
САМОДЕЛЬНАЯ МОЩНАЯ МАССА ДЛЯ СВАРОЧНОГО АППАРАТА из проф трубы!!! Своими руками
Масса для сварочного своими руками .Weight for welding do it yourself

Масса для сварочного своими руками .Weight for welding do it yourself
Магнитная «Масса» из старого динамика для сварочного аппарата своими руками.

Магнитная «Масса» из старого динамика для сварочного аппарата своими руками.
При покупке сварочного аппарата обычно в комплекте к нему прилагаются следующие приспособления:
- электрододержатель,
- сварочный кабель к нему;
- обратный кабель,
- клемма массы.
Если приобретаемый инверторный источник питания (сегодня уже практически никто не пользуется трансформаторами для сварки) рассчитан на бытовые работы, то в большинстве случаев все эти комплектующие требуют немедленной замены. Особенно, если речь идет о китайских сварочных аппаратах, доля присутствия которых сегодня на рынке сварочной техники составляет около 98%, хотя манагеры (недобросовестные продавцы) и пытаются «впарить» их как итальянские, чешские, датские, французские и тому подобное.
Если же замена не произошла сразу, она обязательно потребуется после непродолжительного времени эксплуатации. Обычно бесплатно инвертор комплектуется электрододержателем КВ-200, который стоит 3$ (представьте по какой цене его отпускает завод-изготовитель), соответственно, это эконом-версия и экономят здесь на используемых для изготовления материалах. Это касается токоведущих частей, изготовленных, как правило, из металла с покрытием под латунь или медь, некачественной пластмассы. Для сварки время от времени в быту КВ-200 может прослужить долгое время, однако, при более интенсивных режимах (например, если вы хотите вырезать электродом в металле отверстия) или просто при продолжительной сварке он перегреется, и в прямом смысле этого слова развалится. Но со временем, даже при щадящем использовании, пружина, которая зажимает губки держака, ослабляется и не держит электрод жестко, он начинает шататься. Это действует отрицательно на стабильности дуги, сказывается на качестве сварных швов, но, самое главное, сказывается на нервах сварщика.
Кабель обычно тоже желает лучшего: короткий, вместо медной жилы используется алюминий с гальваническим покрытием.
Все то же относится и к клемме массы. При интенсивной сварке она скорее всего сгорит, со временем ослабляется пружина и, соответственно, контакт. Подобное может также происходить из-за коррозии металлических губок, которые нужно постоянно зачищать до блеска.
Как выбрать хорошую массу, если старая по каким-то причинам пришла в негодность или вы ее изначально решили не использовать (по причине некачественного исполнения)?
Выбирайте торговые марки, которые имеют уже сформировавшуюся положительную репутацию. На самом деле, вы не застрахованы от контрафактной продукции, которую неспециалисты не могут отличить от оригинальной. Покупайте в специализированных магазинах с устоявшейся репутацией.
Масса должна быть подобрана с учетом максимального сварочного тока вашего аппарата и уверенно удерживать вес подключаемого сварочного кабеля. Если в роли основного «сжимающего органа» в массе используется пружина, ее пружинящих свойств должно быть достаточно для обеспечения усилия, необходимого для достижения надежного контакта с изделием. Ключевую роль играет величина раскрытия клеммы, которой должно быть достаточно для уверенного крепления к изделиям различных размеров (в том числе больших).
По конструктивным особенностям и характеру фиксации клеммы заземления разделяют на несколько типов:
- Струбцина
- зажим «Прищепка»
- Магнитная клемма
Каждая имеет свои достоинства и недостатки. Струбцина гарантирует надежный «железный» контакт, потому что фиксируется она жестко при помощи винта. «Прищепка» имеет наибольшее распространение благодаря быстрой фиксации даже на изделиях сложной геометрической формы. Магнитную массу удобнее всего использовать там, где предыдущие две не работают: например, при сварке труб большого диаметра.
Выбирайте по характеру предстоящей работы, какая конструкция массы будет для вас оптимальной.
Рекомендации по выбору и эксплуатации клеммы массы типа «Прищепка» (или «Крокодил»)
Как уже было сказано, чаще всего в быту используют зажим массы, внешне похожий на обычную бытовую прищепку для фиксации белья, только многократно увеличенную. Поэтому расскажем о ней подробно в завершающей части нашей статьи.
Такая масса часто выходит из строя по причине некорректной эксплуатации. Знание того, как работает «прищепка», поможет продлить срок ее службы. Обратите внимание, на любой «прищепке» есть медная, омедненная, либо латунная шина, передающая электрический контакт от первой зажимной губки ко второй. Подключаемый металл изделия, сварку которого вы планируете осуществить, не должен касаться шины. Постоянный контакт с шиной приведет к ее порче. Варианты правильного и неправильного подключения показаны на фото.
Неправильно
Правильно
Пружина позволяет фиксировать «прищепку» на изделии. Однако часто возникает проблема, когда контакт, который подходит с помощью провода к одной прижимной губке, проскакивает через пружину к другой. Пружина начинает нагреваться и теряет свою твердость и жесткость, как следствие, ослабевают пружинящие свойства – клемма массы приходит в полностью неработоспособное состояние.
Если хотите приобрести хорошую «прищепку» для сварки, покупайте предназначенную для профессиональных работ с запасом на 400 …500А. Какие конструктивные особенности имеют подобные изделия:
- Мощная пружина, способная обеспечить действительно надежный контакт;
- Большая степень раскрытия иногда очень выручает;
- Медная шина в таких «прищепках» размещена так, что с ней невозможен физический-электрический контакт.
Магнитная масса для сварки – это специальное приспособление, которое обеспечивает надежную фиксацию на металлических поверхностях. Это позволяет с комфортом выполнять сварочные работы на сложных поверхностях, где применение классических крокодиловых зажимов невозможно.
Существует множество вариантов исполнения конструкции, которые зависят от условий выполнения работ. Строение данного устройства не отличается особой сложностью. По этой причине некоторые мастера предпочитают пользоваться самодельными магнитами для сварки.
Данное приспособление монтируется на рабочую плоскость обрабатываемого изделия
. Благодаря активному магнитному полю достигается прочное крепление, создавая замкнутый электрический контур – основное условие для образования электрической .
Инструмент пользуется особой популярностью у начинающих сварщиков – для ознакомления с принципами работа понадобится несколько минут. Опытные специалисты применяют магнитную массу для сварочного аппарата при ответственных работах – сварке труб большого диаметра или соединении несущих узлов из профильных материалов.
Конструкция магнитного контакта и его характеристики

Состоит из двух узлов:
- Держатель кабеля
. К нему крепят кабель массы сварочного оборудования с помощью болтового соединения. - Магнитный узел
. Размер магнита зависит от особенностей исполнения. Некоторый модели оснащены механизмом, который регулирует давление магнита на рабочую плоскость. Профессиональные аппараты имеют выключатели.
Части соединяют между собой жестким креплением. Основными характеристиками устройств являются:
- Габариты и вес. Зависят от производителя и конкретной модели. Средний вес составляет 1-1,2 кг.
- Сила притяжения к поверхности. Варьируется в диапазоне от 2 до 50 кг.
- Сила сварочного тока. Максимальное значение параметра измеряется в амперах. Для моделей начального уровня он не превышает 200 А. Продвинутый инструмент способен функционировать при 400-500 А.
- Тип исполнения. Выпускают специальные фиксаторы для углов с регулировкой зазора.
Правила техники безопасности запрещают присоединение кабеля без специального наконечника, который зажимается болтами.
Достоинства и недостатки

– наиболее распространенный способ соединения металлических изделий. От целостности электрического контура зависит качество будущего соединения
.
Именно поэтому изобретение рассматриваемого устройства вызвало у специалистов нешуточный интерес.
Популярность магнитной массы для сварки обусловлена следующими преимуществами:
- Надежная фиксация позволят сварщику сосредоточиться на работе, не отвлекаясь на регулировку зажима.
- Рабочий механизм представляет собой магнит постоянного или отключаемого действия. При условии соблюдения условий эксплуатации он может служить неограниченный срок.
- Для использования держателя не нужны какие-либо расходные материалы.
- Даже компактные модели обладают пятном контакта, достаточным для надежного смыкания.
- Прибор устойчив к резким перепадам напряжения или изменению температуры.
- Магнит можно закрепить в любое место для создания комфортных условий для выполнения соединения.
Несмотря на большое количество преимуществ, имеется ряд недостатков:
- Перед применением необходимо провести подготовку поверхности. Процедура заключается в очистке от загрязнений и посторонних частиц.
- Отсутствует возможность крепления к деталям небольшого размера, например, кругу с малым сечением.
- Невозможна работа с цветными металлами, поскольку они не магнитятся.
Как пользоваться?

Технология применения устройства не отличается сложностью. В первую очередь присоединяется сварочный кабель, после чего приступают к монтажу
.
Большинство агрегатов оснащено включателями, активирующими магнитное поле. В состоянии покоя магнит не будет притягиваться к поверхности.
Для ввода в эксплуатацию нужен один человек. После контакта с рабочей плоскостью необходимо активировать прибор. По окончанию этих действий зажим в рабочем режиме.
После завершения работ следует произвести вышеописанные действия в обратном порядке. Не пытайтесь отделить от детали включенное устройство – многие модели обладают достаточно большой прочностью на отрыв. Кроме того, это может вывести из строя фиксатор.
По окончании работ следует немедленно очистить контактную поверхность магнита от металлической стружки, поскольку она негативно влияет на силу притяжения.
Стоит ли покупать?
Ответ на этот вопрос может дать лишь мастер, выполняющий работы. Для начинающего сварщика, который только начал профессиональную карьеру данное приспособление способно существенно облегчить жизнь.
Если специалист работает преимущественно с цветными металлами, магнитный зажим, скорее всего, не пригодится.
У опытных работников имеется набор разнообразных фиксаторов на все случаи жизни, включая и данный прибор.
Стоимость устройства достаточно велика. При наличии знаний в области электротехники можно попытаться сделать его самому. Технология и процесс изготовления будет рассмотрен ниже.
Как сделать своими руками?

Опытные мастера стараются свести все затраты, на приобретение вспомогательного и рабочего оборудования, к минимуму. Благодаря простоте конструкции для изготовления не нужно специальное оборудование или сложный инструмент
.
Для сборки самодельного прибора следует подготовить следующий инвентарь:
- Магнит
. Рабочая часть агрегата. Он должен обладать достаточной мощностью для надежного крепления к металлу. Для этой цели оптимально подойдут магниты из старых автомобильных динамиков, мощностью 10-15 Вт. - Две шайбы
. Их размер должен соответствовать диаметру магнита.
Порой бывает сложно подобрать шайбы под размер магнита. Гораздо проще изготовить шайбы самостоятельно из листового металла.
- Набор метизов
для фиксации сварочного кабеля.
Алгоритм выполнения работ:
- Одна из шайб будет осуществлять контакт с рабочей плоскостью. В ней необходимо сделать отверстие, соответствующее размеру шляпки болта.
- Шляпку обрезают до толщины шайбы.
- После предварительной подготовки конструкцию соединяют сваркой. Изделие должно напоминать гриб, в котором резьбовая часть болта играет роль ножки.
- На гриб надевают магнит. С обратной стороны ставят вторую шайбу.
- На резьбу крепят сварочный наконечник, фиксирую всю конструкцию с помощью гаек.
Проверку работоспособности выполняют только в полевых условиях. Критерием качества будет правильное функционирование сварочного аппарата.
Масса для сварочного аппарата своими руками – отличный способ сэкономить, а также средство для проверки своих навыков по самодельному конструированию
.
Грамотно собранное устройство прослужит ничуть не меньше заводского зажима.
Заключение
Магнитная масса – полезное изобретение, способное облегчить жизнь, как начинающему, так и опытному сварщику. Устройство обладает множеством достоинств, которые оправдывают достаточно высокую стоимость.
Необходимость в наличии данного прибора в арсенале зависит только от конкретного мастера. Обладая соответствующими навыками можно собрать магнитный зажим самостоятельно, с помощью подручных материалов.
Сварщик-любитель Кулиев Рустам Алиевич: «
Я живу в многоквартирном доме, но у меня есть дача за городом, поэтому время активной эксплуатации сварочного аппарата – с мая по октябрь. В прошлом году наткнулся в магазине на магнитный зажим и купил его. Впечатления двоякие – сварить каркас под виноград он не поможет, а вот отремонтировать забор из профиля – вполне. В целом, покупкой доволен: за время работы масса ни разу не слетела
».
Электрическая цепь сварочного оборудования пропускает большие токи, поэтому каждый элемент цепи должен быть надежно соединен. Это вопрос качества, удобства работы и безопасности. Наиболее ответственным звеном здесь можно считать точку присоединения массы к металлической заготовке. Узел представляет собой быстросъемный контакт (сварочный зажим) и конструктивно может быть выполнен в нескольких вариантах.
Необходимость в применении разных модификаций зажимов для фиксации земли к детали часто обусловлена конфигурацией металлов, которые вы собираетесь варить. Попробуем разобраться, чем хороши те или иные фиксаторы массы для выполнения сварочных операций.
В природе существует четыре основных конструкции зажимов для сварки:
- клемма в виде крокодила, которая получила одноименное название;
- соединение провода при помощи магнита;
- зажим в форме струбцины;
- клемма заземления, именуемая центратором.
При внимательном изучении товара этой категории, предложенного на рынке, можно убедиться, что множество оригинальных конструкций сварочных зажимов является модификацией перечисленных четырех основных.
Сварочный «крокодил»
Быстросъемная сварочная клемма «крокодил» конструктивно выглядит как прищепка, выполненная из металла, в контактной части которой на закусывающих губках имеются ребристые насечки. За счет них зажим прочно крепится к стальной заготовке, осуществляя надежную электрическую связь.
Основные плюсы изделий такого типа:
- Удобны в использовании при выполнении оперативных сварочных работ, где постоянно нужно переставлять контакт с места на место.
- Подходят для фиксации на деталях и конструкциях любой конфигурации.
- Имеют отличную электрическую проводимость.
Недостатки зажима «крокодил»:
- При частом использовании ослабляется пружина, что ведет к потере прочности механического соединения.
- Стенки металла зажима подвержены прогоранию, что со временем ухудшает электрическую связь.
Для разных по мощности сварочных аппаратов производители выпускают клеммы, рассчитанные на силу тока в 500, 400, 300 и 200 ампер. Для выполнения сварочных работ профессионального уровня рекомендовано использовать зажимы массы с возможностью прохождения силы тока не ниже 400 ампер.
Информация на заметку. Сварочный «крокодил» невозможно использовать при работе с деталями, размер контактных площадок которых превышает размер раскрытия губок зажима (трубы, цилиндрические бочки).
Магнитная масса
Электрический зажим, одна часть которого выполнена из металлического магнита, а другая представляет собой стальной контакт с болтовым соединением для крепления кабеля, получил название магнитной массы.
Магнитные зажимы обладают следующими преимуществами:
- Имеют простую конструкцию без механически движущихся частей, что значительно увеличивает срок эксплуатации таких изделий.
- Позволяют закреплять массу на любой стальной поверхности вне зависимости от размера и конфигурации.
- Электрическое соединение можно установить за считанные секунды, что особенно важно при оперативных сварочных процессах.
- Возможность установки контакта в труднодоступных местах.
- Отсутствие склонности к перегоранию при нестабильном протекании электричества, просадках напряжения.
Существенные недостатки магнитного зажима:
- Слабое механическое, а значит и электрическое соединение с деталями, размер контактных площадок которых значительно меньше контактной плоскости магнита.
- Невозможность осуществлять контакт через поверхность, выполненную из цветных металлов.
- Необходимость в постоянной очистке магнита от металлической пыли, которая ослабляет электрическую связь в цепи.
- Перегрев магнита может привести к его размагничиванию.
Струбцина
В арсенале рядовых сварщиков редко можно встретить струбцину. Сварочные прижимы такого типа могут использовать профессионалы для решения особых задач. В частности, при выполнении точных операций, где нужно получить качественный красивый шов.
Из преимуществ применения струбцины:
- Получение контакта с лучшей механической фиксацией за счет стягивания при помощи винта.
- Надежный электрический контакт, обеспечивающий хорошую пропускную способность сварочного тока, что исключает возможность подгорания и перегрева в точке соединения.
Основные недостатки:
- Струбцина не подходит для быстрой смены положения контакта на поверхности детали.
- Как и в случае с «крокодилом», конструкция струбцины может быть закреплена на элементах, размер которых сопоставим с пространством между болтом и упорной лапой.
- Струбцина – изделие крупного размера и по цене превышает обычную прищепку.
Информация на заметку. Отдельный вид – угловые струбцины для сварки, которые можно использовать в качестве клеммы массы (при определенных доработках), кроме этого, будут выполнять фиксирующую функцию, жестко соединяя детали свариваемой рамы.
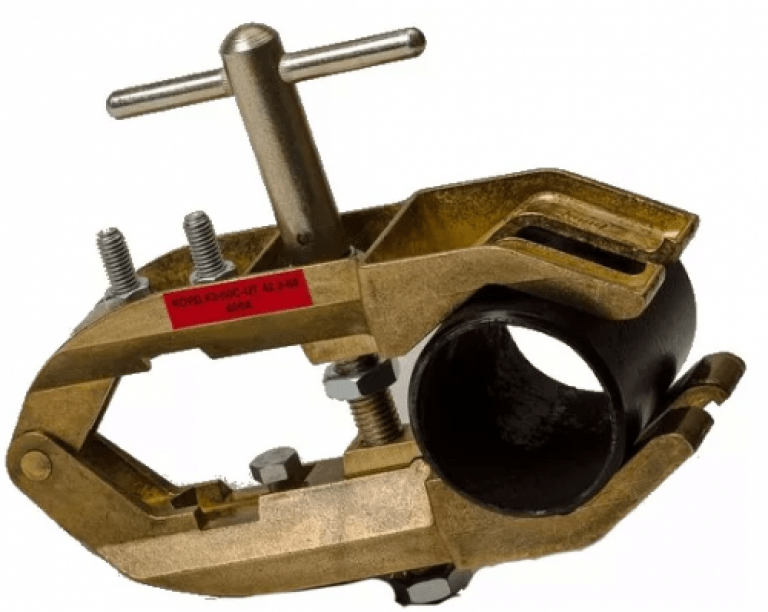
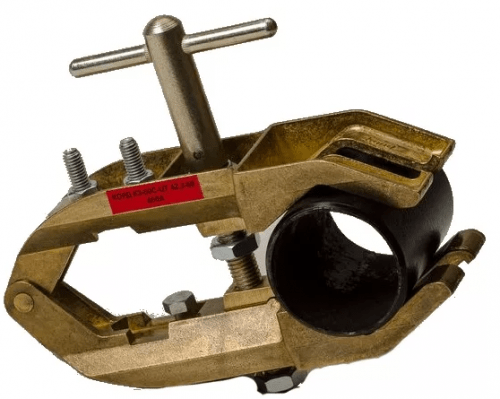
Сварочный центратор
Специально разработанный зажим сварочный для создания контакта массы к таким металлическим деталям, как трубы. Конструктивно центратор выполнен из двух элементов, по форме напоминающих рабочую часть клещей. Составные части соединены при помощи шарнира и стягиваются за счет винта. Кроме труб, центратор можно прикреплять к любой металлической заготовке, если только ее толщина не выходит за возможности раскрытия губок клеммы.
Преимущества центратора:
- Жесткий физический и электрический контакт с металлом.
- Удобство работы при выполнении сварочных операций с трубами.
Недостатки клеммы:
- Сложная конструкция, не позволяющая оперативно переключать зажим сварочный с места на место.
- Высокая цена на изделие.
На что обратить внимание при выборе зажима для сварки
Нужно начать с того, для каких целей подбирается клемма, то есть насколько она будет загружена, какого типа аппарат используется при сварке. Профессионалы берут зажимы массы для сварочного аппарата с запасом по прочности, любители – чтобы красиво выглядел (и такое бывает), но правильный подход основан на следующих принципах:
- Мощность зажима должна быть рассчитана на больший ток относительно номинального, на котором работает инвертор.
- Специфика сварочного процесса: если нужно постоянно и быстро менять точку подключения, то подойдет элемент типа прищепки.
- Силы сжатия стягивающих губок должно хватать для удержания кабеля, если последний в процессе сварки будет в подвешенном состоянии.
- Величина раскрытия губок клеммы должна превышать размер контактной площадки, куда планируется подключать массу.
- Следует обратить внимание на то, можно ли доверять производителю. Если последний зарекомендовал себя на рынке с лучшей стороны, смело приобретать продукт.
Как заставить зажим «крокодил» служить дольше
Зажим «крокодил» имеет несколько уязвимых мест. В нем есть пружина, которая имеет время службы. Но даже когда сила сжатия не так важна и вопрос с пружиной отпадает, остается склонность «крокодила» перегорать в месте соединения двух подвижных частей в области шарнира. Это происходит потому, что контакт с кабелем через болтовое соединение осуществляется только с одной частью «крокодила».
В процессе сварки можно наблюдать процесс, когда та часть «крокодила», куда подключена масса, может иметь плохой механический, а следовательно, и электрический контакт с деталью, противоположная же часть, наоборот, хороший. Тогда вся сила тока будет идти через этот элемент. Но здесь проявляется слабое звено – шарнир, в районе него будет нестабильная проводимость, перегрев и проплавление металла.
Всем, у кого есть реальный опыт решения проблемы, как улучшить контакт зажима сварочной массы, или вопросы на эту тему, пишите в комментариях!
» Зажим массы
В список основных приспособлений, необходимых для осуществления ручной электродуговой сварки, входят следующие предметы: электрододержатель; сварочный кабель к держателю; обратный кабель; клемма заземления (зажим массы).
Достаточно часто данные комплектующие не обладают высоким качеством и требуют немедленной замены. Бывают случаи, когда замена понадобится исполнителю после непродолжительной эксплуатации.
Важно!
Если зажим массы для сварки неисправен, это отрицательно сказывается на рабочем процессе, его производительности, а главное, безопасности для сварщика, на стабильности дуги, на качестве соединения.
Выбор любого технического устройства или приспособления требует тщательного и внимательного подхода. Правильно подобранная клемма массы сможет обезопасить исполнителя от поражения током, станет гарантом получения качественного и надежного соединения. Чтобы подобрать оптимальный зажим массы сварочный, следует обратить внимание на следующие важные аспекты
.
- Нужно выбирать известные и проверенные торговые марки
, что поможет избежать приобретения контрафактной продукции. Человеку, не обладающему достаточным опытом, очень сложно отличить подделку от оригинального изделия. Поэтому нужно покупать товары только у специализированных продавцов и поставщиков. - Зажим массы для сварочного аппарата следует подбирать с учетом максимального тока
, который выдает агрегат. - Также зажим должен уверенно выдерживать вес подключаемого кабеля
. - Если в качестве сжимающего механизма выступает пружина
, то её свойств должно быть достаточно для надежного контакта с рабочим изделием. - Одну из главных ролей играет угол раскрытия
клеммы, величины которого должно быть достаточно для уверенного крепления к деталям различных размеров
.
Типы зажимов массы
Зажимы массы для сварочных аппаратов, в зависимости от характера фиксации, могут быть нескольких типов. Далее мы рассмотрим основные виды зажимов, а также их преимущества и недостатки.
1. Зажим массы сварочный «крокодил»
 Наиболее часто исполнители применяют для заземления зажим типа «крокодил» («прищепка»)
Наиболее часто исполнители применяют для заземления зажим типа «крокодил» («прищепка»)
, который крепится непосредственно к детали.
Достоинства:
- надежность соединения с поверхностью детали;
- удобство и быстрота использования;
- минимальное сопротивление соединения;
- возможность произвести фиксацию деталей различной геометрической формы, в том числе со сложной конфигурацией;
- большая степень раскрытия.
Также следует выделить основные недостатки
:
- невысокий, по сравнению с другими типами, уровень прочности некоторых компонентов — пружина;
- данный тип зажима применяется только в тех случаях, когда существует возможность крепления непосредственно к изделию.
Зажим типа «крокодил» необходимо выбирать, полагаясь на общие рекомендации. Клеммы данного вида выпускаются в трех основных модификациях: зажим массы 300А, 200А и 500А. В зависимости от модели сварочного аппарата и силы тока, которую он выдает, нужно определить оптимальную модификацию. Для проведения работ на профессиональном уровне рекомендуется приобретать зажим на 400-500А.
Важно!
Следует отметить, что использование зажима-«прищепки» при сварке труб большого диаметра невозможно.
Полезное видео
2. Магнитная масса для сварки
Сварщики достаточно часто используют магнитный
зажим массы
. Данный тип обладает целым спектром достоинств
:
- возможность закрепить контакт на любую поверхность
или конструкцию, в том числе и на трубы; - простота конструкции
обеспечивает долговечность и бесперебойную работу; - отсутствие пружин и других механизмов
также способствует долгой эксплуатации; - магнит на массу для сварки способен выдерживать перепады напряжения и не перегорать;
- успешно применяется в труднодоступных местах;
- большая площадь контакта гарантирует надежность крепления.
Недостатки:
- ненадежное крепление контакта на малые по площади детали
, например, арматура; - невозможность закрепления зажима на изделия из цветных
металлов; - магнит нужно периодически очищать от загрязнений
, в частности от металлической стружки; - следует избегать перегрева магнита, иначе он может размагнититься
; перегрев случается, если клемма крепится на грязную поверхность.
 3. Струбцина
3. Струбцина
 3. Струбцина
3. СтрубцинаЗажимы массы для сварки типа струбцина
применяются реже, чем два перечисленных выше вида. Данная разновидность клемм также обладает несколькими достоинствами
:
- высокая степень надежности крепления, так как фиксация осуществляется с помощью винта с шестигранной головкой;
- хороший контакт с рабочим изделием обеспечивает плавный переход тока.
В качестве недостатков
можно выделить достаточно сложное строение механизма и сравнительно большие габариты клеммы.
4. Центратор
В редких случаях специалисты выделяют зажим типа центратор, предназначенный для центрирования и прихватки предварительно расположенных в нужном положении труб. Также может применяться для соединения сварочных деталей.
Преимущества
данного типа:
- обеспечение плотного контакта;
- гарантирует точность сварки;
- подходят для труб различных диаметров.
Недостатки
:
- ограниченная сфера применения;
- высокая стоимость, по сравнению с другими типами зажимов.
Полезное видео
И еще один обзорчик от опытного сварщика, в котором есть некоторые хитрости.
Популярные модели
Рассмотрим популярные сварочные зажимы массы. На рынке по продаже расходных материалов для сварки представлено большое разнообразие зажимов массы как отечественного, так и зарубежного производства. Далее мы рассмотрим наиболее востребованные модели.
Зажим массы Ergus 300А Профи
, производитель — Quattro Elementi (Италия). Характеристики
: тип «крокодил»; доступная цена; высокое качество; небольшой вес;поддерживает ток до 300А, что отлично подойдет для домашнего мастера.

Зажим массы Skrab 27621 300А
(на картинке), производство — Италия. Является одним из наиболее оптимальных вариантов для проведения работ в домашних условиях.

Популярными клеммами заземления являются модели российского производителя «Корд»
. Московская компания предлагает зажимы с различным типом механизма.
Для выполнения сварочных работ в промышленных или производственных условиях рекомендуется выбирать зажим массы 500А и более.
Зажим массы Elitech 500А, производство — Китай.
Важно!
Следует отметить, что практически все производители и продавцы сварочного оборудования также предлагают клиентам и клеммы заземления. Поэтому к услугам начинающих и профессиональных сварщиков предоставлен широкий выбор механизмов.
Масса для сварки своими руками
Для желающих создать зажим собственными руками и сэкономить финансовые средства предлагаем ознакомиться с инструкцией.
Магнитная масса для сварки
является если не наиболее распространенной, то наиболее желанной, поэтому процесс её изготовления будет показан далее.
Процесс отличается простотой, понадобится минимум инструментов, а детали могут быть под рукой.
Исполнителю понадобится
: магнит; две шайбы по размеру магнита можно изготовить из листового металла; болт и гайка для зажима сварочного кабеля.
Держатель массы сварочный собирается в несколько этапов
:
- у шайбы, которая будет служить контактом, сверлят отверстие, соответствующее диаметру шляпки болта;
- верхушку болта необходимо сточить до толщины шайбы;
- затем эту конструкцию сваривают и зачищают; должна получится деталь в виде гриба с ножкой из резьбы;
- магнит надевают на болт, сверху — вторую шайбу;
Как правило, сварочный аппарат комплектуется дешевой клеммой заземления. Но качество ее таково, что в большинстве случаев она быстро выходит из строя или не подходит сварщику по каким-то другим соображениям. Необходимо идти в магазин за покупкой новой клеммы.
Как выбрать из предлагаемого ассортимента, если вы только начинаете заниматься сваркой? Что нужно для этого знать? Читайте в статье.
Из-за некачественного контакта процесс сварки будет постоянно прерываться. Поэтому зажим массы нужно выбирать, исходя из следующих соображений:
- С учетом максимального рабочего тока сварочного аппарата;
- Он должен удерживать вес подсоединяемого кабеля;
- Усилие сжатия пружины должно обеспечивать надежный контакт с изделием или медной подкладкой, на которую оно установлено;
- величина раскрытия клеммы должна гарантировать надежное крепление на конструкциях малых и больших размеров.
Клеммы массы бывают нескольких трех типов:
- струбцина;
- прищепка «Крокодил»;
- магнитный зажим.
Если в работе возникла ситуация при которой проблематично ухватиться струбциной или «крокодилом», вы легко сделаете это с помощью магнитного зажима. Магнитом вы без проблем закрепитесь на любой поверхности, будь то труба или конструкция сложной формы.
Главная конструктивная особенность такой сварочной массы – пружина, обеспечивающаяся быстрое закрепление на металле. Она же является «ахилесовой пятой» приспособления.
Понимание принципа работы массы типа «крокодил» позволяет продлить ей время жизни и не угробить после двух-трех работ по сварке. О чем идет речь. На любом зажиме есть полоса (омедненная или латунная), которая передает контакт от одной прижимной губки к другой. Если не следить за ее состоянием и неправильно подключать массу к металлу, она может испортиться. Часто возникающая неисправность: контакт, который подходит с помощью провода к одной прижимной губке, может проскочить через пружину к другой. Как следствие, пружина начинает греться, что приводит к потере ее твердости и пружинящих свойств (в металлургии этот процесс называется отпуском), направленных на надежное крепление зажима на поверхности металлического изделия. Из-за этого масса разрушается быстрыми темпами. Для поддержания работоспособного состояния, нужно следить за состоянием полосы: она не должна касаться металла при подсоединении. Фото наглядно демонстрируют, что имеется ввиду.

Правильный контакт
Приобретите «крокодил» для профессиональной работы. Какие положительные стороны он, как правило, имеет:
- правильна конструкция (полоса утоплена так, что ее невозможно коснуться)
- качественные материалы,
- более мощная пружина;
- больший обхват (иногда он просто не заменим).
Берите с запасом на 400 -500А.
Как улучшить клемму массы?
Чем грозят стальные губки? Будут греться – сталь гораздо худший проводник, чем медь или латунь. Чтобы это не произошло, вы можете переделать дешевую прищепку стоимостью 40-50 руб. (если, конечно, у вас в хозяйстве найдется немного меди или латуни, например, пластина или трубка, шина).
Что нужно сделать? Нужно открутить родные губки, которые держатся на болтах, и по ним, как по шаблону, сделать другие губки. Достаточно, чтобы они в сечении представляли собой русскую букву «П». Без особых усилий вы получите хороший контакт на некачественной прищепке!
Магнитная клемма для сварки своими руками
Преимущество использования магнитной клеммы сварщики могут оценить по достоинству, работая со сложными конструкциями, где обычный «крокодил» просто негде зацепить. А здесь кинул массу на поверхность обрабатываемого металла — и производишь сварочные работы.
Купить ее можно в любом магазине сварочной техники, однако будет ли она соответствовать вашим потребностям и быть настолько же надежной, как клемма, изготовленная самостоятельно? Все как-то придумывают, некоторые делают в гараже «крокодилы», а вот магнитные массы мало кто берется изобретать… В общем, сделайте и будет чем похвастать перед друзьями -сварщиками!
- Сама клемма вырезается из листового металла 2мм и 0,5мм, а магнит взят из нерабочего динамика, также здесь применяется сегмент горячекатаного уголка 20х20х3мм в качестве прижимной пластины кабеля. Все остальные компоненты: винты,шайбы,гайки — стандартные.
- Подключение можно осуществить на кабель массы сварочного аппарата, заменив стандартный «крокодил», а можно отдельно укомплектовать данный тип массы байонетным соединителем и кабелем сечением 1х16мм.
Похожие статьи
Loading…
» Зажим массы
В список основных приспособлений, необходимых для осуществления ручной электродуговой сварки, входят следующие предметы: электрододержатель; сварочный кабель к держателю; обратный кабель; клемма заземления (зажим массы).
Достаточно часто данные комплектующие не обладают высоким качеством и требуют немедленной замены. Бывают случаи, когда замена понадобится исполнителю после непродолжительной эксплуатации.
Важно!
Если зажим массы для сварки неисправен, это отрицательно сказывается на рабочем процессе, его производительности, а главное, безопасности для сварщика, на стабильности дуги, на качестве соединения.
Выбор любого технического устройства или приспособления требует тщательного и внимательного подхода. Правильно подобранная клемма массы сможет обезопасить исполнителя от поражения током, станет гарантом получения качественного и надежного соединения. Чтобы подобрать оптимальный зажим массы сварочный, следует обратить внимание на следующие важные аспекты
.
- Нужно выбирать известные и проверенные торговые марки
, что поможет избежать приобретения контрафактной продукции. Человеку, не обладающему достаточным опытом, очень сложно отличить подделку от оригинального изделия. Поэтому нужно покупать товары только у специализированных продавцов и поставщиков. - Зажим массы для сварочного аппарата следует подбирать с учетом максимального тока
, который выдает агрегат. - Также зажим должен уверенно выдерживать вес подключаемого кабеля
. - Если в качестве сжимающего механизма выступает пружина
, то её свойств должно быть достаточно для надежного контакта с рабочим изделием. - Одну из главных ролей играет угол раскрытия
клеммы, величины которого должно быть достаточно для уверенного крепления к деталям различных размеров
.
Типы зажимов массы
Зажимы массы для сварочных аппаратов, в зависимости от характера фиксации, могут быть нескольких типов. Далее мы рассмотрим основные виды зажимов, а также их преимущества и недостатки.
1. Зажим массы сварочный «крокодил»
Наиболее часто исполнители применяют для заземления зажим типа «крокодил» («прищепка»)
, который крепится непосредственно к детали.
Достоинства:
- надежность соединения с поверхностью детали;
- удобство и быстрота использования;
- минимальное сопротивление соединения;
- возможность произвести фиксацию деталей различной геометрической формы, в том числе со сложной конфигурацией;
- большая степень раскрытия.
Также следует выделить основные недостатки
:
- невысокий, по сравнению с другими типами, уровень прочности некоторых компонентов — пружина;
- данный тип зажима применяется только в тех случаях, когда существует возможность крепления непосредственно к изделию.
Зажим типа «крокодил» необходимо выбирать, полагаясь на общие рекомендации. Клеммы данного вида выпускаются в трех основных модификациях: зажим массы 300А, 200А и 500А. В зависимости от модели сварочного аппарата и силы тока, которую он выдает, нужно определить оптимальную модификацию. Для проведения работ на профессиональном уровне рекомендуется приобретать зажим на 400-500А.
Важно!
Следует отметить, что использование зажима-«прищепки» при сварке труб большого диаметра невозможно.
Полезное видео
2. Магнитная масса для сварки
Сварщики достаточно часто используют магнитный
зажим массы
. Данный тип обладает целым спектром достоинств
:
- возможность закрепить контакт на любую поверхность
или конструкцию, в том числе и на трубы; - простота конструкции
обеспечивает долговечность и бесперебойную работу; - отсутствие пружин и других механизмов
также способствует долгой эксплуатации; - магнит на массу для сварки способен выдерживать перепады напряжения и не перегорать;
- успешно применяется в труднодоступных местах;
- большая площадь контакта гарантирует надежность крепления.
Недостатки:
- ненадежное крепление контакта на малые по площади детали
, например, арматура; - невозможность закрепления зажима на изделия из цветных
металлов; - магнит нужно периодически очищать от загрязнений
, в частности от металлической стружки; - следует избегать перегрева магнита, иначе он может размагнититься
; перегрев случается, если клемма крепится на грязную поверхность.
3. Струбцина
Зажимы массы для сварки типа струбцина
применяются реже, чем два перечисленных выше вида. Данная разновидность клемм также обладает несколькими достоинствами
:
- высокая степень надежности крепления, так как фиксация осуществляется с помощью винта с шестигранной головкой;
- хороший контакт с рабочим изделием обеспечивает плавный переход тока.
В качестве недостатков
можно выделить достаточно сложное строение механизма и сравнительно большие габариты клеммы.
4. Центратор
В редких случаях специалисты выделяют зажим типа центратор, предназначенный для центрирования и прихватки предварительно расположенных в нужном положении труб. Также может применяться для соединения сварочных деталей.
Преимущества
данного типа:
- обеспечение плотного контакта;
- гарантирует точность сварки;
- подходят для труб различных диаметров.
Недостатки
:
- ограниченная сфера применения;
- высокая стоимость, по сравнению с другими типами зажимов.
Полезное видео
И еще один обзорчик от опытного сварщика, в котором есть некоторые хитрости.
Популярные модели
Рассмотрим популярные сварочные зажимы массы. На рынке по продаже расходных материалов для сварки представлено большое разнообразие зажимов массы как отечественного, так и зарубежного производства. Далее мы рассмотрим наиболее востребованные модели.

Зажим массы Ergus 300А Профи
, производитель — Quattro Elementi (Италия). Характеристики
: тип «крокодил»; доступная цена; высокое качество; небольшой вес;поддерживает ток до 300А, что отлично подойдет для домашнего мастера.
Зажим массы Skrab 27621 300А
(на картинке), производство — Италия. Является одним из наиболее оптимальных вариантов для проведения работ в домашних условиях.
Популярными клеммами заземления являются модели российского производителя «Корд»
. Московская компания предлагает зажимы с различным типом механизма.
Для выполнения сварочных работ в промышленных или производственных условиях рекомендуется выбирать зажим массы 500А и более.
Зажим массы Elitech 500А, производство — Китай.
Важно!
Следует отметить, что практически все производители и продавцы сварочного оборудования также предлагают клиентам и клеммы заземления. Поэтому к услугам начинающих и профессиональных сварщиков предоставлен широкий выбор механизмов.
Масса для сварки своими руками
Для желающих создать зажим собственными руками и сэкономить финансовые средства предлагаем ознакомиться с инструкцией.
Магнитная масса для сварки
является если не наиболее распространенной, то наиболее желанной, поэтому процесс её изготовления будет показан далее.
Процесс отличается простотой, понадобится минимум инструментов, а детали могут быть под рукой.
Исполнителю понадобится
: магнит; две шайбы по размеру магнита можно изготовить из листового металла; болт и гайка для зажима сварочного кабеля.
Держатель массы сварочный собирается в несколько этапов
:
- у шайбы, которая будет служить контактом, сверлят отверстие, соответствующее диаметру шляпки болта;
- верхушку болта необходимо сточить до толщины шайбы;
- затем эту конструкцию сваривают и зачищают; должна получится деталь в виде гриба с ножкой из резьбы;
- магнит надевают на болт, сверху — вторую шайбу;
При покупке сварочного аппарата обычно в комплекте к нему прилагаются следующие приспособления:
- электрододержатель,
- сварочный кабель к нему;
- обратный кабель,
- клемма массы.
Если приобретаемый инверторный источник питания (сегодня уже практически никто не пользуется трансформаторами для сварки) рассчитан на бытовые работы, то в большинстве случаев все эти комплектующие требуют немедленной замены. Особенно, если речь идет о китайских сварочных аппаратах, доля присутствия которых сегодня на рынке сварочной техники составляет около 98%, хотя манагеры (недобросовестные продавцы) и пытаются «впарить» их как итальянские, чешские, датские, французские и тому подобное.
Если же замена не произошла сразу, она обязательно потребуется после непродолжительного времени эксплуатации. Обычно бесплатно инвертор комплектуется электрододержателем КВ-200, который стоит 3$ (представьте по какой цене его отпускает завод-изготовитель), соответственно, это эконом-версия и экономят здесь на используемых для изготовления материалах. Это касается токоведущих частей, изготовленных, как правило, из металла с покрытием под латунь или медь, некачественной пластмассы. Для сварки время от времени в быту КВ-200 может прослужить долгое время, однако, при более интенсивных режимах (например, если вы хотите вырезать электродом в металле отверстия) или просто при продолжительной сварке он перегреется, и в прямом смысле этого слова развалится. Но со временем, даже при щадящем использовании, пружина, которая зажимает губки держака, ослабляется и не держит электрод жестко, он начинает шататься. Это действует отрицательно на стабильности дуги, сказывается на качестве сварных швов, но, самое главное, сказывается на нервах сварщика.
Кабель обычно тоже желает лучшего: короткий, вместо медной жилы используется алюминий с гальваническим покрытием.
Все то же относится и к клемме массы. При интенсивной сварке она скорее всего сгорит, со временем ослабляется пружина и, соответственно, контакт. Подобное может также происходить из-за коррозии металлических губок, которые нужно постоянно зачищать до блеска.
Как выбрать хорошую массу, если старая по каким-то причинам пришла в негодность или вы ее изначально решили не использовать (по причине некачественного исполнения)?
Выбирайте торговые марки, которые имеют уже сформировавшуюся положительную репутацию. На самом деле, вы не застрахованы от контрафактной продукции, которую неспециалисты не могут отличить от оригинальной. Покупайте в специализированных магазинах с устоявшейся репутацией.
Масса должна быть подобрана с учетом максимального сварочного тока вашего аппарата и уверенно удерживать вес подключаемого сварочного кабеля. Если в роли основного «сжимающего органа» в массе используется пружина, ее пружинящих свойств должно быть достаточно для обеспечения усилия, необходимого для достижения надежного контакта с изделием. Ключевую роль играет величина раскрытия клеммы, которой должно быть достаточно для уверенного крепления к изделиям различных размеров (в том числе больших).
По конструктивным особенностям и характеру фиксации клеммы заземления разделяют на несколько типов:
- Струбцина
- зажим «Прищепка»
- Магнитная клемма
Каждая имеет свои достоинства и недостатки. Струбцина гарантирует надежный «железный» контакт, потому что фиксируется она жестко при помощи винта. «Прищепка» имеет наибольшее распространение благодаря быстрой фиксации даже на изделиях сложной геометрической формы. Магнитную массу удобнее всего использовать там, где предыдущие две не работают: например, при сварке труб большого диаметра.
Выбирайте по характеру предстоящей работы, какая конструкция массы будет для вас оптимальной.
Рекомендации по выбору и эксплуатации клеммы массы типа «Прищепка» (или «Крокодил»)
Как уже было сказано, чаще всего в быту используют зажим массы, внешне похожий на обычную бытовую прищепку для фиксации белья, только многократно увеличенную. Поэтому расскажем о ней подробно в завершающей части нашей статьи.
Такая масса часто выходит из строя по причине некорректной эксплуатации. Знание того, как работает «прищепка», поможет продлить срок ее службы. Обратите внимание, на любой «прищепке» есть медная, омедненная, либо латунная шина, передающая электрический контакт от первой зажимной губки ко второй. Подключаемый металл изделия, сварку которого вы планируете осуществить, не должен касаться шины. Постоянный контакт с шиной приведет к ее порче. Варианты правильного и неправильного подключения показаны на фото.
Неправильно
Правильно
Пружина позволяет фиксировать «прищепку» на изделии. Однако часто возникает проблема, когда контакт, который подходит с помощью провода к одной прижимной губке, проскакивает через пружину к другой. Пружина начинает нагреваться и теряет свою твердость и жесткость, как следствие, ослабевают пружинящие свойства – клемма массы приходит в полностью неработоспособное состояние.
Если хотите приобрести хорошую «прищепку» для сварки, покупайте предназначенную для профессиональных работ с запасом на 400 …500А. Какие конструктивные особенности имеют подобные изделия:
- Мощная пружина, способная обеспечить действительно надежный контакт;
- Большая степень раскрытия иногда очень выручает;
- Медная шина в таких «прищепках» размещена так, что с ней невозможен физический-электрический контакт.
Время чтения: 2 минуты
Магнитная клемма, зажим-магнит, магнитный контакт сварочного кабеля… У этого приспособления много названий. Но суть всегда одна: магнит позволяет быстро и надежно прикрепить его к массе и приступить к сварке.
Но что это такое? Какие есть плюсы и минусы у магнитной клеммы заземления? Как ею пользоваться и стоит ли вообще покупать? На эти, и некоторые другие вопросы вы найдете ответ в нашей статье.
Магнитный контакт сварочного кабеля — это приспособление, которое монтируется на свариваемую поверхность (массу) с помощью активного магнитного поля. Приспособление необходимо для образования замкнутой электрической цепи. Без этого ручная дуговая сварка невозможна.
Магнитный зажим на массу очень популярен как среди начинающих, так и среди профессиональных сварщиков. Так же часто применяется магнитная масса для сварки своими руками в домашних условиях. Она быстро и надежно крепится на любую поверхность, даже изогнутую.
Достоинства и недостатки
Выше мы уже упомянули несколько достоинств магнитной клеммы. Но на них список не заканчивается. Магнитная клемма имеет простую конструкцию, поэтому она крайне долговечна и служит долгие годы. Проще говоря, это обычный магнит с отключаемым или постоянным магнитным полем. Нет ни пружин, ни других механических элементов, которые могут выйти из строя.
Магнитная клемма хорошо переносит перепады температур и напряжения. Она редко перегорает и позволяет работать с большинством типов металлов. Также, такой зажим на массу незаменим при сварке в труднодоступном месте. Даже если деталь будет изогнута, магнит все равно обеспечит надежное крепление за счет своей большой площади контакта.
Но, не обошлось и без недостатков. Так магнитная клемма не способна обеспечить надежное крепление на деталях небольшого размера. Например, на арматуре. Для сохранения активного магнитного поля приспособление нужно постоянно чистить. На его работу очень плохо влияет металлическая стружка.
Также для применения магнита необходима предварительная . Если прикрепить магнит на неочищенный металл, приспособление перестанет работать.
Не забывайте, что есть металлы, которые не магнитятся. Это большинство цветных металлов. С ними не получится использовать магнитную клемму.
Как пользоваться?
В применении магнитной клеммы нет ничего сложного. В большинстве моделей есть специальная ручка, провернув которую вы включите магнитное поле. По умолчанию магнит не будет крепиться к металлу.
Приспособление нужно приложить к детали, держа одной рукой. Второй рукой прокрутите ручку, активировав магнитное поле. Все готово! Магнит надежно держится на металле. Для снятия приспособления просто проверните ручку в обратную сторону. Не нужно прилагать усилий и отрывать магнит от металла.
Стоит ли покупать?
Ответ на этот вопрос зависит от специфики ваших сварочных работ. Вы должны сами оценить, какие металлы варите чаще всего и в каких условиях. Если вы новичок и не варите цветные металлы, то магнитная клемма упростит ваш труд. То же касается и профессиональных мастеров. Но у них, скорее всего, есть целый набор из различных клемм для сварки любых металлов.
Стоит магнитная клемма недешево (по сравнению с другими типами зажимов), но она стоит того. Если вы хотите сэкономить, можете сделать такую клемму сами. Ниже видео, в котором показано, как сделать магнитную массу для сварки своими силами.
Очень часто случается так, что дополнительные устройства сварочных аппаратов в меру высоких нагрузок или некачественных материалов приходят в негодность. К таким оснащениям относится и магнитная масса.
Этот механизм представляет собой приспособление, суть работы которого напоминает прищепку – магнитная масса крепится на свариваемых элементах.
В отличие от зажима прищепки, она без проблем фиксируется на абсолютно любую поверхность, более надежна и долговечна, обладает высокой стойкостью к перепадам напряжения, а ее широкая площадь надежно защищает инструмент от замыкания.
Из недостатков можно выделить плохую совместимость с маленькими поверхностями свариваемых предметов, невозможность крепления к цветным металлам, а также необходимость в регулярной очистке магнита от металлического мусора и стружки.
В целом, магнитная масса является достаточно простым и надежным устройством, изготовить которое возможно даже самостоятельно. Конструкция включает в себя такие элементы как: магнит и контакт. Оба они соединены между собой специальным креплением. Масса устройства зависит непосредственно от его габаритных размеров. Простота конструкции является залогом надежной и функциональной работы механизма.
Как самому сделать магнитную массу?
Процесс самостоятельного изготовления массы достаточно прост. Объем необходимых инструментов и материалов минимальный. Для сборки потребуется:
- Магнит — это основной элемент, обеспечивающий прочность крепления. Достаточно мощный и компактный магнит можно добыть из вышедших из строя колонок.
- Шайба — ее размер не должен сильно отличаться от магнита;
- Гайка с болтом — именно они будут нести функцию зажима для провода.

Процесс сборки включает в себя 6 последовательных этапов:
- Производится подготовка шайбы. Для удобства стоит запастись двумя единицами, размер которых будет соответствовать подобранному магниту.
- Шайба, которая будет являться нижней частью устройства, просверливается.
- Подготовка болта, подразумевающая стачивание его верхушки.
- Все элементы собираются в единую конструкцию, которая подвергается свариванию и шлифовке.
- Магнит надевается на болт и фиксируется второй шайбой.
- К штоку прикрепляется кабель массы, и все устройство затягивается при помощи гайки.
Целесообразность самостоятельного изготовления массы для сварочного аппарата каждый мастер определяет для себя сам. В нынешнее время для покупателя представлен достаточно большой выбор заводских устройств по приемлемым ценам.
 В список основных приспособлений, необходимых для осуществления ручной электродуговой сварки, входят следующие предметы: электрододержатель; сварочный кабель к держателю; обратный кабель; клемма заземления (зажим массы).
В список основных приспособлений, необходимых для осуществления ручной электродуговой сварки, входят следующие предметы: электрододержатель; сварочный кабель к держателю; обратный кабель; клемма заземления (зажим массы).
Достаточно часто данные комплектующие не обладают высоким качеством и требуют немедленной замены. Бывают случаи, когда замена понадобится исполнителю после непродолжительной эксплуатации.
Выбор любого технического устройства или приспособления требует тщательного и внимательного подхода. Правильно подобранная клемма массы сможет обезопасить исполнителя от поражения током, станет гарантом получения качественного и надежного соединения. Чтобы подобрать оптимальный зажим массы сварочный, следует обратить внимание на следующие важные аспекты
.
- Нужно выбирать известные и проверенные торговые марки
, что поможет избежать приобретения контрафактной продукции. Человеку, не обладающему достаточным опытом, очень сложно отличить подделку от оригинального изделия. Поэтому нужно покупать товары только у специализированных продавцов и поставщиков. - Зажим массы для сварочного аппарата следует подбирать с учетом максимального тока
, который выдает агрегат. - Также зажим должен уверенно выдерживать вес подключаемого кабеля
. - Если в качестве сжимающего механизма выступает пружина
, то её свойств должно быть достаточно для надежного контакта с рабочим изделием. - Одну из главных ролей играет угол раскрытия
клеммы, величины которого должно быть достаточно для уверенного крепления к деталям различных размеров
.
Типы зажимов массы
Зажимы массы для сварочных аппаратов, в зависимости от характера фиксации, могут быть нескольких типов. Далее мы рассмотрим основные виды зажимов, а также их преимущества и недостатки.
1. Зажим массы сварочный «крокодил»
 Наиболее часто исполнители применяют для заземления зажим типа «крокодил» («прищепка»)
Наиболее часто исполнители применяют для заземления зажим типа «крокодил» («прищепка»)
, который крепится непосредственно к детали.
Достоинства:
- надежность соединения с поверхностью детали;
- удобство и быстрота использования;
- минимальное сопротивление соединения;
- возможность произвести фиксацию деталей различной геометрической формы, в том числе со сложной конфигурацией;
- большая степень раскрытия.
Также следует выделить основные недостатки
:
- невысокий, по сравнению с другими типами, уровень прочности некоторых компонентов — пружина;
- данный тип зажима применяется только в тех случаях, когда существует возможность крепления непосредственно к изделию.
Зажим типа «крокодил» необходимо выбирать, полагаясь на общие рекомендации. Клеммы данного вида выпускаются в трех основных модификациях: зажим массы 300А, 200А и 500А. В зависимости от модели сварочного аппарата и силы тока, которую он выдает, нужно определить оптимальную модификацию. Для проведения работ на профессиональном уровне рекомендуется приобретать зажим на 400-500А.
Полезное видео
2. Магнитная масса для сварки
Сварщики достаточно часто используют магнитный
зажим массы
. Данный тип обладает целым спектром достоинств
:

- возможность закрепить контакт на любую поверхность
или конструкцию, в том числе и на трубы; - простота конструкции
обеспечивает долговечность и бесперебойную работу; - отсутствие пружин и других механизмов
также способствует долгой эксплуатации; - магнит на массу для сварки способен выдерживать перепады напряжения и не перегорать;
- успешно применяется в труднодоступных местах;
- большая площадь контакта гарантирует надежность крепления.
Недостатки:
- ненадежное крепление контакта на малые по площади детали
, например, арматура; - невозможность закрепления зажима на изделия из цветных
металлов; - магнит нужно периодически очищать от загрязнений
, в частности от металлической стружки; - следует избегать перегрева магнита, иначе он может размагнититься
; перегрев случается, если клемма крепится на грязную поверхность.
 3. Струбцина
3. Струбцина
 3. Струбцина
3. СтрубцинаЗажимы массы для сварки типа струбцина
применяются реже, чем два перечисленных выше вида. Данная разновидность клемм также обладает несколькими достоинствами
:
- высокая степень надежности крепления, так как фиксация осуществляется с помощью винта с шестигранной головкой;
- хороший контакт с рабочим изделием обеспечивает плавный переход тока.
В качестве недостатков
можно выделить достаточно сложное строение механизма и сравнительно большие габариты клеммы.
4. Центратор
В редких случаях специалисты выделяют зажим типа центратор, предназначенный для центрирования и прихватки предварительно расположенных в нужном положении труб. Также может применяться для соединения сварочных деталей.
Преимущества
данного типа:
- обеспечение плотного контакта;
- гарантирует точность сварки;
- подходят для труб различных диаметров.
Недостатки
:
- ограниченная сфера применения;
- высокая стоимость, по сравнению с другими типами зажимов.
Полезное видео
И еще один обзорчик от опытного сварщика, в котором есть некоторые хитрости.
Популярные модели
Рассмотрим популярные сварочные зажимы массы. На рынке по продаже расходных материалов для сварки представлено большое разнообразие зажимов массы как отечественного, так и зарубежного производства. Далее мы рассмотрим наиболее востребованные модели.
Зажим массы Ergus 300А Профи
, производитель — Quattro Elementi (Италия). Характеристики
: тип «крокодил»; доступная цена; высокое качество; небольшой вес;поддерживает ток до 300А, что отлично подойдет для домашнего мастера.
Зажим массы Skrab 27621 300А
(на картинке), производство — Италия. Является одним из наиболее оптимальных вариантов для проведения работ в домашних условиях.

Популярными клеммами заземления являются модели российского производителя «Корд»
. Московская компания предлагает зажимы с различным типом механизма.
Для выполнения сварочных работ в промышленных или производственных условиях рекомендуется выбирать зажим массы 500А и более.

Зажим массы Elitech 500А, производство — Китай.
Масса для сварки своими руками
Для желающих создать зажим собственными руками и сэкономить финансовые средства предлагаем ознакомиться с инструкцией.
Магнитная масса для сварки
является если не наиболее распространенной, то наиболее желанной, поэтому процесс её изготовления будет показан далее.
Процесс отличается простотой, понадобится минимум инструментов, а детали могут быть под рукой.
Исполнителю понадобится
: магнит; две шайбы по размеру магнита можно изготовить из листового металла; болт и гайка для зажима сварочного кабеля.
Держатель массы сварочный собирается в несколько этапов
:
- у шайбы, которая будет служить контактом, сверлят отверстие, соответствующее диаметру шляпки болта;
- верхушку болта необходимо сточить до толщины шайбы;
- затем эту конструкцию сваривают и зачищают; должна получится деталь в виде гриба с ножкой из резьбы;
- магнит надевают на болт, сверху — вторую шайбу;
- в последнюю очередь на шток с резьбой крепится конец кабеля, всю конструкцию стягивают гайкой.
Такая самодельная масса для сварки будет хорошим вариантом экономии средств и подойдет для домашних мастеров. Хотя найдется и немало критиков. Что выбирать, самоделку, дешевое изделие или дорогой профессиональный инструмент, выбирайте сами.
Часто дополнительные приспособления к сварочному аппарату либо плохого качества и ломаются, либо же могут отсутствовать вообще. Магнитная масса для сварки — это удобное приспособление, позволяющее закрепить ее на свариваемых деталях, и хорошая альтернатива стандартным прищепкам.
Из чего состоит такой контакт, какие положительные качества у него имеются и как его изготовить самостоятельно. Об этом дальше в статье.
Магнит или зажим
Обычно сварочные аппараты комплектуются кабелем массы с держателем зажимного типа. С первого взгляда, это удобно, такое приспособление можно надежно закрепить к практически любой поверхности (листы, металлопрокат и прочие).
Но бывают ситуации, когда нет возможности установить такую массу на заготовку или, еще чаще, она перегорает. Неплохой альтернативой станет магнитный контакт сварочного кабеля.
В чем его преимущества перед стандартным зажимом-прищепкой?
- Это возможность закрепить контакт практически на любые поверхности без особых хлопот.
- Простая конструкция практически вечна в использовании, не сломается, так как нет никаких пружинок и механизмов.
- Такая масса отлично выдерживает перепады напряжения и нагрузку, вследствие чего не перегорает.
- Большая площадь контакта обеспечивает надежное замыкание.
Но есть и свои недостатки у такого вида крепления контактов. Главный недостаток — это то, что магнитная масса для сварки будет плохо устанавливаться на маленькие по площади детали, например, пруток или арматуру. Вторым отрицательным свойством будет невозможность закрепления на свариваемые части из цветных металлов: алюминия, меди и прочих. Также со временем магнит будет загрязняться металлической стружкой и его периодически нужно очищать.
Без учета двух последних факторов, это довольно удобное приспособление, которое можно даже изготовить своими руками без лишних затрат.
Конструкция магнитного контакта
Само устройство состоит из двух частей.
- Контакт. Это точка, где к держателю закрепляется кабель массы.
- Магнит. Может быть разнообразных форм и размеров.
Эти две части соединяются между собой креплением. Вес магнитная масса для сварки будет иметь в зависимости от размеров. Например, магнитная клемма для сварки от компании ESAB весит около 850 грамм.
Главное в такой конструкции — простота, за счет которой обеспечивается надежность функционирования и бесперебойная работа.
Самостоятельное изготовление
Конечно, такой крепеж сварочной массы можно просто приобрести. Производители, которые изготавливают сварочное оборудование, выпускают и дополнительные приспособления в виде креплений. Но это лишние финансовые потери, такой контакт можно изготовить самостоятельно.
Изготовление магнитного контакта для сварочного кабеля своими руками довольно простое. Понадобится минимум инструментов, а детали могут быть под рукой.
Что для этого нужно:
- Во-первых, магнит. Это главная деталь всего устройства, которая обеспечит надежность крепления. Чаще всего можно увидеть самоделки, сделанные из магнита от автомобильных динамиков.
- Во-вторых, две шайбы по размеру магнита. Если использовать автомобильный динамик, то на одну из шайб можно наварить болт для дальнейшей сборки.
- В третьих, болт и гайка для зажима кабеля.
Сборку всей системы проводят таким образом:
- Шайбы можно изготовить из листового металла, по размеру магнита. Если это динамик, то он обычно имеет круглую форму. Соответственно и шайбы должны быть такими же.
- У нижней (та, что будет служить непосредственно контактом) сверлят отверстие по диаметру шляпки болта.
- Саму верхушку болта нужно сточить до толщины шайбы.
- Теперь эту конструкцию сваривают и зачищают. Должна получиться деталь в виде гриба с ножкой из резьбы.
- Магнит надевают на болт, а сверху — вторую шайбу.
- Теперь на шток с резьбой крепят конец кабеля массы и всю конструкцию стягивают гайкой.
Так с простейшего материала собирается элементарная масса для сварки на магните. Ее бесперебойная работа будет доказательством правильной сборки. Размеры такого контакта будут зависеть от габаритов магнита. Круглые массы заводского изготовления обычно имеют диаметр около 50-60 миллиметров.
Для опытного сварщика, знающего принцип работы массы на сварочном аппарате, изготовить требуемое крепление не составит труда. Самым примитивным контактом может стать закрепленный к кабелю кусок прутка, который закрепляют к заготовке парой точек сварки. Но, конечно, такое приспособление очень неудобно в использовании.
Также можно сделать самостоятельно и магнитный держатель для электродов. Что тоже уже зависит от личных предпочтений в удобстве работы.
Самодельная клемма на магните хороший вариант экономии средств. Хотя использовать такое крепление или нет — это уже смотрят на личные удобства в работе. Если сварка используется редко (как обычно в быту), то можно попросту обойтись стандартным зажимом.
Как выбрать клемму заземления. Как доработать (улучшить) или изготовить самостоятельно

Как правило, сварочный аппарат комплектуется дешевой клеммой заземления. Но качество ее таково, что в большинстве случаев она быстро выходит из строя или не подходит сварщику по каким-то другим соображениям. Необходимо идти в магазин за покупкой новой клеммы.
Как выбрать из предлагаемого ассортимента, если вы только начинаете заниматься сваркой? Что нужно для этого знать? Читайте в статье.
Из-за некачественного контакта процесс сварки будет постоянно прерываться. Поэтому зажим массы нужно выбирать, исходя из следующих соображений:
- С учетом максимального рабочего тока сварочного аппарата;
- Он должен удерживать вес подсоединяемого кабеля;
- Усилие сжатия пружины должно обеспечивать надежный контакт с изделием или медной подкладкой, на которую оно установлено;
- величина раскрытия клеммы должна гарантировать надежное крепление на конструкциях малых и больших размеров.
Клеммы массы бывают нескольких трех типов:
- струбцина;
- прищепка «Крокодил»;
- магнитный зажим.
Если в работе возникла ситуация при которой проблематично ухватиться струбциной или «крокодилом», вы легко сделаете это с помощью магнитного зажима. Магнитом вы без проблем закрепитесь на любой поверхности, будь то труба или конструкция сложной формы.
Рекомендации, как продлить жизнь зажиму типа «Крокодил»
Главная конструктивная особенность такой сварочной массы – пружина, обеспечивающаяся быстрое закрепление на металле. Она же является «ахилесовой пятой» приспособления.
Понимание принципа работы массы типа «крокодил» позволяет продлить ей время жизни и не угробить после двух-трех работ по сварке. О чем идет речь. На любом зажиме есть полоса (омедненная или латунная), которая передает контакт от одной прижимной губки к другой. Если не следить за ее состоянием и неправильно подключать массу к металлу, она может испортиться. Часто возникающая неисправность: контакт, который подходит с помощью провода к одной прижимной губке, может проскочить через пружину к другой. Как следствие, пружина начинает греться, что приводит к потере ее твердости и пружинящих свойств (в металлургии этот процесс называется отпуском), направленных на надежное крепление зажима на поверхности металлического изделия. Из-за этого масса разрушается быстрыми темпами. Для поддержания работоспособного состояния, нужно следить за состоянием полосы: она не должна касаться металла при подсоединении. Фото наглядно демонстрируют, что имеется ввиду.


Приобретите «крокодил» для профессиональной работы. Какие положительные стороны он, как правило, имеет:
- правильна конструкция (полоса утоплена так, что ее невозможно коснуться)
- качественные материалы,
- более мощная пружина;
- больший обхват (иногда он просто не заменим).
Берите с запасом на 400 -500А.
Как улучшить клемму массы?
С этой проблемой сталкиваются, как правило, начинающие сварщики. Приобретается бюджетный инвертор ручной дуговой сварки для сварки дома: для забора, ворот, навеса и т.д. Такой инвертор, стоимостью 6-10 тыс. рублей и выше комплектуется прищепкой «Крокодил». Помимо прочих отрицательных сторон такой прищепки, о которых уже говорилось выше, она, вероятнее всего, имеет стальные губки, покрытые тонким слоем гальванической меди (чтобы создавалось впечатление, что они медные). Проверить медь это или сталь очень просто, нужно поднести магнит. Если магнитится – значит сталь. Обычно еще не магнитится пищевая нержавейка в ненагартованном состоянии, но это уже совершенно другая история (читайте статью «Как определить, какой металл»).
Чем грозят стальные губки? Будут греться – сталь гораздо худший проводник, чем медь или латунь. Чтобы это не произошло, вы можете переделать дешевую прищепку стоимостью 40-50 руб. (если, конечно, у вас в хозяйстве найдется немного меди или латуни, например, пластина или трубка, шина).
Что нужно сделать? Нужно открутить родные губки, которые держатся на болтах, и по ним, как по шаблону, сделать другие губки. Достаточно, чтобы они в сечении представляли собой русскую букву «П». Без особых усилий вы получите хороший контакт на некачественной прищепке!
Магнитная клемма для сварки своими руками
Преимущество использования магнитной клеммы сварщики могут оценить по достоинству, работая со сложными конструкциями, где обычный «крокодил» просто негде зацепить. А здесь кинул массу на поверхность обрабатываемого металла — и производишь сварочные работы.
Купить ее можно в любом магазине сварочной техники, однако будет ли она соответствовать вашим потребностям и быть настолько же надежной, как клемма, изготовленная самостоятельно? Все как-то держаки-трезубцы придумывают, некоторые делают в гараже «крокодилы», а вот магнитные массы мало кто берется изобретать… В общем, сделайте и будет чем похвастать перед друзьями -сварщиками!
- Сама клемма вырезается из листового металла 2мм и 0,5мм, а магнит взят из нерабочего динамика, также здесь применяется сегмент горячекатаного уголка 20х20х3мм в качестве прижимной пластины кабеля. Все остальные компоненты: винты,шайбы,гайки — стандартные.
- Подключение можно осуществить на кабель массы сварочного аппарата, заменив стандартный «крокодил», а можно отдельно укомплектовать данный тип массы байонетным соединителем и кабелем сечением 1х16мм.
Как сделать магнитную массу для сварочного аппарата в домашних условиях?
 Магнитная масса для сварки – это специальное приспособление, которое обеспечивает надежную фиксацию на металлических поверхностях. Это позволяет с комфортом выполнять сварочные работы на сложных поверхностях, где применение классических крокодиловых зажимов невозможно.
Магнитная масса для сварки – это специальное приспособление, которое обеспечивает надежную фиксацию на металлических поверхностях. Это позволяет с комфортом выполнять сварочные работы на сложных поверхностях, где применение классических крокодиловых зажимов невозможно.
Существует множество вариантов исполнения конструкции, которые зависят от условий выполнения работ. Строение данного устройства не отличается особой сложностью. По этой причине некоторые мастера предпочитают пользоваться самодельными магнитами для сварки.
Что такое?
Данное приспособление монтируется на рабочую плоскость обрабатываемого изделия. Благодаря активному магнитному полю достигается прочное крепление, создавая замкнутый электрический контур – основное условие для образования электрической сварочной дуги.
Инструмент пользуется особой популярностью у начинающих сварщиков – для ознакомления с принципами работа понадобится несколько минут. Опытные специалисты применяют магнитную массу для сварочного аппарата при ответственных работах – сварке труб большого диаметра или соединении несущих узлов из профильных материалов.
Конструкция магнитного контакта и его характеристики
Состоит из двух узлов:
- Держатель кабеля. К нему крепят кабель массы сварочного оборудования с помощью болтового соединения.
- Магнитный узел. Размер магнита зависит от особенностей исполнения. Некоторый модели оснащены механизмом, который регулирует давление магнита на рабочую плоскость. Профессиональные аппараты имеют выключатели.
Части соединяют между собой жестким креплением. Основными характеристиками устройств являются:
- Габариты и вес. Зависят от производителя и конкретной модели. Средний вес составляет 1-1,2 кг.
- Сила притяжения к поверхности. Варьируется в диапазоне от 2 до 50 кг.
- Сила сварочного тока. Максимальное значение параметра измеряется в амперах. Для моделей начального уровня он не превышает 200 А. Продвинутый инструмент способен функционировать при 400-500 А.
- Тип исполнения. Выпускают специальные фиксаторы для углов с регулировкой зазора.
Достоинства и недостатки
Электросварка – наиболее распространенный способ соединения металлических изделий. От целостности электрического контура зависит качество будущего соединения.
Именно поэтому изобретение рассматриваемого устройства вызвало у специалистов нешуточный интерес.
Популярность магнитной массы для сварки обусловлена следующими преимуществами:
- Надежная фиксация позволят сварщику сосредоточиться на работе, не отвлекаясь на регулировку зажима.
- Рабочий механизм представляет собой магнит постоянного или отключаемого действия. При условии соблюдения условий эксплуатации он может служить неограниченный срок.
- Для использования держателя не нужны какие-либо расходные материалы.
- Даже компактные модели обладают пятном контакта, достаточным для надежного смыкания.
- Прибор устойчив к резким перепадам напряжения или изменению температуры.
- Магнит можно закрепить в любое место для создания комфортных условий для выполнения соединения.
Несмотря на большое количество преимуществ, имеется ряд недостатков:
- Перед применением необходимо провести подготовку поверхности. Процедура заключается в очистке от загрязнений и посторонних частиц.
- Отсутствует возможность крепления к деталям небольшого размера, например, кругу с малым сечением.
- Невозможна работа с цветными металлами, поскольку они не магнитятся.
Как пользоваться?
Технология применения устройства не отличается сложностью. В первую очередь присоединяется сварочный кабель, после чего приступают к монтажу.
Большинство агрегатов оснащено включателями, активирующими магнитное поле. В состоянии покоя магнит не будет притягиваться к поверхности.
Для ввода в эксплуатацию нужен один человек. После контакта с рабочей плоскостью необходимо активировать прибор. По окончанию этих действий зажим в рабочем режиме.
После завершения работ следует произвести вышеописанные действия в обратном порядке. Не пытайтесь отделить от детали включенное устройство – многие модели обладают достаточно большой прочностью на отрыв. Кроме того, это может вывести из строя фиксатор.
Стоит ли покупать?
Ответ на этот вопрос может дать лишь мастер, выполняющий работы. Для начинающего сварщика, который только начал профессиональную карьеру данное приспособление способно существенно облегчить жизнь.
Если специалист работает преимущественно с цветными металлами, магнитный зажим, скорее всего, не пригодится.
У опытных работников имеется набор разнообразных фиксаторов на все случаи жизни, включая и данный прибор.
Стоимость устройства достаточно велика. При наличии знаний в области электротехники можно попытаться сделать его самому. Технология и процесс изготовления будет рассмотрен ниже.
Как сделать своими руками?
Опытные мастера стараются свести все затраты, на приобретение вспомогательного и рабочего оборудования, к минимуму. Благодаря простоте конструкции для изготовления не нужно специальное оборудование или сложный инструмент.
Для сборки самодельного прибора следует подготовить следующий инвентарь:
- Магнит. Рабочая часть агрегата. Он должен обладать достаточной мощностью для надежного крепления к металлу. Для этой цели оптимально подойдут магниты из старых автомобильных динамиков, мощностью 10-15 Вт.
- Две шайбы. Их размер должен соответствовать диаметру магнита.
- Набор метизов для фиксации сварочного кабеля.
Алгоритм выполнения работ:
- Одна из шайб будет осуществлять контакт с рабочей плоскостью. В ней необходимо сделать отверстие, соответствующее размеру шляпки болта.
- Шляпку обрезают до толщины шайбы.
- После предварительной подготовки конструкцию соединяют сваркой. Изделие должно напоминать гриб, в котором резьбовая часть болта играет роль ножки.
- На гриб надевают магнит. С обратной стороны ставят вторую шайбу.
- На резьбу крепят сварочный наконечник, фиксирую всю конструкцию с помощью гаек.
Проверку работоспособности выполняют только в полевых условиях. Критерием качества будет правильное функционирование сварочного аппарата.
Масса для сварочного аппарата своими руками – отличный способ сэкономить, а также средство для проверки своих навыков по самодельному конструированию.
Грамотно собранное устройство прослужит ничуть не меньше заводского зажима.
Заключение
Магнитная масса – полезное изобретение, способное облегчить жизнь, как начинающему, так и опытному сварщику. Устройство обладает множеством достоинств, которые оправдывают достаточно высокую стоимость.
Необходимость в наличии данного прибора в арсенале зависит только от конкретного мастера. Обладая соответствующими навыками можно собрать магнитный зажим самостоятельно, с помощью подручных материалов.
Как сделать магнитную массу для сварки
Часто дополнительные приспособления к сварочному аппарату либо плохого качества и ломаются, либо же могут отсутствовать вообще. Магнитная масса для сварки — это удобное приспособление, позволяющее закрепить ее на свариваемых деталях, и хорошая альтернатива стандартным прищепкам.
Из чего состоит такой контакт, какие положительные качества у него имеются и как его изготовить самостоятельно. Об этом дальше в статье.
Магнит или зажим
Обычно сварочные аппараты комплектуются кабелем массы с держателем зажимного типа. С первого взгляда, это удобно, такое приспособление можно надежно закрепить к практически любой поверхности (листы, металлопрокат и прочие).
Но бывают ситуации, когда нет возможности установить такую массу на заготовку или, еще чаще, она перегорает. Неплохой альтернативой станет магнитный контакт сварочного кабеля.
В чем его преимущества перед стандартным зажимом-прищепкой?

- Это возможность закрепить контакт практически на любые поверхности без особых хлопот.
- Простая конструкция практически вечна в использовании, не сломается, так как нет никаких пружинок и механизмов.
- Такая масса отлично выдерживает перепады напряжения и нагрузку, вследствие чего не перегорает.
- Большая площадь контакта обеспечивает надежное замыкание.
Но есть и свои недостатки у такого вида крепления контактов. Главный недостаток — это то, что магнитная масса для сварки будет плохо устанавливаться на маленькие по площади детали, например, пруток или арматуру. Вторым отрицательным свойством будет невозможность закрепления на свариваемые части из цветных металлов: алюминия, меди и прочих. Также со временем магнит будет загрязняться металлической стружкой и его периодически нужно очищать.
Без учета двух последних факторов, это довольно удобное приспособление, которое можно даже изготовить своими руками без лишних затрат.
Конструкция магнитного контакта
Само устройство состоит из двух частей.

- Контакт. Это точка, где к держателю закрепляется кабель массы.
- Магнит. Может быть разнообразных форм и размеров.
Эти две части соединяются между собой креплением. Вес магнитная масса для сварки будет иметь в зависимости от размеров. Например, магнитная клемма для сварки от компании ESAB весит около 850 грамм.
Главное в такой конструкции — простота, за счет которой обеспечивается надежность функционирования и бесперебойная работа.
Самостоятельное изготовление
Конечно, такой крепеж сварочной массы можно просто приобрести. Производители, которые изготавливают сварочное оборудование, выпускают и дополнительные приспособления в виде креплений. Но это лишние финансовые потери, такой контакт можно изготовить самостоятельно.
Изготовление магнитного контакта для сварочного кабеля своими руками довольно простое. Понадобится минимум инструментов, а детали могут быть под рукой.
Что для этого нужно:

- Во-первых, магнит. Это главная деталь всего устройства, которая обеспечит надежность крепления. Чаще всего можно увидеть самоделки, сделанные из магнита от автомобильных динамиков.
- Во-вторых, две шайбы по размеру магнита. Если использовать автомобильный динамик, то на одну из шайб можно наварить болт для дальнейшей сборки.
- В третьих, болт и гайка для зажима кабеля.
Сборку всей системы проводят таким образом:
- Шайбы можно изготовить из листового металла, по размеру магнита. Если это динамик, то он обычно имеет круглую форму. Соответственно и шайбы должны быть такими же.
- У нижней (та, что будет служить непосредственно контактом) сверлят отверстие по диаметру шляпки болта.
- Саму верхушку болта нужно сточить до толщины шайбы.
- Теперь эту конструкцию сваривают и зачищают. Должна получиться деталь в виде гриба с ножкой из резьбы.
- Магнит надевают на болт, а сверху — вторую шайбу.
- Теперь на шток с резьбой крепят конец кабеля массы и всю конструкцию стягивают гайкой.
Так с простейшего материала собирается элементарная масса для сварки на магните. Ее бесперебойная работа будет доказательством правильной сборки. Размеры такого контакта будут зависеть от габаритов магнита. Круглые массы заводского изготовления обычно имеют диаметр около 50-60 миллиметров.
Для опытного сварщика, знающего принцип работы массы на сварочном аппарате, изготовить требуемое крепление не составит труда. Самым примитивным контактом может стать закрепленный к кабелю кусок прутка, который закрепляют к заготовке парой точек сварки. Но, конечно, такое приспособление очень неудобно в использовании.
Также можно сделать самостоятельно и магнитный держатель для электродов. Что тоже уже зависит от личных предпочтений в удобстве работы.
Самодельная клемма на магните хороший вариант экономии средств. Хотя использовать такое крепление или нет — это уже смотрят на личные удобства в работе. Если сварка используется редко (как обычно в быту), то можно попросту обойтись стандартным зажимом.
Что Вы думаете по поводу удобства такого приспособления? Насколько целесообразно покупать или изготовить такую клемму массы? И стоит ли приобретать такое крепление заводского изготовления, если можно сделать его самостоятельно в своей мастерской? Возможно, у Вас иметься личный опыт по использованию, тогда просим поделиться им в блоке комментариев и принять участие в обсуждении.
держак и зажим массы.
Кто чем пользуеться, у кого какой держак электродов и зажим массы.
Большинство знакомых пользуються самодельным трезубцом в качестве держака, а зажима для массы видел только у одного, и тот сказал туфта и непользуеться им. Решил себе сделать зажим массы вот из такой штуки (так называемые ручные тиски).[
]( )
Зажимает отлично контакт явно будет лучше чем у спец. зажима.
ZeRRon написал :
сделать зажим массы вот из такой штуки
Отличная идея — сам давно о таком варианте думал, но еще в запасе «нулевый» зажим массы валяется
Только верхние и нижние «губки» нужно медным проводником соединить, иначе ненадолго хватит
А стОит «овчинка выделки»? Просто опять сразу вопрос. Для кого это надо? Если варишь по 8 часов в день, то видимо стоит. а если для дома, для семьи. Это же тоже надо учитывать
ZeRRon написал :
сделать зажим массы вот из такой штуки (так называемые ручные тиски).
Если таких зажимов ржавых- ведро, то можно. Только зачем? Если целые есть, то продать и купить нормальный, сварочный зажим (ампер на 300 или более). 1. Расстояние между губками мало. 2. Не медный сплав. 3. После доработки преимущество в удобстве зажимания может исчезнуть (кабель начнет мешать). Вывод: неудобно, очень неэкономично. Эти тиски лучше оставить для будущих сварочных работ, он ещё тысячу раз пригодится по своему прямому предназначению (даже ещё штук несколько захочется прикупить)
Sergi42 написал :
Если таких зажимов ржавых- ведро, то можно. Только зачем? Если целые есть, то продать и купить нормальный, сварочный зажим (ампер на 300 или более). 1. Расстояние между губками мало. 2. Не медный сплав. 3. После доработки преимущество в удобстве зажимания может исчезнуть (кабель начнет мешать). Вывод: неудобно, очень неэкономично. Эти тиски лучше оставить для будущих сварочных работ, он ещё тысячу раз пригодится по своему прямому предназначению (даже ещё штук несколько захочется прикупить)
Золотые слова. Присоединяюсь. Да и потом, намучаетесь Вы с такой массой бегать при монтаже, прищепка гораздо удобнее, да и не так дорого стоит.
ZeRRon , за цену такого зажима можно купить 2 хороших 400А зажима массы.их хватит на 20 лет.
ТЕХНИК 40 написал :
за цену такого зажима можно купить 2 хороших 400А зажима массы.
Хорошие зажимы массы по 30 гр — не смешите
Такие ручные тиски китайские в Эпицентре от 60 гривень стоят.
У пружинного зажима массы усилие на сжатие — 10-25 кг, а даже у дешевых ручных тисков — 150-200 кг — что лучше продавит ржавчину?
Никто же ни кого не заставляет делать и обсуждается идея, а не цена

ТЕХНИК 40 написал :
есть еще такие
вот на замену таким и годятся модернизированные ручные тиски, только цена тисков в три-четыре раза дешевле и они есть, а девайсы, что на картинках, у нас, например, даже под заказ не купишь, пытался, экзотика
Да и закрепляются и снимаются тиски на детали одной рукой, в крагах, если размер деталей одинаковый, а эти девайсы только двумя
Всётаки думаю эти тиски имеют право на существование но естественно с доработкой.
А что скажите по поводу держака электрода, сам пользуюсь заводским, но приходилось пользоваться и самодельным трезубцем. Ощющение от самодельного лучше элетрод както по жёстче держиться да и в любом положении можно зажать.
7351 написал :
Хорошие зажимы массы по 30 гр — не смешите
Такие ручные тиски китайские в Эпицентре от 60 гривень стоят.
У пружинного зажима массы усилие на сжатие — 10-25 кг, а даже у дешевых ручных тисков — 150-200 кг — что лучше продавит ржавчину?
Задача зажима не продавить ржавчину, а проводить максимальный ток. И усилие зажима играет здесь не первую роль. Можно и нужно зачистить место контакта от ржавчины. А на
зачищенное место можно медносплавный зажим иногда просто положить и придавить кирпичом или даже ногой- достаточно бывает
. Если не зачищать, то тиски (в показанном виде) выйдут из строя ещё быстрее, чем любой самый простой сварочный зажим. Если переделывать тиски и делать из них удобный, надежный зажим, то он станет дороже фирменных, при том, что перестанет быть миниатюрным, легкозажимаемым.
Никто же ни кого не заставляет делать и обсуждается идея, а не цена
Обсуждается не идея, а конкретное предложение. Если взять только идею и реализовать в заводских условиях с сохранением достоинств существующих зажимов, то это будет другой зажим и новая тема для обсуждения.
Просто вопрос: почему на многих качественных (в т.ч. для больших токов) зажимах нет пружин?
7351 написал :
но еще в запасе «нулевый» зажим массы валяется
У меня один нулевый, а другой самопальный из струбцины (со штатным проводом) остались. А идея интересная.
ZeRRon написал :
А что скажите по поводу держака электрода, сам пользуюсь заводским, но приходилось пользоваться и самодельным трезубцем. Ощющение от самодельного лучше элетрод както по жёстче держиться да и в любом положении можно зажать.
Сила привычки, однако
Но привыкать надо к лучшему. Думаете, сотни тысяч сварщиков по всему миру варят заводскими держаками потому, что так круто? Нормальный заводской держак: 1. Как правило, дает больше степеней свободы закрепления электрода. Дает более быстрый зажим и более быстрое отсоединение от электрода (в случае залипания, или когда раскален огарок в пару см.) 3. Как правило, лучше отводит тепло. 4. ВСЕГДА лучше проводит ток, причем стабильно. А вот в самодельном- ток запросто может меняться от одного электрода к другому, в зависимости от получившегося контакта. Профи сварщики, работающие на ответственных конструкциях с качественным оборудованием, чувствуют изменение в токе сварки в 2-3 ампера. Для дачного забора не критично, конечно. У меня, например, лет 7 назад в последние дни дачного сезона развалился самодельный держак. Не оставлять же незавершенку из-за маленькой проблемки на следующий год. Все соседи уже съехали. Отсоединил держак. Прилепил электрод к кабелю (обкрутил жилами и прижал рукой в верхонке) и обварил держак. Если бы не получилось, то можно было бы ещё кучу способов придумать типа держаков. Только зачем? Сейчас хороший заводской держак стоит рублей 400?. Служит для дачных дел годами. А если при каждой вставке электрода немного его прокручивать для лучшего контакта и не использовать держак в качестве молотка, например, то он прослужит очень долго ИМХО.
Зажим массы
В список основных приспособлений, необходимых для осуществления ручной электродуговой сварки, входят следующие предметы: электрододержатель; сварочный кабель к держателю; обратный кабель; клемма заземления (зажим массы).
Достаточно часто данные комплектующие не обладают высоким качеством и требуют немедленной замены. Бывают случаи, когда замена понадобится исполнителю после непродолжительной эксплуатации.
Общие рекомендации по выбору
Выбор любого технического устройства или приспособления требует тщательного и внимательного подхода. Правильно подобранная клемма массы сможет обезопасить исполнителя от поражения током, станет гарантом получения качественного и надежного соединения. Чтобы подобрать оптимальный зажим массы сварочный, следует обратить внимание на следующие важные аспекты.
- Нужно выбирать известные и проверенные торговые марки, что поможет избежать приобретения контрафактной продукции. Человеку, не обладающему достаточным опытом, очень сложно отличить подделку от оригинального изделия. Поэтому нужно покупать товары только у специализированных продавцов и поставщиков.
- Зажим массы для сварочного аппарата следует подбирать с учетом максимального тока, который выдает агрегат.
- Также зажим должен уверенно выдерживать вес подключаемого кабеля.
- Если в качестве сжимающего механизма выступает пружина, то её свойств должно быть достаточно для надежного контакта с рабочим изделием.
- Одну из главных ролей играет угол раскрытия клеммы, величины которого должно быть достаточно для уверенного крепления к деталям различных размеров.
Типы зажимов массы
Зажимы массы для сварочных аппаратов, в зависимости от характера фиксации, могут быть нескольких типов. Далее мы рассмотрим основные виды зажимов, а также их преимущества и недостатки.
1. Зажим массы сварочный «крокодил»
Наиболее часто исполнители применяют для заземления зажим типа «крокодил» («прищепка»), который крепится непосредственно к детали.
Достоинства:
- надежность соединения с поверхностью детали;
- удобство и быстрота использования;
- минимальное сопротивление соединения;
- возможность произвести фиксацию деталей различной геометрической формы, в том числе со сложной конфигурацией;
- большая степень раскрытия.
Также следует выделить основные недостатки:
- невысокий, по сравнению с другими типами, уровень прочности некоторых компонентов — пружина;
- данный тип зажима применяется только в тех случаях, когда существует возможность крепления непосредственно к изделию.
Зажим типа «крокодил» необходимо выбирать, полагаясь на общие рекомендации. Клеммы данного вида выпускаются в трех основных модификациях: зажим массы 300А, 200А и 500А. В зависимости от модели сварочного аппарата и силы тока, которую он выдает, нужно определить оптимальную модификацию. Для проведения работ на профессиональном уровне рекомендуется приобретать зажим на 400-500А.
Полезное видео
Рекомендуем посмотреть советы, как продлить жизнь прищепки, которая шла в комплекте с аппаратом и что учесть при покупке новой.
2. Магнитная масса для сварки
Сварщики достаточно часто используют магнитный зажим массы. Данный тип обладает целым спектром достоинств:
- возможность закрепить контакт на любую поверхность или конструкцию, в том числе и на трубы;
- простота конструкции обеспечивает долговечность и бесперебойную работу;
- отсутствие пружин и других механизмов также способствует долгой эксплуатации;
- магнит на массу для сварки способен выдерживать перепады напряжения и не перегорать;
- успешно применяется в труднодоступных местах;
- большая площадь контакта гарантирует надежность крепления.
Недостатки:
- ненадежное крепление контакта на малые по площади детали, например, арматура;
- невозможность закрепления зажима на изделия из цветных металлов;
- магнит нужно периодически очищать от загрязнений, в частности от металлической стружки;
- следует избегать перегрева магнита, иначе он может размагнититься; перегрев случается, если клемма крепится на грязную поверхность.
3. Струбцина
Зажимы массы для сварки типа струбцина применяются реже, чем два перечисленных выше вида. Данная разновидность клемм также обладает несколькими достоинствами:
- высокая степень надежности крепления, так как фиксация осуществляется с помощью винта с шестигранной головкой;
- хороший контакт с рабочим изделием обеспечивает плавный переход тока.
В качестве недостатков можно выделить достаточно сложное строение механизма и сравнительно большие габариты клеммы.
4. Центратор
В редких случаях специалисты выделяют зажим типа центратор, предназначенный для центрирования и прихватки предварительно расположенных в нужном положении труб. Также может применяться для соединения сварочных деталей.
Преимущества данного типа:
- обеспечение плотного контакта;
- гарантирует точность сварки;
- подходят для труб различных диаметров.
Недостатки:
- ограниченная сфера применения;
- высокая стоимость, по сравнению с другими типами зажимов.
Полезное видео
Рекомендуем посмотреть ролик, который содержит рекомендации, как продлить жизнь комплектной массы крокодила и какую лучше выбирать для покупки.
И еще один обзорчик от опытного сварщика, в котором есть некоторые хитрости.
Популярные модели
Рассмотрим популярные сварочные зажимы массы. На рынке по продаже расходных материалов для сварки представлено большое разнообразие зажимов массы как отечественного, так и зарубежного производства. Далее мы рассмотрим наиболее востребованные модели.
Зажим массы Ergus 300А Профи, производитель — Quattro Elementi (Италия). Характеристики: тип «крокодил»; доступная цена; высокое качество; небольшой вес;поддерживает ток до 300А, что отлично подойдет для домашнего мастера.
Зажим массы Skrab 27621 300А (на картинке), производство — Италия. Является одним из наиболее оптимальных вариантов для проведения работ в домашних условиях.
Популярными клеммами заземления являются модели российского производителя «Корд». Московская компания предлагает зажимы с различным типом механизма.
Для выполнения сварочных работ в промышленных или производственных условиях рекомендуется выбирать зажим массы 500А и более.
Зажим массы Elitech 500А, производство — Китай.
Масса для сварки своими руками
Для желающих создать зажим собственными руками и сэкономить финансовые средства предлагаем ознакомиться с инструкцией.
Магнитная масса для сварки является если не наиболее распространенной, то наиболее желанной, поэтому процесс её изготовления будет показан далее.
Процесс отличается простотой, понадобится минимум инструментов, а детали могут быть под рукой.
Исполнителю понадобится: магнит; две шайбы по размеру магнита можно изготовить из листового металла; болт и гайка для зажима сварочного кабеля.
Держатель массы сварочный собирается в несколько этапов:
- у шайбы, которая будет служить контактом, сверлят отверстие, соответствующее диаметру шляпки болта;
- верхушку болта необходимо сточить до толщины шайбы;
- затем эту конструкцию сваривают и зачищают; должна получится деталь в виде гриба с ножкой из резьбы;
- магнит надевают на болт, сверху — вторую шайбу;
- в последнюю очередь на шток с резьбой крепится конец кабеля, всю конструкцию стягивают гайкой.
Такая самодельная масса для сварки будет хорошим вариантом экономии средств и подойдет для домашних мастеров. Хотя найдется и немало критиков. Что выбирать, самоделку, дешевое изделие или дорогой профессиональный инструмент, выбирайте сами.
Ремонт квартиры своими руками
Советы мастера со стажем
Подписки:
Свежие записи
Как выбрать клемму массы (для сварочного аппарата)
При покупке сварочного аппарата обычно в комплекте к нему прилагаются следующие приспособления:
- сварочный кабель к нему;
- обратный кабель,
- клемма массы.
Если приобретаемый инверторный источник питания (сегодня уже практически никто не пользуется трансформаторами для сварки) рассчитан на бытовые работы, то в большинстве случаев все эти комплектующие требуют немедленной замены. Особенно, если речь идет о китайских сварочных аппаратах, доля присутствия которых сегодня на рынке сварочной техники составляет около 98%, хотя манагеры (недобросовестные продавцы) и пытаются «впарить» их как итальянские, чешские, датские, французские и тому подобное.
Если же замена не произошла сразу, она обязательно потребуется после непродолжительного времени эксплуатации. Обычно бесплатно инвертор комплектуется электрододержателем КВ-200, который стоит 3$ (представьте по какой цене его отпускает завод-изготовитель), соответственно, это эконом-версия и экономят здесь на используемых для изготовления материалах. Это касается токоведущих частей, изготовленных, как правило, из металла с покрытием под латунь или медь, некачественной пластмассы. Для сварки время от времени в быту КВ-200 может прослужить долгое время, однако, при более интенсивных режимах (например, если вы хотите вырезать электродом в металле отверстия) или просто при продолжительной сварке он перегреется, и в прямом смысле этого слова развалится. Но со временем, даже при щадящем использовании, пружина, которая зажимает губки держака, ослабляется и не держит электрод жестко, он начинает шататься. Это действует отрицательно на стабильности дуги, сказывается на качестве сварных швов, но, самое главное, сказывается на нервах сварщика.
Кабель обычно тоже желает лучшего: короткий, вместо медной жилы используется алюминий с гальваническим покрытием.
Все то же относится и к клемме массы. При интенсивной сварке она скорее всего сгорит, со временем ослабляется пружина и, соответственно, контакт. Подобное может также происходить из-за коррозии металлических губок, которые нужно постоянно зачищать до блеска.
Как выбрать хорошую массу, если старая по каким-то причинам пришла в негодность или вы ее изначально решили не использовать (по причине некачественного исполнения)?
Выбирайте торговые марки, которые имеют уже сформировавшуюся положительную репутацию. На самом деле, вы не застрахованы от контрафактной продукции, которую неспециалисты не могут отличить от оригинальной. Покупайте в специализированных магазинах с устоявшейся репутацией.
Масса должна быть подобрана с учетом максимального сварочного тока вашего аппарата и уверенно удерживать вес подключаемого сварочного кабеля. Если в роли основного «сжимающего органа» в массе используется пружина, ее пружинящих свойств должно быть достаточно для обеспечения усилия, необходимого для достижения надежного контакта с изделием. Ключевую роль играет величина раскрытия клеммы, которой должно быть достаточно для уверенного крепления к изделиям различных размеров (в том числе больших).
По конструктивным особенностям и характеру фиксации клеммы заземления разделяют на несколько типов:
- Струбцина
- зажим «Прищепка»
- Магнитная клемма
Каждая имеет свои достоинства и недостатки. Струбцина гарантирует надежный «железный» контакт, потому что фиксируется она жестко при помощи винта. «Прищепка» имеет наибольшее распространение благодаря быстрой фиксации даже на изделиях сложной геометрической формы. Магнитную массу удобнее всего использовать там, где предыдущие две не работают: например, при сварке труб большого диаметра.
Выбирайте по характеру предстоящей работы, какая конструкция массы будет для вас оптимальной.
Рекомендации по выбору и эксплуатации клеммы массы типа «Прищепка» (или «Крокодил»)
Как уже было сказано, чаще всего в быту используют зажим массы, внешне похожий на обычную бытовую прищепку для фиксации белья, только многократно увеличенную. Поэтому расскажем о ней подробно в завершающей части нашей статьи.
Такая масса часто выходит из строя по причине некорректной эксплуатации. Знание того, как работает «прищепка», поможет продлить срок ее службы. Обратите внимание, на любой «прищепке» есть медная, омедненная, либо латунная шина, передающая электрический контакт от первой зажимной губки ко второй. Подключаемый металл изделия, сварку которого вы планируете осуществить, не должен касаться шины. Постоянный контакт с шиной приведет к ее порче. Варианты правильного и неправильного подключения показаны на фото.
Пружина позволяет фиксировать «прищепку» на изделии. Однако часто возникает проблема, когда контакт, который подходит с помощью провода к одной прижимной губке, проскакивает через пружину к другой. Пружина начинает нагреваться и теряет свою твердость и жесткость, как следствие, ослабевают пружинящие свойства – клемма массы приходит в полностью неработоспособное состояние.
Если хотите приобрести хорошую «прищепку» для сварки, покупайте предназначенную для профессиональных работ с запасом на 400 …500А. Какие конструктивные особенности имеют подобные изделия:
- Мощная пружина, способная обеспечить действительно надежный контакт;
- Большая степень раскрытия иногда очень выручает;
- Медная шина в таких «прищепках» размещена так, что с ней невозможен физический-электрический контакт.
 Достаточно часто у сварщиков возникает проблема соединения кабелей. Данный вопрос может возникнуть по нескольким причинам: провод, которым укомплектован сварочный аппарат, обладает недостаточной длиной, во время работ произошел обрыв или повреждение шнура. Таким образом, исполнителям важно знать, как правильно соединить сварочные кабели и удлинить их.
Достаточно часто у сварщиков возникает проблема соединения кабелей. Данный вопрос может возникнуть по нескольким причинам: провод, которым укомплектован сварочный аппарат, обладает недостаточной длиной, во время работ произошел обрыв или повреждение шнура. Таким образом, исполнителям важно знать, как правильно соединить сварочные кабели и удлинить их.
Что это и зачем нужны?
Сварочные клеммы представляют собой специальный держатель в виде прищепки. Такие зажимы типа «крокодил» соединяют между собой кабель и металлическую деталь.
Такие клеммы часто называют зажимами массы. Они создают максимально надежный контакт в зоне подключения. А также они применяются для надежной фиксации деталей.

Подобные элементы используются для создания заземления – это дает возможность сделать сварочную работу более безопасной, предотвратить воздействия электрического тока.

Многожильный провод
Как сделать многожильный провод подходящего сечения для сварочного аппарата? Есть такой способ. На расстоянии 30 метров (больше или меньше, в зависимости от расчетов) надежно крепятся два крюка. Между ними натягивается нужное количество тонкого провода, из которого будет составлен многожильный проводник. Потом один конец снимается с крюка и вставляется в электродрель.

На малых оборотах пучок проводов равномерно закручивается, его общая длина будет несколько уменьшаться. Концы провода зачистить (отдельно каждую жилу), залудить и хорошенько пропаять. Затем изолировать весь провод, желательно изоляционным материалом на текстильной основе.

Магнитная масса для сварки. Плюсы и минусы
Как и всего на свете у этого устройства существуют как положительные стороны, так и отрицательные. Рассмотрим плюсы и минусы магнитной массы для сварки. Некоторые пункты ниже будут иметь смысл только в сравнении с прищепкой.
Секундочку внимание! Задавались хоть раз вопросом — почему стреляет сварочный полуавтомат? Мы ответили на этот вопрос одному из наших коллег…
Плюсы:
- Простота в эксплуатации
- Возможность использовать в тех местах, где не к чему прицепить прищепку
- Надежность зацепа — отвлекаться не придется, масса мертво фиксируется на поверхности
- Неограниченный срок использования
- При надежной фиксации масса не греется
Минусы:
- Постоянное загрязнение магнитной поверхности металлической стружкой и окалиной. Требует регулярной отчистки металлической щеткой.
- Необходимость предварительной отчистки места стыковки массы с металлом для плотного крепления и исключения возможности нагрева массы.
- Магнитное поле. В непосредственной близости к магнитной массе невозможно качественно выполнить сварку. Все дело в магнитных полях, которые то и дело приводят в движение сварочную дугу…
- Серьезный недостаток заключается в том, что полноценно использовать магнитную массу невозможно при работе с цветными металлами. Сами понимаете по какой причине. Использовать конечно возможно, но если просто положить массу на поверхность сварки.
Как видите имеются и плюсы и минусы. Но это нормально! Многие найдут для себя весомые положительные стороны, которые перекроют отрицательные.
Как удлинить кабель на инверторе
Обычно инвертор укомплектован проводом длиной не более двух метров. С таким кабелем работать достаточно проблематично, неудобно. Поэтому у исполнителей часто возникает вопрос: как удлинить кабель на сварочном аппарате?
Ранее мы рассматривали, что соединение сварочных кабелей следует производить несколькими способами, каждый из которых применяется в зависимости от навыков исполнителя, от наличия или отсутствия специализированного оборудования и дополнительных принадлежностей.
Совет! В большинстве случаев владелец сварочника производит соединение сварочных кабелей для держателя и массы в один более длинный провод и применяет его для подключения к массе. А для электрододержателя сварщик покупает часть кабеля необходимой длины.
Важно знать, как нарастить сварочный кабель. Соединение сварочных кабелей при наращивании может выполняться следующими методами: сварка; пайка; опрессовка.
Стоит также отметить мнение некоторых профессионалов, которые выступают против удлинения проводников. Слишком длинные кабели могут отрицательно повлиять на работоспособность аппарата. Кроме этого, чем длиннее провод, тем больше потери тока, что может негативно сказаться на качестве сваривания.
Технические характеристики
В специализированных магазинах любой покупатель сможет увидеть большое разнообразие различных сварочных клемм с разными техническими параметрами. Важной характеристикой для данного инструмента является значение номинального тока. Чаще всего оно составляет 200, 300 и 500 ампер.
При выборе подходящей клеммы следует обязательно учитывать силу тока, при которой будут проводиться работы.

Еще одним важным показателем будет продолжительность включения при максимальной величине токе. Для клемм данное значение чаще всего составляет 35%. К таким параметрам можно отнести и массу изделий. Как правило, она достигает 300-500 граммов. Самые легкие модели можно прикрепить практически к любому месту – благодаря маленькой массе они не будут смещаться во время сварки, обеспечивая довольно хороший контакт.

Установка и подключение агрегата
Чтобы эффективно и безопасно использовать инвертор, прежде всего, необходимо правильно подготовить его к работе. Этот процесс проводится в несколько этапов. Первая задача – это установка и подключение агрегата. Установка инвертора должна выполняться по определенным правилам:
- агрегат нужно размещать так, чтобы он находился на расстоянии не менее 2 м от стен или каких-либо предметов;
- аппарат должен быть обязательно заземлен;
- место сварки нужно выбирать так, чтобы оно было вдали от воспламеняющихся предметов;
- варить рекомендуется либо на свободной площадке, либо на столе из металла.
Подключить инвертор можно как к бытовой сети (220 В), так и к сети, с напряжением 380 В, которая обычно используется на производстве. Если предполагается использовать агрегат вдали от электрических сетей, то его можно подключить к генератору, дизельному или бензиновому.
Подключение к электросети
Подключение сварочного аппарата к бытовой электросети нередко вызывает проблемы. Причиной их возникновения может быть старая проводка или недостаточный диаметр ее проводов. Обычно проводка рассчитана на ток до 16 А. А поскольку все включенные приборы в доме могут превысить это значение, то в целях безопасности устанавливаются автоматические выключатели (автоматы). Поэтому при подключении необходимо знать мощность сварочного аппарата, чтобы он не вызвал срабатывание автомата.

Подключение инвертора к бытовой сети
Также следует обратить внимание на просадку сети. Если при включении инвертора вы заметите понижение напряжения в электросети, то это говорит о недостаточном сечении проводов. В таком случае необходимо измерить, до каких значений понижается напряжение. Если оно падает до значений ниже минимальных, с которыми может работать инвертор (указано в инструкции), то подключать аппарат к такой сети нельзя.
Использование удлинителя
Сетевой кабель, подсоединенный к инвертору, отвечает всем требованиям по мощности и не вызывает проблем при подключении. Но если его длины не хватает, то следует подбирать удлинитель с сечением провода не менее 2,5 мм2 и длиной не более 20 метров. Таких параметров удлинителя будет достаточно, чтобы инвертор мог работать с током до 150 А.
Следует помнить, что при подключении аппарата к сети через переноску оставшуюся ее часть не следует держать смотанной, поскольку при включении агрегата она превратится в катушку индуктивности. В результате проводники перегреются, и удлинитель выйдет из строя.

Подключение к генератору
В случаях, когда нет возможности подключить аппарат к электросети, можно подсоединить его к генератору, работающему либо на бензине, либо на дизельном топливе. Наибольшее распространение получили бензиновые электростанции. Но для подключения сварочных аппаратов подходят не все их них. Чтобы инвертор мог эффективно работать, генератор должен иметь мощность не менее 5 киловатт и выдавать стабильное напряжение на выходе. Перепады в напряжении могут вывести сварочник из строя.
Также следует учитывать, с каким диаметром электрода вы будете работать. Например, если электрод будет иметь диаметр 3 мм, то потребуется рабочий ток около 120 А с напряжением дуги 40 В. Если рассчитать мощность сварочного инвертора (120 х 40 = 4800), то получим значение 4,8 кВт. Поскольку это будет потребляемая мощность, то электростанция, способная выдавать лишь 5 кВт, будет работать на пределе своих возможностей, что значительно снизит ее срок службы. Поэтому генератор нужно выбирать с некоторым запасом по мощности, примерно на 20-30% выше той, которую потребляет инвертор.

«Крокодил»
Данный вариант является самым распространенным. Нередко такие зажимы продаются в одном комплекте со сварочным оборудованием. Приспособление довольно удобно в применении, при необходимости его можно быстро и легко поменять одним нажатием руки. А также такой стандартный вариант можно прикрепить к металлической конструкции любой формы.


Но при этом он обладает и некоторыми недостатками:
- сложность присоединения к трубам с большим значением диаметра;
- трудное использование на угловых поверхностях (в таких случаях к изделию дополнительно приваривают небольшой «рожок», также можно взять провод с большой длиной).

Магнитная масса для сварки своими руками
Магнитную массу для сварки довольно просто сделать собственными руками. Это может быть актуальным в том случае, когда нет возможности или желания тратить на её покупку денег. А стоит такая масса выше чем стандартная прищепка.
Магнитную массу возможно сделать из подручных материалов, которые скапливаются практически в каждом доме или гараже. Затраты времени на её изготовление тратить много не придется, так же как и сил. Подобное устройство возможно сделать буквально за 30 минут.
Изготовление магнитной массы видео
Чем читать текст о том, как сделать магнитную массу своими руками, лучше посмотреть видео. Где наглядно рассказано и показано что и как делать.
Видео
Link
Магнитная масса для сварки на прищепке
Фиксирующие элементы
Такие разновидности не только обеспечивают заземление, но и позволяют легко зафиксировать металлические детали между собой в процессе сварочных работ. Эти элементы также подразделяются на несколько отдельных групп:
- стяжки и зажимы;
- струбцины;
- распорки и центраторы.


Фиксирующие зажимы и стяжки чаще всего используются для стягивания концов изделий и кромок, закрепления их в таком положении. Это дает возможность сделать конструкцию более устойчивой к возможным ударам электродов, а также предотвращает деформацию металла при повышении температурного режима.
Положение фиксации производится плотным сжатием ручек. При этом нужно выставить подходящие размеры зева. Делают это при помощи небольшого винта на инструменте.

Распорки считаются самым подходящим вариантом для случаев, когда необходимо соблюдать определенное расстояние между отдельными частями свариваемой конструкции. А также такие фиксирующие устройства отлично подойдут для того, чтобы немного исправить деформации металла.

Струбцины представляют собой специальные стягивающие инструменты, оснащенными зажимными винтами. Они позволяют закреплять металл определенных размеров и форм.
Сами струбцины также могут быть разных форм и размеров. Все они оснащены регулятором зева. Наиболее распространенными являются угловые модели. Они обеспечивают фиксацию металлических элементов, которые свариваются под углом 90 градусов встык.

Центраторы представляют собой особые устройства, которые обеспечивают совмещение друг с другом осей и кромок деталей. Такие модели могут быть или внутренними, или внешними.

Магнитная масса для сварки, стоит ли покупать?
У многих из вас, в голове крутится вопрос, сделать самом или купить… Дело конечно каждого, так сказать индивидуальное. Но если у вас нет лишнего времени или попросту желания для изготовления магнитной массы, то конечно лучше купить. В магазинах предоставлен серьезный ассортимент. Так что, каждый сможет выбрать что-то непосредственно по своим потребностям и индивидуальным взглядам…
Собственно Купить магнитную массу для сварки можно и через интернет.
Рекомендации и советы по выбору магнитной массы
Для тех, кто уверен в том, что хочет купить магнитную массу для сварки оформлялся данный абзац. И так, на что обратить внимание при выборе, какая масса лучше для дома и гаража, а какая для производства. Возможно вы ищите магнитную сварочную массу для поездок на монтаж металлоконструкций. Всем эти требования может удовлетворить магнитная масса.
Тем временем, вы можете ознакомиться с таким чудом для сварки как маска с подачей воздуха.
И так, если вам нужна магнитная масса для поездок на монтаж, выбирайте легкую и менее габаритную, а так же, с функцией включения и выключения магнитного поля. Во-первых, во время монтажа металлоконструкций не редкость, когда необходимо выполнять сварочные работы на высоте. Более того, монтаж это условия не всегда комфортные. Вообщем, чем масса будет меньше и легче, тем комфортнее окажется процесс её использования, да и весь рабочий…
Если же вы выбираете сварочную магнитную массу для гаража или домашней мастерской. А в указанных условиях, как правило, сварочные работы производятся стационарно… Выбирайте массу с силой примагничивания в районе 5 кг. А так же, обратите внимание на силу тока, с которой она сможет работать — 200-250 А.
В том случае, если рассматриваемое магнитное устройство необходимо для производственных сварочных нужд, следует выбрать мощное и надежное. Сила тока должна составлять не менее 300 А, а усилие прижима как минимум 10 кг. Так же, желательно рассмотреть магнитную сварочную массу с функцией настройки силы примагничивания и кнопкой включения и выключения магнитного поля.
Как выбрать клемму заземления. Как доработать (улучшить) или изготовить самостоятельно

Из-за некачественного контакта процесс сварки будет постоянно прерываться. Поэтому зажим массы нужно выбирать, исходя из следующих соображений:
- С учетом максимального рабочего тока сварочного аппарата;
- Он должен удерживать вес подсоединяемого кабеля;
- Усилие сжатия пружины должно обеспечивать надежный контакт с изделием или медной подкладкой, на которую оно установлено;
- величина раскрытия клеммы должна гарантировать надежное крепление на конструкциях малых и больших размеров.
Клеммы массы бывают нескольких трех типов:
- струбцина;
- прищепка «Крокодил»;
- магнитный зажим.
Если в работе возникла ситуация при которой проблематично ухватиться струбциной или «крокодилом», вы легко сделаете это с помощью магнитного зажима. Магнитом вы без проблем закрепитесь на любой поверхности, будь то труба или конструкция сложной формы.
Магнитная прищепка
Такие клеммы производятся в 2-х вариантах: постоянные и электромагнитные модели. А также они подразделяются на универсальные (применяются для простого крепления к металлическим деталям) и угольники (предназначаются для сварки конструкций под определенным углом).
Магнитная основа позволяет обеспечивать прочное присоединение и к самим клеммам, и к отдельным металлическим частям. После их использования на поверхности изделия не будет следов, хотя многие модели других клемм оставляют их на металле.

Магнитные образцы прочно фиксируются во время сварки, их смещения в процессе работы не произойдет. Кроме этого, такие модели можно закрепить практически в любое место, поэтому их удобно использовать при сварке в труднодоступных местах конструкций.
Но магнитные клеммы лучше не брать для работы с мелкими изделиями, в том числе с проволокой или арматурой. Данное устройство следует регулярно полностью очищать от металлической стружки.
Место под его креплением надо своевременно зачищать, чтобы на нем не образовался слой грязи.

Как соединить между собой
Следует помнить, что от надежности контактных соединений проводников зависит безопасность исполнителя и качество выполняемых работ. К соединениям предъявляются высокие технические требования. Но в первую очередь они должны обладать устойчивостью к ударам, разрывам и другим механическим воздействиям. Поэтому очень важно знать, как как соединить два сварочных кабеля между собой.
Выделяют следующие, наиболее популярные способы соединения сварочных кабелей, каждый из которых обладает собственными достоинствами и недостатками.
Рассмотрим соединение сварочных кабелей более подробно.
 1. Наиболее простым способом является применение дополнительных принадлежностей – сварочные разъемы для соединения кабелей. Они делают работу простой, быстрой и удобной. Кроме этого, использование разъемов положительно сказывается на мобильности оборудования.
1. Наиболее простым способом является применение дополнительных принадлежностей – сварочные разъемы для соединения кабелей. Они делают работу простой, быстрой и удобной. Кроме этого, использование разъемов положительно сказывается на мобильности оборудования.
На рынке представлено большое разнообразие данных аксессуаров, отличающих между собой техническими характеристиками. Соединение сварочных кабелей: “папа-мама” – является классификацией, основанной на различиях конструкции разъемов. О том, как правильно выбирать разъемные соединения сварочных кабелей, и на что следует обращать внимание Вы можете узнать здесь.
2. Соединение “скруткой” является первым и самым старым способом, характеризуется достаточно простым выполнением, качеством и надежностью.
Основные недостатки: данный метод запрещен группой нормативных документов ПУЭ (“Правила устройства электроустановок”); является промежуточным этапом перед выполнением сварки или пайки.
Видео
Запрещенность метода ПУЭ не мешает самодельщикам его успешно применять, как показано в ролике ниже.
“Скрутка” может выполняться несколькими способами, которые представлены далее на картинках. Независимо от выбранного способа следует произвести удаление изоляции жил не менее, чем на 3-4 см. Затем участки жил необходимо обработать ацетоном или уайт-спиритом, зачистить наждачной бумагой и можно приступать к скручиванию.
Существуют также способы соединить сварочные кабели при наличии определенного набора оснащения и дополнительных аксессуаров.
 3. Пайка – способ соединения кабелей посредством покрытия разогретых концов жил расплавленным припоем, который затвердевает и обеспечивает прочность и высокую электропроводность соединения. Данный способ применяется для небольших по сечению проводников.
3. Пайка – способ соединения кабелей посредством покрытия разогретых концов жил расплавленным припоем, который затвердевает и обеспечивает прочность и высокую электропроводность соединения. Данный способ применяется для небольших по сечению проводников.
Достоинства: не требует особых навыков и специализированного оборудования по сравнению со сваркой.
Однако, стоит выделить и недостатки: большое количество подготовительных операций, следовательно, высокая трудоемкость.
Перед пайкой проводники очищают от изоляции и оксидной пленки, затем они лудятся, скручиваются и дожимаются пассатижами. Во избежания окисления зачищенной поверхности на обработанные места следует нанести флюсы.
Пайка медных жил небольших размеров осуществляется с помощью трубок припоя, заполненных канифолью, или раствором канифоли и спирта. Эти растворы наносят на место соединения перед пайкой.
Затем можно начинать процесс пайки: место соединения разогревают паяльником или горелкой. Канифоль или флюс начинает кипеть, на жало паяльника берут немного припоя, вносят в зону пайки посредством прижатия жала к проводникам. Припой растекается и заполняет промежутки между проводами, тем самым обеспечивая соединение. Если используется горелка, то припой вносят в факел.
После окончания процесса пайки и остывания рабочего места, остатки флюса нужно смыть, просушить соединение, покрыть специальным лаком, изолировать лентой или термоусадочной трубкой.
 4. Опрессовка – процесс соединения проводов с помощью медных или алюминиевых гильз. Подбирать гильзу необходимо в зависимости от размера “скрутки” и от материала кабеля (медь или алюминий).
4. Опрессовка – процесс соединения проводов с помощью медных или алюминиевых гильз. Подбирать гильзу необходимо в зависимости от размера “скрутки” и от материала кабеля (медь или алюминий).
Провода необходимо очистить от до металлического блеска, объединить в пучки/скрутить, а затем надеть на них гильзу и зажать специальными клещами. При этом стенки гильзы вдавливаются в жилы проводника и образуется надежный электрический контакт.
Достоинства: высокая надежность; к исполнителю не предъявляются высокие требования относительно его квалификации; независимость от наличия электричества.
Недостатки: жесткое гильзование приводит к разрыву провода возле гильзы; необходимо иметь запас гильз различных типоразмеров; если соединение имеет размер больше, чем диаметр шнура, то кабель будет задевать окружающие предметы.
Настройка аппарата
От того, корректно ли произведена настройка сварочного инвертора, зависит качество сварочных работ, особенно это касается правильного выбора электродов. Также следует учитывать:
- глубину сварочного шва;
- расположение шва в пространстве (вертикальное или горизонтальное);
- марку или тип свариваемого металла;
- толщину металла и т.д.
Следует знать, что под каждый тип металла выпускаются соответствующие электроды. С инверторами можно использовать электроды диаметром до 5 мм. Но под каждую толщину оснастки необходимо подбирать соответствующую ей силу сварочного тока. Чтобы правильно настроить сварочный аппарат, можно воспользоваться таблицей, приведенной ниже.

Например, если вам предстоит варить инвертором мягкую сталь толщиной 5 мм, то следует подобрать электрод 3 мм, а на аппарате выставить силу тока, равную 100 А. После пробной сварки силу тока можно подкорректировать, то есть уменьшить либо увеличить.
Меры безопасности при работе
Установленные правила безопасности, можно сказать, написаны “кровью” пострадавших, и поэтому пренебрегать ими строго запрещается. От их соблюдения зависит здоровье и жизнь не только оператора сварочного оборудования, но и окружающих его людей. Итак, к правилам безопасности можно отнести следующее.
- Перед началом работы следует проверить целостность изоляции на всех проводах и кабелях, подсоединенных к аппарату. Также необходимо проверить исправность оборудования, а именно, убедиться, что напряжение холостого хода равняется нулю. В данном случае должна быть исправна система, отключающая напряжение на электроде, когда аппарат простаивает.
- Перед подключением оборудования следует проверить электрическую сеть под нагрузкой (измерить диапазон проседания).
- Для защиты сетчатки глаз от ультрафиолетового излучения, возникающего при горении сварочной дуги, необходимо применять защитную маску (щиток) либо специальные очки. Не так давно в продаже появились сварочные маски и очки со стеклами “хамелеонами”, которые автоматически затемняются при попадании на них яркого излучения. Очки или маску должен одевать не только сварщик, но и его помощник.

- Если сварочные работы проводятся в закрытом помещении, то для защиты органов дыхания и предотвращения отравления вредными газами применяют респираторы со сменными картриджами либо маски, через которые принудительно подается очищенный воздух.
- Для защиты рук от брызг металла используют специальные перчатки — краги сварщика.
- Для защиты тела используют комбинезоны, куртки и штаны из огнеупорной ткани.
- Для защиты ног требуется одевать высокие ботинки, чтобы исключить попадание в них искр металла. Ботинки должны прикрываться сверху штанами.
- Рабочее место должно быть хорошо освещено.
- Под ногами сварщика должен быть резиновый коврик или деревянный настил, предотвращающие человека от удара током.
- Вокруг рабочего места не должно находиться никаких посторонних предметов, через которые можно споткнуться.
- Вблизи рабочего места должен находится песок и огнетушитель для своевременного тушения очага возгорания.
- Заземление сварочного аппарата является обязательным условием.



Если правила безопасности уже изучены, то можно приступать к ознакомлению с тем, как правильно работать электросваркой.
Выбор полярности
Не секрет, что процесс плавления металла происходит из-за высокой температуры электрической дуги, возникающей между свариваемым материалом и электродом. При этом кабель с держателем для электрода и кабель массы (с прищепкой) подсоединены к разным клеммам аппарата. Чтобы правильно подключить кабеля, необходимо понимать, в каких случаях они меняются местами.
При сварке инвертором или любым другим сварочным агрегатом используется прямая и обратная полярность подключения кабелей к аппарату. Прямой полярностью принято называть подключение, когда кабель с электродом подсоединяется к минусу, а свариваемый металл – к плюсу.

Такой способ подключения позволяет металлу хорошо прогреваться, отчего шов получается глубоким и качественным. Метод прямой полярности используют при варке толстых металлических изделий.
Обратная полярность подразумевает подключение электродного кабеля к плюсу, а кабеля массы – к минусу.

При таком подключении металл прогревается меньше, а шов поучается более широким. Обратную полярность принято использовать при варке тонких металлических изделий, чтобы исключить сквозной прожиг детали.
Выбор сварочного тока
Сварочный ток выбирается с учетом толщины металла, который подлежит сварке, и диаметра присадки. Для простоты расчетов можно использовать таблицу, которая была приведена выше, в разделе, где говорилось о настройке агрегата. Также при выборе оптимальной силы тока следует помнить правило: чем выше сила тока, тем глубже получается шов, и тем быстрее можно перемещать электрод. Поэтому нужно добиться идеального соотношения скорости движения присадки и силы тока, чтобы шов имел требуемую выпуклость и глубину, достаточную для хорошего сваривания кромок деталей.
Методика работы с разными металлами
Поскольку без розжига дуги процесс сварки невозможен, то следует знать, что существует 2 метода сделать это:
- нужно несколько раз стукнуть по металлу электродом, пока не произойдет зажигание дуги.
- нужно электродом, как спичкой, чиркнуть несколько раз по металлу.
Каждый мастер подбирает наиболее удобный и подходящий способ зажигания дуги. Но чиркать нужно не где попало, а вдоль линии сварного шва, чтобы на заготовке не оставались следы.
Место, в котором плавится металл под воздействием электрической дуги, называют сварочной ванной. Чтобы ее двигать вдоль линии шва, применяют один из методов, показанных на следующем рисунке.
Для нормального движения ванны электрод наклоняется под углом 45-50°. Наклоняя присадку под разными углами, можно управлять шириной ванны. Каждый мастер подбирает оптимальный угол наклона для получения шва приемлемого качества.
Совет! Движение ванны облегчается, если в аппарате присутствует функция “форсаж дуги”, которая не дает ей погаснуть.
Электрод может принимать положение углом назад или углом вперед. Чтобы получить широкий шов, используется наклон оснастки углом вперед, поскольку при таком способе получается меньший нагрев. Данным методом варят тонкие металлы. Толстый металл принято варить углом назад.
Для сварки цветных металлов придется подключить аргоновую горелку к сварочному инвертору и использовать уже неплавящийся электрод (вольфрамовый). Присадкой в данном случае служат металлические прутки, которые помещаются на линию шва и плавятся электрической дугой. В процессе сварки ванна обдувается инертным газом.
Правила обслуживания инверторного аппарата
Техническое обслуживание сварочного аппарата инверторного типа, включает в себя следующие пункты.
- Внешний осмотр. Его необходимо проводить каждый раз перед началом работы и после нее для обнаружения возможных повреждений изоляции сварочных кабелей и сетевого шнура. Также при внешнем осмотре проверяется отсутствие повреждений корпуса и органов управления (нужно проверить регулятор тока).
- Проведение внутренней очистки агрегата. Проводится она после снятия кожуха с аппарата для удаления из всех его узлов пыли и накопившихся загрязнений. Очистка производится с помощью направленного потока сжатого воздуха на запыленные детали.
- Проверка и зачистка клемм аппарата. Периодически следует проверять места, к которым подсоединяются силовые кабели. Если на клеммах обнаружено окисление, его следует удалить с помощью мелкой наждачки.
Также следует избегать попадания на инверторный сварочный аппарат капель воды, водяных паров и других жидкостей, способных проникнуть внутрь агрегата и вызвать замыкание электрических цепей. Если какая-либо жидкость все же проникла в аппарат, то следует снять с него кожух и удалить всю влагу. Особенно тщательно следует высушить электронную плату инвертора, используя обычный фен.
Направление движения электронов регулируется с помощью полярности путём переключения проводов на клемму «плюс» или «минус». То есть, при работе со сваркой постоянного тока возможны два варианта настройки:
- Прямая полярность. Минус подключён к электроду, плюс на клемме «земля». В этом случае ток движется от электрода к заготовке, и металл греется сильнее.
- Обратная полярность. К электроду подсоединяется плюс, на клемму «земля» — минус. Движение тока от минуса к плюсу (от заготовки к электроду) создаёт более сильный нагрев.
Прямая и обратная полярность подключения при сварке инвертором используется в зависимости от поставленных задач и качества материалов. При переменном токе тип подключения неважен, а при постоянном есть возможность менять полярность вручную.
Значение полярности для сварки
Постоянный ток создаёт термическое (анодное) пятно. Меняя полярность, можно его перемещать от электрода к заготовке. Основной нагрев создаётся на плюсовом гнезде, поэтому при прямой полярности сильнее нагревается заготовка, а при обратной – электрод. Таким образом формируются возможности инвертора в зависимости от характеристик металлов:
- Толщина металла. При прямой полярности основной нагрев достаётся заготовке, поэтому ширина шва провара получается достаточно глубокой. Соответственно для тонких металлов правильнее использовать обратное подключение, при котором металл нагревается слабее электрода.
- Тип металла. При сварке приходится работать с различными сплавами, обладающими определёнными свойствами. Например, алюминий относится к среднеплавким металлам, поэтому нужно обеспечить заготовке прямое подключение для нагрева. Нержавеющую сталь лучше не перегревать, выбрав обратную полярность. Настройки инвертора позволяют учитывать, какой сплав подвергается варке, поэтому предварительное изучение инструкции поможет эффективно справиться с задачей.
- Тип электрода. Сварочные электроды имеют покрытие – флюс. При разогреве он сгорает, выполняя свою основную задачу: вытесняя воздух, предотвращает образование пор. Тип флюса определяет особенности использования электродов при разных температурных режимах. К примеру, угольные электроды не подходят для подключения с обратной полярностью. Рекомендации производителя позволят сделать правильный выбор. То же самое относится и к типам проволоки. К слову, инверторные полуавтоматы также имеют характеристики, которые стоит учитывать.
Если заготовка и электрод имеют характеристики, требующие противоречивых настроек, придётся найти компромиссный вариант, регулируя силу тока и время обработки шва. С опытом приходят и знания, позволяющие решать любые задачи.
Технология ручной сварки дугой
Дуговая сварка – самый распространённый тип сварки металла. Способ универсален, технологически прост и позволяет получать сварочные швы хорошего качества в непроизводственных условиях. Электроток сварочного источника образует дугу между изделием и электродом. На нём сгорает покрытие (флюс), выделяя газ, очищающий рабочую область от кислорода.
При постоянном или переменном токе для сварки используются плавящиеся электроды. Их во время процесса передвигают по оси координат, чтобы сохранить размер дуги. Оптимальной считается дуга не больше стержня электрода, обеспечивающая самое высокое качество шва. Если допускать длинную дугу, качество сварки током ухудшится из-за отклонения дуги от заданного направления. Необходимо соблюдать определённую скорость перемещения электрода, чтобы шов не получился неровным или неплотным.
По форме и типам соединений сварочные швы разделяются на:
- тавровые;
- угловые;
- стыковые;
- нахлесточные;
- торцовые.
Разные углы наклона электрода позволяют создавать разные по типу швы. Самый удобный промежуток – между 45 и 90 градусами, при котором сварочная ванна полностью в зоне видимости. С опытом приходит и понимание, как именно нужно менять угол наклона.
Обычно сварочные аппараты комплектуются кабелем массы с держателем зажимного типа. С первого взгляда, это удобно, такое приспособление можно надежно закрепить к практически любой поверхности (листы, металлопрокат и прочие). Но бывают ситуации, когда нет возможности установить такую массу на заготовку или, еще чаще, она перегорает. Неплохой альтернативой станет магнитный контакт сварочного кабеля.
| Поделитесь в соц.сетях: | Оцените статью:
|