора часового типа (далее — ИЧ). В мирской жизни ИЧ применяется, например, для измерения биения на конце вала шпинделя, для точной установки детали в токарный патрон, для параллельной установки направляющих… и для многого другого, на что только может хватить фантазии при использовании измерительного инструмента. Этот обзор, как и мой предыдущий, посвящается любителям самоделок.
Кому скучно читать, в конце будет видео с процессом изготовления.
Итак… Кто-то скажет, что стойку проще купить. Такую, например:

Да, не спорю, это наверно правильно, тем более что цена вопроса не такая уж и большая, а стойка это не расходник и покупается она, как правило, раз и на всю жизнь.
Почему я решил сделать ее сам? На это у меня есть три причины:
- во-первых, у меня остались кое-какие запчасти, от сборки первого фрезерного станочка с ЧПУ, и я уверен, что у того, кто сам собирал, допустим, 3D-принтер или лазерный гравер, просто обязаны остаться подобные запчасти;
- во-вторых, я не хочу ждать – до Хабаровска с бюджетной доставкой, минимум 2 недели с Запада, и 4 недели с КНР (так как посылки с Али едут в основном через Москву, и редко через Новосибирск, хотя могли бы просто через Амур-реку перекидывать нам )));
- ну, и в-третьих, хобби никто не отменял, почему бы не попытаться немного сэкономить, на том, что я могу изготовить сам, тем более кое-какие материалы, как я говорил, уже есть и их не нужно покупать.
Что у меня есть в наличии:
Вот вообщем-то и все, что есть. Но, по-моему, этого более чем достаточно и я думаю, опытные читатели уже сложили Puzzle )).
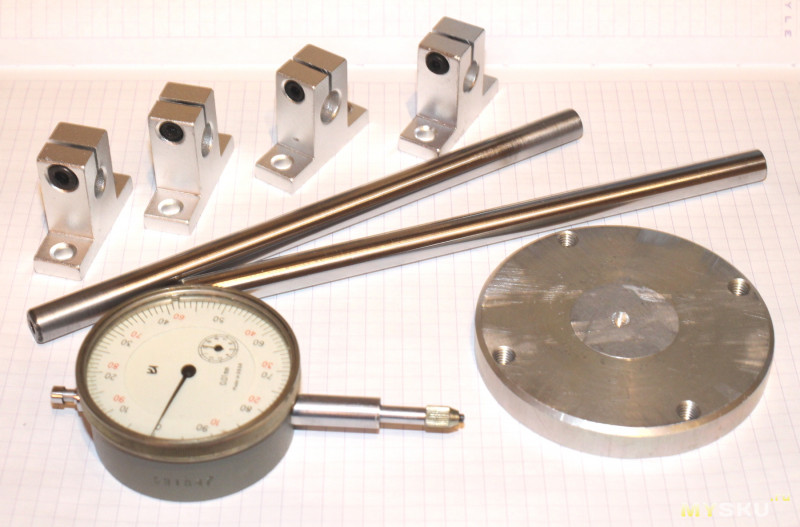
Для начала подготовлю основу – нужно сделать посадочное отверстие глубиной 6 мм и диаметром 10 мм для вертикальной установки вала. Кто-то уже пытался просверлить (явно не по центру) эту дюралевую штуку, и хорошо, что у этого «кого-то» не получилось завершить начатое и всё испортить.

А теперь, я стрельну из пушки по воробьям и задействую свой самодельный фрезерный станок с ЧПУ (полагаю, что с прямыми руками можно вполне обойтись и дрелью… но мы то знаем, у кого откуда они растут…) А еще я расскажу про один лайфхак для ЧПУшников (это не ругательство)))), как точно найти центр круга, чтобы выставить «ноль» на станке. Для этого пришлось вспомнить каноническое уравнение окружности и немного математической эзотерики.
А еще вспомним школу ))) (сразу не заметил, второе слагаемое можно еще немного упростить, ну да ладно)
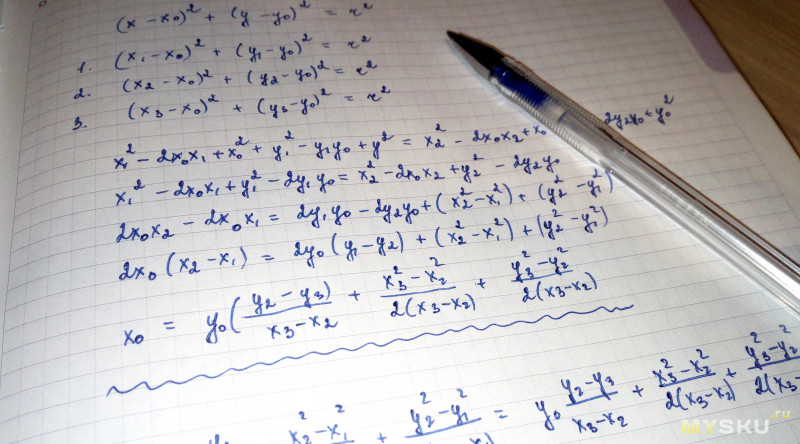
Вот такие получились формулы для расчета центра окружности по координатам трех известных точек, лежащих на ней.
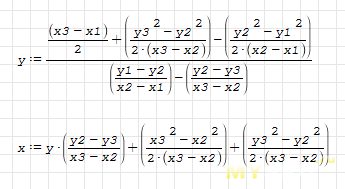
Приложу заготовку, которую вы сможете применить, если захотите написать программку для автоматического вычисления.
// исходные данные
float x1, y1; // точка A
float x2, y2; // точка B
float x3, y3; // точка C
// результат
float x, y; // точка O
float r; // радиус
// проверки, когда нельзя посчитать результат
(x2-x1==0)||(x3-x2==0)||(((y1-y2)/(x2-x1))-((y2-y3)/(x3-x2))==0)
// расчет
y = ((x3-x1)/2+(y3*y3-y2*y2)/(2*(x3-x2))-(y2*y2-y1*y1)/(2*(x2-x1)))/((y1-y2)/(x2-x1)-(y2-y3)/(x3-x2));
x = y*(y2-y3)/(x3-x2)+(x3*x3-x2*x2)/(2*(x3-x2))+(y3*y3-y2*y2)/(2*(x3-x2));
r = pow(((x1-x)*(x1-x)+(y1-y)*(y1-y));0.5);
Он-лайн калькулятор
Кстати, один ну ОЧЕНЬ хороший человек сделал для меня он-лайн калькулятор этой петрушки, чему я несказанно рад ))
Спасибо, тебе, Серёга!
http://segakhv.com/ssserg/
Так вот, чтобы найти центр нужно закрепить круглую заготовку в произвольном удобном месте, а после этого коснуться фрезой заготовки в трех любых точках A(x1,y1), B(x2,y2), C(x3,y3) и записать их координаты.
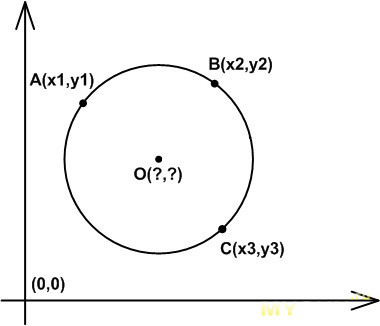
Координаты точек подставляем в формулу и вуаля! В результате положение центра окружности известно, «едем» туда и обнуляемся. В целом, всё просто!
Процесс фрезерования (3-х заходная фреза по алюминию диаметром 2 мм, 0.2 мм съём за проход, смещение 1 мм, подачу не помню, но это и не важно):

После фрезеровки и сверловки выглядит это так:

Уже можно вставить вал в основание посмотреть, как это будет:

Держатели валов SK10 и SK8 также необходимо подвергнуть небольшой доработке – аккуратно спилить основания и спрятать подальше — авось еще куда пригодятся.

Для крепления держатели друг к другу сбоку нужно сделать отверстие с резьбой M4. Кстати, я тут вконец обленился и заставил сверлить фрезерный станок. Решил попробовать сделать это обычным сверлом диаметром 3.3 мм (под резьбу М4 со стандартным шагом), цанга у меня ER11 под 3.175 мм, боялся, что не влезет, но вроде прошло все удачно. Заглубление делал по 0.4 мм, обороты шпинделя опустил до 4 тысяч, в принципе меня всё устроило, можно применять и обычные сверла. Правда, думаю, что лучше использовать сверла с хвостовиками точно под размер цанги, так правильнее.

Индикатор я предполагаю фиксировать в опоре SK8, но для начала немного увеличу в ней пропил, чтобы было легче фиксировать винтом (хочу найти винты барашковые, чтобы закручивать руками)
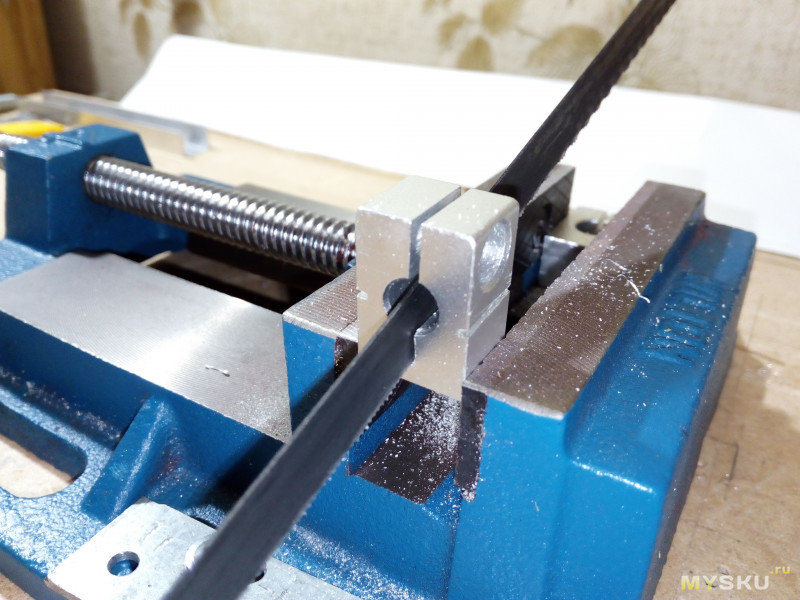

Ну а теперь, когда все детали готовы можно приступать к сборке. Здесь я не буду подробно расписывать процесс, ничего сложного нет.

И, собственно, результат, как по мне – выглядит очень даже ничего.

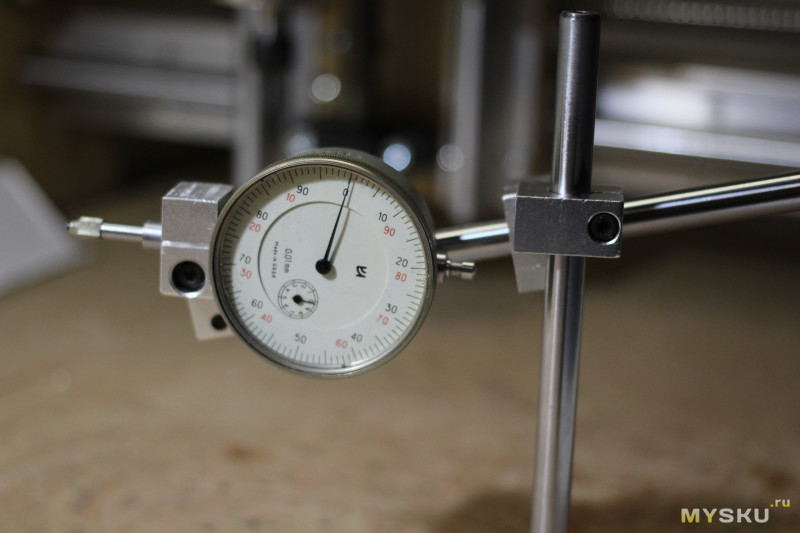
Что хочется сказать об устойчивости конструкции, вес основания всё-таки маловат и стоит его чем-то утяжелить. Но с другой стороны, в основании имеется 4 отверстия, с помощью которых можно надежно зафиксировать стойку при эксплуатации, что я и сделал, при оценке биений на конце фрезы. Я прикрепил стойку двумя саморезами к «жертвенному столу» и осуществил сей процесс.
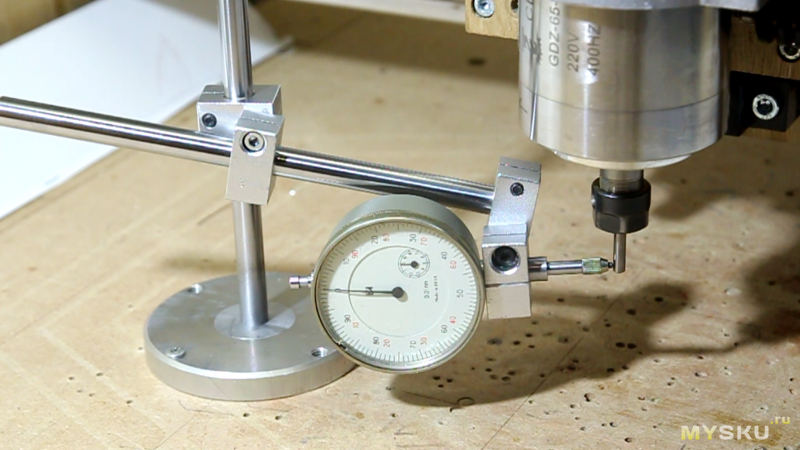
При оценке биений я запустил шпиндель на 88 об/мин, при полном обороте вала стрелка индикатора «гуляла» всего на 1 сотку.
Попутно подергал портал станка руками и достаточно сильно огорчился – все-таки с жесткостью надо что-то решать. Точные цифры не назову, ибо это сложно назвать измерением (динамометра, да и ручных весов, к сожалению, рядом не оказалось), но отклонение индикатора достигало 0,10 — 0,15 мм. В общем, есть над чем поразмыслить на досуге.
А пока всё. Всем, кто дочитал, спасибо! Надеюсь было не скучно.
Обещанное в начале видео (5 минут)